Effect of Graphene Nano-Additives on the Local Mechanical Behavior of Derived Polymer Nanocomposites



Abstract
:1. Introduction
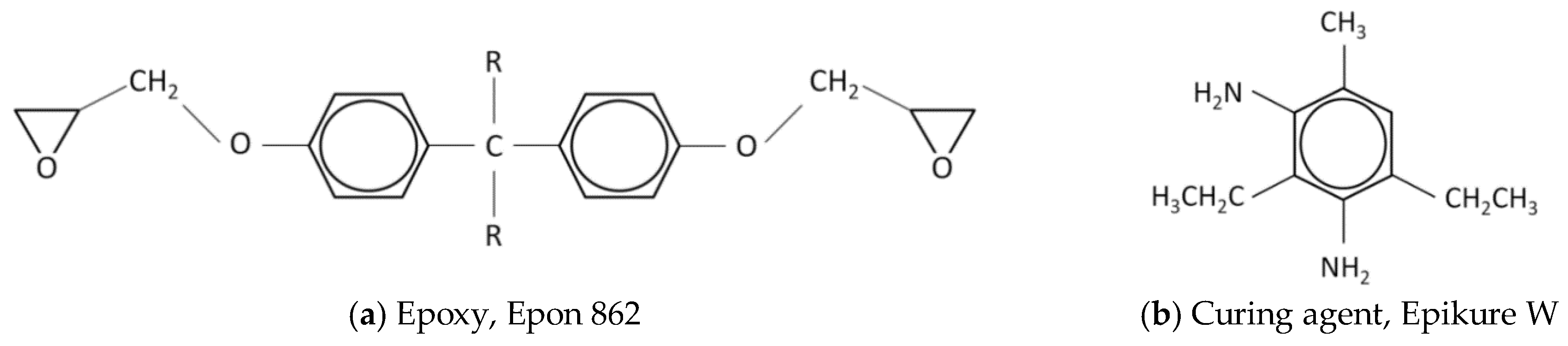
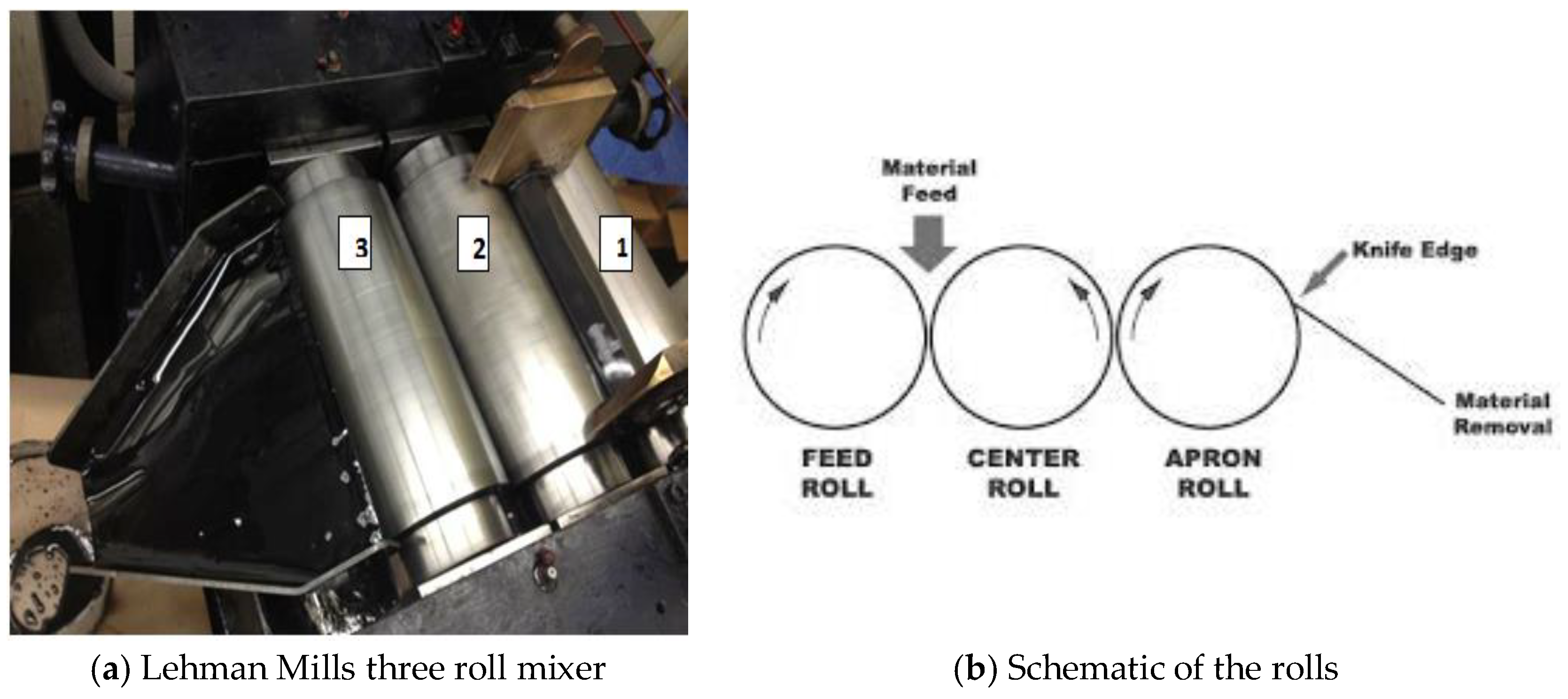
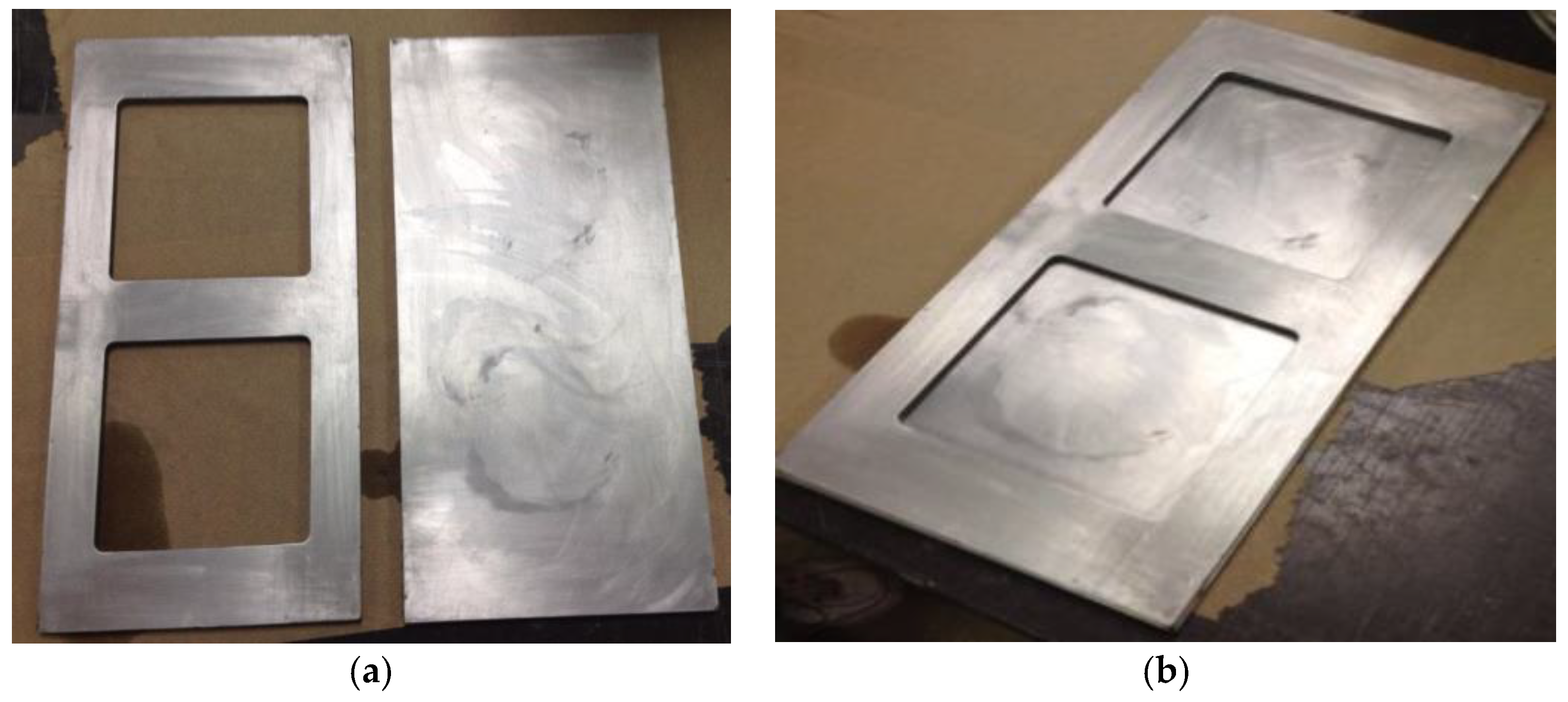
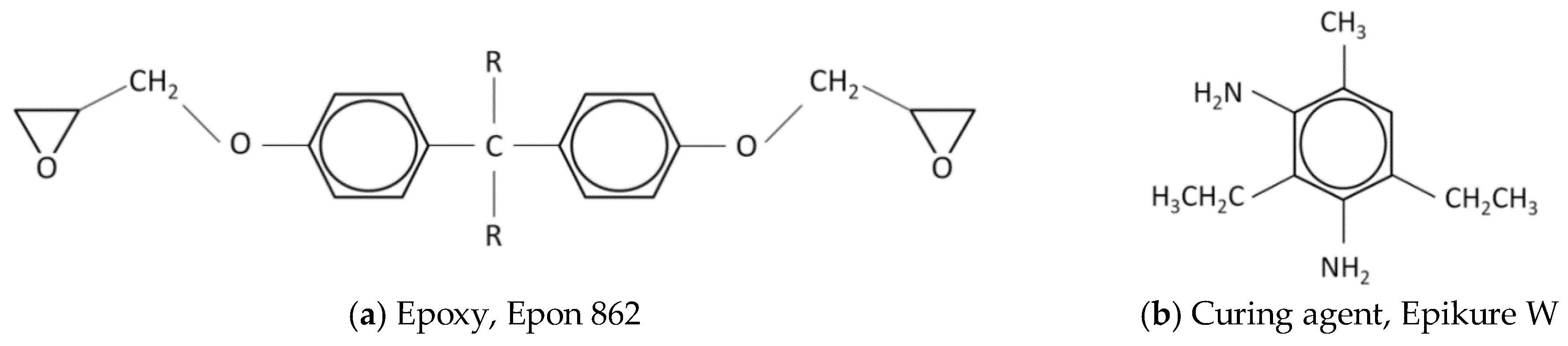
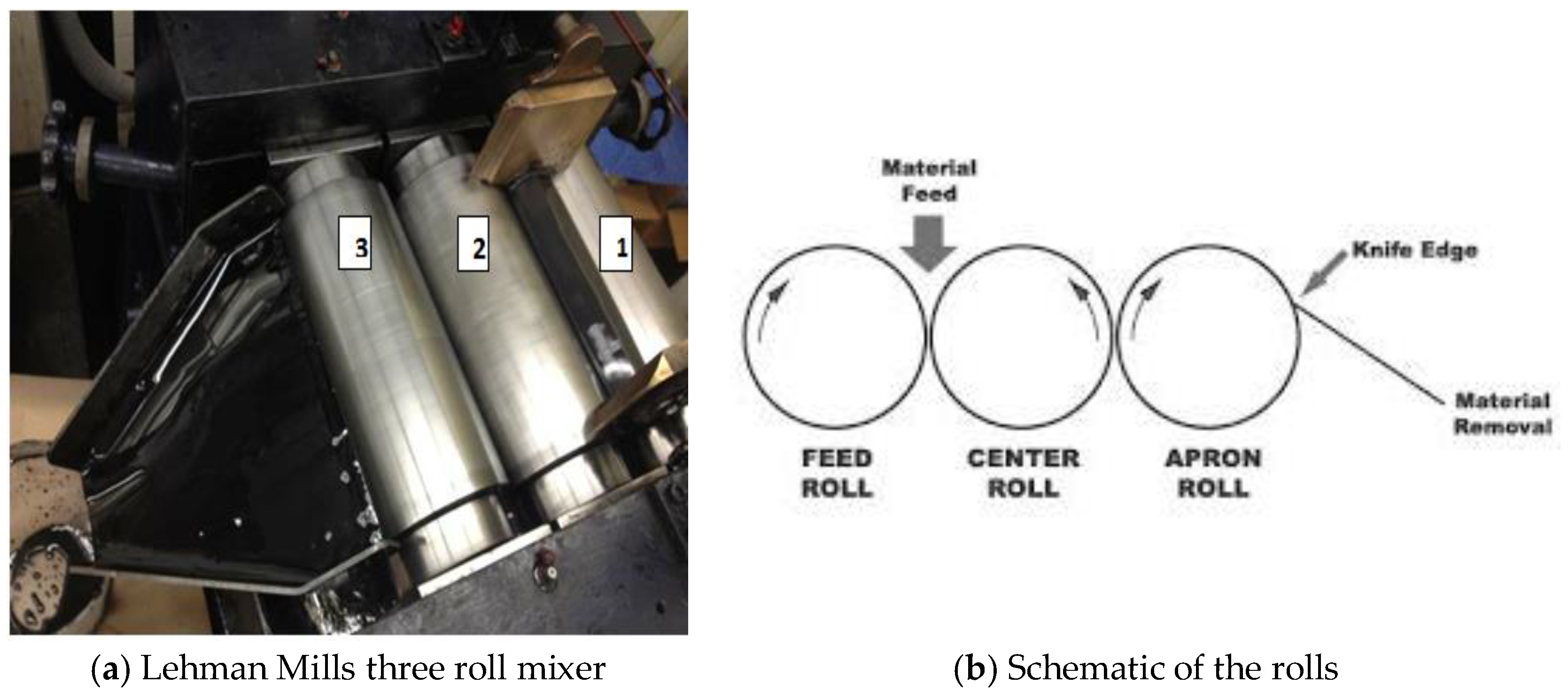
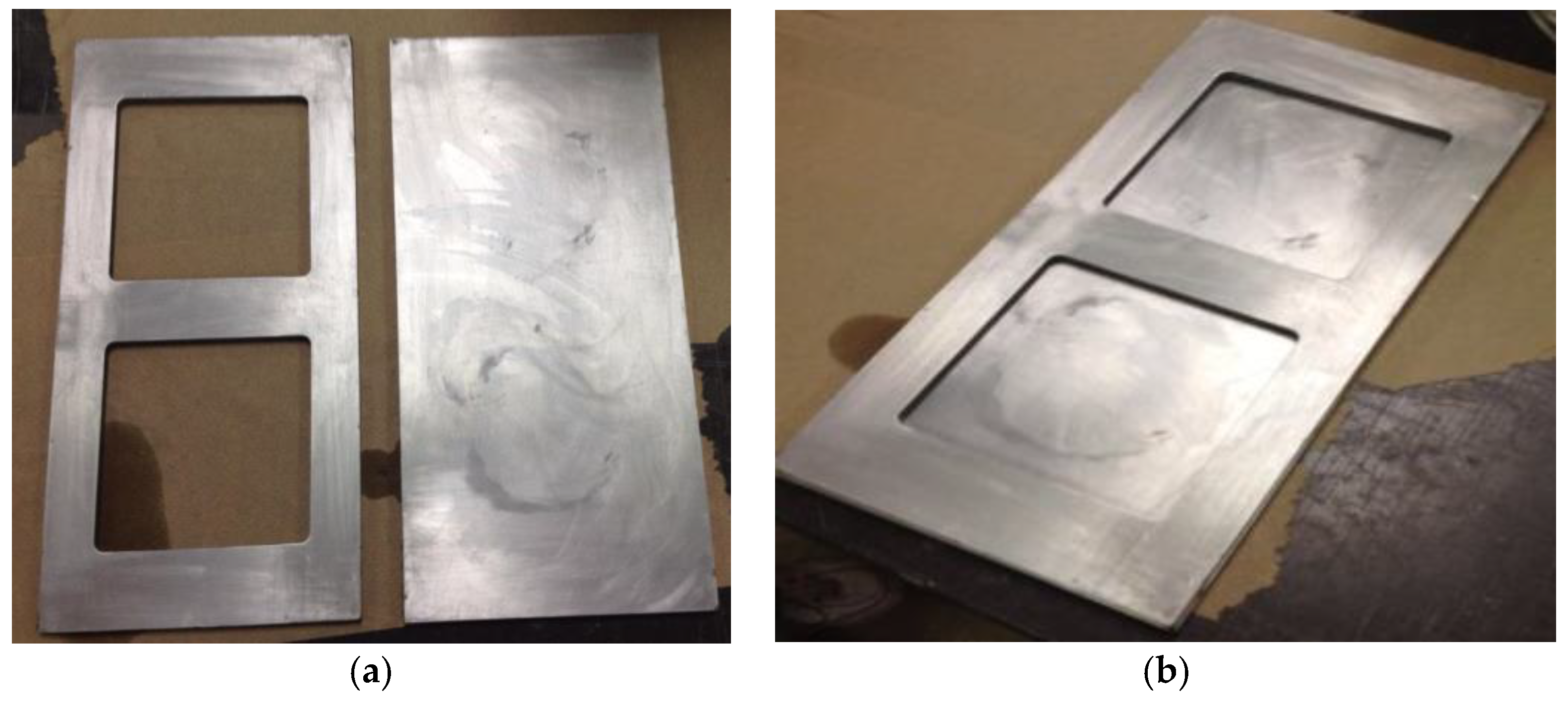
2. Materials and Sample Preparation
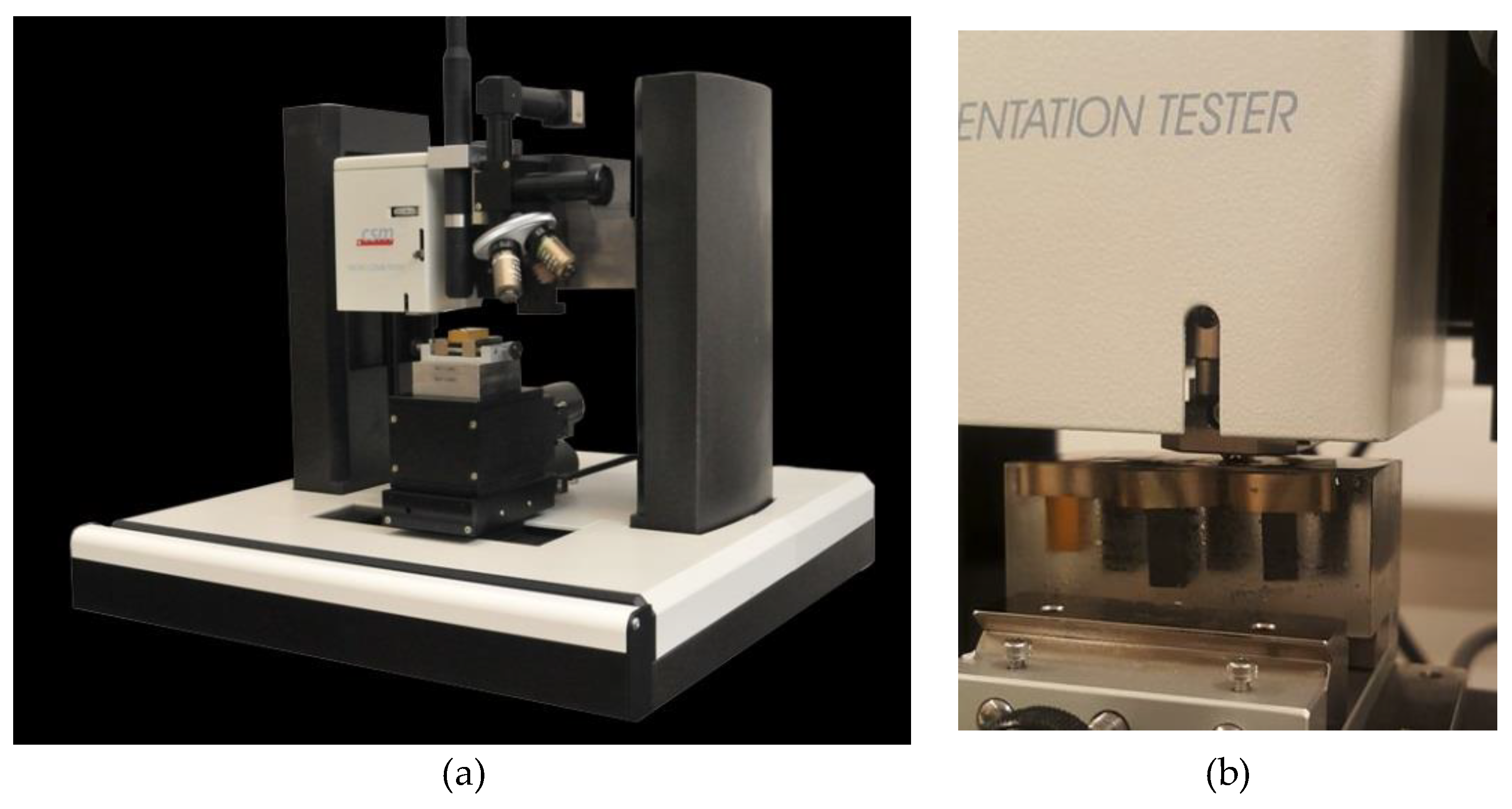
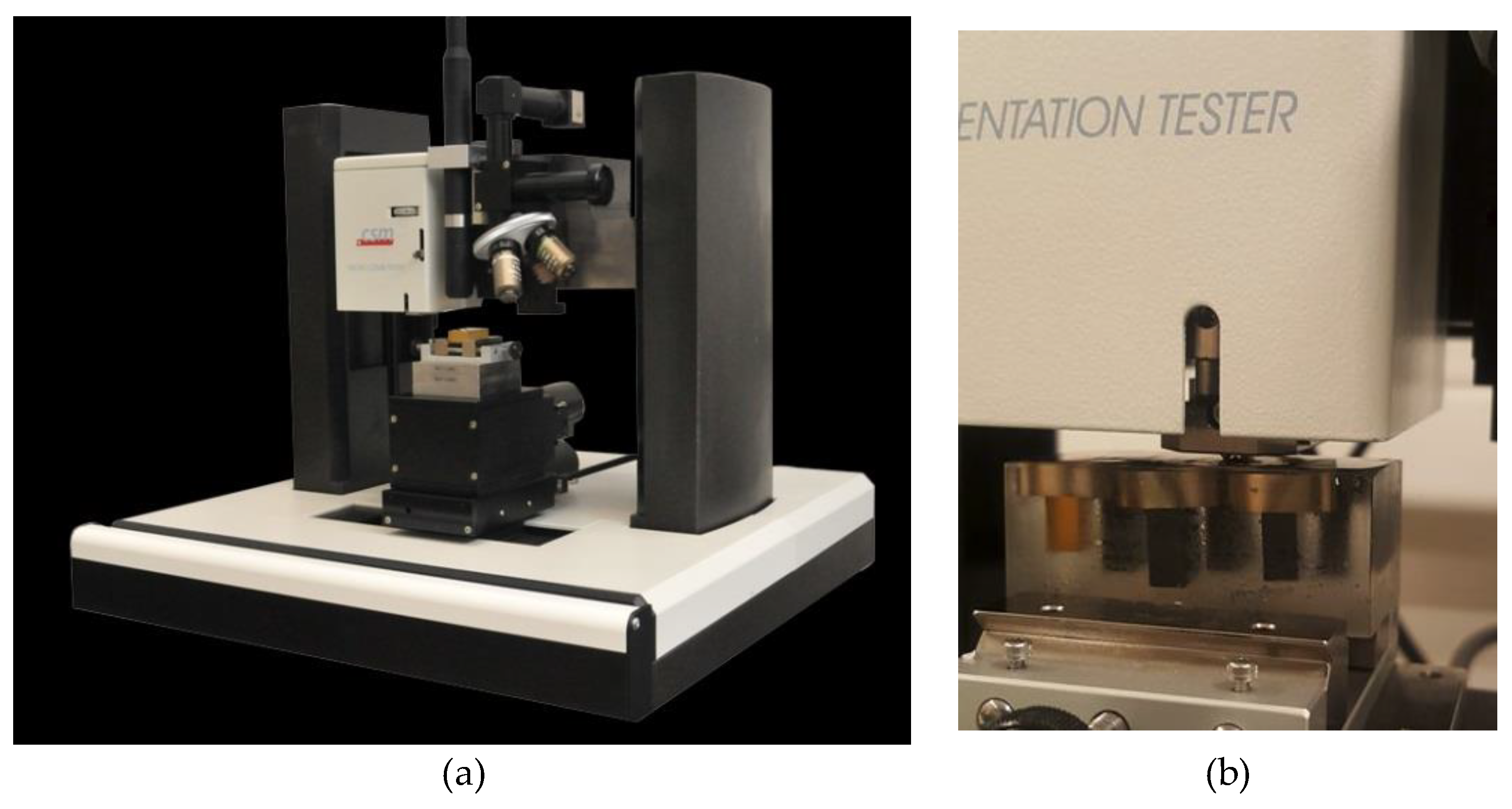
3. Indentation Tests
4. Results
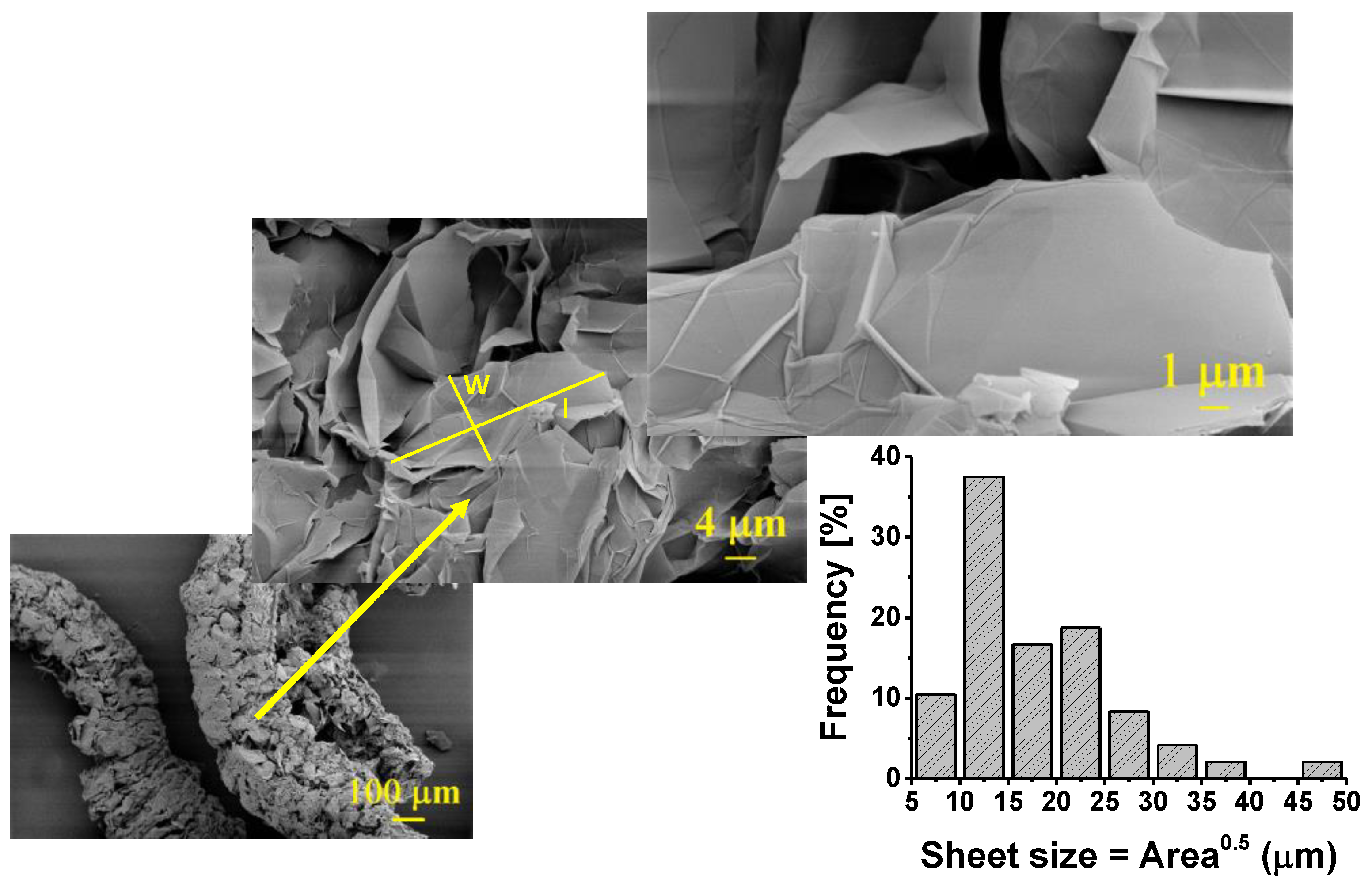
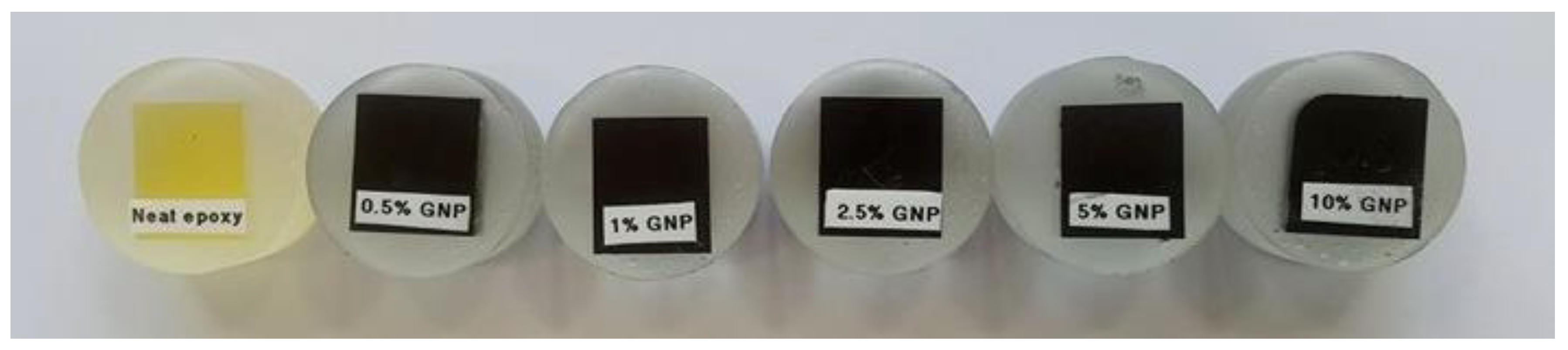
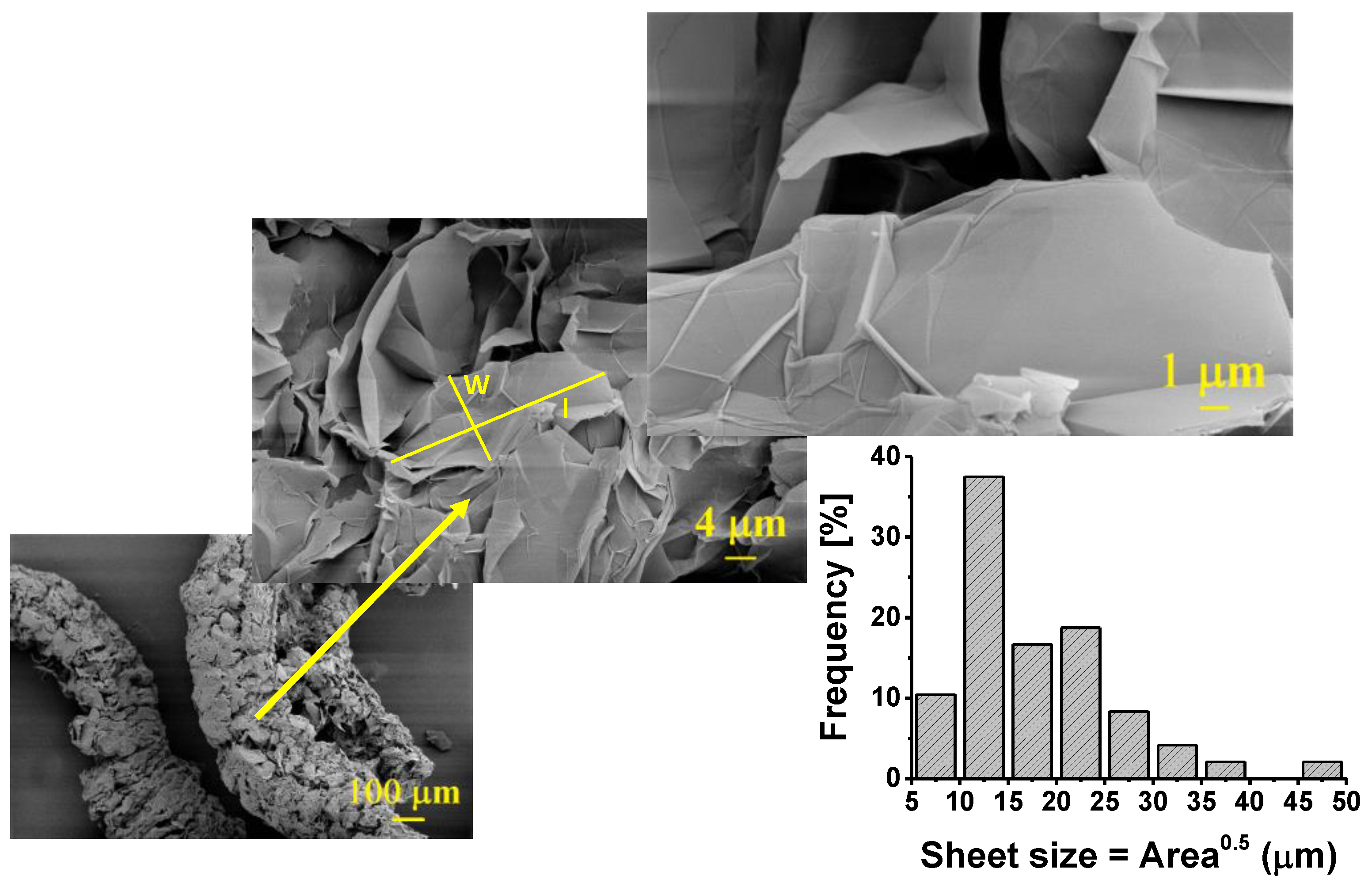
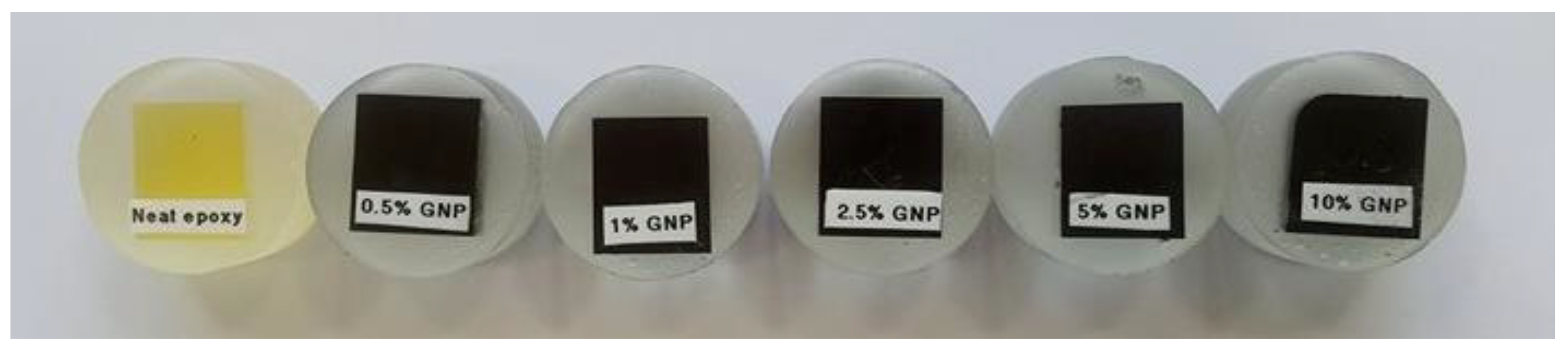
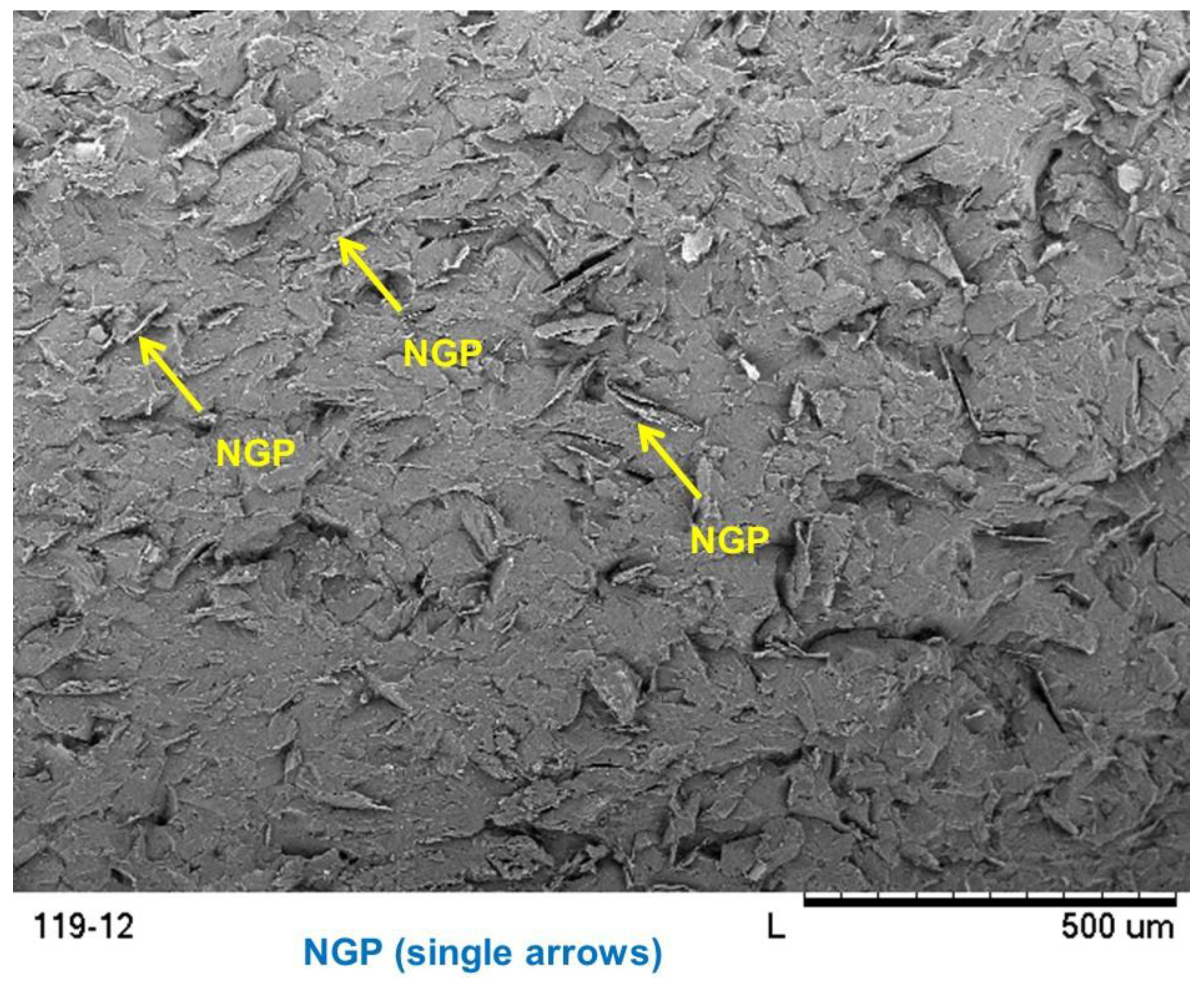
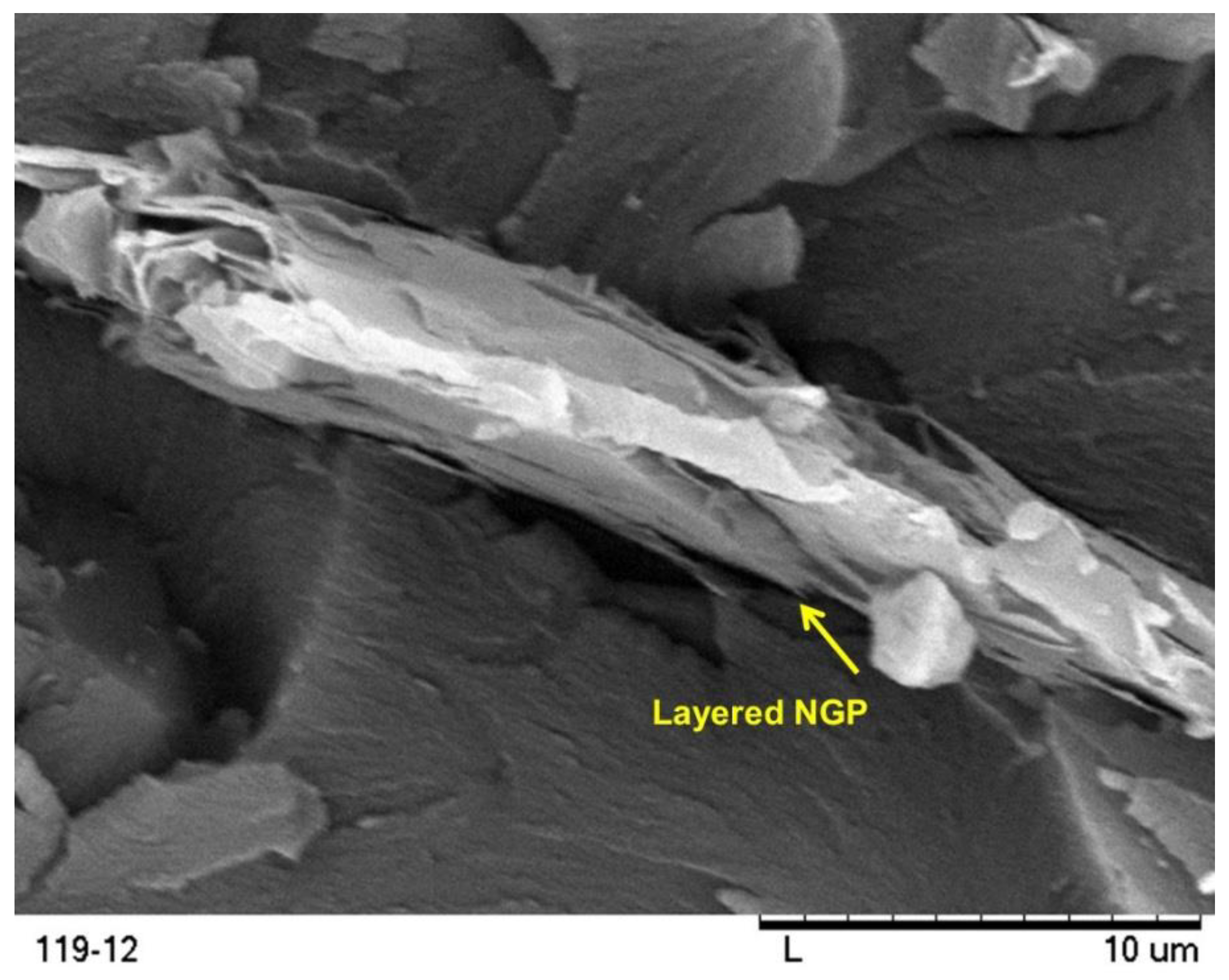
4.1. Graphene Dispersion in Epoxy
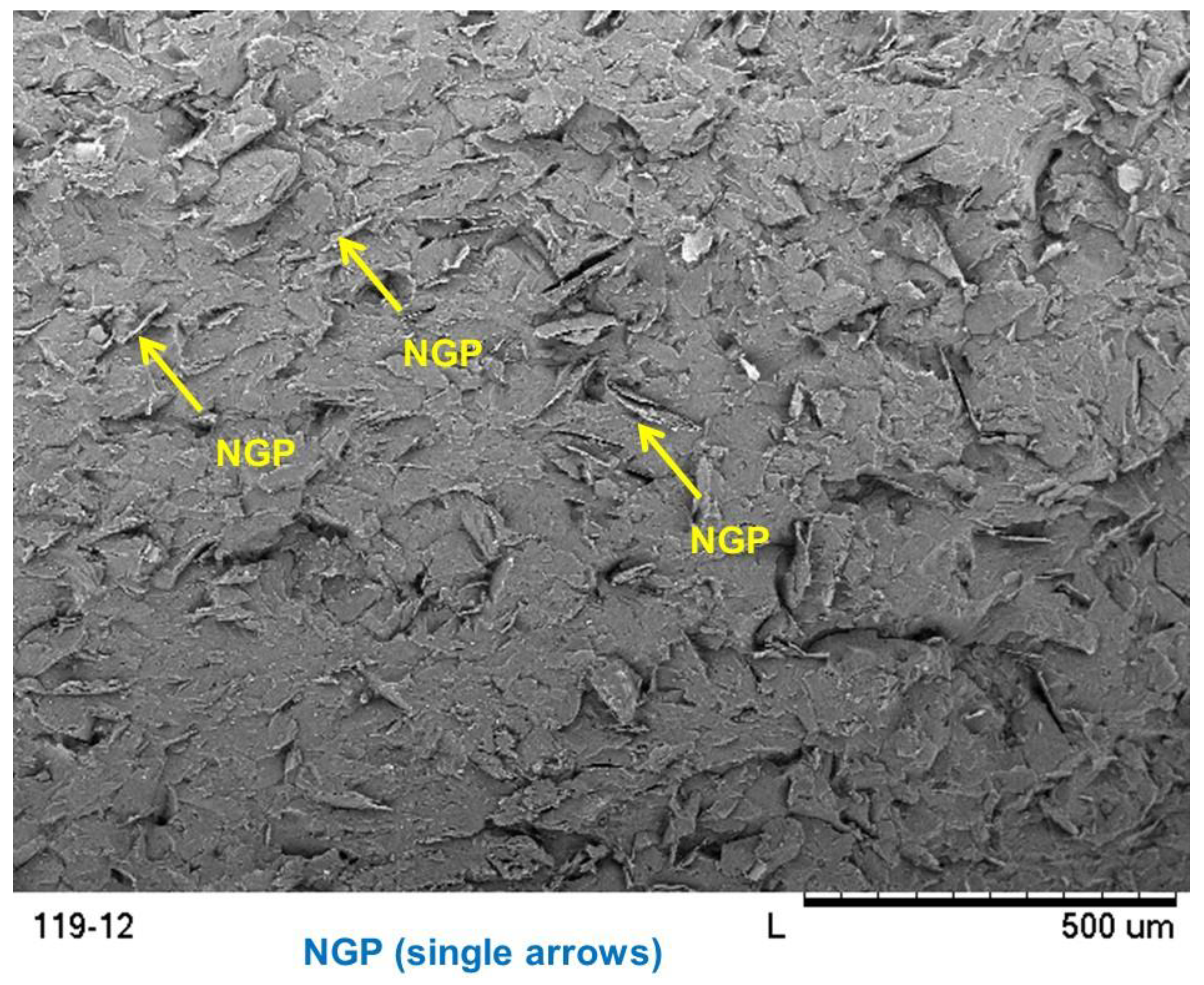
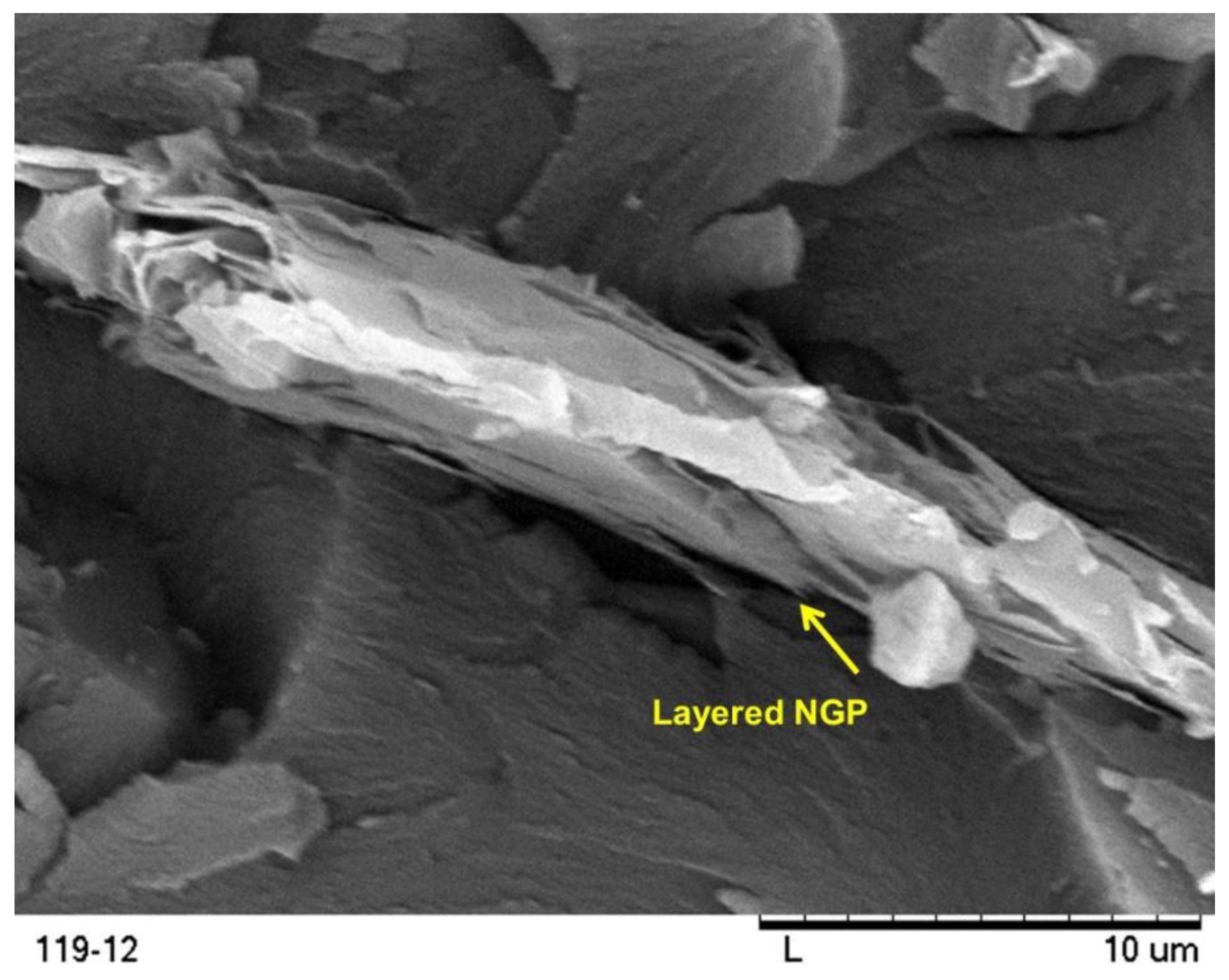
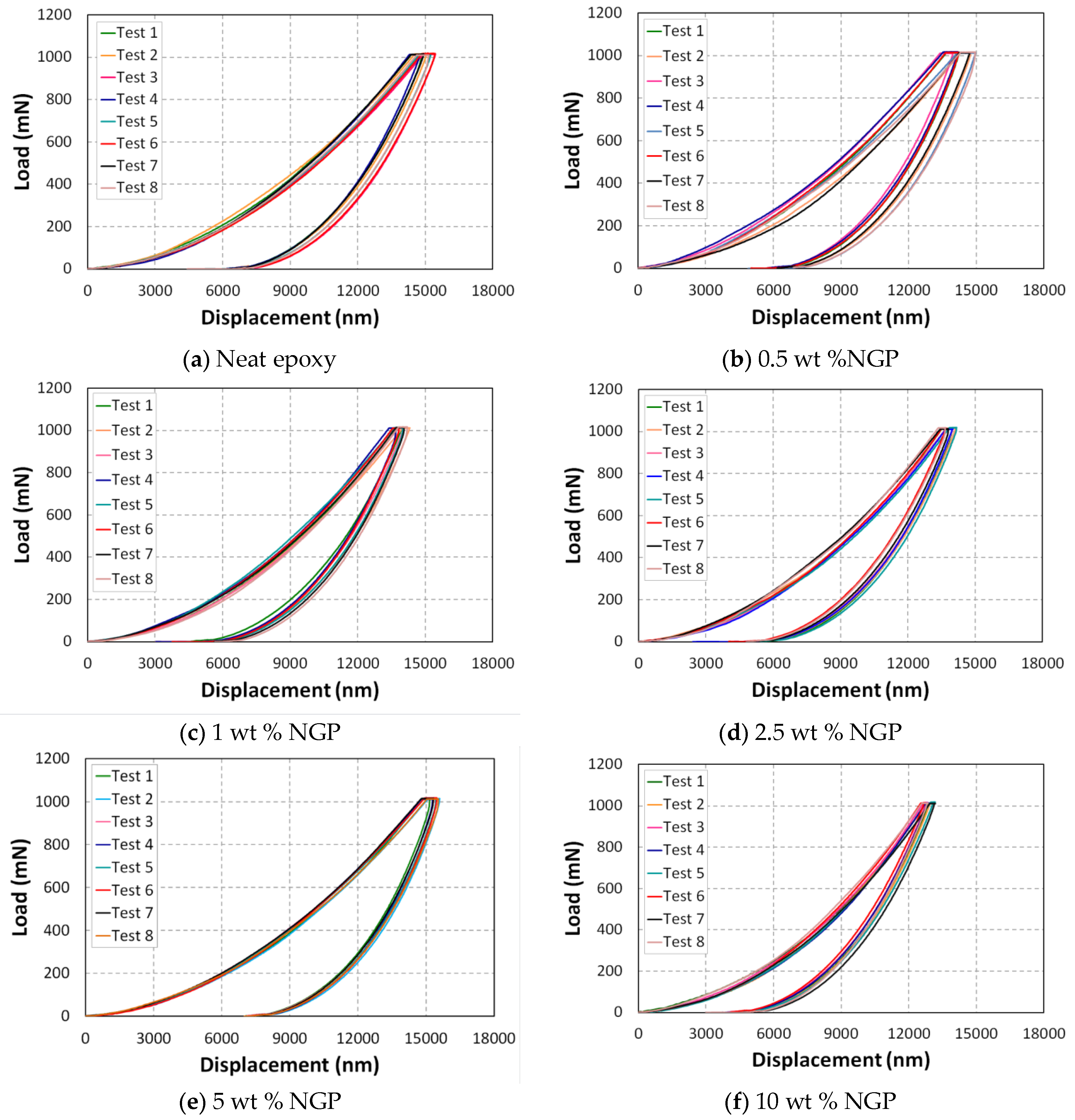
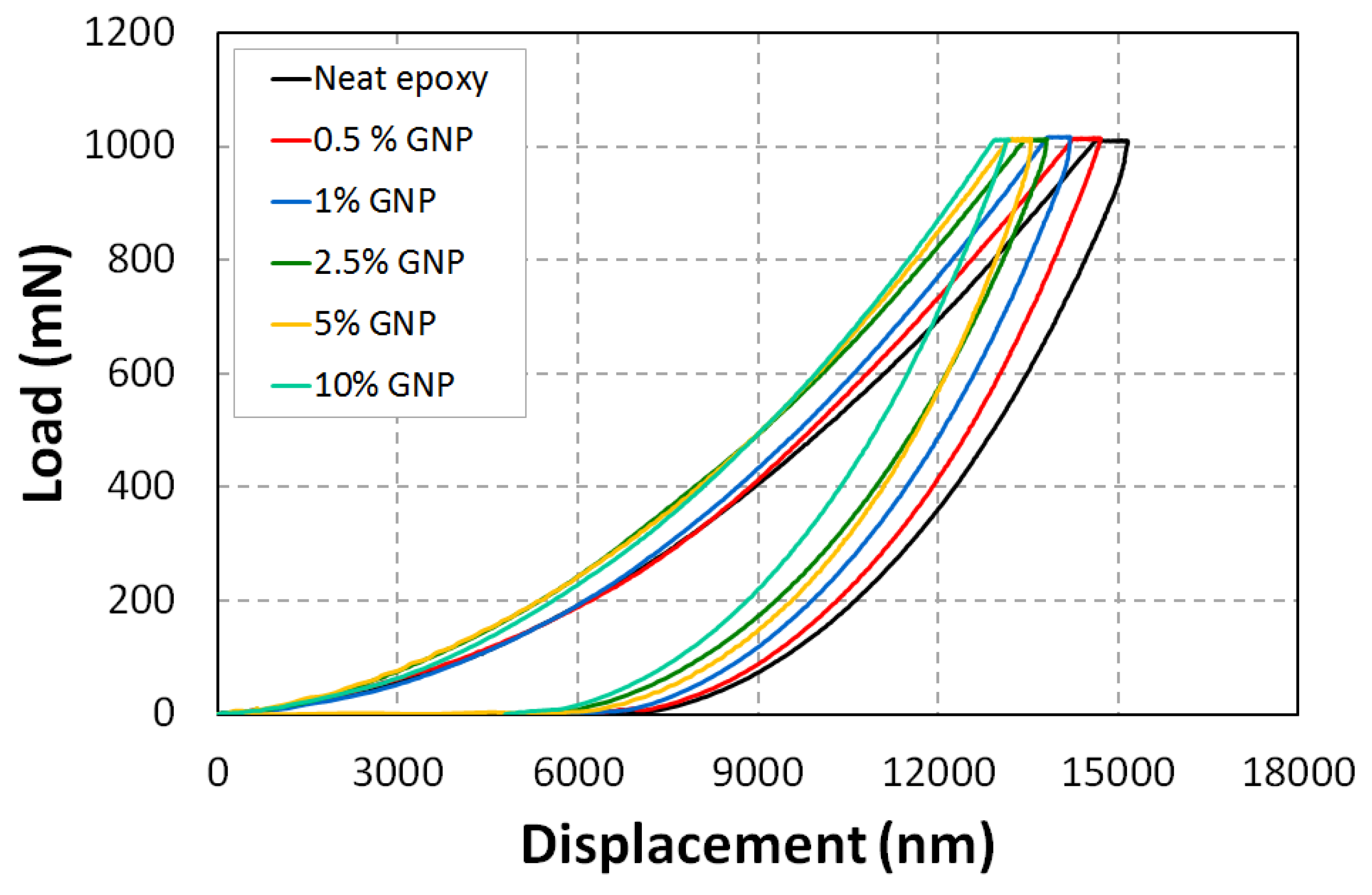
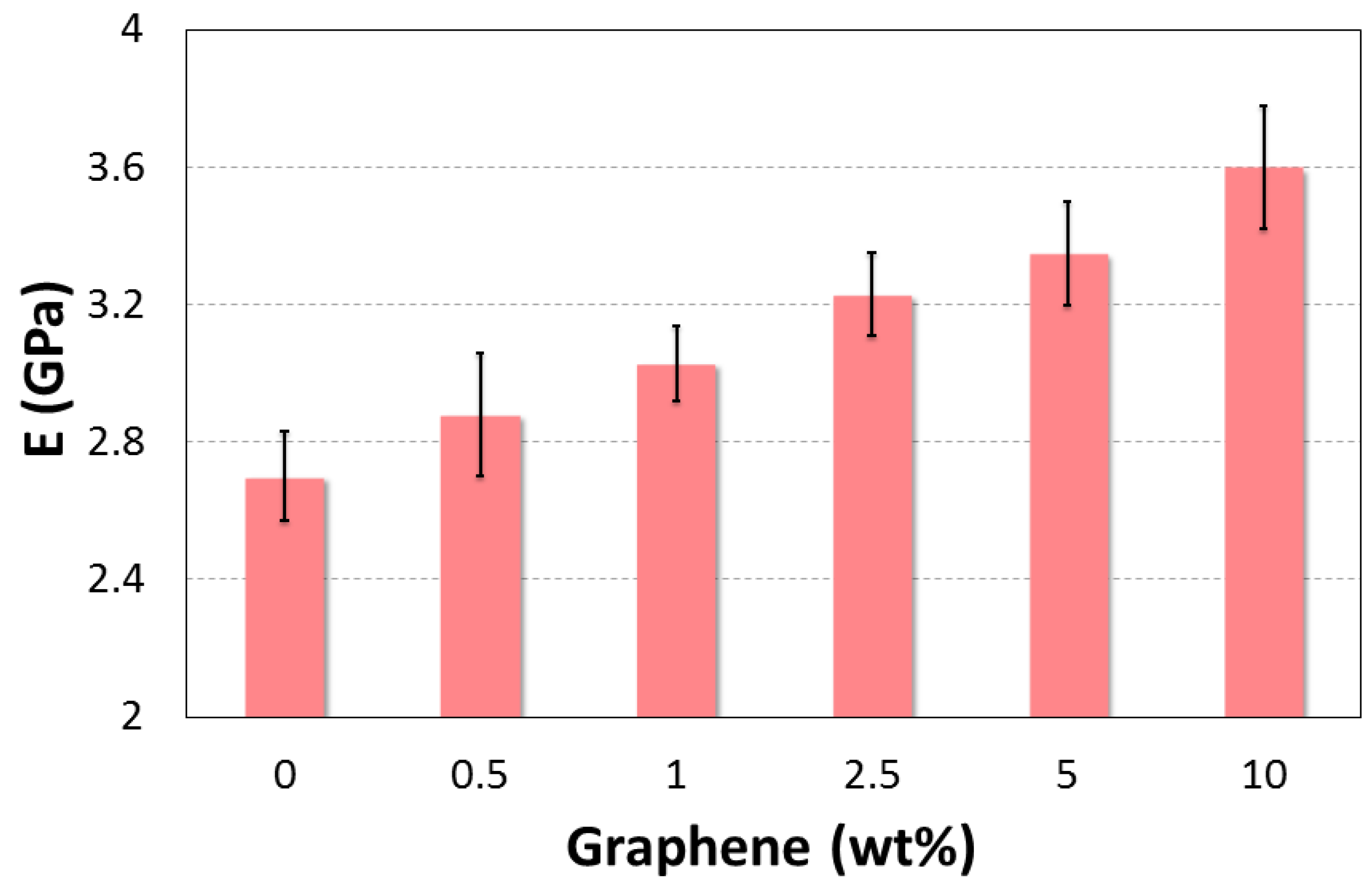
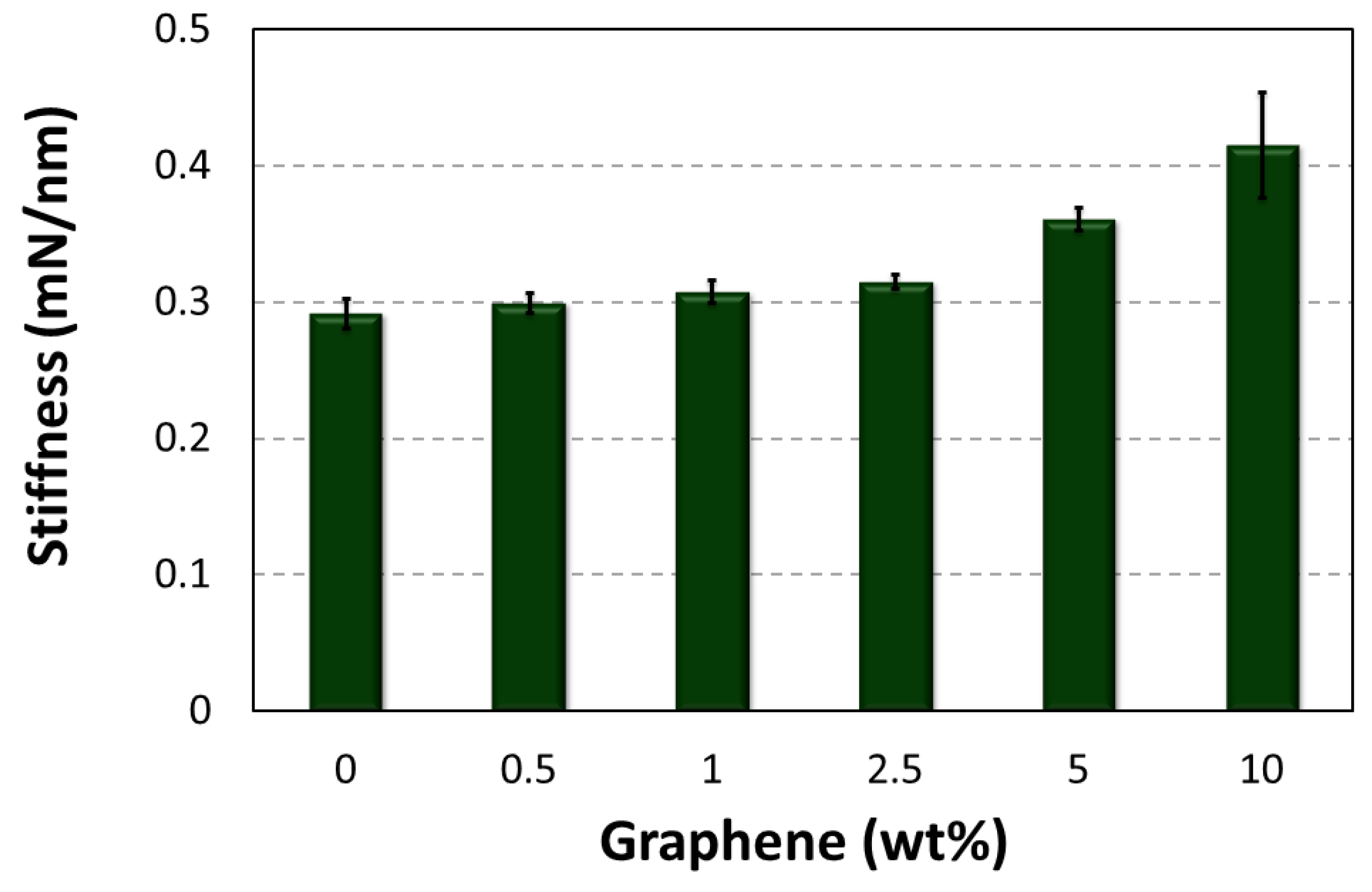
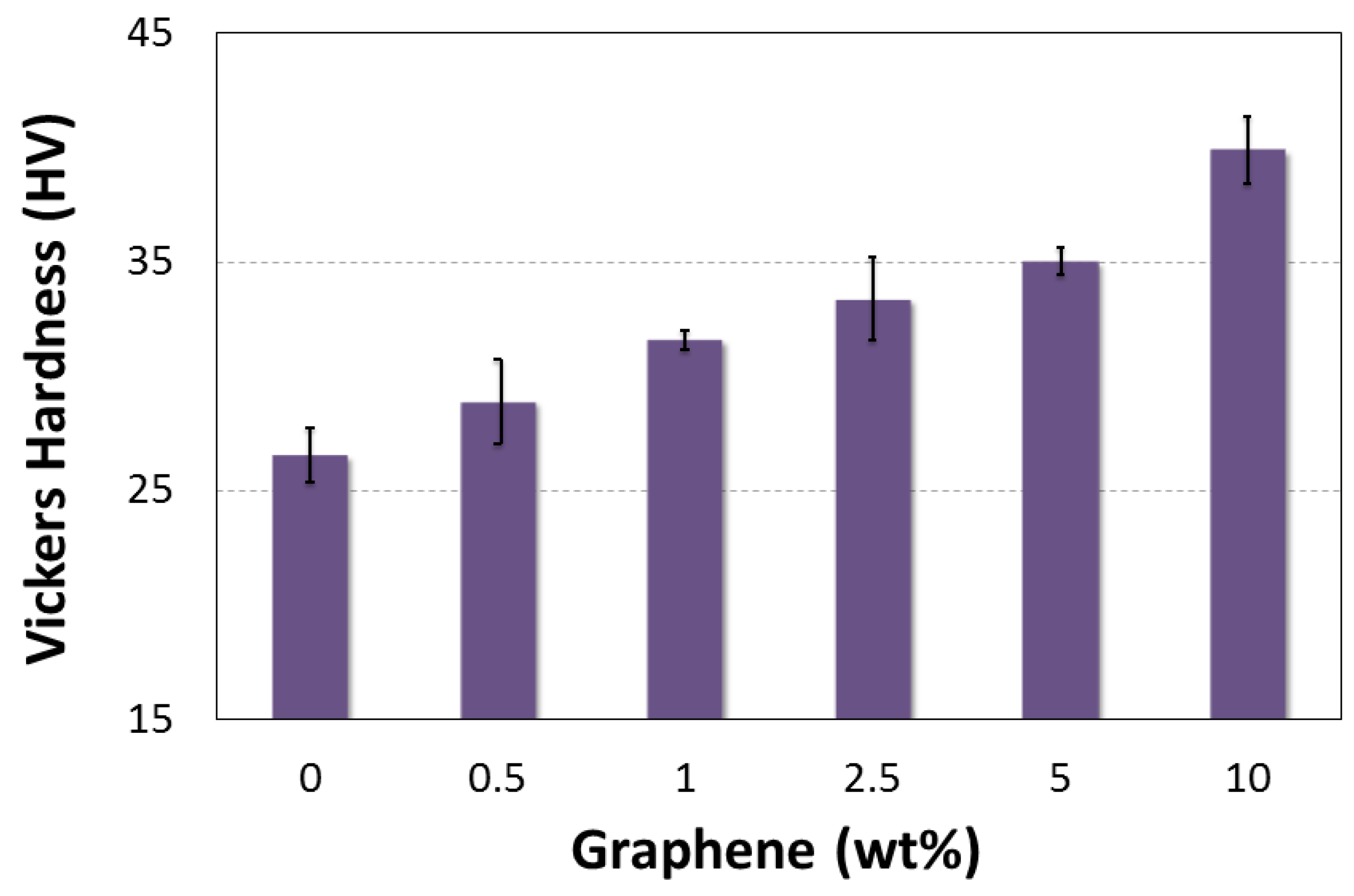
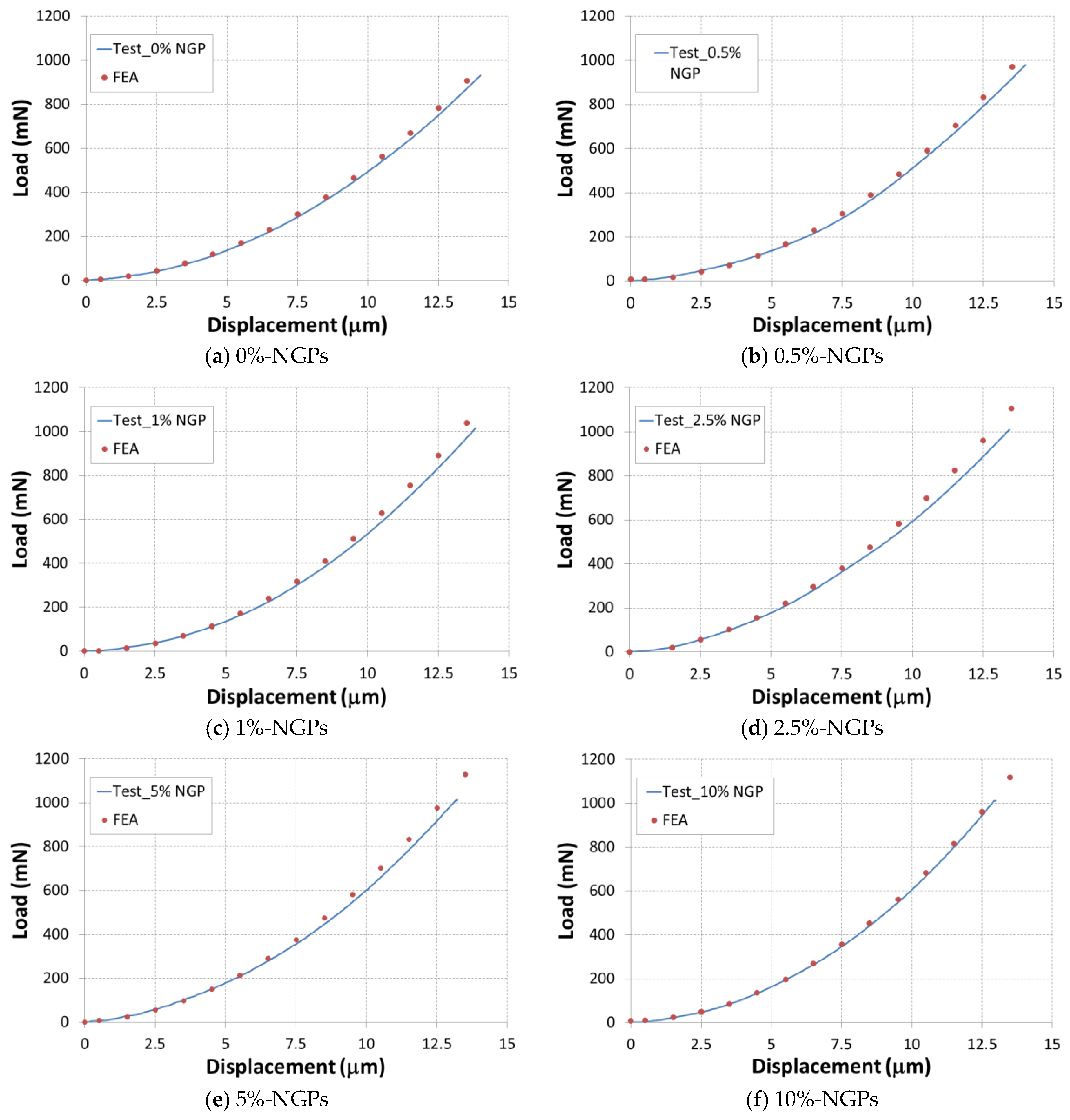
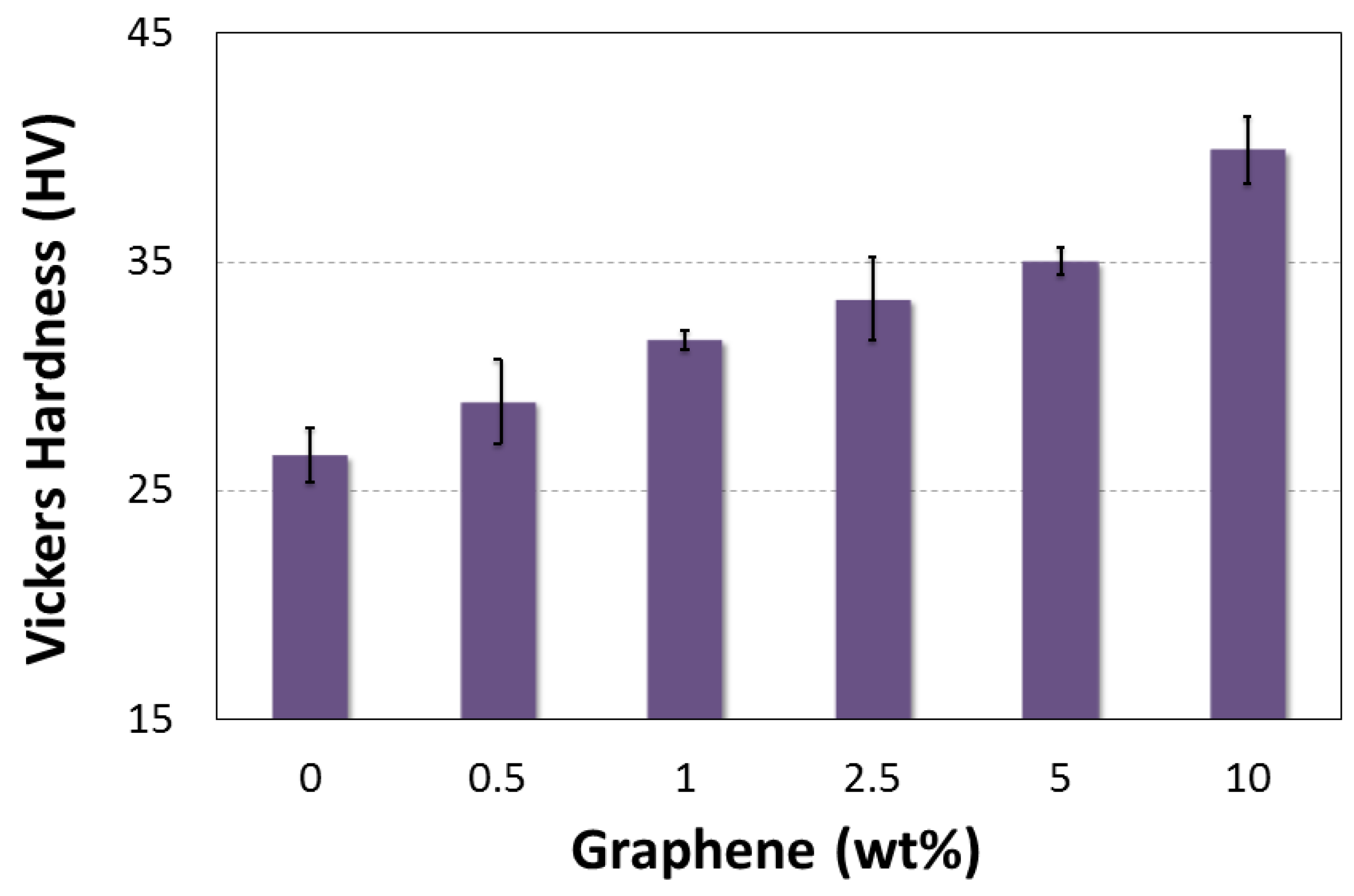
4.2. Graphene Nanoparticles (NGP) Effect
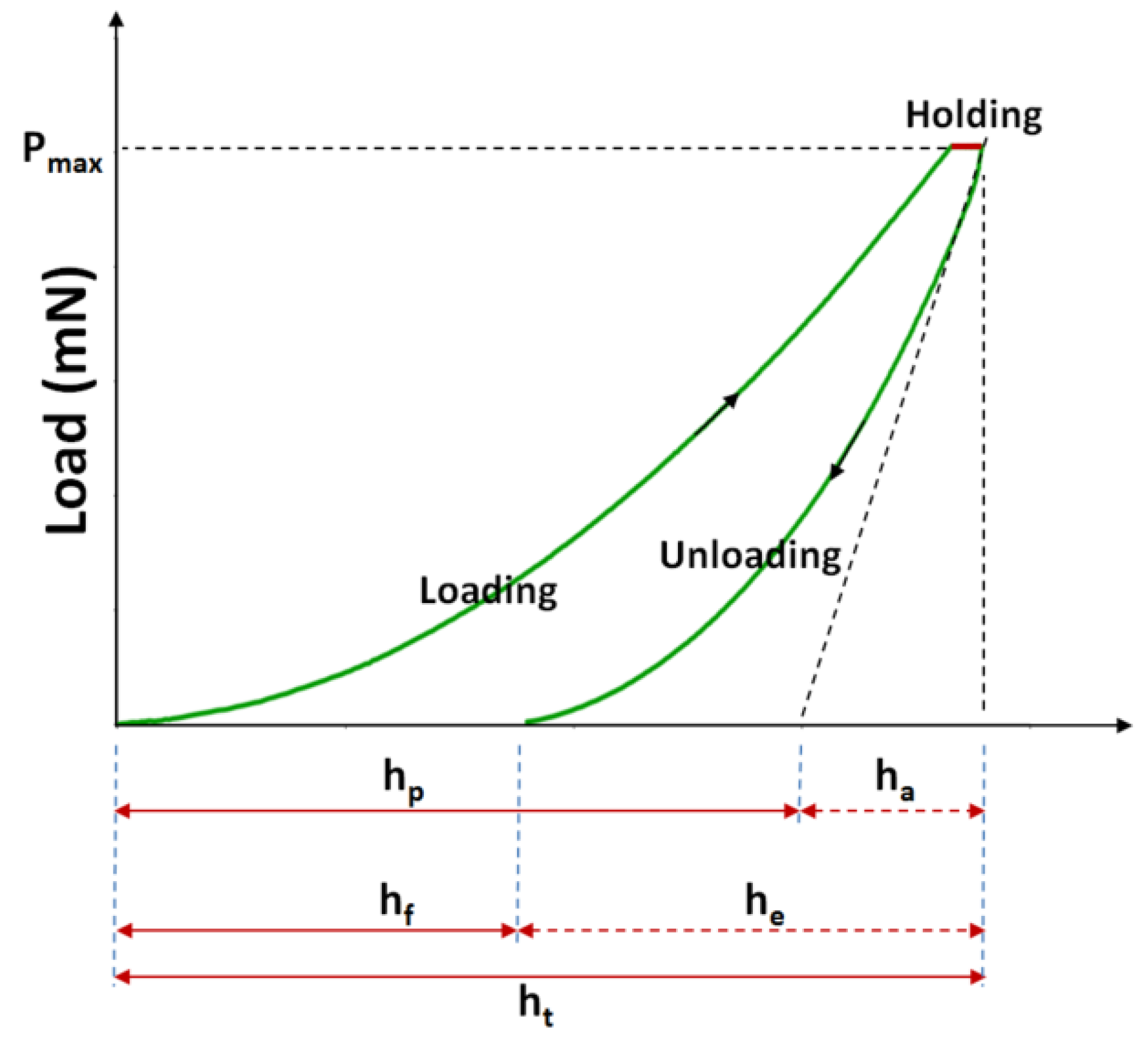
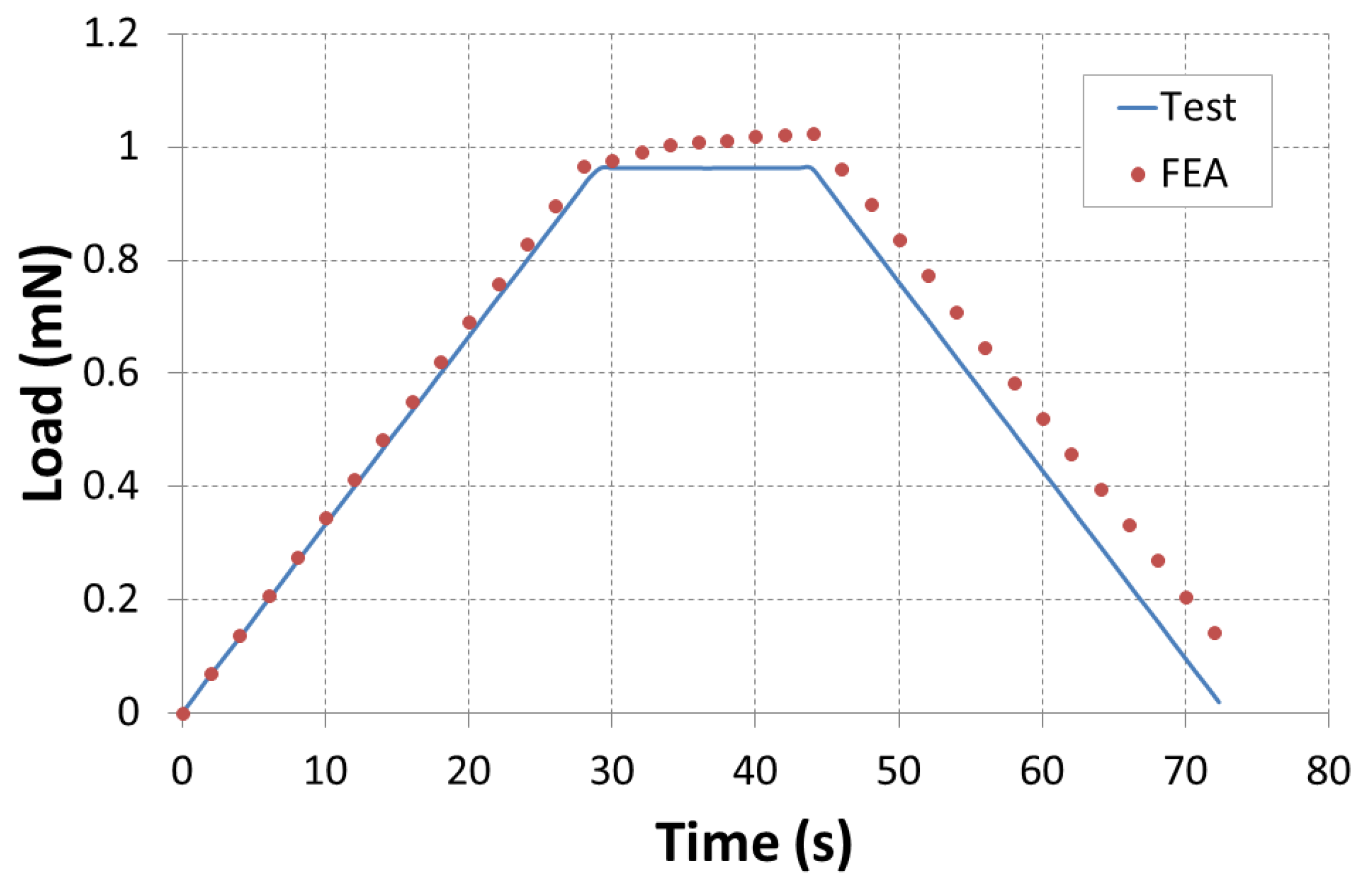
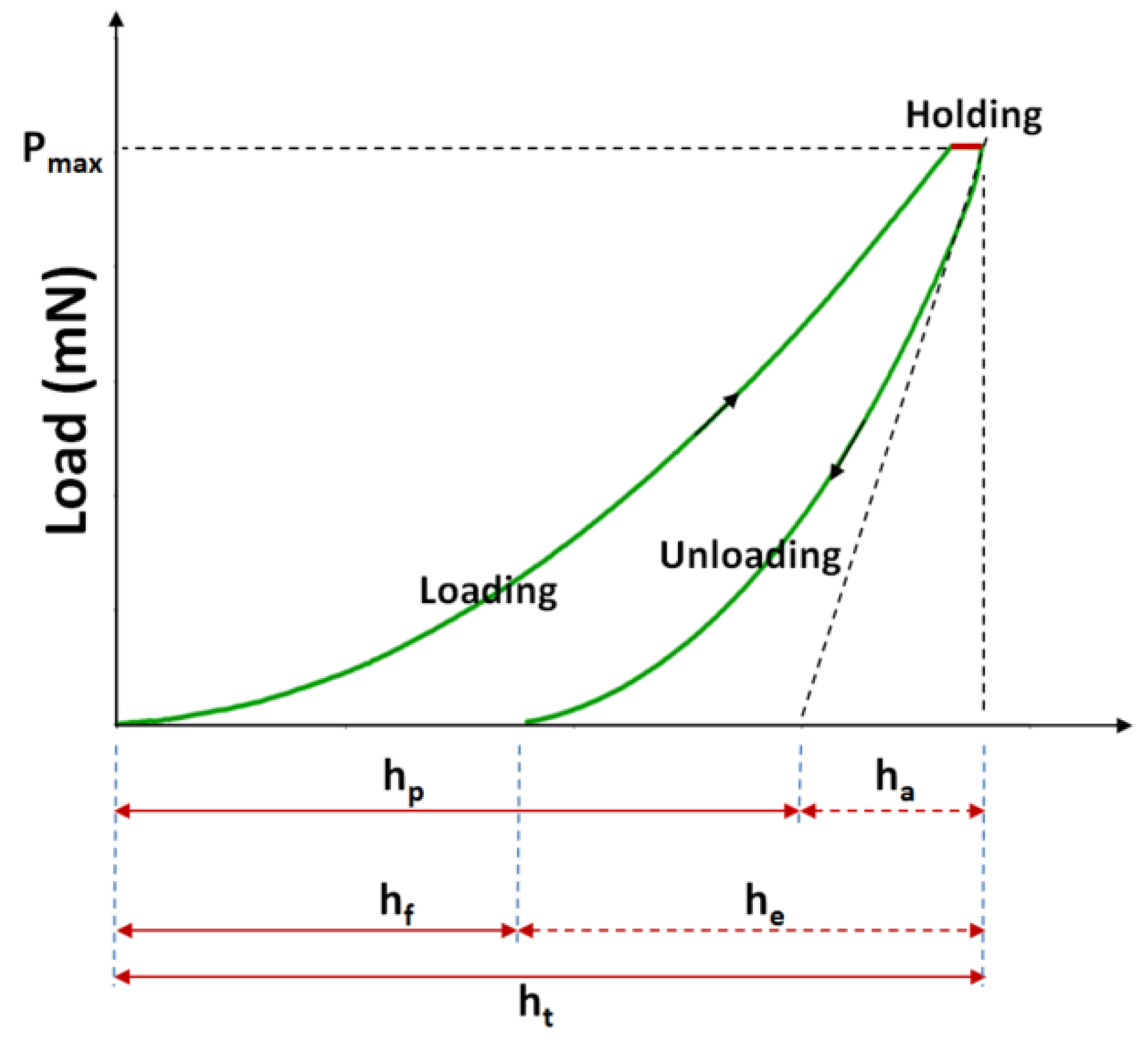
- First step: Vickers indenter approaches the surface.
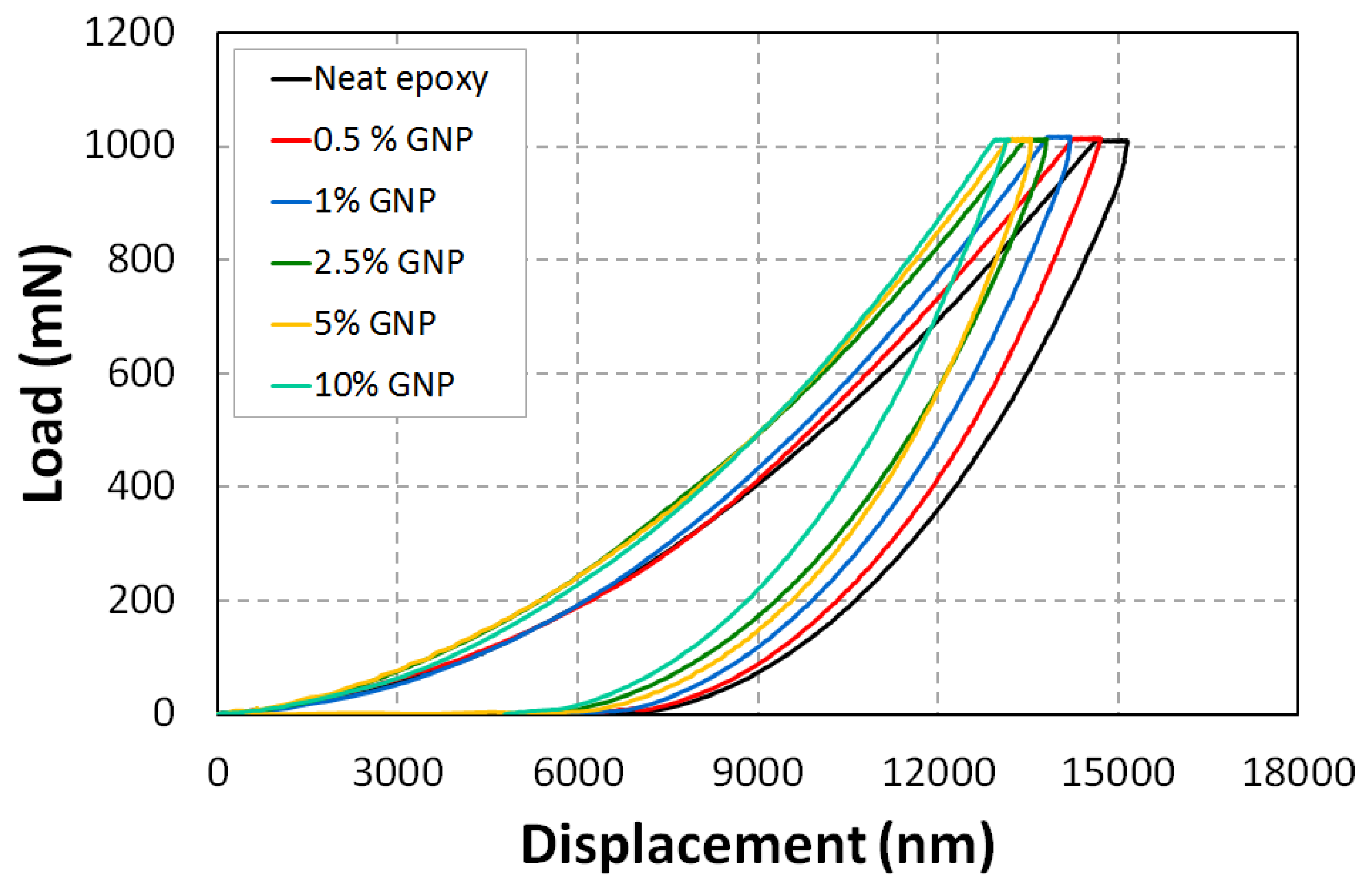
- Second step: Loading phase up to the maximum load. The maximum load applied was 1000 mN.
- Third step: Holding the load. It was done to avoid the creep effect on the unloading characteristics.
- Fourth step: Unloading phase.
- ht
- is the total depth under a load, Pt;
- he
- is the elastic rebound depth during unloading;
- hf
- is the residual impression depth;
- ha
- is the surface displacement at the perimeter; and
- hp
- is the contact indentation depth.
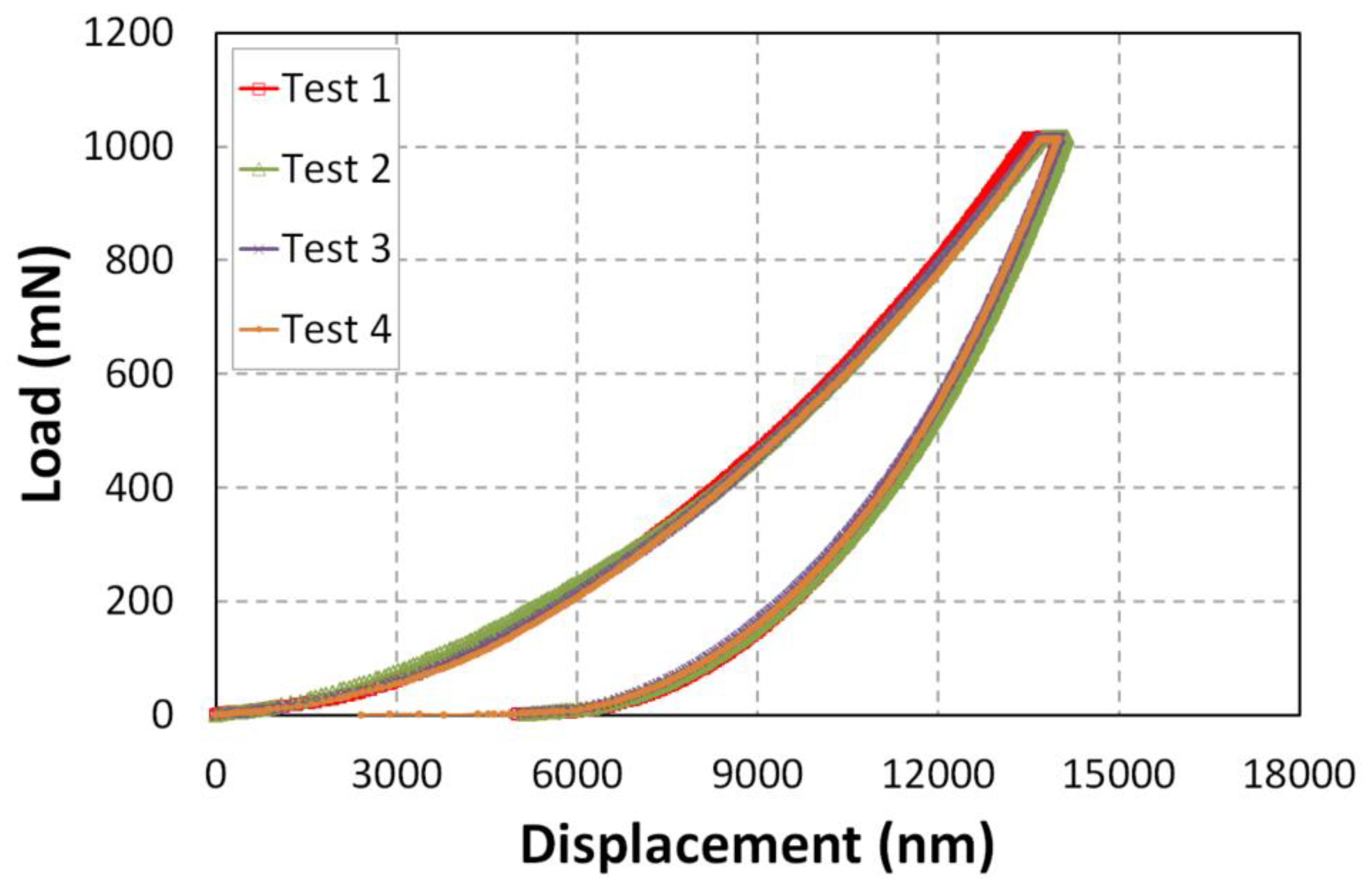
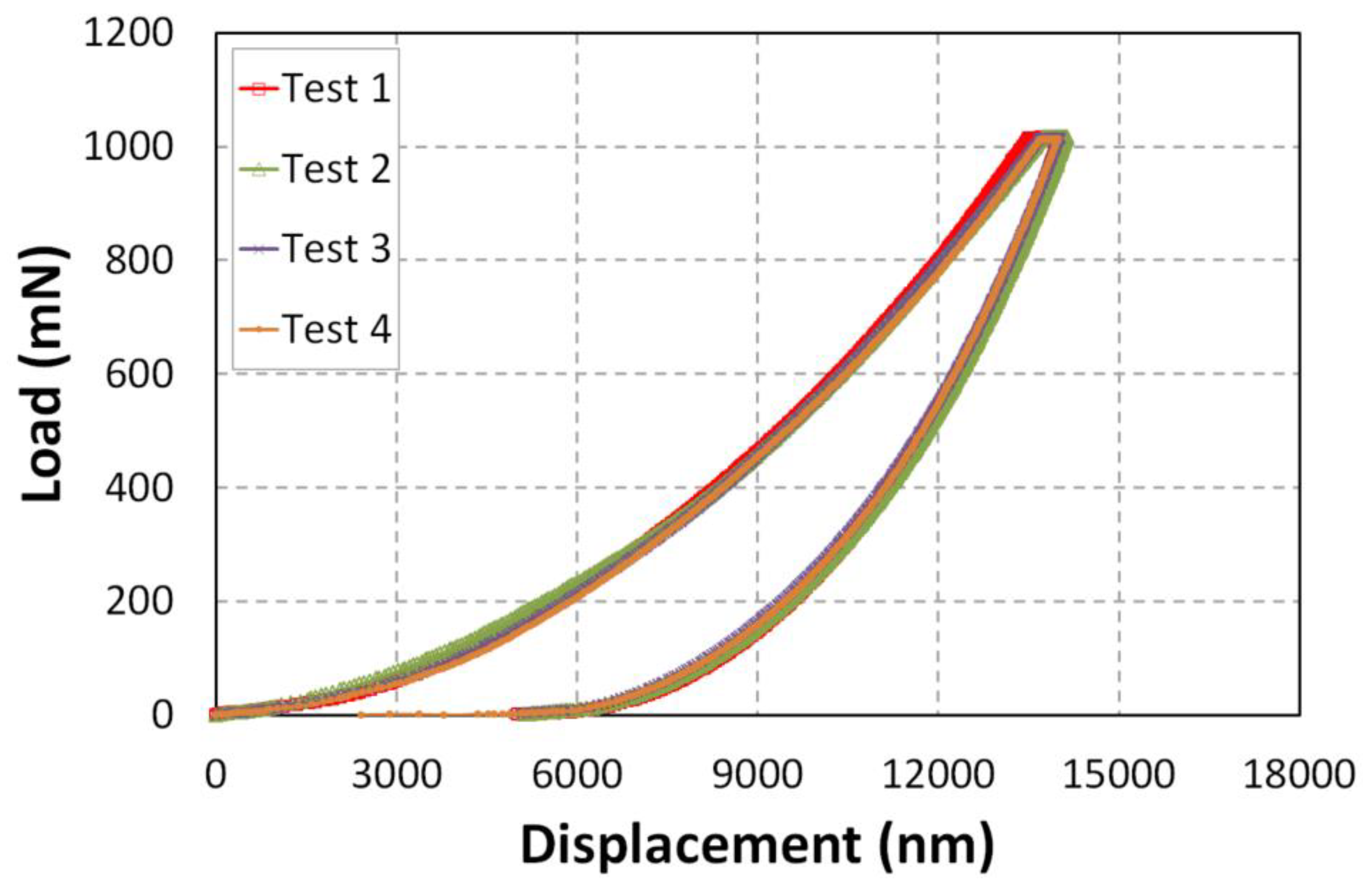
4.3. Micro-Indentation Tests
4.4. Micro-Indentation Profiles
5. Discussion
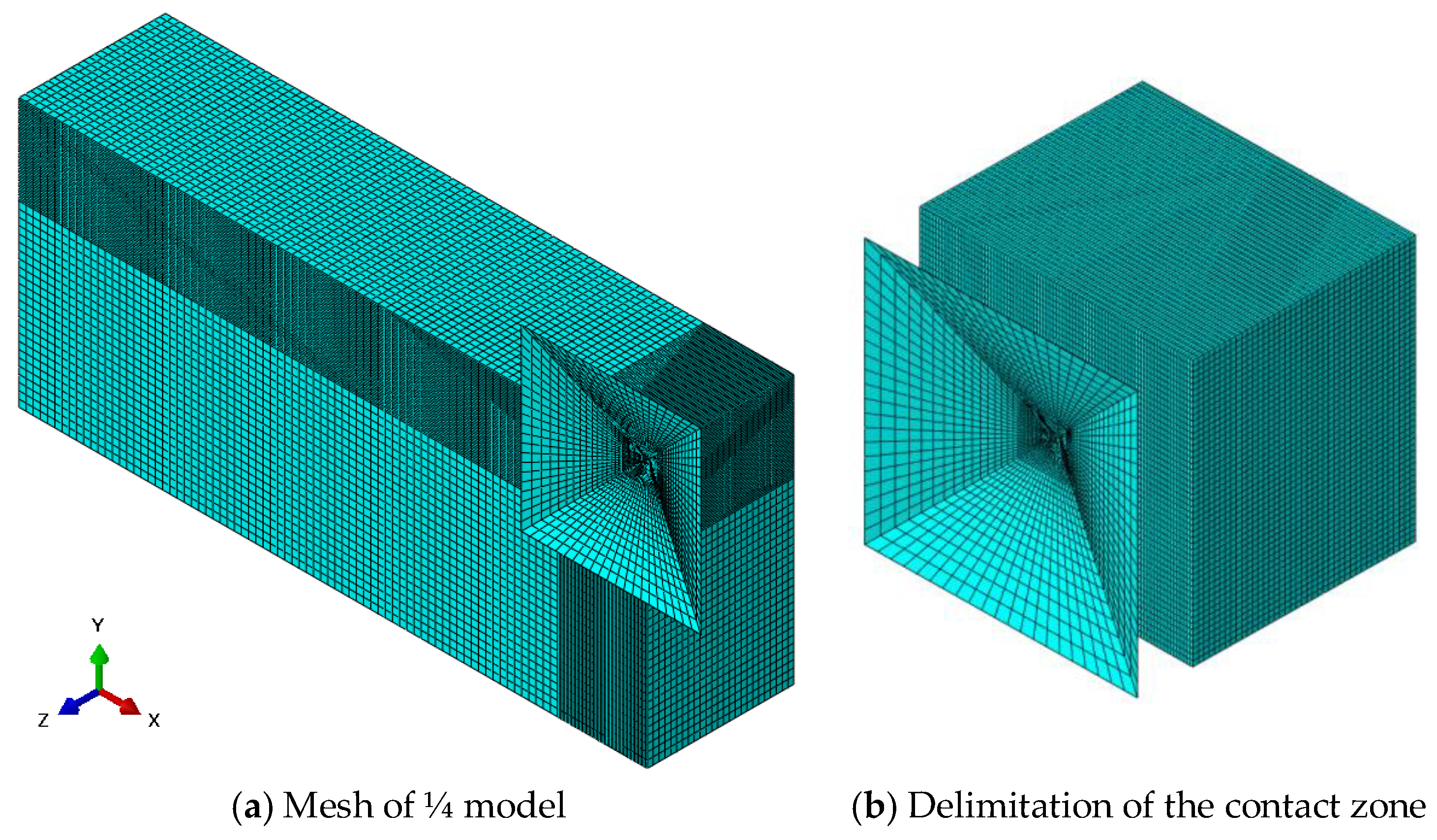
6. Finite Elements Analysis
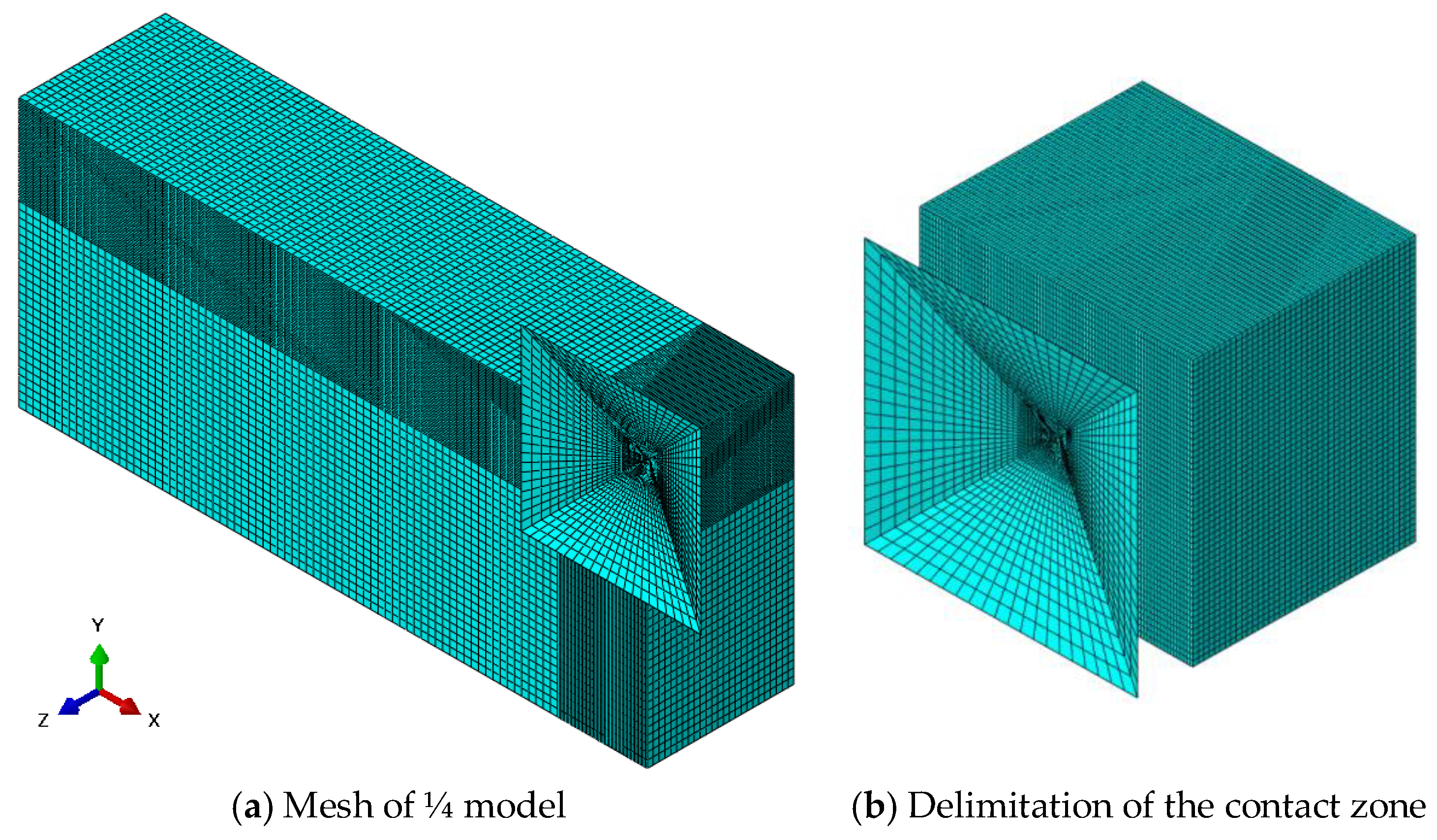
6.1. Generation and Meshing of Micro-Indentation Model
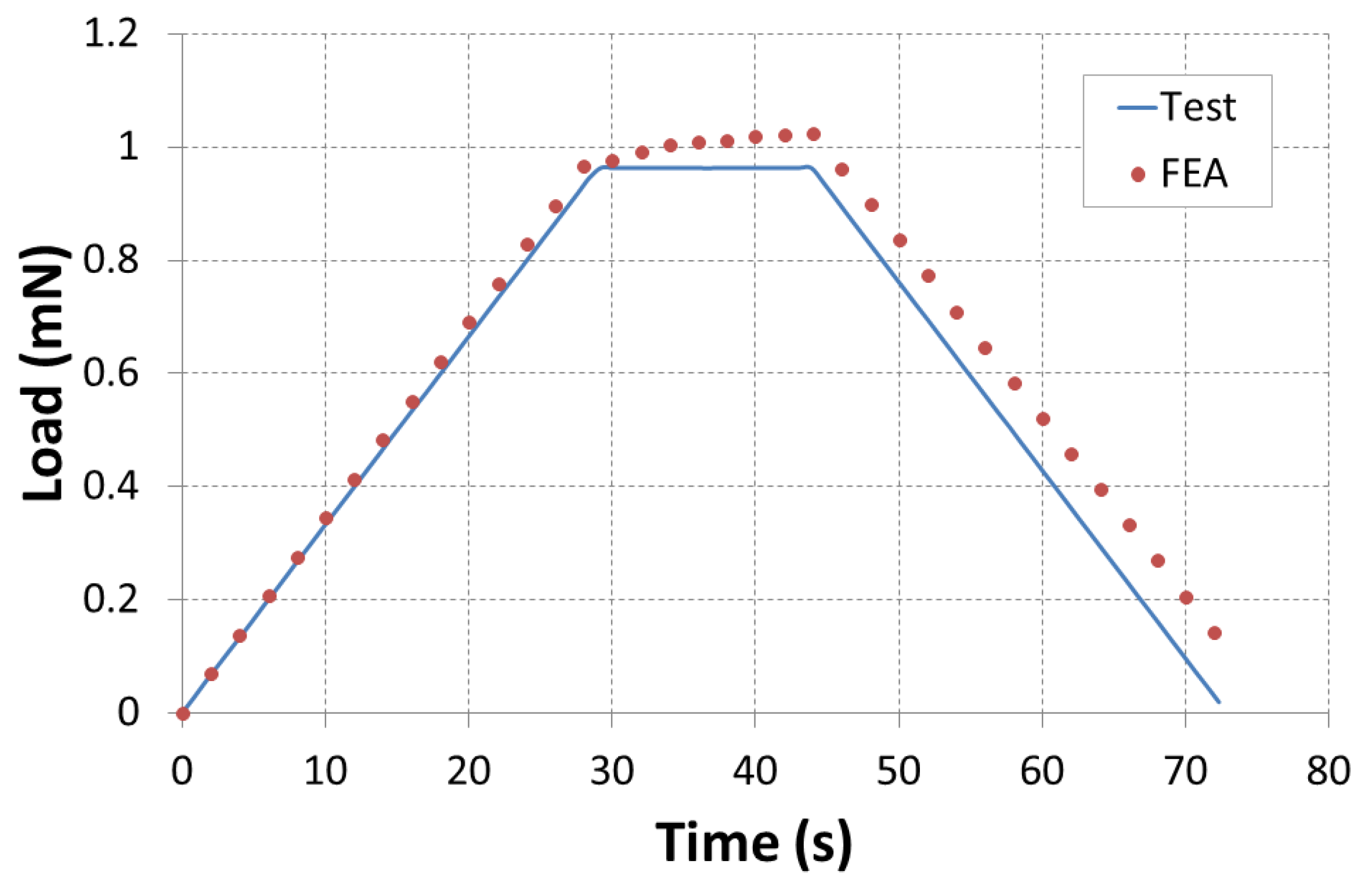
6.2. First Validation of Numerical Models
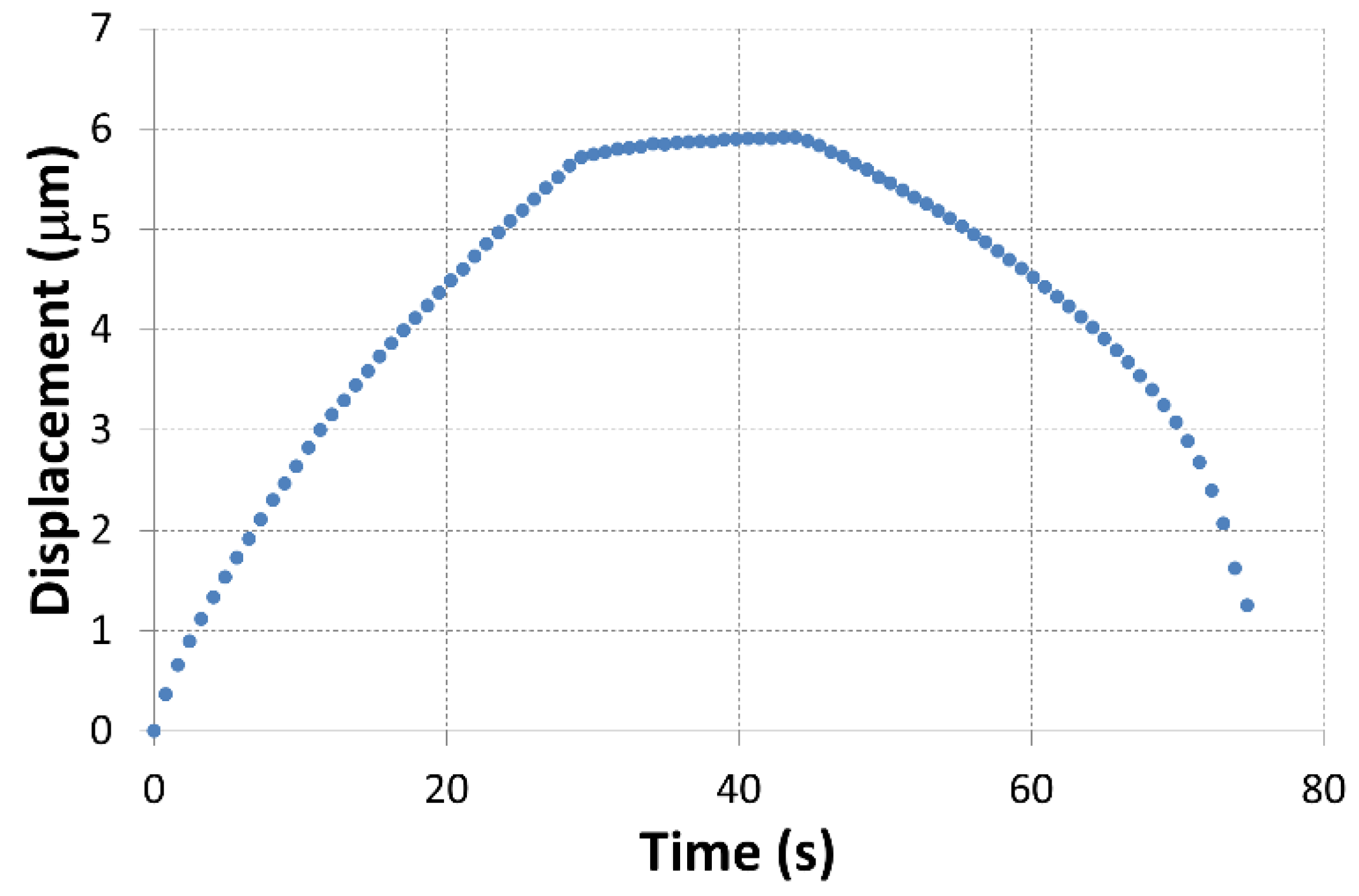
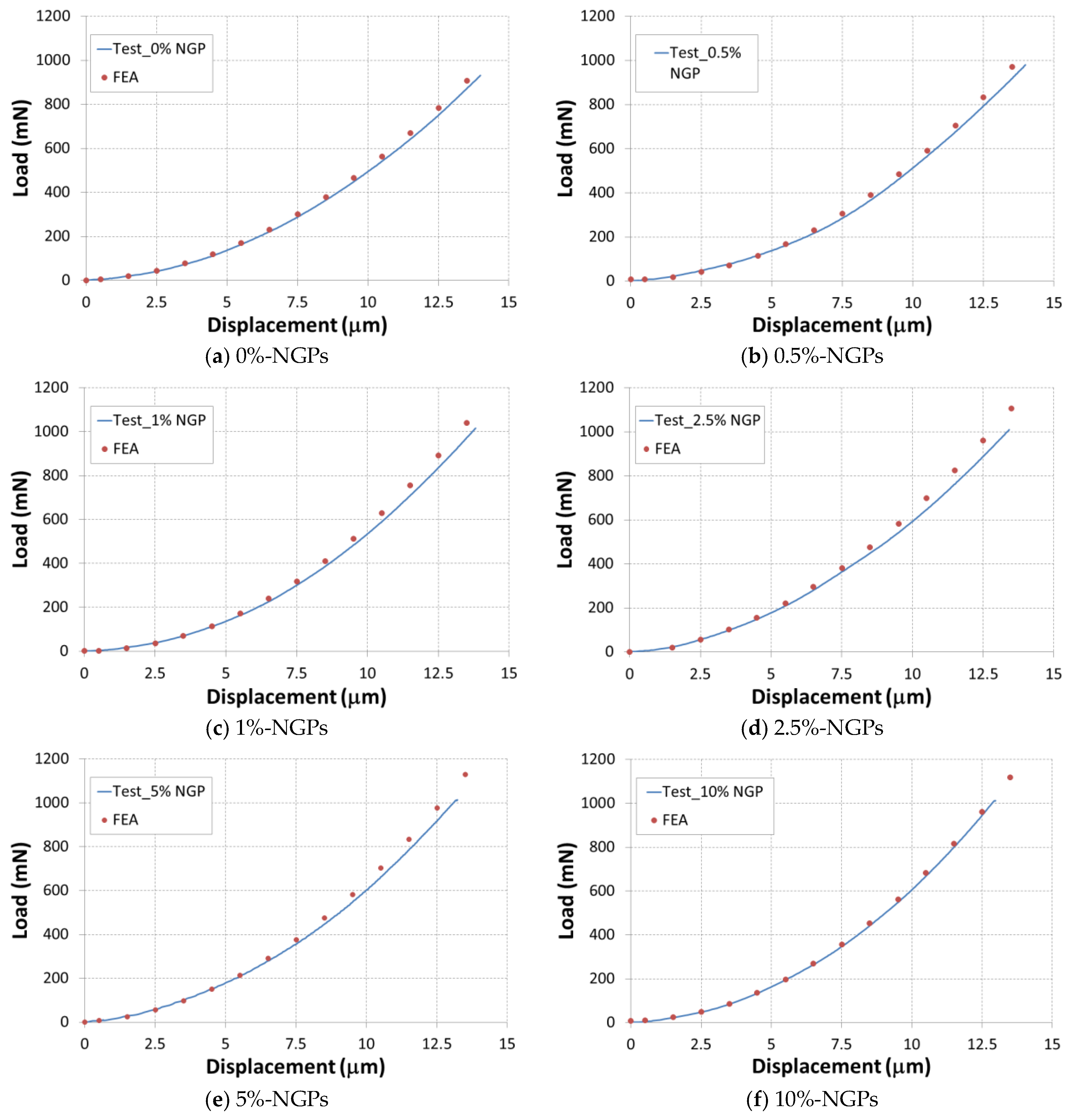
6.3. Modeling the Indentation Test
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tarfaoui, M.; Lafdi, K.; El Moumen, A. Mechanical properties of carbon nanotubes based polymer composites. Compos. Part B Eng. 2016, 103, 113–121. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Mechanical characterization of carbon nanotubes based polymer composites using indentation tests. Compos. Part. B Eng. 2017, 114, 1–7. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Hassoon, O.; Lafdi, K.; Benyahia, H.; Nachtane, M. Experimental study and numerical modelling of low velocity impact on laminated composite reinforced with thin film made of carbon nanotubes. Appl. Compos. Mater. 2018, 25, 309–320. [Google Scholar] [CrossRef]
- Cong, L.; Li, X.; Ma, L.; Peng, Z.; Yang, C.; Han, P.; Wang, G.; Li, H.; Song, W.; Song, G. High-performance graphene oxide/carbon nanotubes aerogel polystyrene composites: Preparation and mechanical properties. Mater. Lett. 2018, 214, 190–193. [Google Scholar] [CrossRef]
- Tarfaoui, M.; Gning, P.B.; Hamitouche, L. Dynamic response and damage modeling of glass/epoxy tubular structures: Numerical investigation. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1–12. [Google Scholar] [CrossRef]
- Tarfaoui, M.; Gning, P.B.; Collombet, F. Residual strength of damaged glass/epoxy tubular structures. J. Compos. Mater. 2007, 41, 2165–2182. [Google Scholar] [CrossRef]
- Tarfaoui, M.; El Moumen, A.; Lafdi, K. Progressive damage modeling in carbon fibers/carbon nanotubes reinforced polymer composites. Compos. Part B Eng. 2017, 112, 185–195. [Google Scholar] [CrossRef]
- Tanga, L.; Yanga, Z.; Duana, F.; Chena, M. Fabrication of graphene sheets/polyaniline nanofibers composite forenhanced supercapacitor properties. Colloids Surf. A Physicochem. Eng. Asp. 2017, 520, 184–192. [Google Scholar] [CrossRef]
- Zhang, H.-B.; Zheng, W.-G.; Yan, Q.; Jiang, Z.-G.; Yu, Z.-Z. The effect of surface chemistry of graphene on rheological and electrical properties of polymethylmethacrylate composites. Carbon 2012, 50, 5117–5125. [Google Scholar] [CrossRef]
- Ahmad, S.-R.; Xue, C.; Young, R.-J. The mechanisms of reinforcement of polypropylene by graphene nanoplatelets. Mater. Sci. Eng. B 2017, 216, 2–9. [Google Scholar] [CrossRef]
- Xiang, M.; Li, C.; Ye, L. In situ synthesis of monomer casting nylon-6/reduced graphene oxide nanocomposites: Intercalation structure and electrically conductive properties. J. Ind. Eng. Chem. 2017, 50, 123–132. [Google Scholar] [CrossRef]
- Hu, K.; Kulkarni, D.; Choi, I.; Tsukruk, V. Graphene-polymer nanocomposites for structural and functional applications. Prog. Polym. Sci. 2014, 39, 1934–1972. [Google Scholar] [CrossRef]
- Atif, R.; Shyha, I.; Inam, F. Mechanical, Thermal, and Electrical Properties of Graphene-Epoxy Nanocomposites—A Review. Polymers 2016, 8, 281. [Google Scholar] [CrossRef]
- Kuilla, T.; Bhadra, S.; Yao, D.-H.; Kim, N.-H.; Bose, S.; Lee, J.-H. Recent advances in graphene based polymer composite. Prog. Polym. Sci. 2010, 35, 1350–1375. [Google Scholar] [CrossRef]
- Kim, H.; Miura, Y.; Macosko, C.W. Graphene/Polyurethane Nanocomposites for Improved Gas Barrier and Electrical Conductivity. Chem. Mater. 2010, 22, 3441–3450. [Google Scholar] [CrossRef]
- Tang, L.-C.; Wan, Y.-J.; Yan, D.; Pei, Y.-B.; Zhao, L.; Li, Y.-B.; Wu, L.-B.; Jiang, J.-X.; Lai, G.-Q. The effect of graphene dispersion on the mechanical properties of graphene/epoxy composites. Carbon 2013, 60, 16–27. [Google Scholar] [CrossRef]
- Yao, H.; Hawkins, S.A.; Sue, H.J. Preparation of epoxy nanocomposites containing well-dispersed graphene nanosheets. Compos. Sci. Technol. 2017, 146, 161–168. [Google Scholar] [CrossRef]
- Naebe, M.; Wang, J.; Amini, A.; Khayyam, H.; Hameed, N.; Li, L.H.; Chen, Y.; Fox, B. Mechanical property and structure of covalent functionalized graphene/epoxy nanocomposites. Sci. Rep. 2014, 4, 4375. [Google Scholar] [CrossRef] [PubMed]
- Salom, C.; Prolongo, M.G.; Toribio, A.; Martínez-Martínez, A.J.; Aguirre de Cárcer, I.; Prolongo, S.G. Mechanical properties and adhesive behavior of epoxygraphene nanocomposites. Int. J. Adhes. Adhes. 2018, 44, 119–125. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Paragkamian, Z.; Poulin, P.; Kourkoulis, S.K. Fracture related mechanical properties of low and high graphene reinforcement of epoxy nanocomposites. Compos. Sci. Technol. 2017, 150, 194–204. [Google Scholar] [CrossRef]
- Manjunatha, G.; George, R.; Hiremath, I. Functionalized graphene for epoxy composites with improved mechanical properties. Am. J. Mater. Sci. 2016, 6, 41–46. [Google Scholar]
- Ferreira, F.V.; Brito, F.S.; Franceschi, W.; Simonetti, E.A.N.; Cividanes, L.S.; Chipara, M.; Lozano, K. Functionalized graphene oxide as reinforcement in epoxy based nanocomposites. Surf. Interfaces 2018, 10, 100–109. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Kopke, U.; Fiedler, B.; Schulte, K. Carbon nanotube-reinforced epoxy-composites: Enhanced stiffness and fracture toughness at low nanotube content. Compos. Sci. Technol. 2004, 64, 2363–2371. [Google Scholar] [CrossRef]
- Shen, X.; Pei, X.; Fu, S.; Friedrich, K. Significantly modified tribological performance of epoxy nanocomposites at very low graphene oxide content. Polymer 2013, 54, 1234–1242. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula | Nanofiller (%) | Feed Roll Speed (rpm) |
|---|---|---|
| 1 | 0 | 333 |
| 2 | 0.5 and 1 | 400 |
| 3 | 2.5 | 480 |
| 4 | 5 | 550 |
| 5 | 10 | 600 |
| Materials | E (GPa) | υ |
|---|---|---|
| Epoxy matrix | 2.72 | 0.3 |
| Graphene | 1030 | 0.19 |
| Graphene Additives NGP (wt %) | |||||||
|---|---|---|---|---|---|---|---|
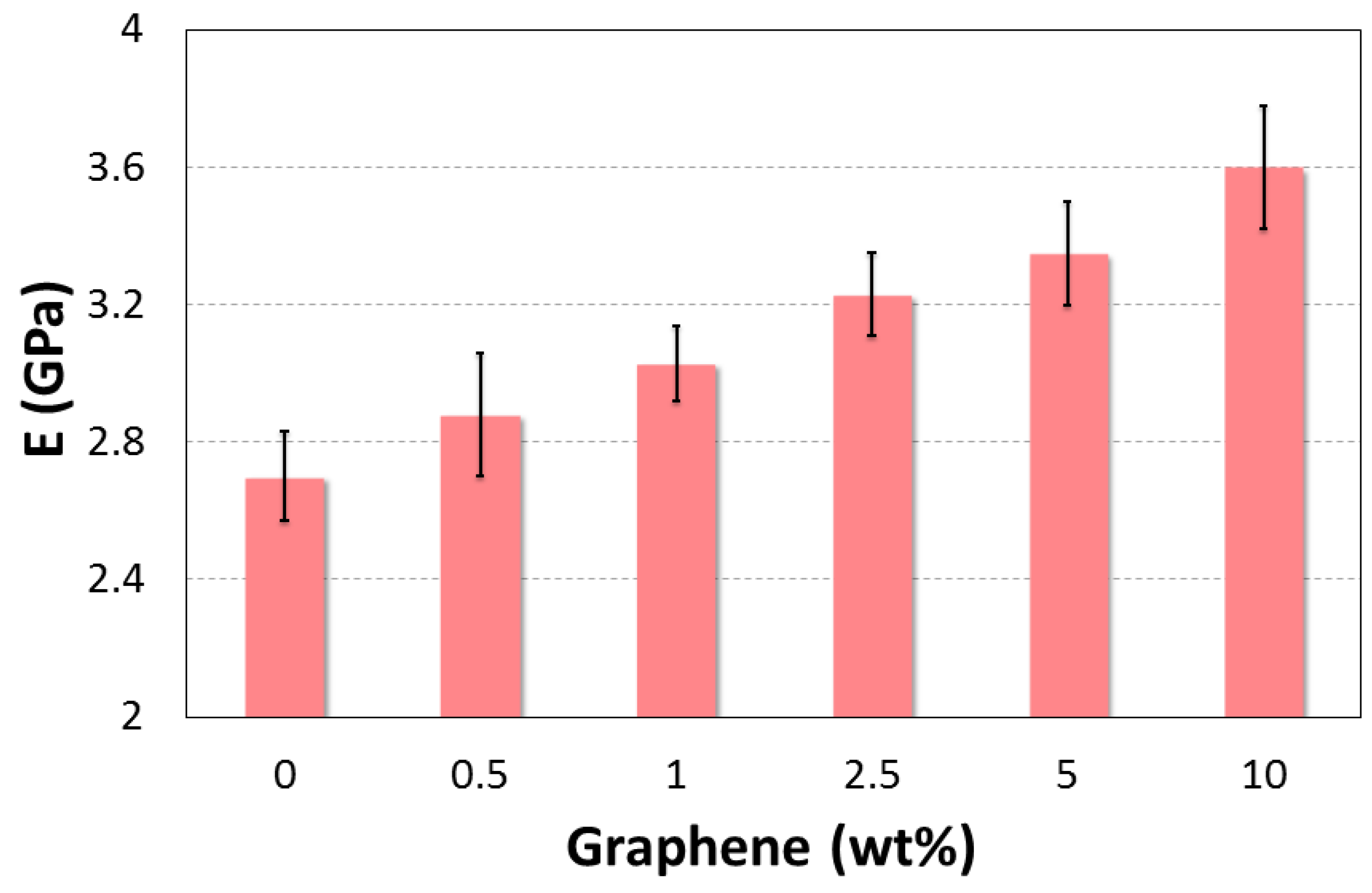
| NGP (wt %) | 0 | 0.5 | 1 | 2.5 | 5 | 10 | |
| E (GPa) | Mean | 2.7 | 2.88 | 3.03 | 3.25 | 3.35 | 3.6 |
| St. Dev | 0.13 | 0.18 | 0.11 | 0.12 | 0.14 | 0.18 | |
| Rise (%) | - | +6.67 | +12.22 | +19.63 | +24.07 | +33.33 | |
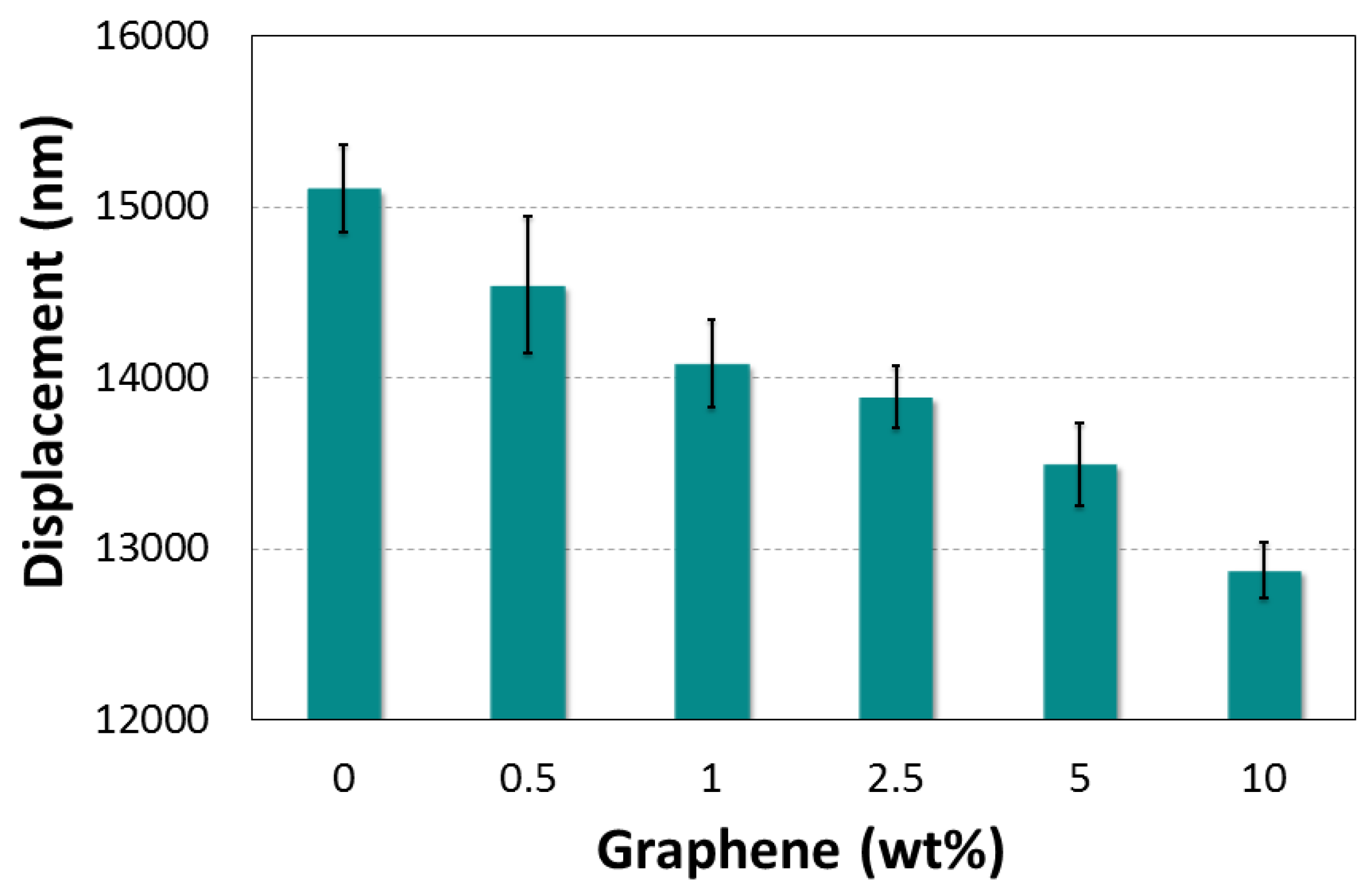
| δ max (μm) | Mean | 15.105 | 14.54 | 14.08 | 13.88 | 13.49 | 12.87 |
| St. Dev | 0.25 | 0.40 | 0.25 | 0.18 | 0.24 | 0.16 | |
| Fail (%) | - | −3.72 | −6.76 | −8.06 | −10.66 | −14.75 | |
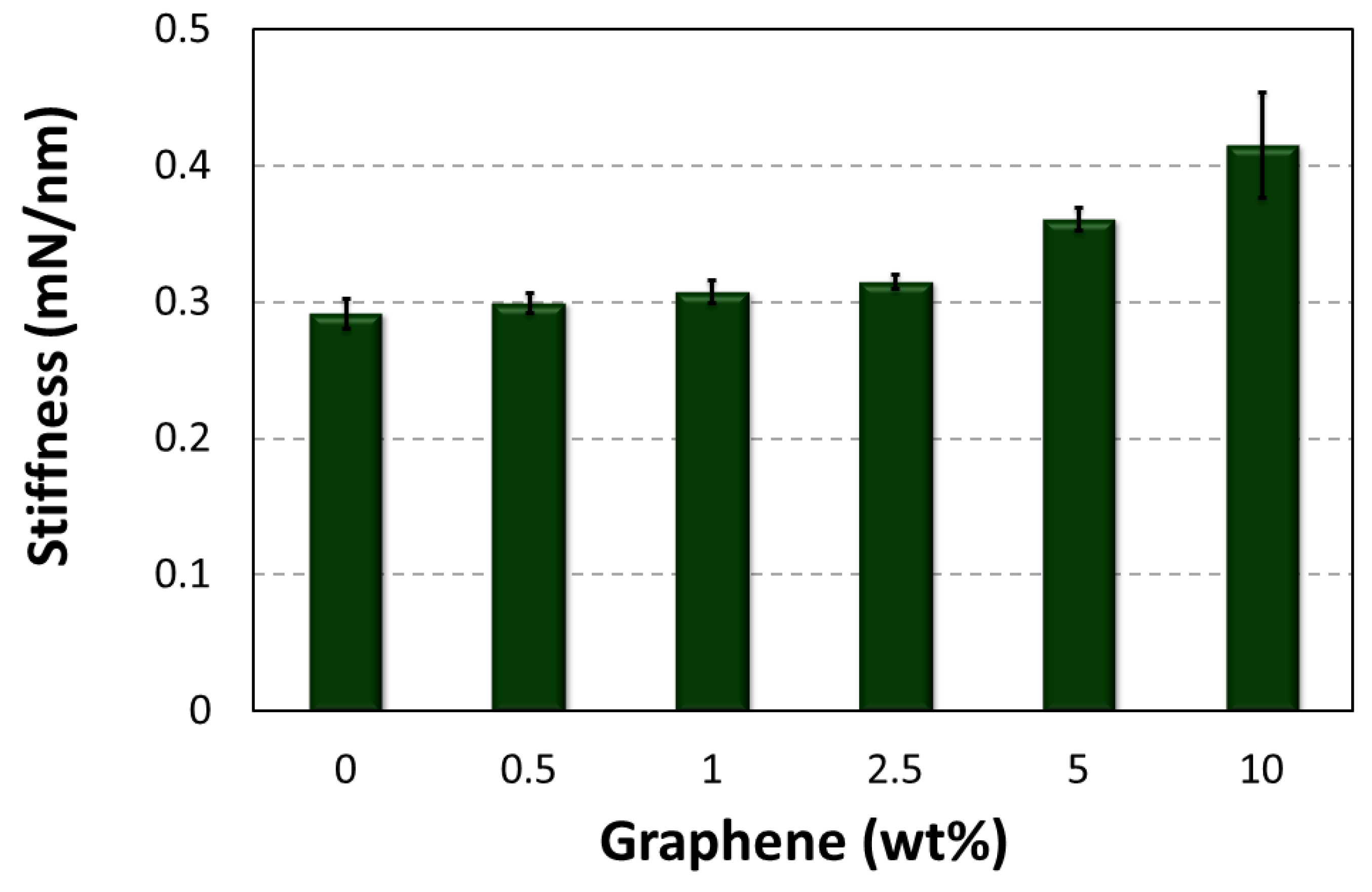
| S (mN/µm) | Mean | 292.2 | 300 | 308 | 315.4 | 361.2 | 415.8 |
| St. Dev | 10.94 | 7.07 | 8.36 | 5.55 | 8.35 | 38.83 | |
| Rise (%) | - | +2.67 | +5.41 | +7.94 | +23.61 | +42.30 | |
| H (kgf/mm2) | Mean | 26.56 | 28.91 | 31.59 | 33.38 | 35.02 | 39.89 |
| St. Dev | 1.20 | 1.84 | 0.40 | 1.80 | 0.58 | 1.44 | |
| Rise (%) | - | +8.84 | +18.94 | +25.67 | +31.86 | +50.21 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tarfaoui, M.; Lafdi, K.; Beloufa, I.; Daloia, D.; Muhsan, A. Effect of Graphene Nano-Additives on the Local Mechanical Behavior of Derived Polymer Nanocomposites. Polymers 2018, 10, 667. https://doi.org/10.3390/polym10060667
Tarfaoui M, Lafdi K, Beloufa I, Daloia D, Muhsan A. Effect of Graphene Nano-Additives on the Local Mechanical Behavior of Derived Polymer Nanocomposites. Polymers. 2018; 10(6):667. https://doi.org/10.3390/polym10060667
Chicago/Turabian StyleTarfaoui, Mostapha, Khalid Lafdi, Imane Beloufa, Debora Daloia, and Ali Muhsan. 2018. "Effect of Graphene Nano-Additives on the Local Mechanical Behavior of Derived Polymer Nanocomposites" Polymers 10, no. 6: 667. https://doi.org/10.3390/polym10060667
APA StyleTarfaoui, M., Lafdi, K., Beloufa, I., Daloia, D., & Muhsan, A. (2018). Effect of Graphene Nano-Additives on the Local Mechanical Behavior of Derived Polymer Nanocomposites. Polymers, 10(6), 667. https://doi.org/10.3390/polym10060667