1. Introduction
Thermally conductive polymers are of great interest for a vast amount of applications, including heat sinks for light-emitting diodes, batteries and other electronic devices. They are also promising for heat exchange processes that can profit from reduced weight and improved corrosion resistance compared to conventional metal-based heat exchangers [
1]. Significant lab-scale research has already been conducted on the improvement of the thermal conductivity (TC) of polymer composites. Focus has been on the use of fillers such as carbon fibers [
2,
3], graphite and carbon nano particles [
2,
4,
5,
6], metals [
7,
8,
9], and more recently carbon nanotubes [
10,
11] and grapheme [
12,
13] for applications that allow electrical conductivity and fillers such as boron nitride, aluminum nitride [
14], ceramics [
15], and metal oxides [
16] for non-electrical conductive applications. Typical conductivity values are between 0.15 and 0.50 W·m
−1K
−1, which are lower than the conventional metal counterparts with values around 10–5 × 10
2 W·m
−1K
−1 [
1]. A high filler content, often more than 35% in volume [
17,
18], is required in order to improve the TC of lab-scale polymer composites. Only at high filler amounts, a continuous thermal conductive path of fillers can be formed. This critical loading level is called the thermal percolation threshold to differentiate e.g., from an electric percolation threshold [
19]. Fillers with a high aspect ratio require lower loading levels to reach this threshold, and carbon nanotubes can help to form conductive connections between the fillers [
20,
21].
The TC of a composite is in general determined by the TC of the matrix and strongly influenced by the number of interfaces, making, for a given amount, fillers with a high surface area more favorable. It is postulated that polymers with a higher crystallinity possess a better TC, though there are plenty of exceptions as other factors such as side groups, (average) molar mass, bond strength, and processing conditions also play a role [
1,
10,
17,
22]. The relevance of processing conditions in view of TC design is less studied but essential, as it can contribute to anisotropy and result in brittle materials with reduced mechanical properties [
17]. The most commonly used processing methods for thermoplastic polymers, i.e., injection and extrusion, are known to cause the fillers to orientate with the main flow direction. This results in a high in-plane TC and a low through-plane TC [
23,
24].
Although the effect of crystallinity has been studied theoretically [
25] and at a lab scale [
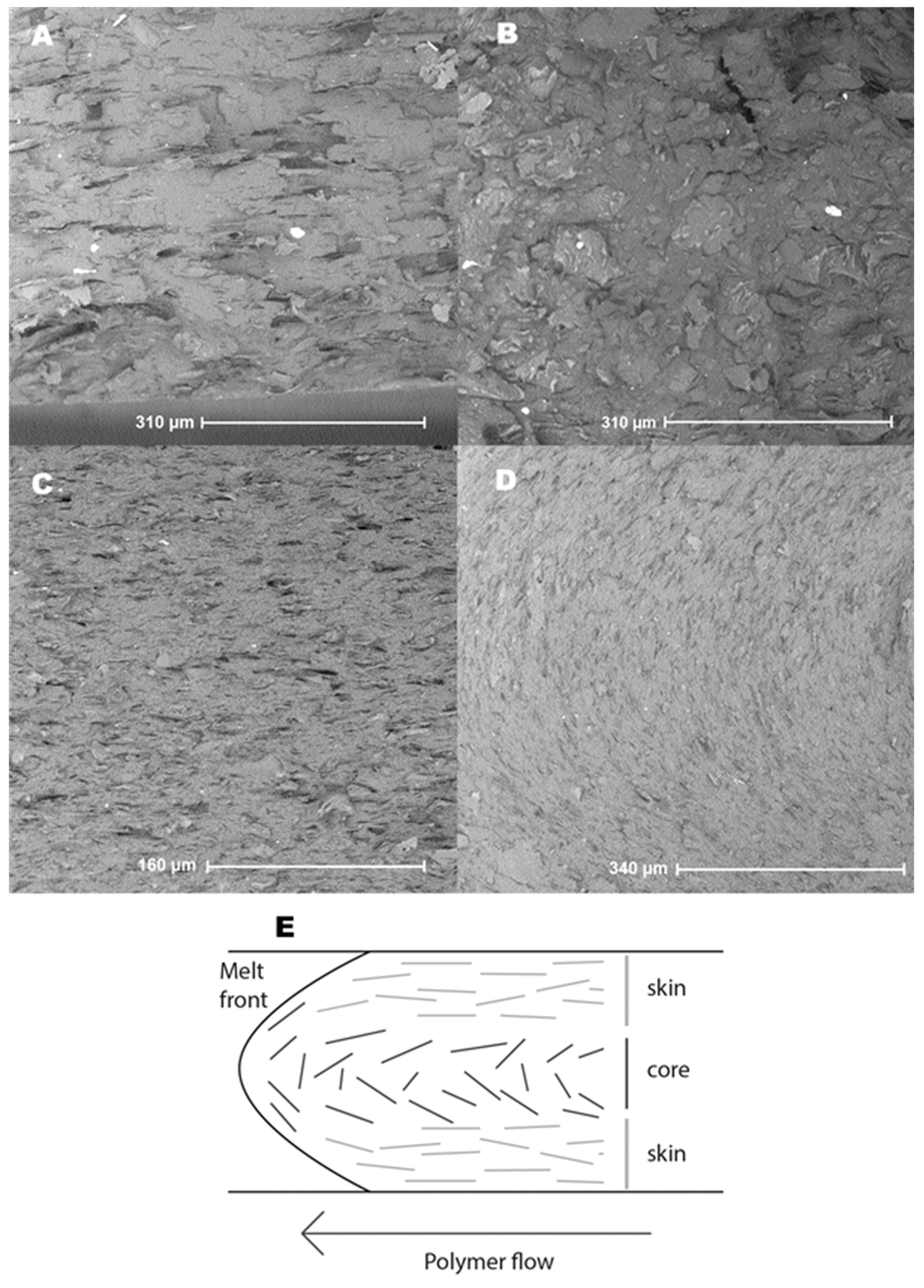
26], almost no data is available on the effect of crystallinity on the TC on an industrial applicable scale. The mismatch in TC during processing can also be expected to be enhanced under industrial scale conditions, which aim at high throughputs, with the same being true for other polymer composite characteristics. In particular, stronger morphological changes are likely. For example, in injection molding, the skin-core effect causes fillers close to the mold wall to show strong orientation with the flow direction, while the fillers in the core are more randomly orientated [
27,
28,
29], though a specific core pattern has been claimed as well [
30]. As manipulation or control over orientation can strongly influence the in-plane and through-plane TC [
31], further investigation of the skin-core effect seems appropriate. Furthermore, to the best of the authors’ knowledge, a very limited number of studies with both in-plane and through-plane TC measurements have been devoted on a scale transcending the lab scale [
23,
24,
32]. These lab scale studies typically focus on the effect of aspect ratio [
33], the combination of different fillers [
34] and a comparison with theoretical models [
18] rather than the explicit evaluation of the effect of the skin-core formation and matrix related variations on the TC.
In this work, the effect of average molar mass, crystallinity and filler size is therefore studied at a (semi)-industrial manufacturing scale, considering commercial polymers. Since a manifold of thermal management applications are subjected to moisture, the effect of moisture on TC is investigated as well. The focus is on samples prepared with injection molding, as it is one of the most common methods and more scalable techniques for polymer processing, and graphite fillers to obtain a simple and relatively inexpensive, thus industrially relevant manufacturing procedure. Specific focus is on the identification of the most optimal polymer matrix and the effect of skin and core layers on the TC. It is shown that these layers have a significant effect on the TC and the effective reduction of the thickness or modification of the filler spatial arrangement can strongly improve the through-plane TC, at least for basic shapes.
2. Materials and Methods
2.1. Materials
Flake graphite (Asbury, 3806) with an average size of 19 micron was compounded with different matrices: polypropylene (PP; Sabic, 575P), high density polyethylene (HDPE, Dow, 25055E), acrylonitrile-butadiene-styrene (ABS, LG, HI-121), polyamide-6 (PA6; Solvay, Technyl C 230 Natural), polystyrene (PS; Ineos, Styrolution 165N and 124N), and poly(lactic acide) (PLA; Natureworks, 3100HP). Nucleating agent (Bruggolen P252), kindly supplied by Bruggemann Chemical, Heilbronn, Germany, was used to investigate the effect of crystallinity.
2.2. Manufacturing Approach
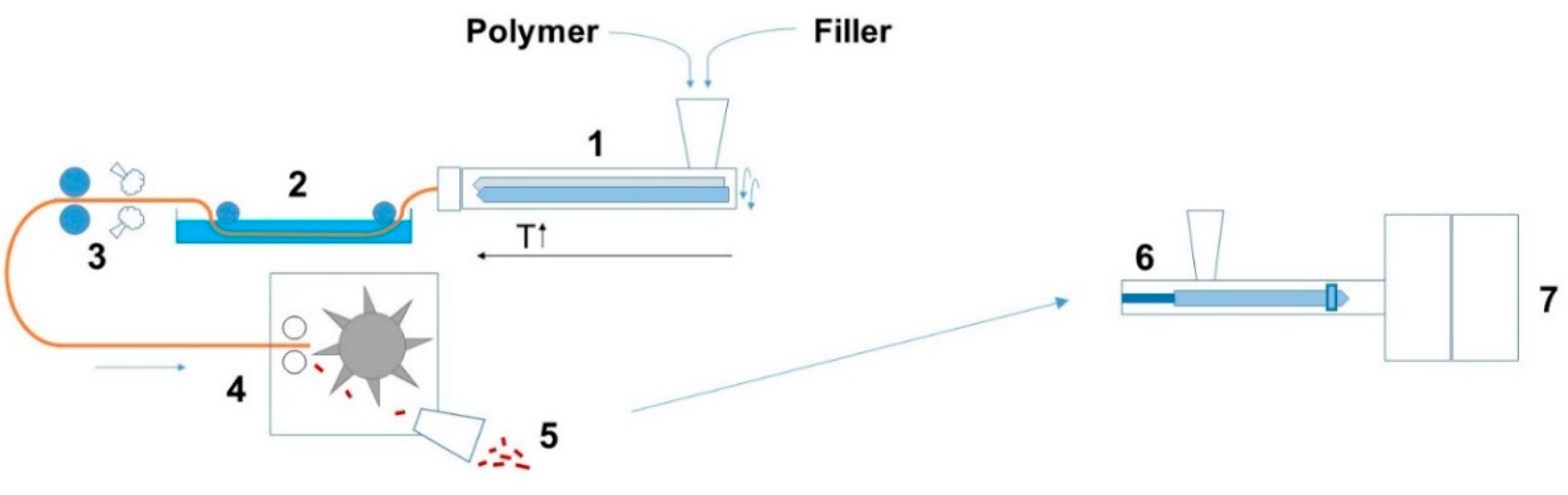
The overall manufacturing procedure is highlighted in
Figure 1. For each polymer matrix, compounds with 0, 10 and 20 m% of the flake graphite filler were produced. Additionally, PLA and PA6 filaments with 0.2, 0.5 and 1.0 m% nucleating agent (N.A.) were produced without fillers. Prior to this, the PLA was dried overnight at 60 °C, while PA6, ABS and PS were dried at 80 °C. The carbon fillers were compounded with thermoplastics using a co-rotating twin screw extruder (APV MP19TC-40 Baker, Peterborough, UK) with variable temperature profiles for different matrices (e.g., for PA6 from 220 °C at the inlet to 250 °C at the die). The extruded filaments were directly cooled in a water bath at room temperature and chopped in pellets. Prior to injection molding, the pellets were dried overnight. The composites were molded into tensile bars according to ISO 527-2 specimen type A, using an injection molding machine (Engel e-victory, Schwertberg, Austria). The dosing speed was maintained as low as possible to avoid damage to the graphite filler.
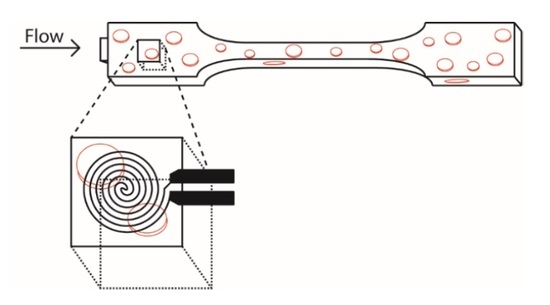
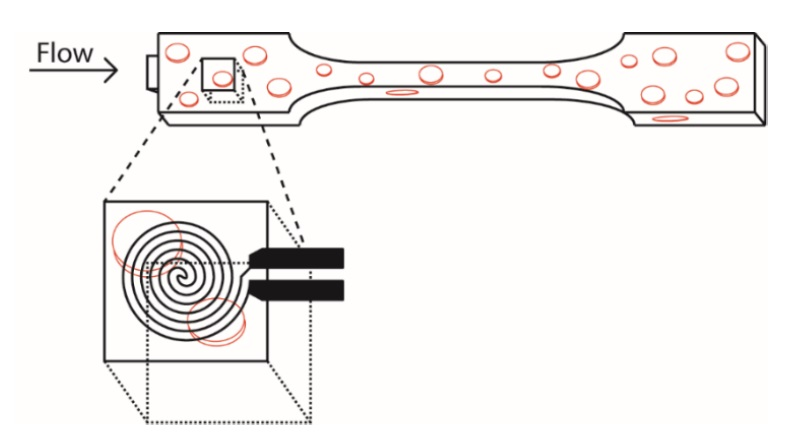
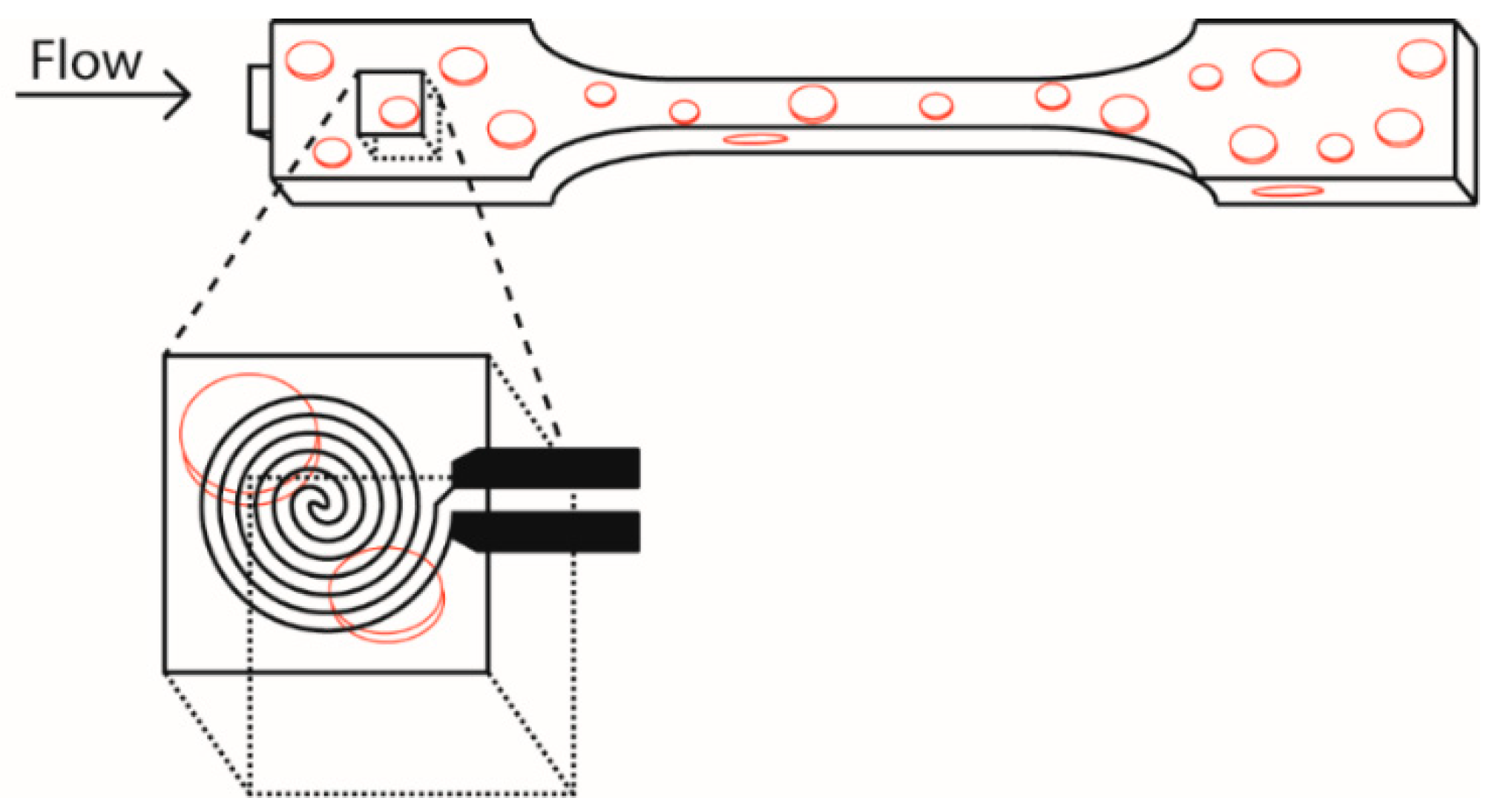
Prior to characterization, all samples were conditioned in a climate controlled room at 23 °C and relative humidity of 50% for at least 48 h. In order to measure the TC, the wide parts of the dogbones were cut off and a cube with a flank size of 10 mm was cut out of the middle of the dogbone, as shown in
Figure 2 (closest to the gate). The samples were grinded on sandpaper (grit 300) on one side till the surface was smooth to assure good contact between sensor and sample.
In order to further investigate the effect of crystallinity, PLA samples were tested as prepared and after annealing (–a-annotation in sample notation). The annealing treatment consisted of treating the samples, after injection molding, for 2 h in a furnace at 80 °C and slowly letting them cool down to room temperature. Before testing the TC, these samples were sanded and conditioned as all previous samples. PA6 samples were annealed for 5 h at 175 °C and slowly cooled to room temperature. The effect of moisture on TC was performed by confronting PA6, known as a hygroscopic material, under different humidity conditions before measuring. PA6-samples were installed in a drier at 80 °C for 24 h. Afterwards, they were put in moisture resistant bags and cooled down to 23 °C before measuring. Other samples were placed for a week in distilled water at 23 °C before measurement. The reference samples were measured under regular conditions as mentioned before (23 °C and 50% relative humidity).
2.3. Characterization
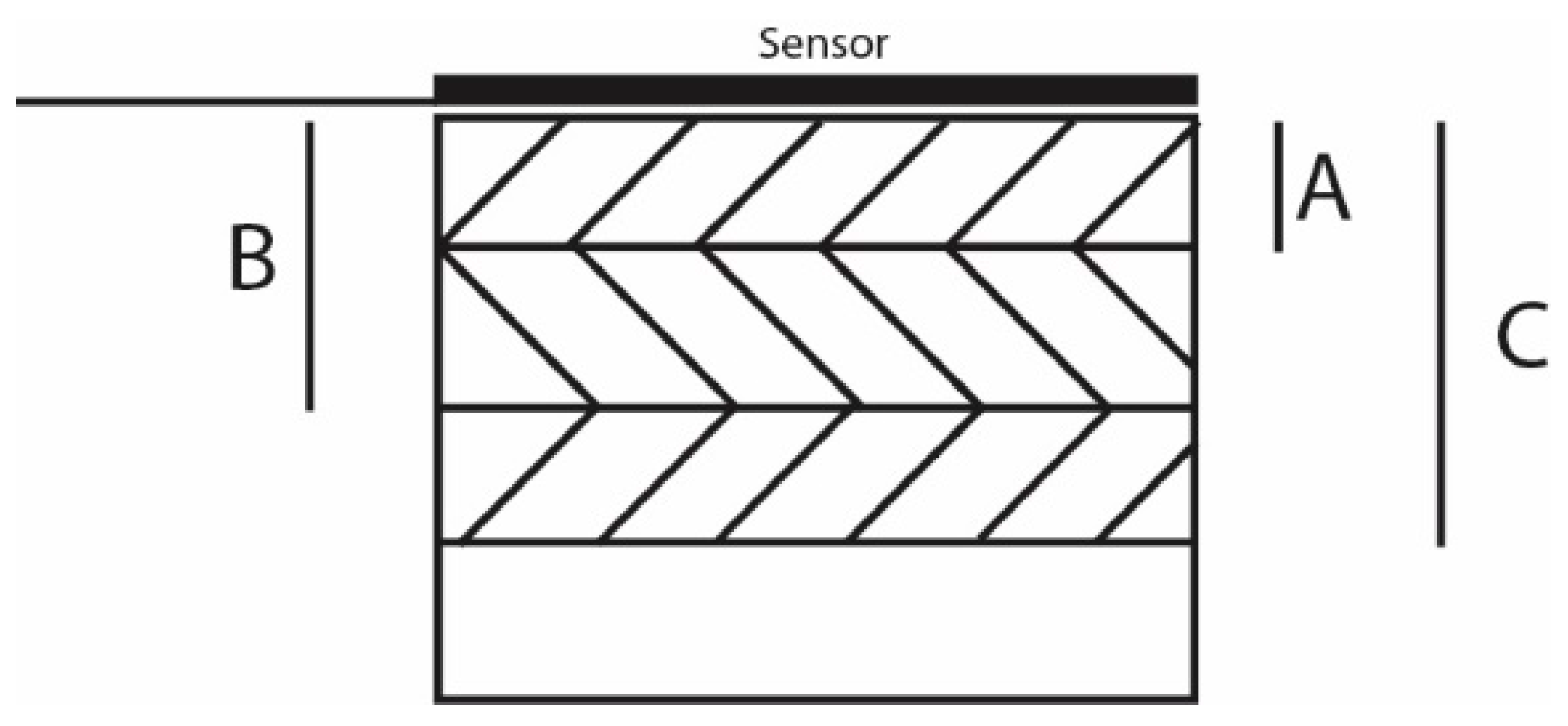
The density of the samples was measured by buoyancy in air and ethanol, using a Precisa XR 205SM-DR balance (Precisa, Dietikon, Switzerland). Heat capacity was measured using the Hot Disk TPS 2500S (Hot Disk, Göteborg, Sweden) heat capacity module with the gold cell reference. All TC numbers are an average of three measurements with acceptable standard deviations (below 5%), unless mentioned otherwise. TC in the in- and through-plane direction were measured using the anisotropic module according to the ISO 22007-2 norm. To compensate for the skin-core effect, the probing depth for the measurements aiming at overall TC values (most measurements) was as close as possible to half the sample thickness (
B = 2 mm in
Figure 3). Isotropic bulk samples were measured using the isotropic module.
The probing depth can be varied by adjusting measurement times so that the skin-layer effect can be explicitly studied alongside the determination of overall TC values. Longer measurements allow the heat wave to travel further, thus allowing to measure TC over a larger volume, as can be seen in
Figure 3. Measuring for a short time results in a low measuring depth (A), and will measure the TC of what is mostly the skin layer. At half of the sample thickness (B), the overall value results assume that the morphology is identical for both sides of the sample. Longer measurements (C) give values of the TC of a larger sample volume and will relatively contain more core layers.
The crystallinity of the semi-crystalline polymers (
xc) was measured using differential scanning calometery (DSC; Netzsch Polyma, Selb, Germany). Different maximum temperatures were chosen for different polymers, but heating rate and starting temperature were maintained constant at 10 °C min
−1 and 30 °C. Peak surface and temperatures were determined using the Protheus software. Data from the first heating run was used. Crystallinity was calculated using [
35,
36]:
in which
stands for melt enthalpy,
for cold crystallization or post-crystallization enthalpy, and
for the theoretical melt enthalpy of 100% crystalline material. The values for
are displayed in
Table 1.
Scanning electron microscopy (SEM) images were taken using a Phenom desktop SEM gen 1 (Phenom-world, Eindhoven, The Netherlands). No gold sputtering was required since a sample holder with charge reduction (low vacuum) was used. Samples were frozen in liquid nitrogen before being fractured.
4. Conclusions
The effect of average molar mass, crystallinity, moisture, matrix type, and filler amount and type on the (overall) TC was studied based on commercial polymers and their composites that were produced on a semi-industrial scale, using twin-screw compounding and injection rather than lab-scale techniques such as solvent mixing and compression molding. The effect of average molar mass was found to be insignificant, whereas a higher crystallinity does imply a higher TC although it is not the only contributor. Further increase of the crystallinity for instance by annealing is more relevant in view of the increase of mechanical properties. Notably, moisture has no true effect, which highlights the potential of polymer composites for thermal management applications.
A general trend of higher in-plane and lower through-plane TC was noticed in all polymers, caused by the flow during the processing. The consideration of graphite fillers (20 m%) can increase both the in- and through plane TC. Although HDPE and PA6 composites generally showed a higher TC than other polymers with a better overall performance than for instance previously developed PP-carbon fiber-carbon nanotube composites, it is non-trivial to notice emerging trends in the TC of all the composites. This is likely because of the complexity of the whole system, where the skin-core effect also plays an important role. This skin-core effect has a substantial influence on the overall TC of the composite. An increase up to 100% in through-plane TC is noticed upon measuring deeper, hence, in the core-layer. For thermal applications requiring a high through-plane TC, the skin layer should therefore be as thin as possible. Removing the skin layer after injection could thus be considered for improved performance, at least if a basic shape is considered.
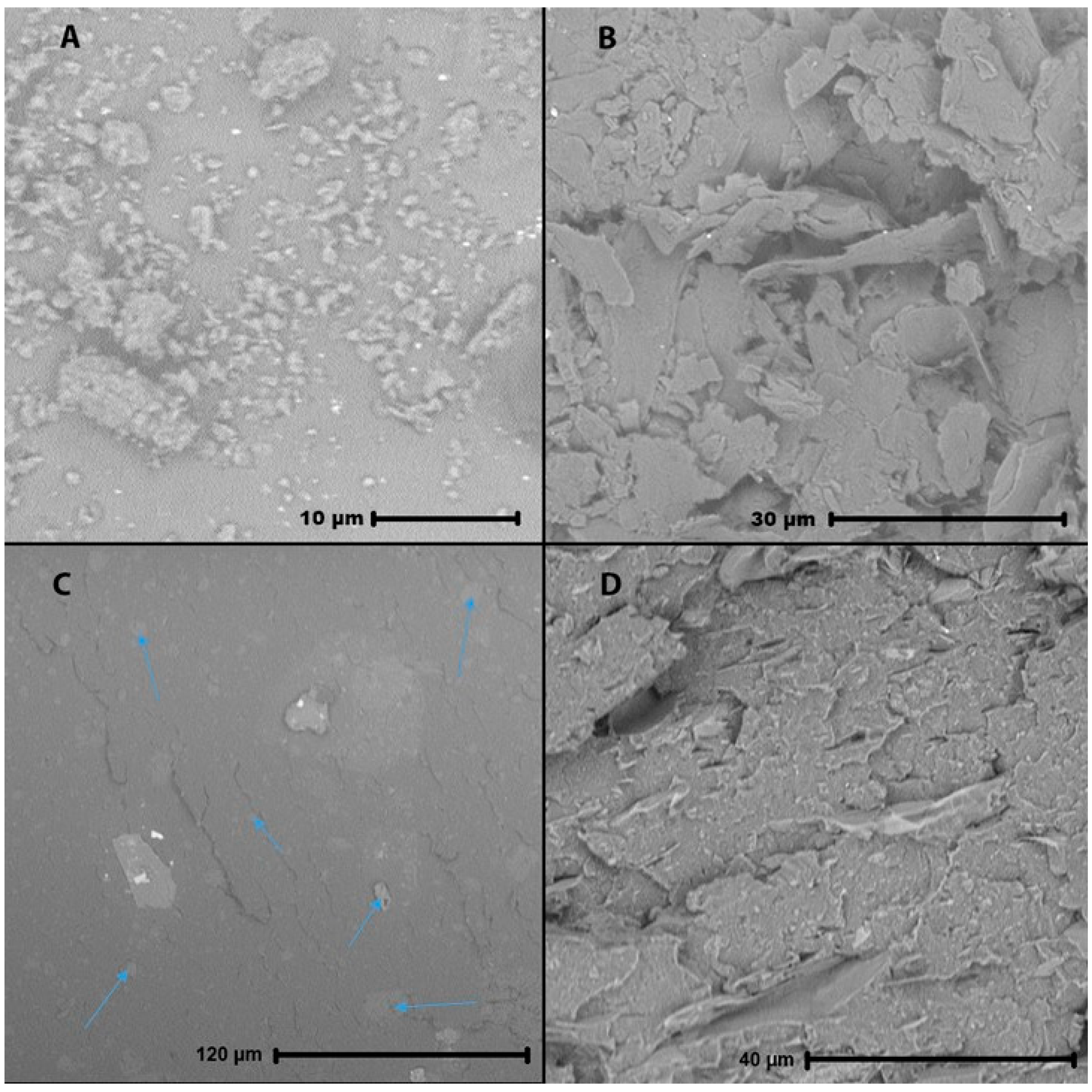
Macro-fillers generally perform the best, showing a higher in-plane and through-plane TC at 20 m%. Adding nano-fillers decreases both TCs, likely because they have more interfaces to cross, resulting in more phonon scattering. SEM images revealed that, besides the size, macro- and nano-fillers show a different shape. The spherical shape of the nano-filler causes a lower increase in the in-plane TC, since spheres are less affected by flow and thus orientation. The low aspect-ratio also makes it more difficult to form thermal conductive networks in contrast to the preferred macro-fillers.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}