Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor



Abstract

1. Introduction
2. Experimental
2.1. Materials
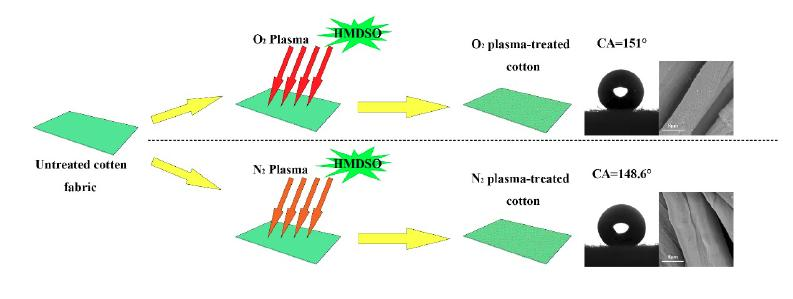
2.2. Plasma Polymerization
2.3. Characterization
2.4. Durability
3. Results and Discussion
3.1. Plasma Operation Parameters
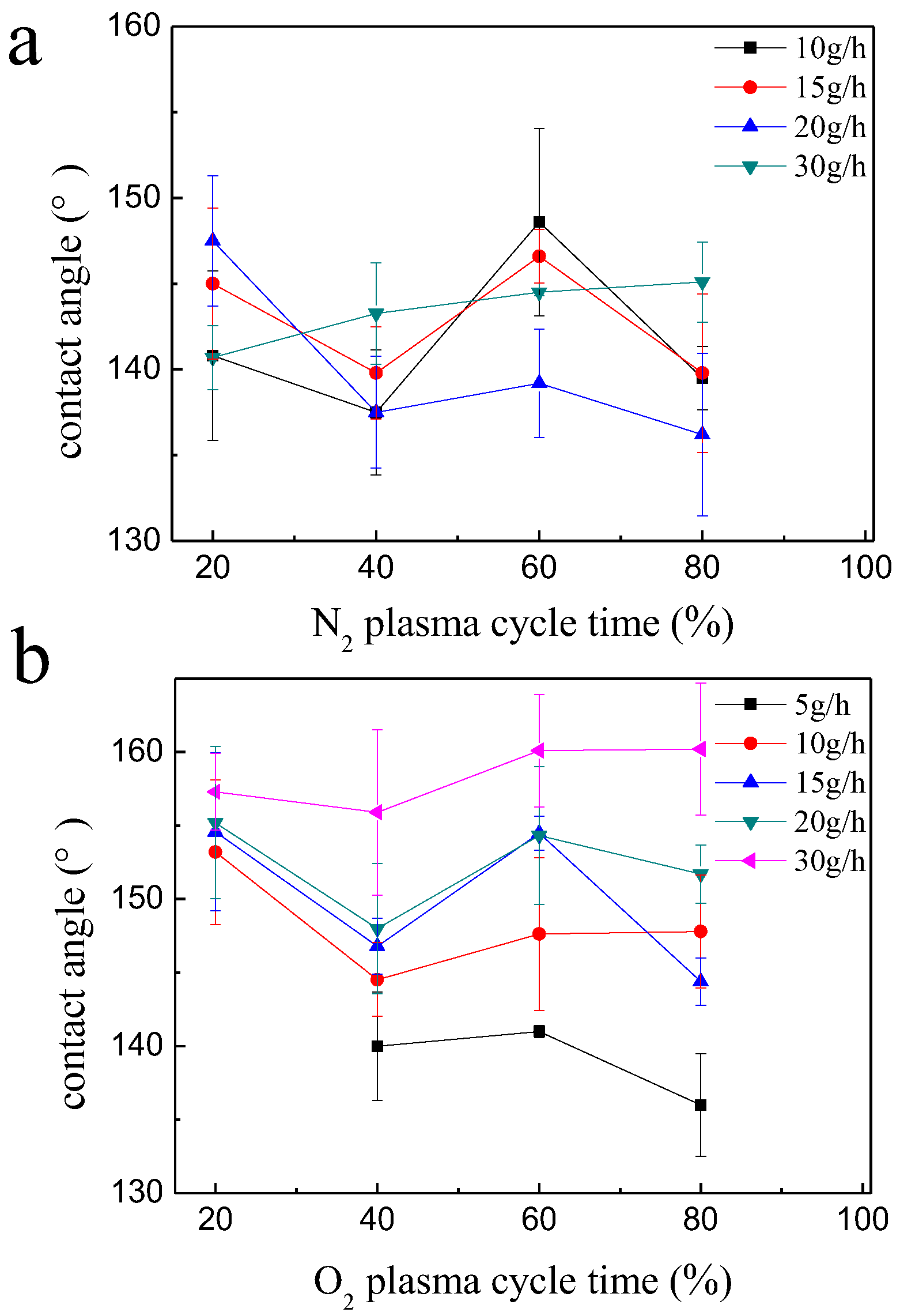
3.1.1. Plasma Cycle Time
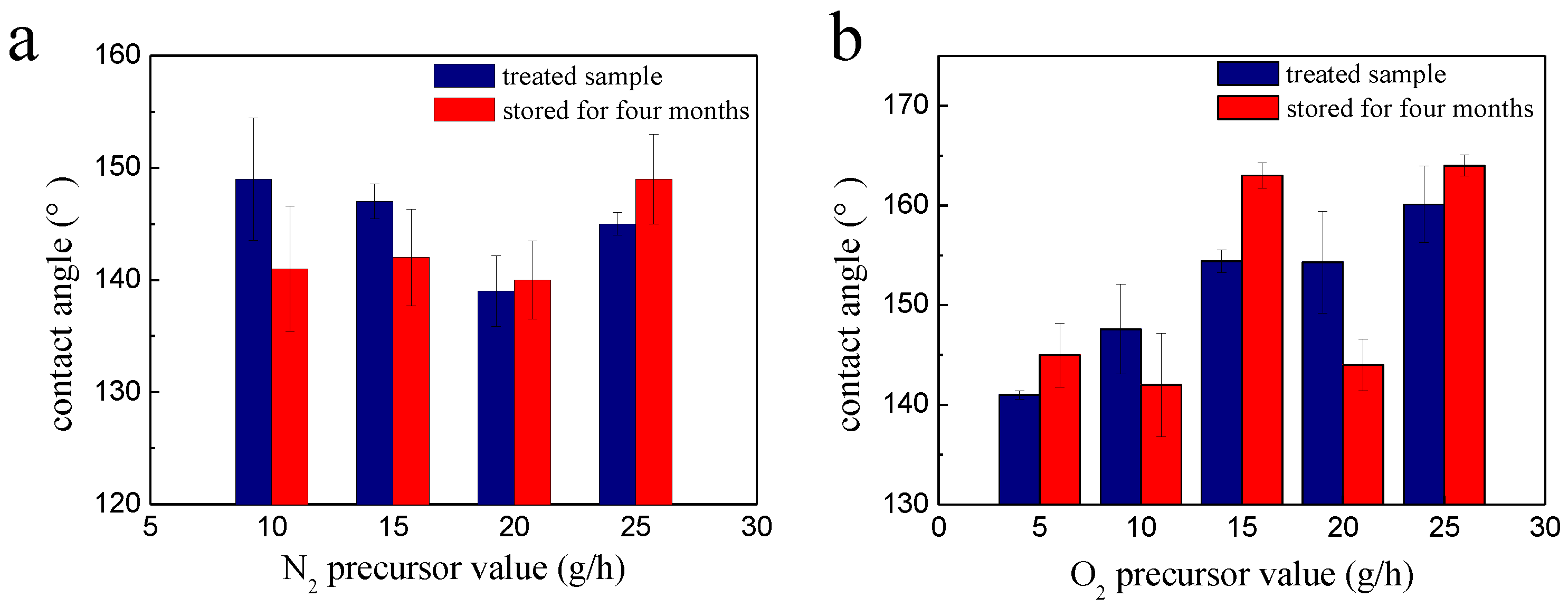
3.1.2. Precursor Injection Rate Value
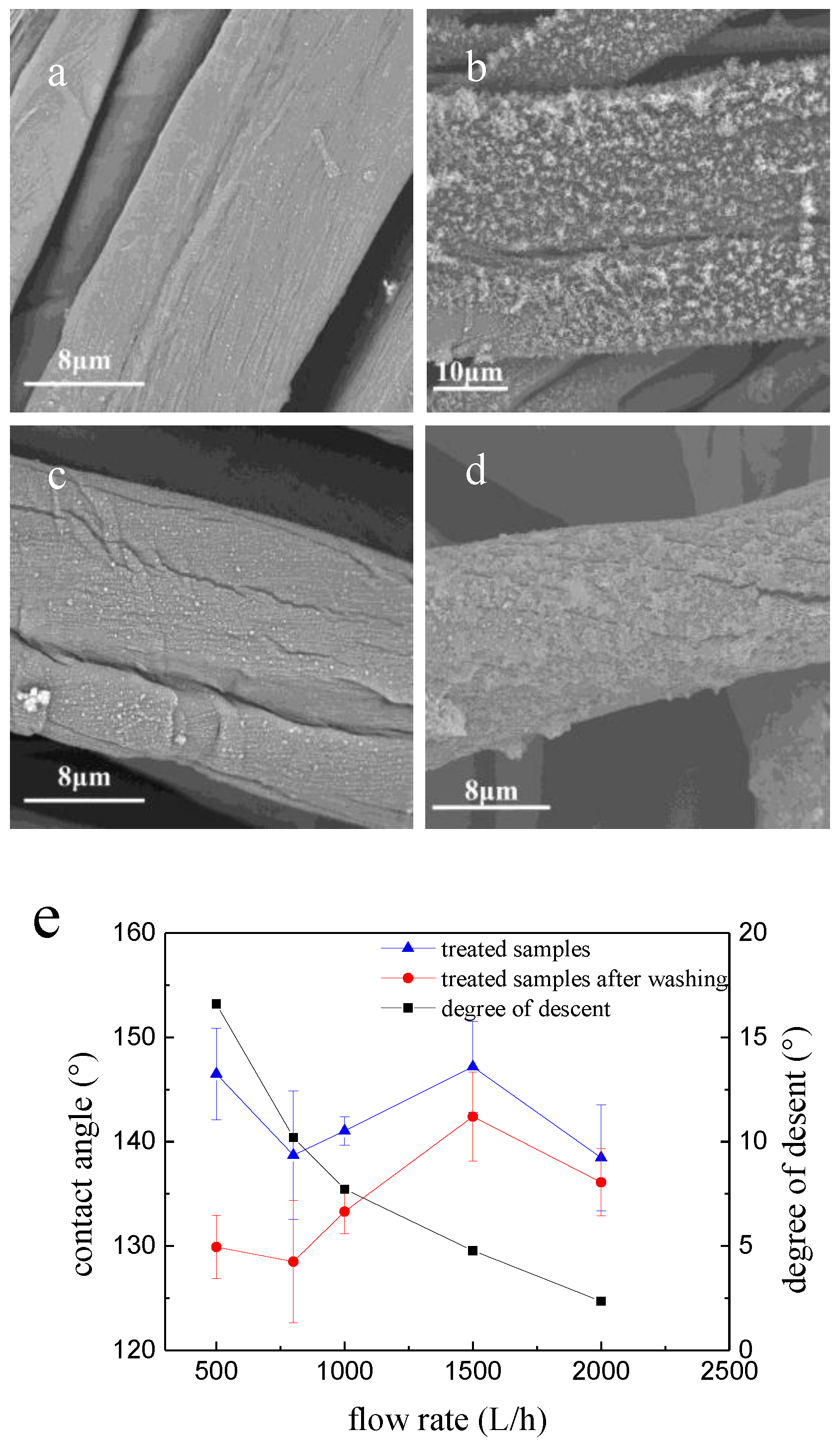
3.1.3. Ionization Gas Flow Rate
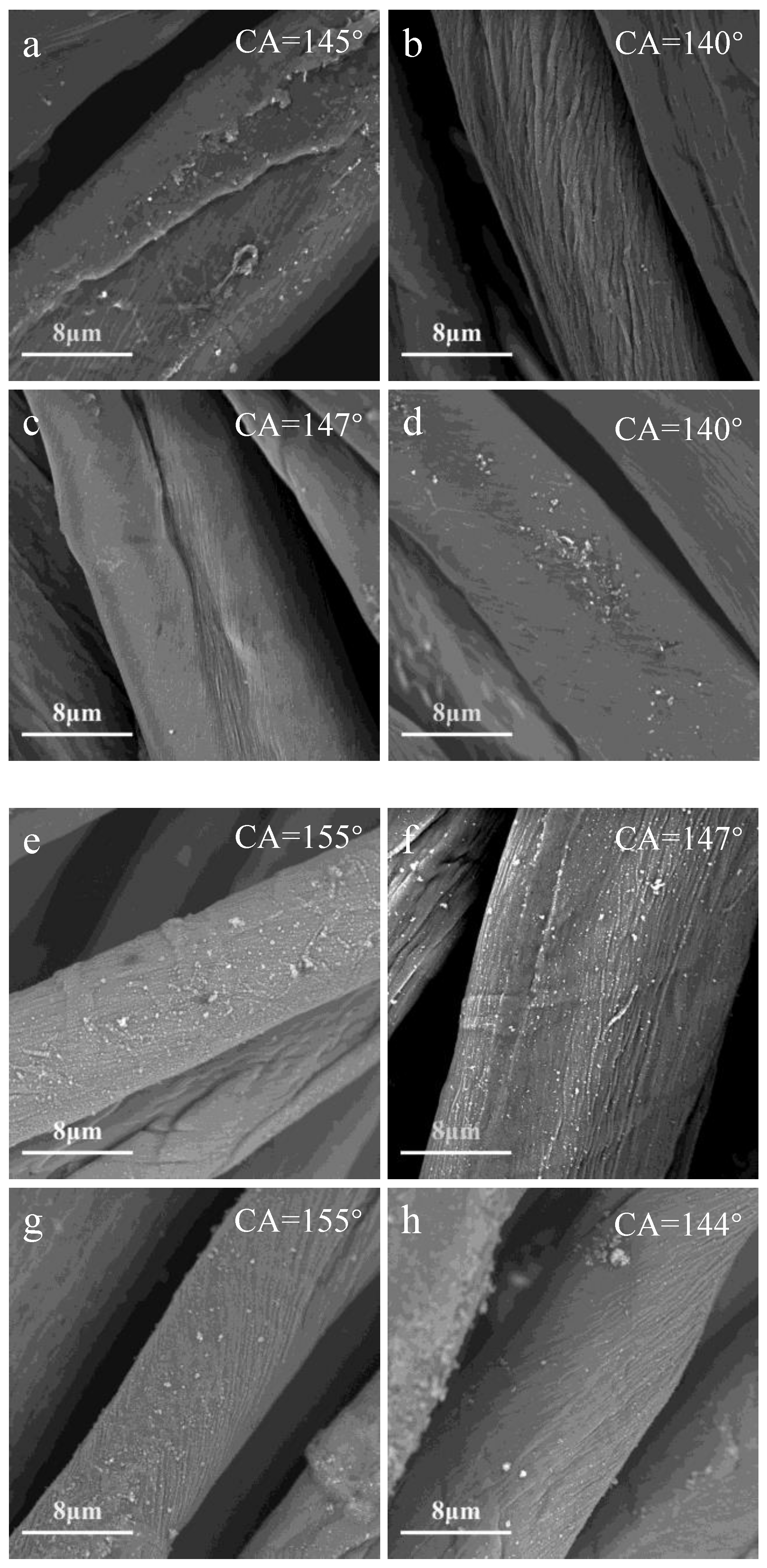
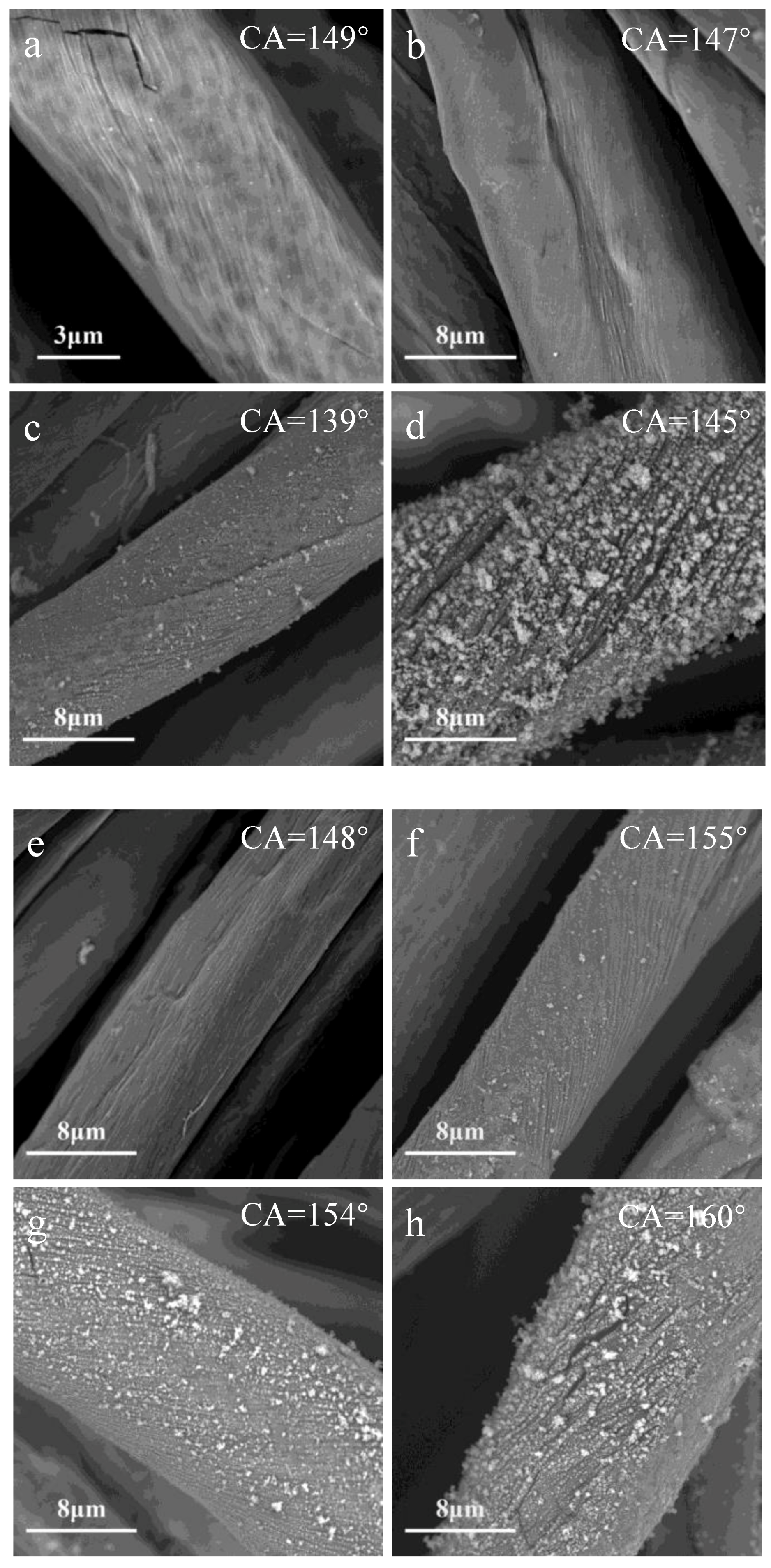
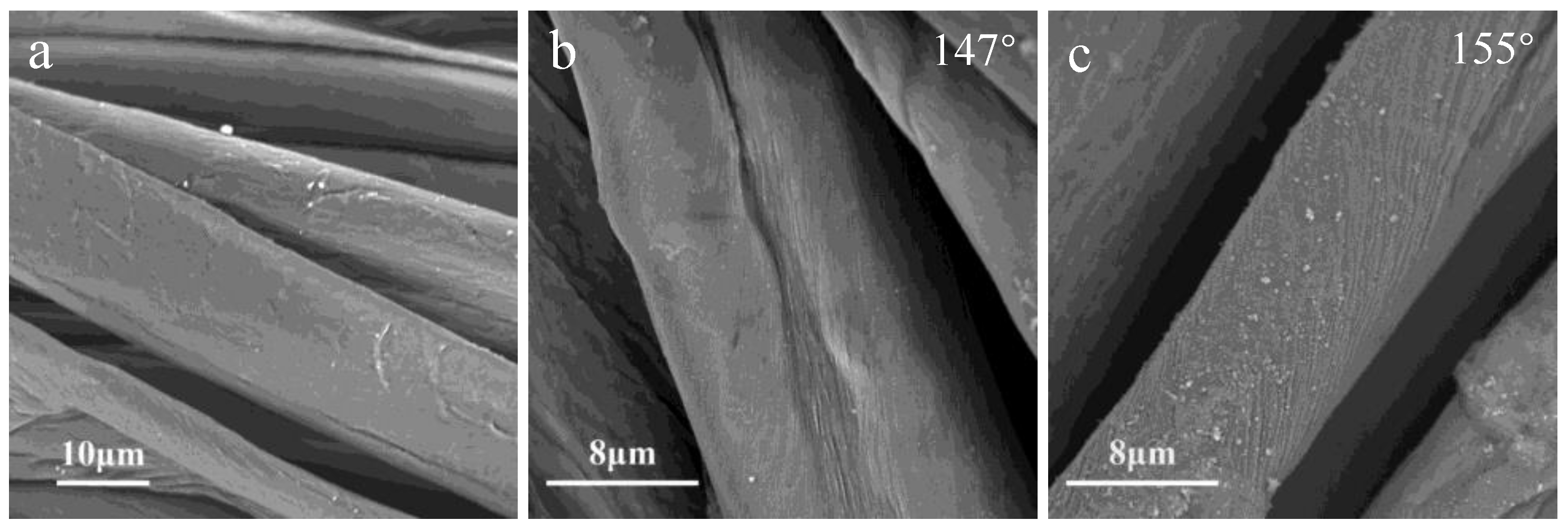
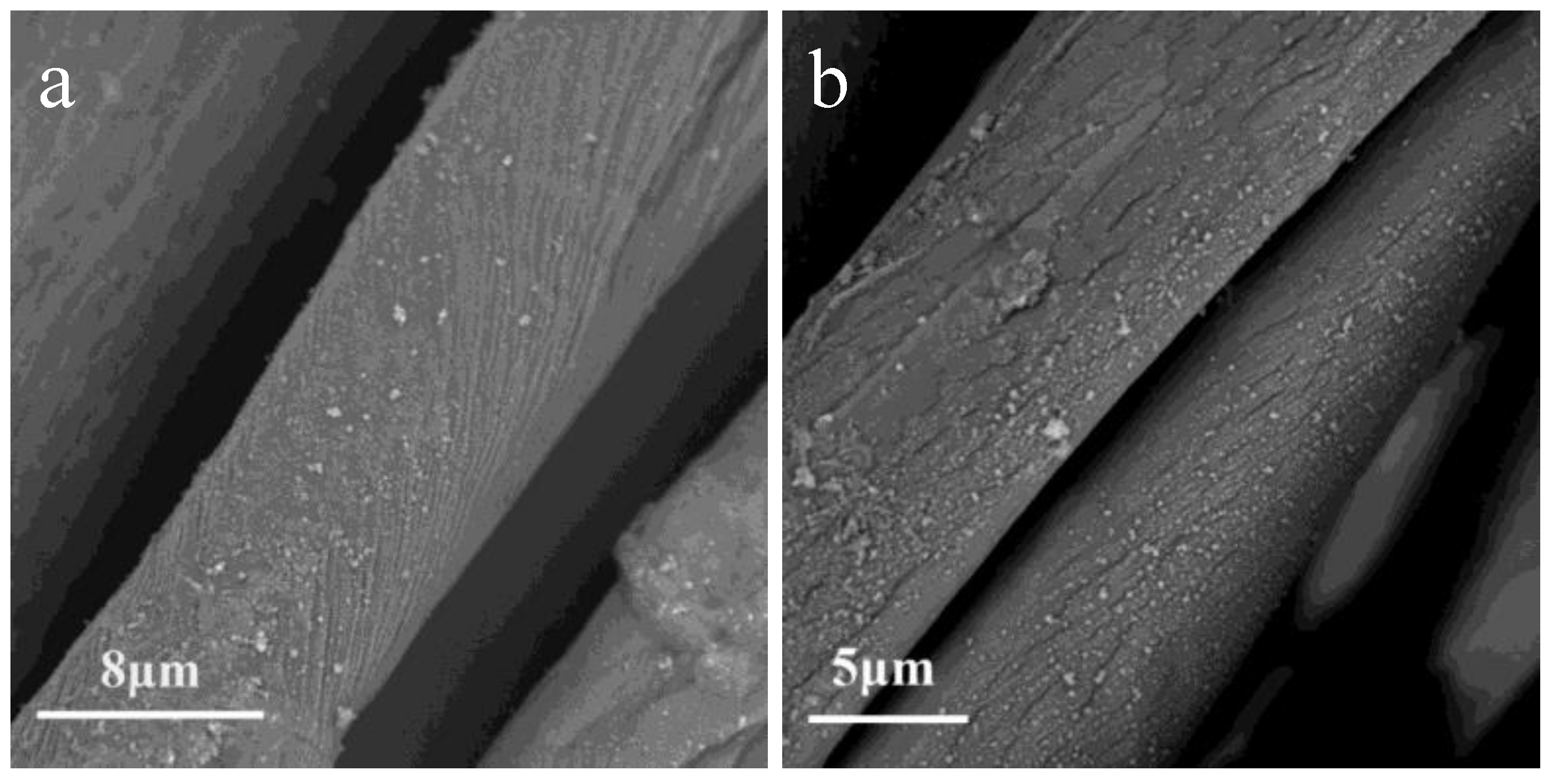
3.2. Surface Morphology Analysis
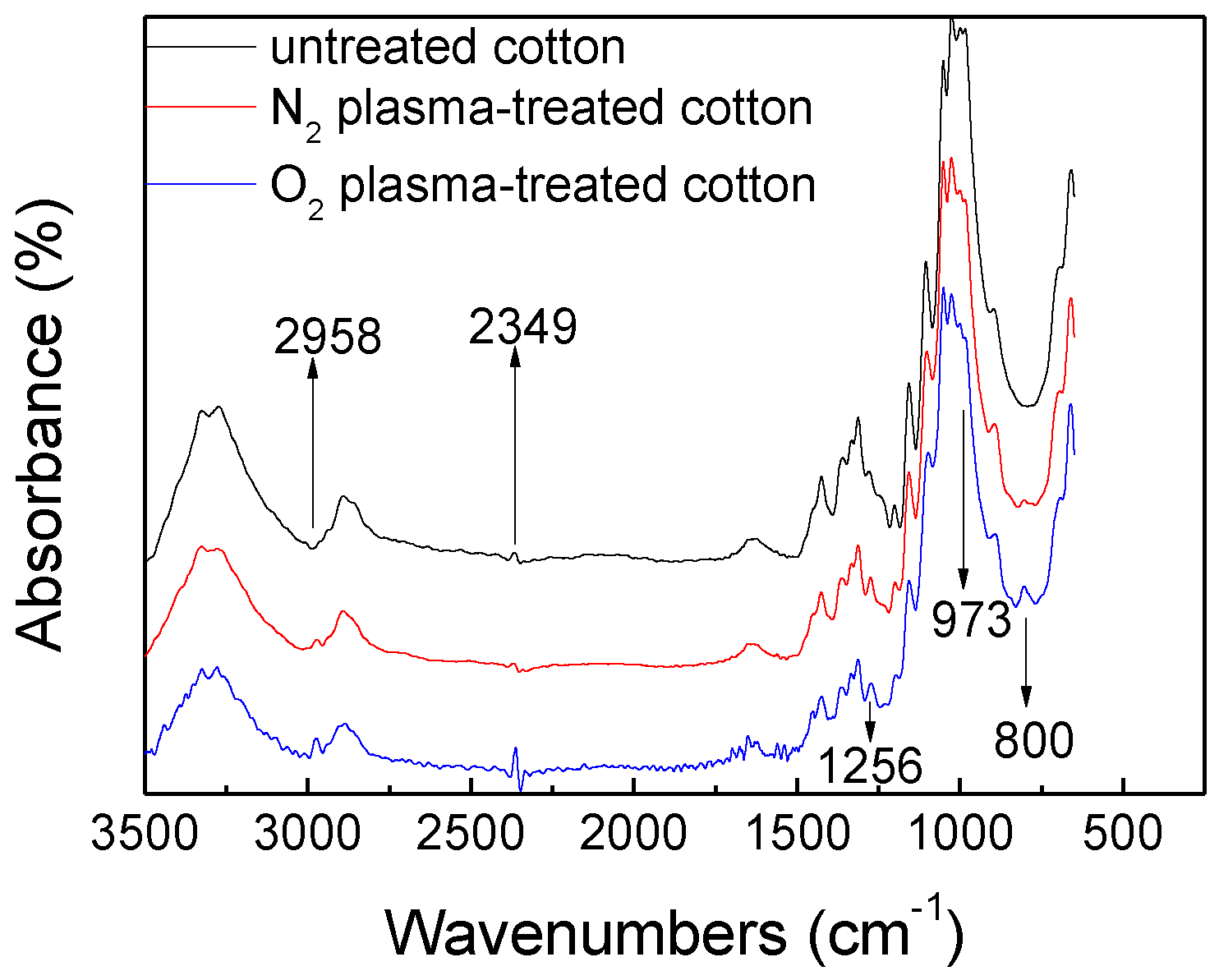
3.3. Chemical Composition and Structure Analysis
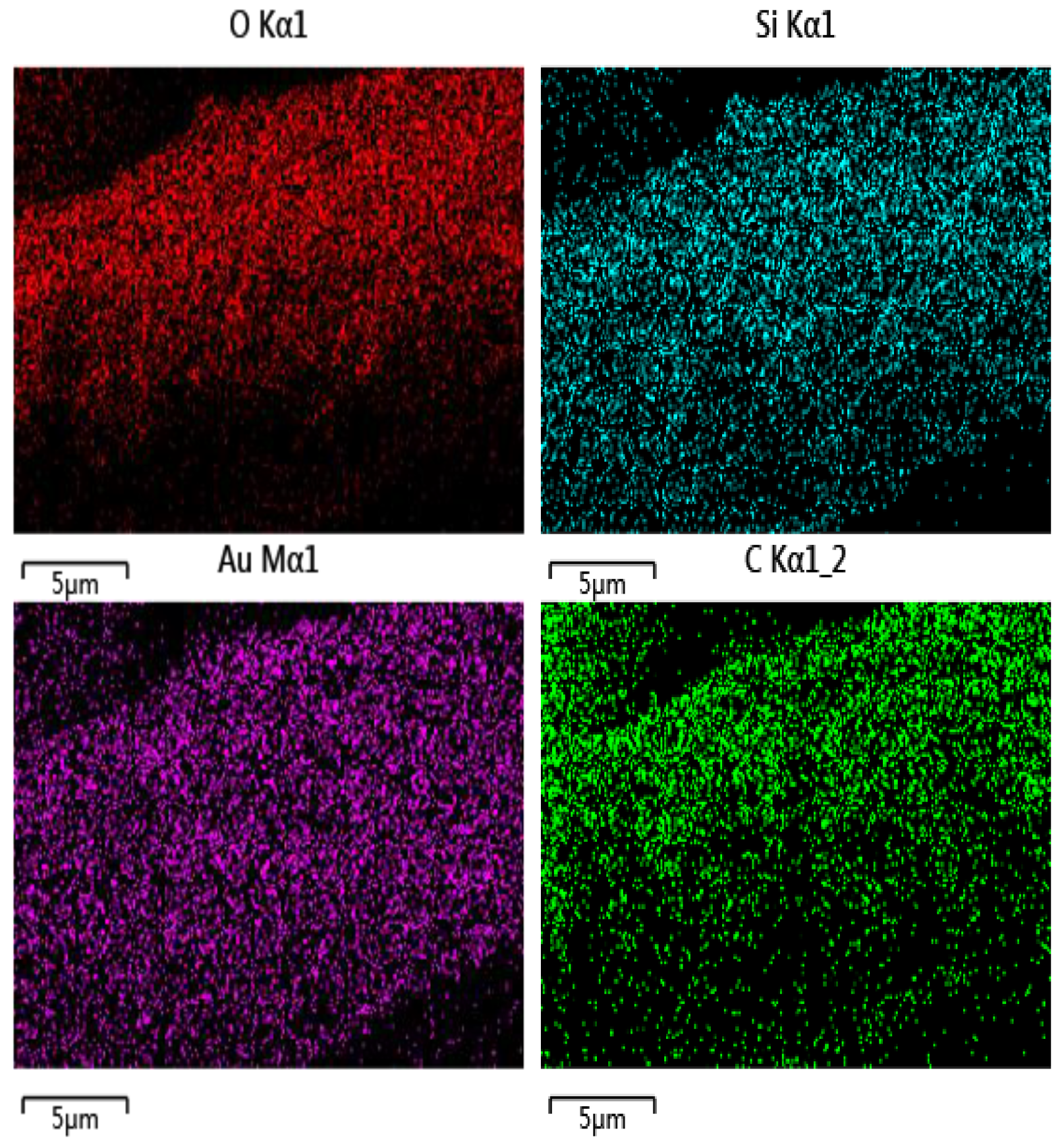
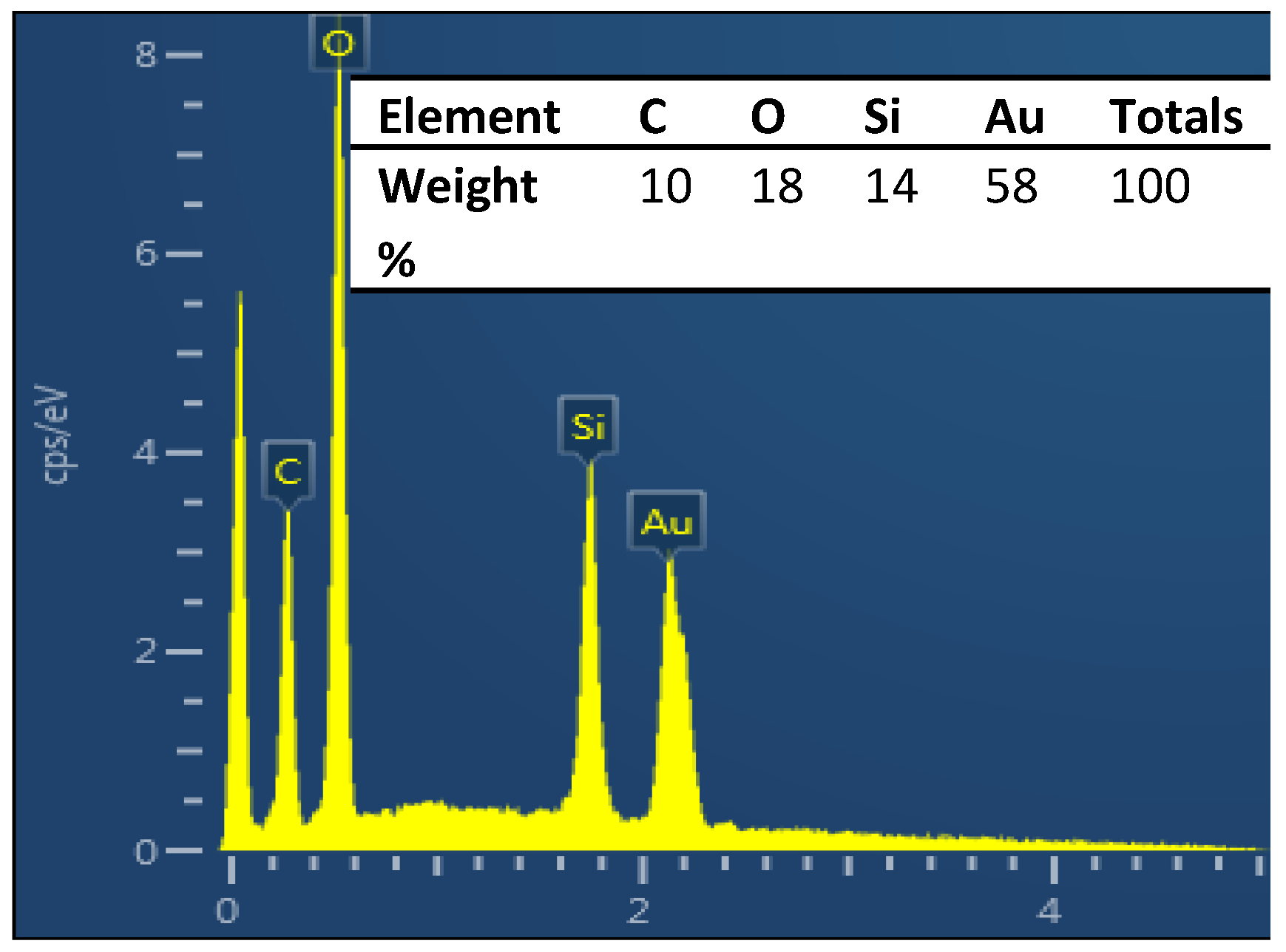
3.4. EDS Analysis
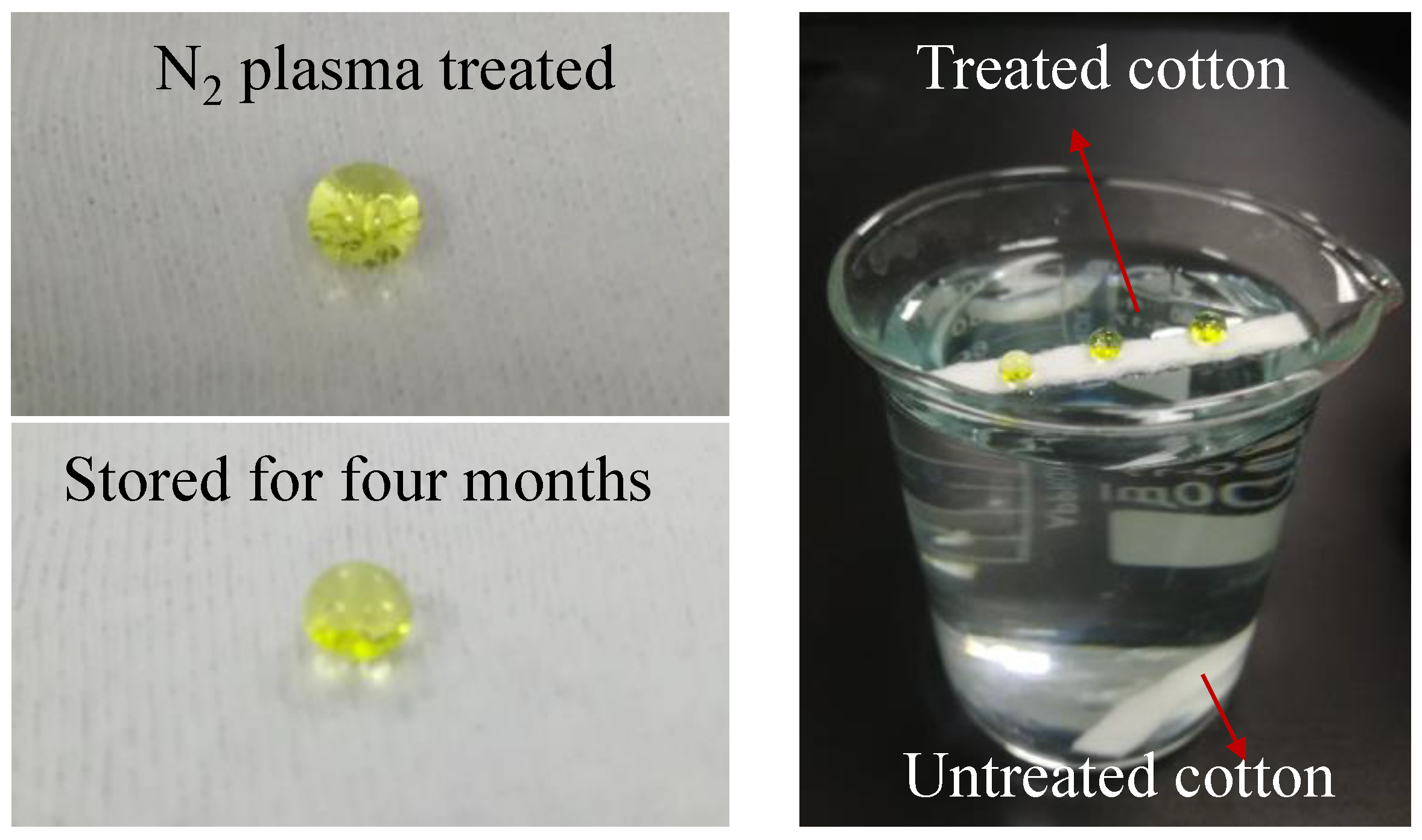
3.5. Durability Analysis
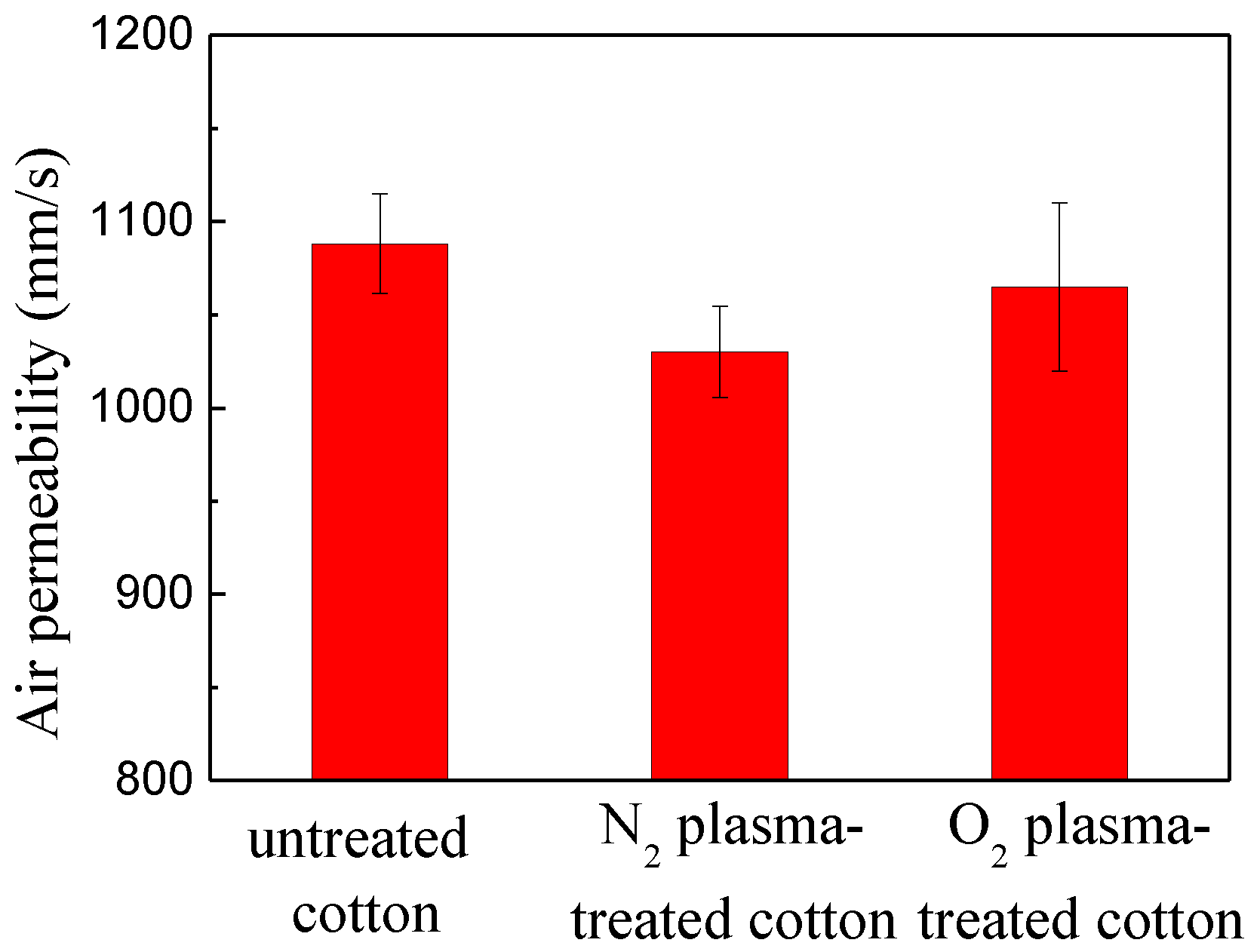
3.6. Air Permeability Analysis
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhu, T.; Li, S.; Huang, J.; Mihailiasa, M.; Lai, Y. Rational Design of Multi-Layered Superhydrophobic Coating on Cotton Fabrics for UV Shielding, Self-Cleaning and Oil-Water Separation. Mater. Des. 2017, 134, 342–351. [Google Scholar] [CrossRef]
- Huang, J.Y.; Li, S.H.; Ge, M.Z.; Wang, L.N.; Xing, T.L.; Chen, G.Q.; Liu, X.F.; Al-Deyab, S.S.; Zhang, K.Q.; Chen, T.; et al. Robust Superhydrophobic TiO2@Fabrics for UV Shielding, Self-Cleaning and Oil-Water Separation. J. Mater. Chem. A 2015, 3, 2825–2832. [Google Scholar] [CrossRef]
- Li, J.; Yan, L.; Zhao, Y.; Zha, F.; Wang, Q.; Lei, Z. One-Step Fabrication of Robust Fabrics with Both-Faced Superhydrophobicity for the Separation and Capture of Oil from Water. Phys. Chem. Chem. Phys. 2015, 17, 6451–6457. [Google Scholar] [CrossRef] [PubMed]
- Lei, S.; Shi, Z.; Ou, J.; Wang, F.; Xue, M.; Li, W.; Qiao, G.; Guan, X.; Zhang, J. Durable Superhydrophobic Cotton Fabric for Oil/Water Separation. Colloids Surf. A-Physicochem. Eng. Asp. 2017, 533, 249–254. [Google Scholar] [CrossRef]
- Zhang, M.; Pang, J.; Bao, W.; Zhang, W.; Gao, H.; Wang, C.; Shi, J.; Li, J. Antimicrobial Cotton Textiles with Robust Superhydrophobicity via Plasma for Oily Water Separation. Appl. Surf. Sci. 2017, 419, 16–23. [Google Scholar] [CrossRef]
- Zimmermann, J.; Reifler, F.A.; Fortunato, G.; Gerhardt, L.-C.; Seeger, S. A Simple, One-Step Approach to Durable and Robust Superhydrophobic Textiles. Adv. Funct. Mater. 2008, 18, 3662–3669. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, Z.; Xu, X.; Guo, F.; Zhu, X.; Men, X.; Ge, B. Robust and Durable Superhydrophobic Cotton Fabrics for Oil/Water Separation. ACS Appl. Mater. Interfaces 2013, 5, 7208–7214. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Li, H.; Lan, T.; Peng, L.; Cui, R.; Yang, H. Preparation, Characterization, and Properties of Fluorine-Free Superhydrophobic Paper Based on Layer-by-Layer Assembly. Carbohydr. Polym. 2017, 178, 228–237. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Li, X.; Wu, Y.; Liao, G.; Johnston, P.; Topham, P.D.; Wang, L. Rinse-Resistant Superhydrophobic Block Copolymer Fabrics by Electrospinning, Electrospraying and Thermally-Induced Self-Assembly. Appl. Surf. Sci. 2017, 422, 769–777. [Google Scholar] [CrossRef]
- Kale, K.H.; Palaskar, S. Atmospheric Pressure Plasma Polymerization of Hexamethyldisiloxane for Imparting Water Repellency to Cotton Fabric. Text. Res. J. 2010, 81, 608–620. [Google Scholar] [CrossRef]
- Marchand, D.J.; Dilworth, Z.R.; Stauffer, R.J.; Hsiao, E.; Kim, J.-H.; Kang, J.-G.; Kim, S.H. Atmospheric Rf Plasma Deposition of Superhydrophobic Coatings Using Tetramethylsilane Precursor. Surf. Coat. Technol. 2013, 234, 14–20. [Google Scholar] [CrossRef]
- Davis, R.; El-Shafei, A.; Hauser, P. Use of Atmospheric Pressure Plasma to Confer Durable Water Repellent Functionality and Antimicrobial Functionality on Cotton/Polyester Blend. Surf. Coat. Technol. 2011, 205, 4791–4797. [Google Scholar] [CrossRef]
- Dowling, D.P.; O’Neill, F.T.; Langlais, S.J.; Law, V.J. Influence of dc Pulsed Atmospheric Pressure Plasma Jet Processing Conditions on Polymer Activation. Plasma Process. Polym. 2011, 8, 718–727. [Google Scholar] [CrossRef]
- Li, J.; Yuan, Q.; Chang, X.; Wang, Y.; Yin, G.; Dong, C. Deposition of Organosilicone Thin Film from Hexamethyldisiloxane (HMDSO) with 50 kHz/33 MHz Dual-Frequency Atmospheric-Pressure Plasma Jet. Plasma Sci. Technol. 2017, 19, 045505. [Google Scholar] [CrossRef]
- El-Shafei, A.; Helmy, H.; Ramamoorthy, A.; Hauser, P. Nanolayer Atmospheric Pressure Plasma Graft Polymerization of Durable Repellent Finishes on Cotton. J. Coat. Technol. Res. 2015, 12, 681–691. [Google Scholar] [CrossRef]
- Hsiao, C.-R.; Lin, C.-W.; Chou, C.-M.; Chung, C.-J.; He, J.-L. Surface Modification of Blood-Contacting Biomaterials by Plasma-Polymerized Superhydrophobic Films Using Hexamethyldisiloxane and Tetrafluoromethane as Precursors. Appl. Surf. Sci. 2015, 346, 50–56. [Google Scholar] [CrossRef]
- Esmeryan, K.D.; Radeva, E.I.; Avramov, I.D. Durable Superhydrophobic Carbon Soot Coatings for Sensor Applications. J. Phys. D-Appl. Phys. 2016, 49, 025309. [Google Scholar] [CrossRef]
- Liu, S.; Zhou, H.; Wang, H.; Zhao, Y.; Shao, H.; Xu, Z.; Feng, Z.; Liu, D.; Lin, T. Argon Plasma Treatment of Fluorine-Free Silane Coatings: A Facile, Environment-Friendly Method to Prepare Durable, Superhydrophobic Fabrics. Adv. Mater. Interfaces 2017, 4. [Google Scholar] [CrossRef]
- Molina, R.; Teixido, J.M.; Kan, C.W.; Jovancic, P. Hydrophobic Coatings on Cotton Obtained by in Situ Plasma Polymerization of a Fluorinated Monomer in Ethanol Solutions. ACS Appl. Mater. Interfaces 2017, 9, 5513–5521. [Google Scholar] [CrossRef] [PubMed]
- Xu, P.; Pershin, L.; Mostaghimi, J.; Coyle, T.W. Efficient One-Step Fabrication of Ceramic Superhydrophobic Coatings by Solution Precursor Plasma Spray. Mater. Lett. 2018, 211, 24–27. [Google Scholar] [CrossRef]
- Palaskar, S.; Kale, K.H.; Nadiger, G.S.; Desai, A.N. Dielectric Barrier Discharge Plasma Induced Surface Modification of Polyester/Cotton Blended Fabrics to Impart Water Repellency Using HMDSO. J. Appl. Polym. Sci. 2011, 122, 1092–1100. [Google Scholar] [CrossRef]
- Lazauskas, A.; Baltrusaitis, J.; Grigaliunas, V.; Jucius, D.; Guobiene, A.; Prosycevas, I.; Narmontas, P. Characterization of Plasma Polymerized Hexamethyldisiloxane Films Prepared by Arc Discharge. Plasma Chem. Plasma Process. 2014, 34, 271–285. [Google Scholar] [CrossRef]
- Wang, C.X.; Liu, Y.; Xu, H.L.; Ren, Y.; Qiu, Y.P. Influence of Atmospheric Pressure Plasma Treatment Time on Penetration Depth of Surface Modification into Fabric. Appl. Surf. Sci. 2008, 254, 2499–2505. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operational Parameters | Unit | Range |
|---|---|---|
| Precursor value | g/h | 5–25 |
| Ionization gas flow rate | L/h | 500–2000 |
| Plasma cycle time | % | 20–80 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Pu, Y.; Miao, D.; Ning, X. Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor. Polymers 2018, 10, 460. https://doi.org/10.3390/polym10040460
Yang J, Pu Y, Miao D, Ning X. Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor. Polymers. 2018; 10(4):460. https://doi.org/10.3390/polym10040460
Chicago/Turabian StyleYang, Jing, Yi Pu, Dagang Miao, and Xin Ning. 2018. "Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor" Polymers 10, no. 4: 460. https://doi.org/10.3390/polym10040460
APA StyleYang, J., Pu, Y., Miao, D., & Ning, X. (2018). Fabrication of Durably Superhydrophobic Cotton Fabrics by Atmospheric Pressure Plasma Treatment with a Siloxane Precursor. Polymers, 10(4), 460. https://doi.org/10.3390/polym10040460