Pretreatment-Membrane Electrolysis Process for Treatment of Ammonium Sulfate Double Salt Crystals Formed During Electrolytic Manganese Production

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
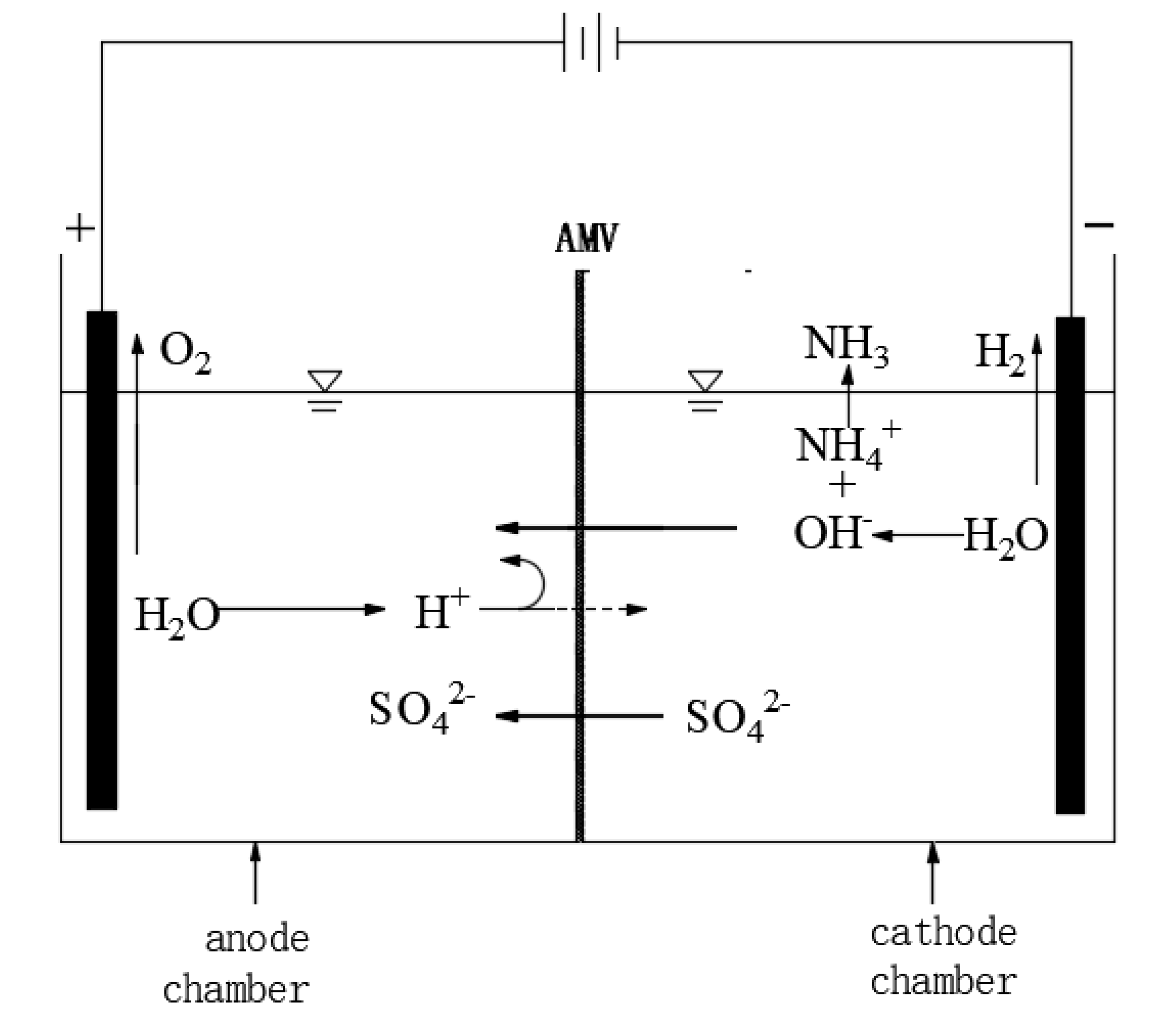
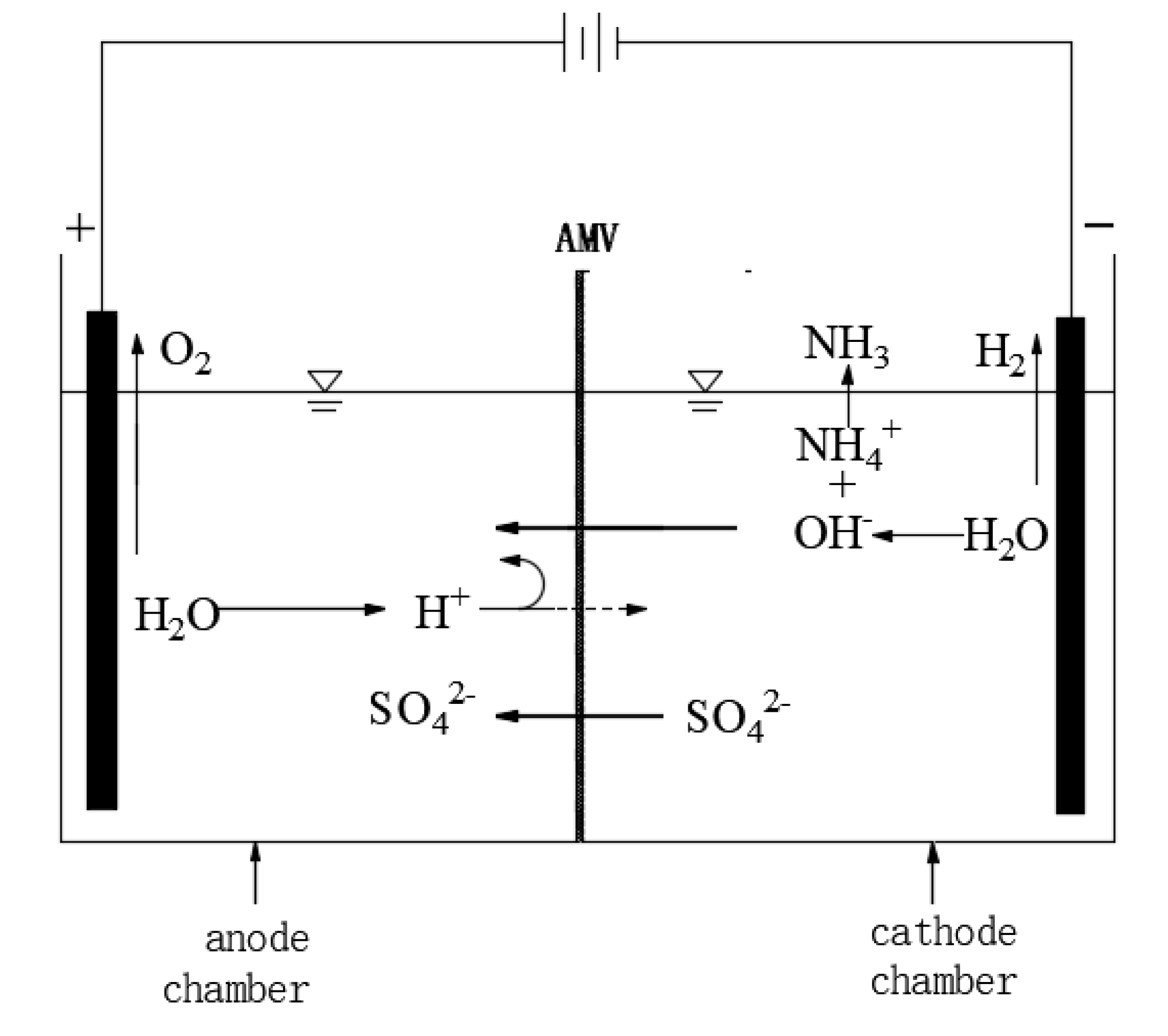
2.2. Experimental Principle
2.3. Experimental Operation
2.4. Analysis Method
3. Results and Discussion
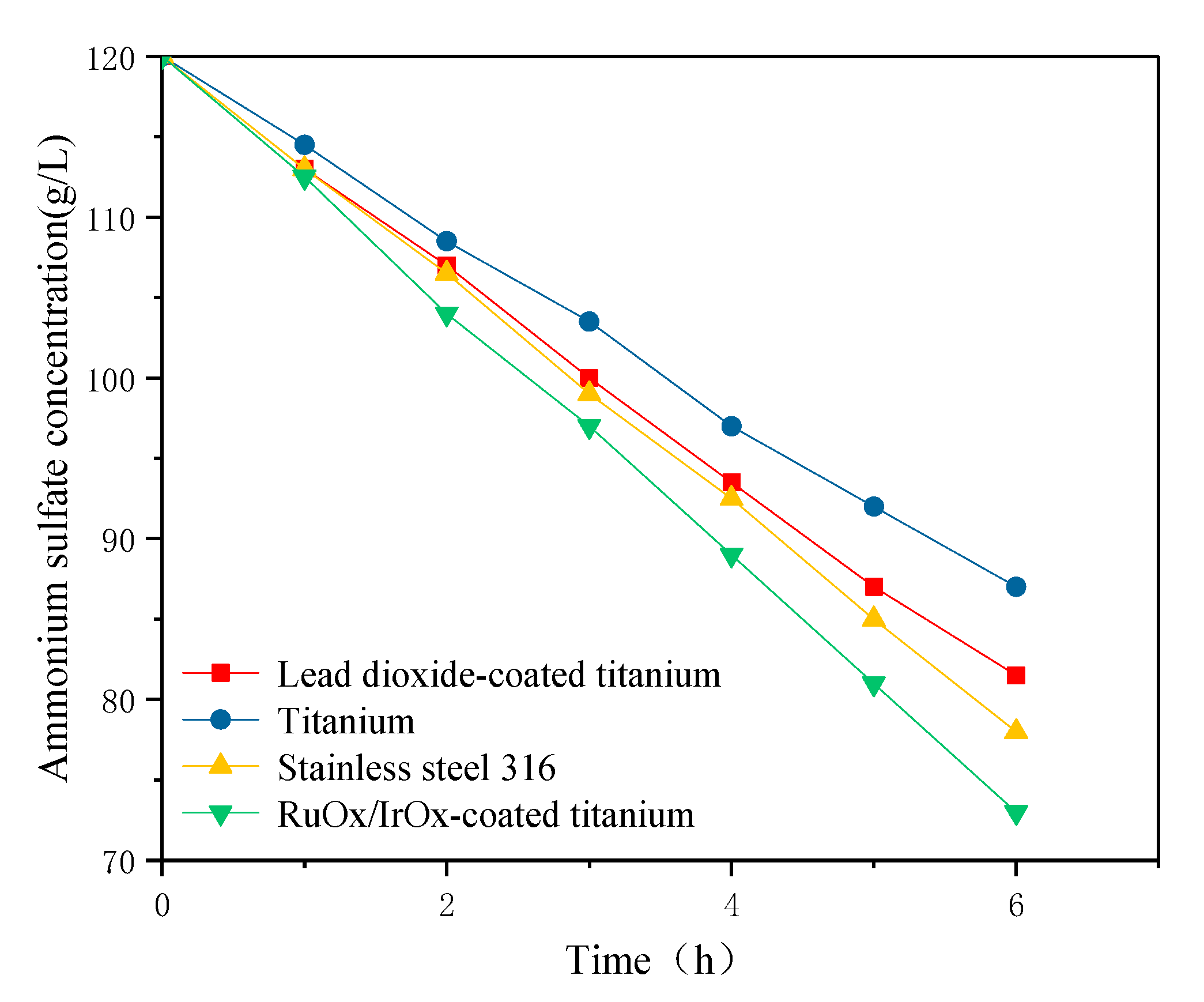
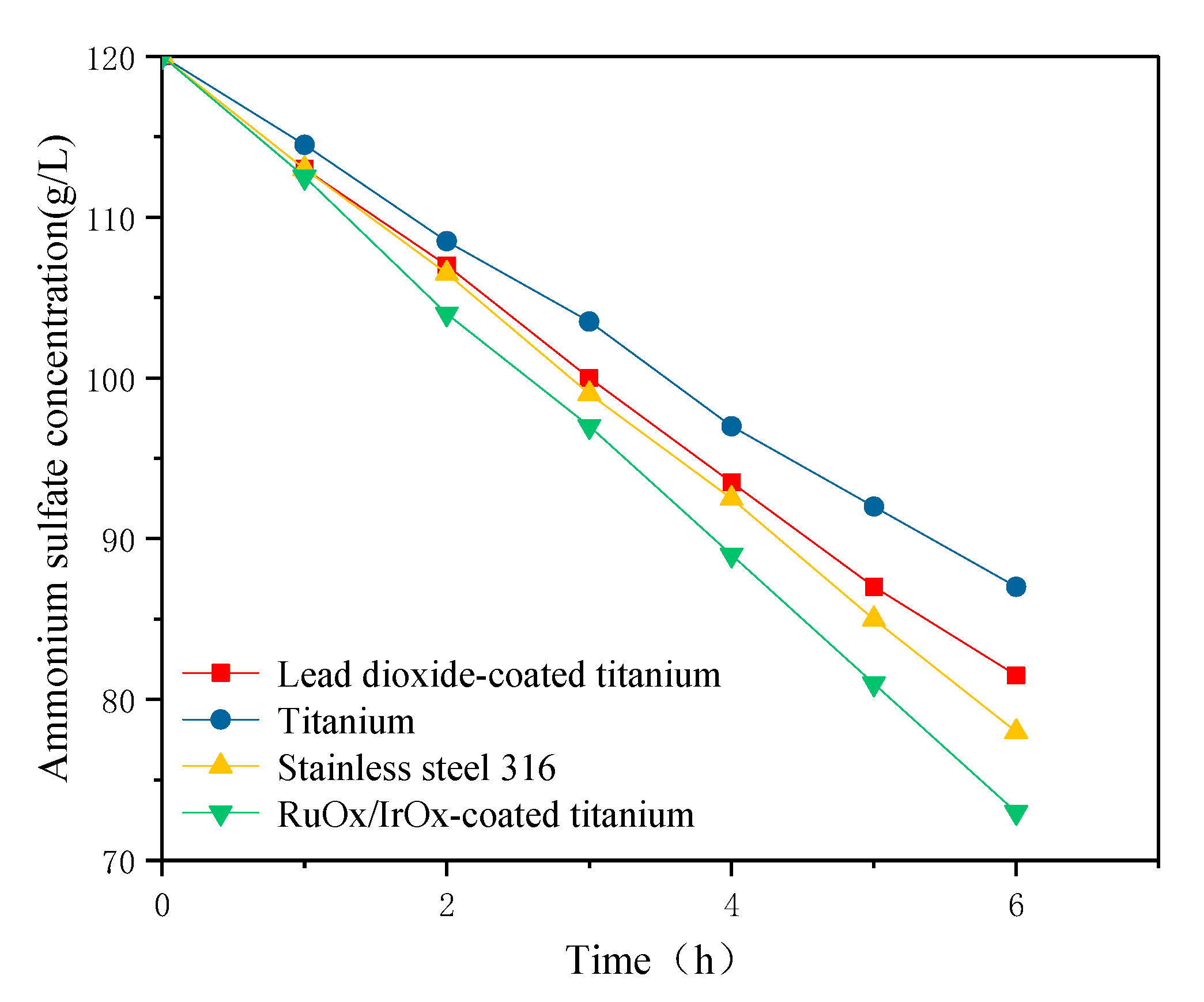
3.1. Effect of Different Electrode Materials
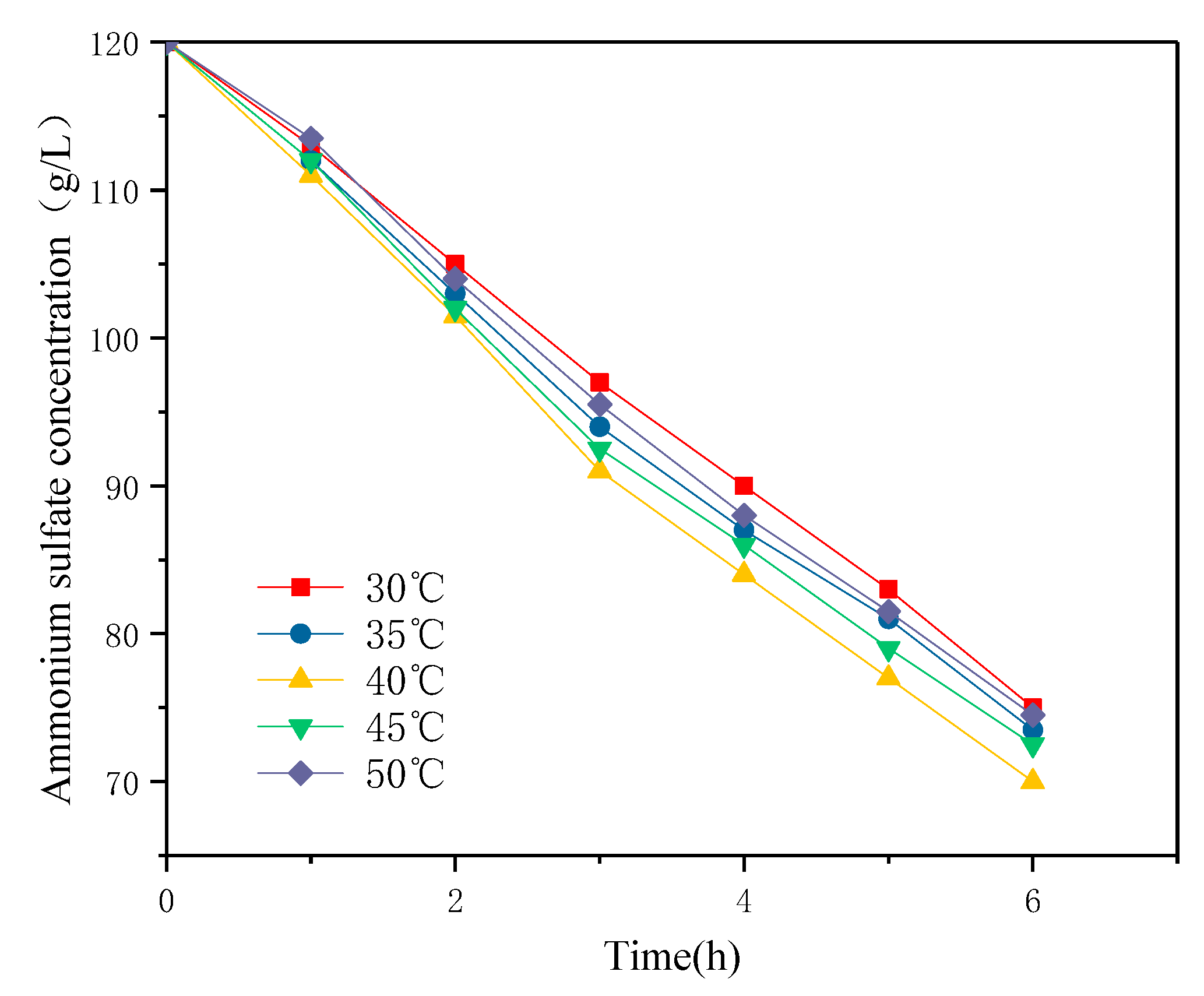
3.2. Effect of Temperature on Electrolysis
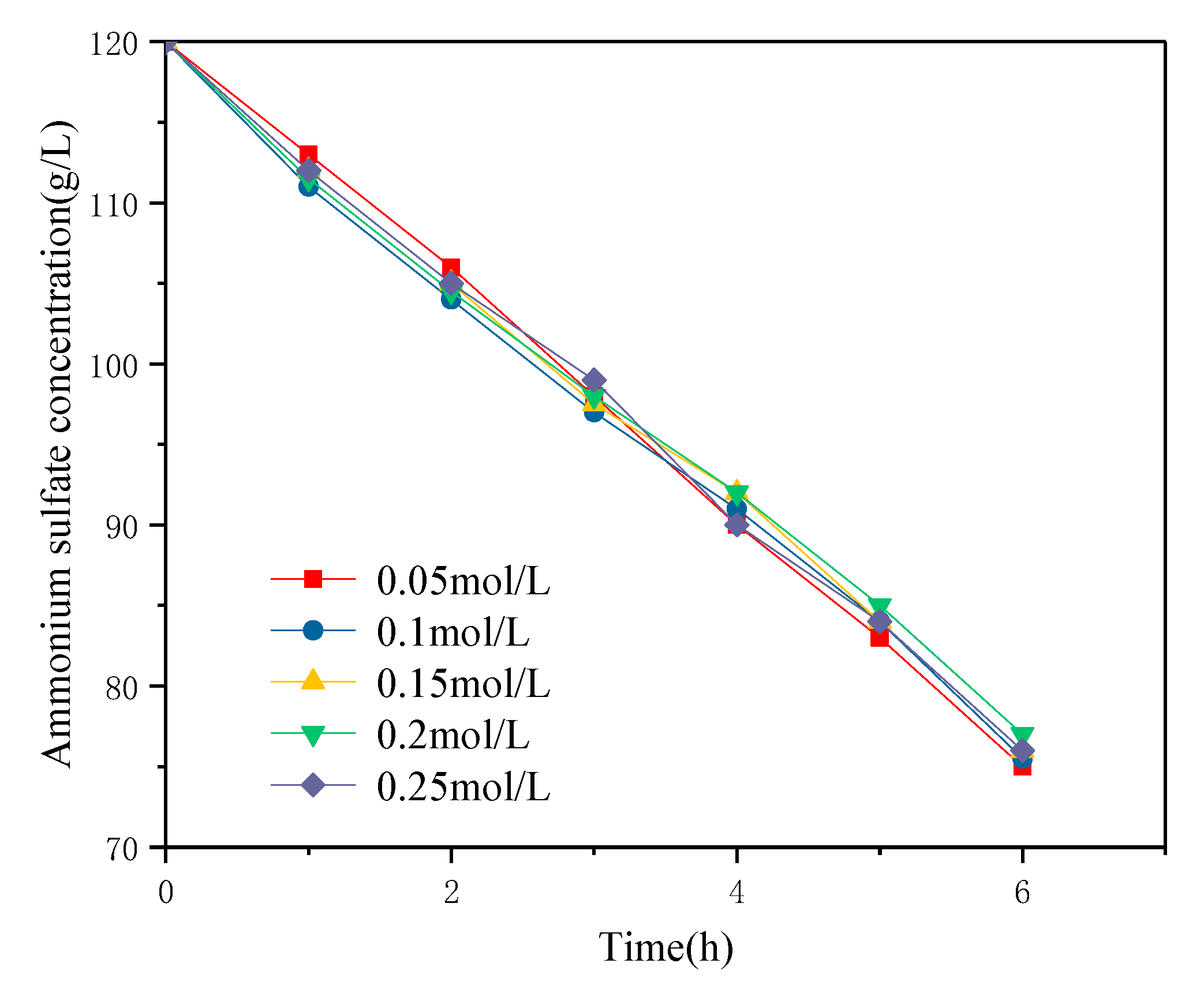
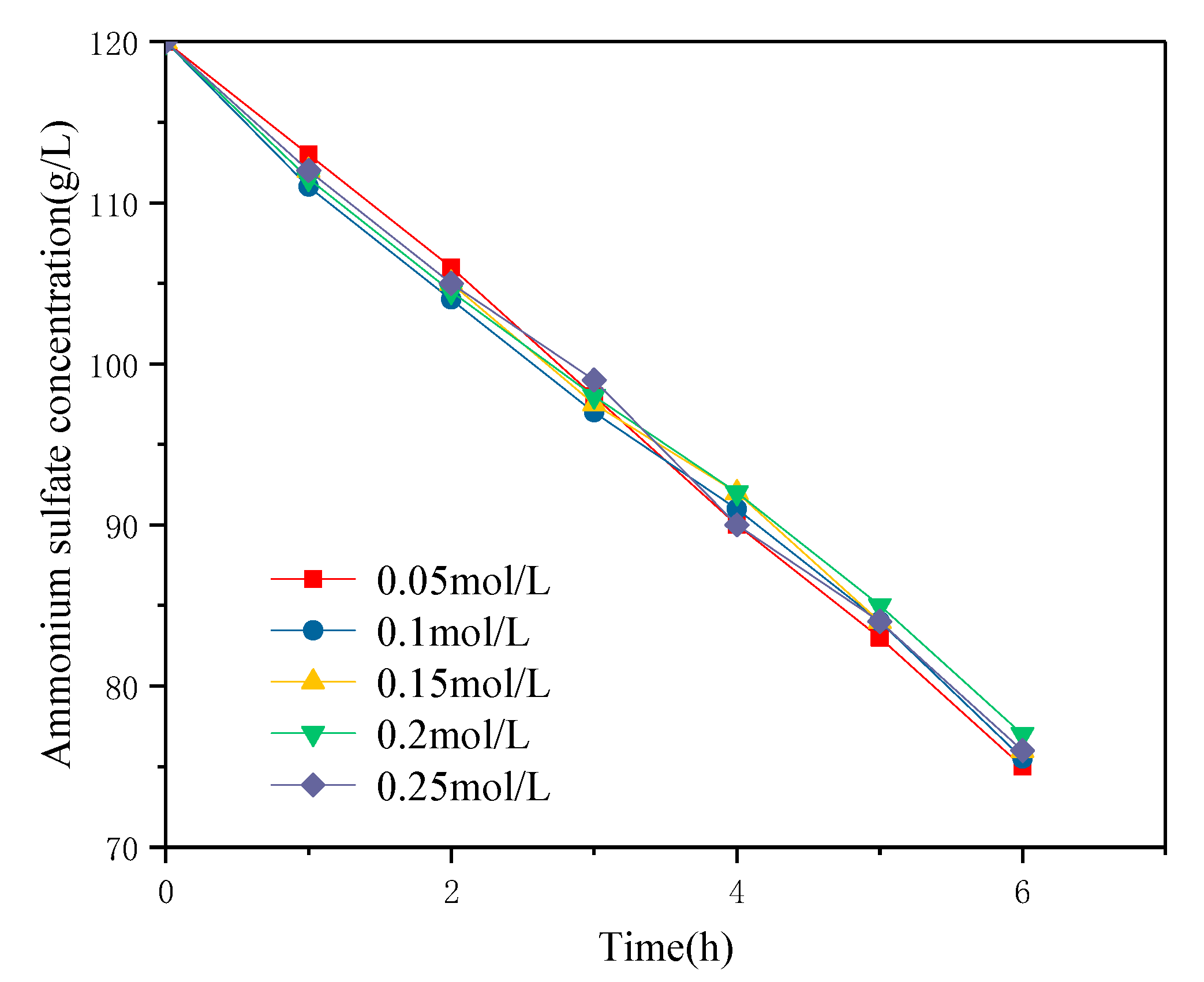
3.3. Effect of Initial Acid Concentration in the Anode Chamber
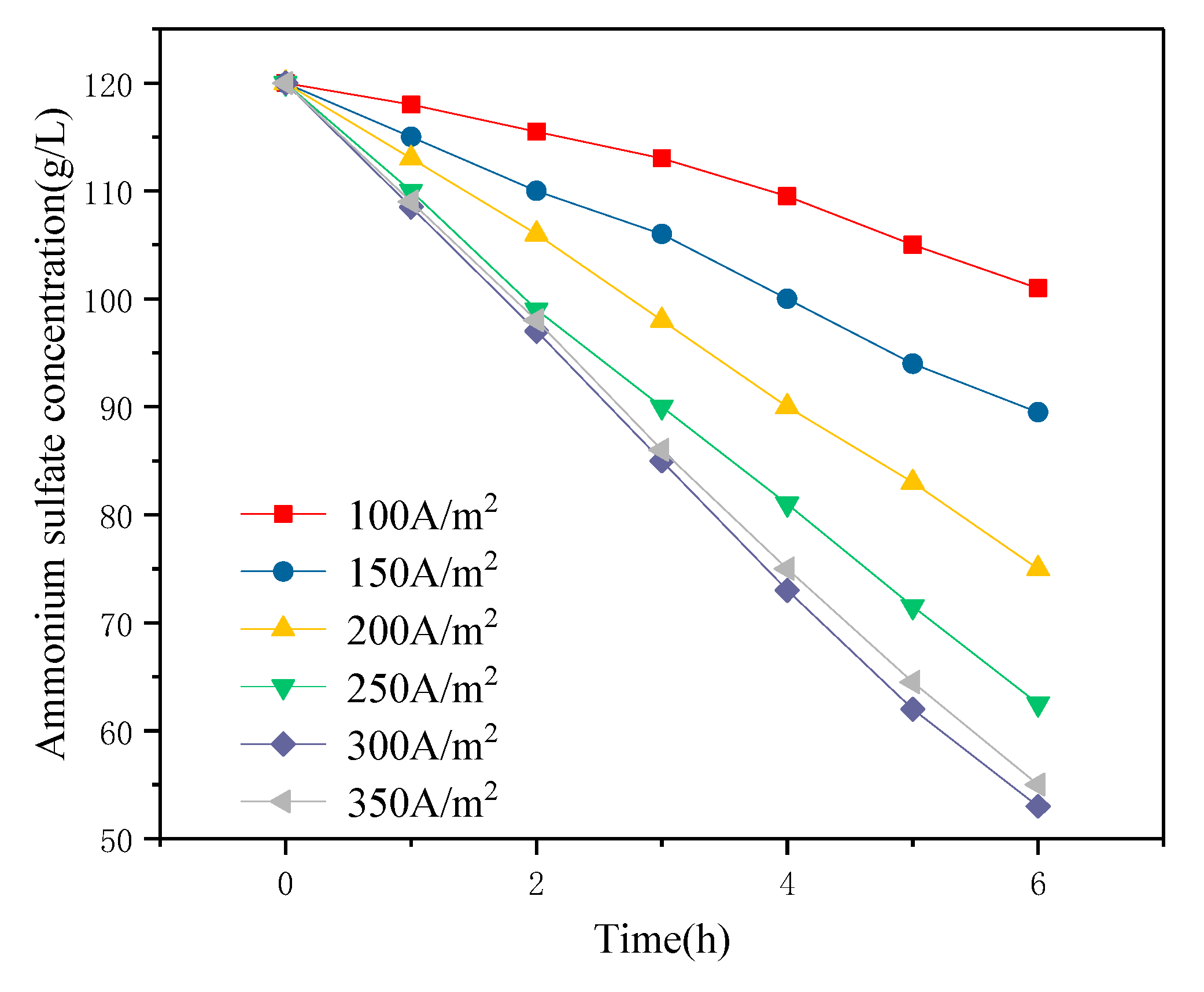
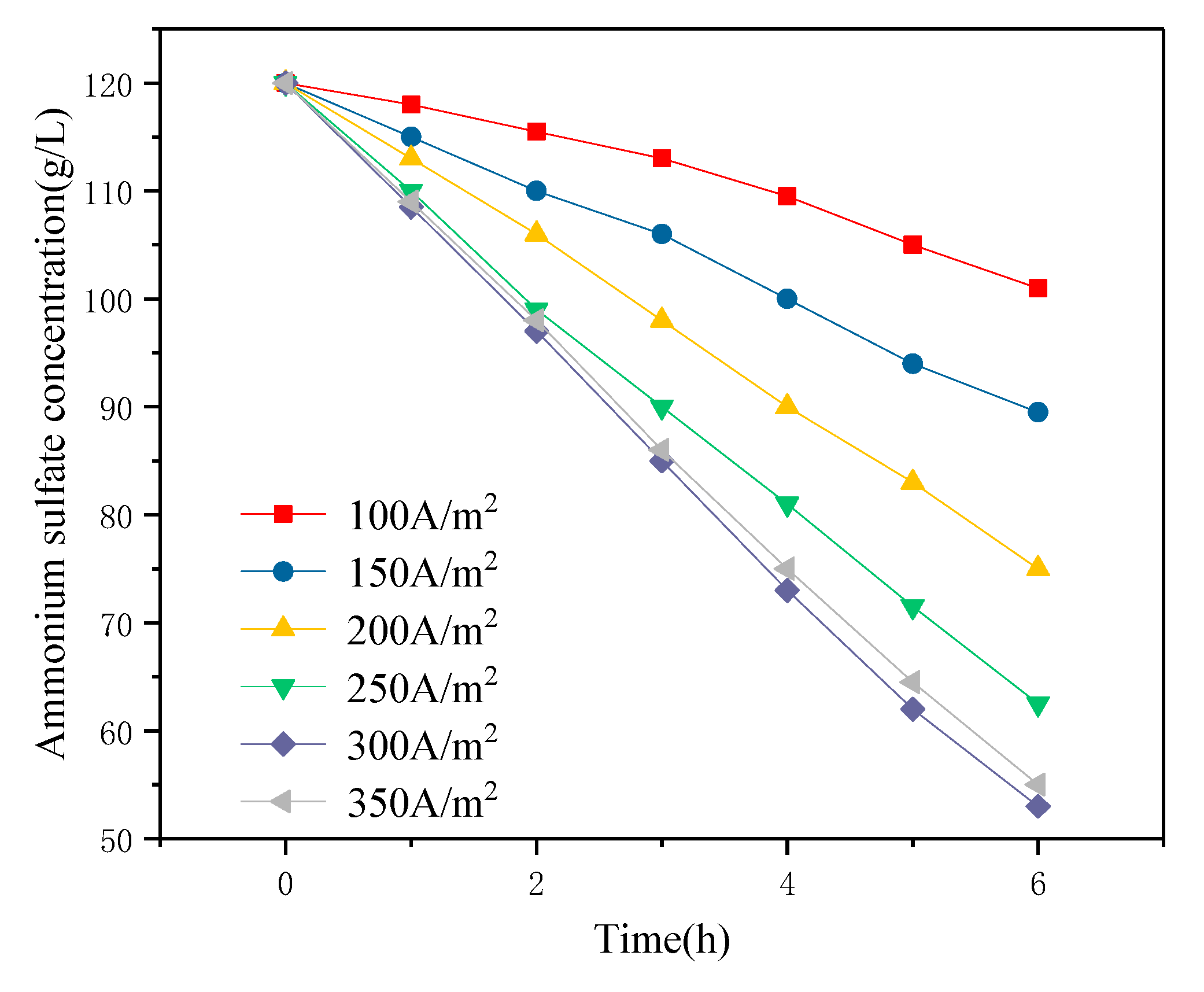
3.4. Effect of Current Density
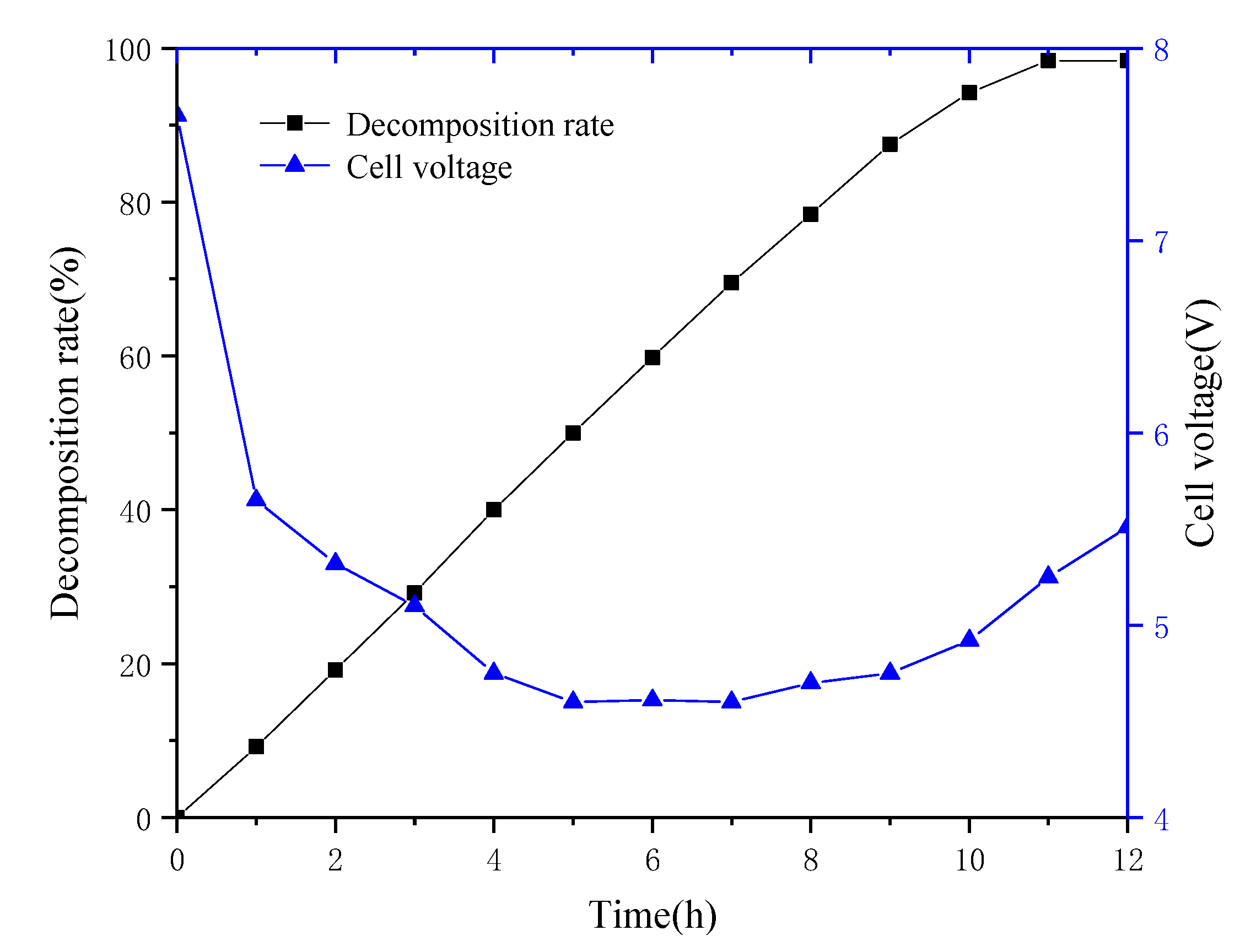
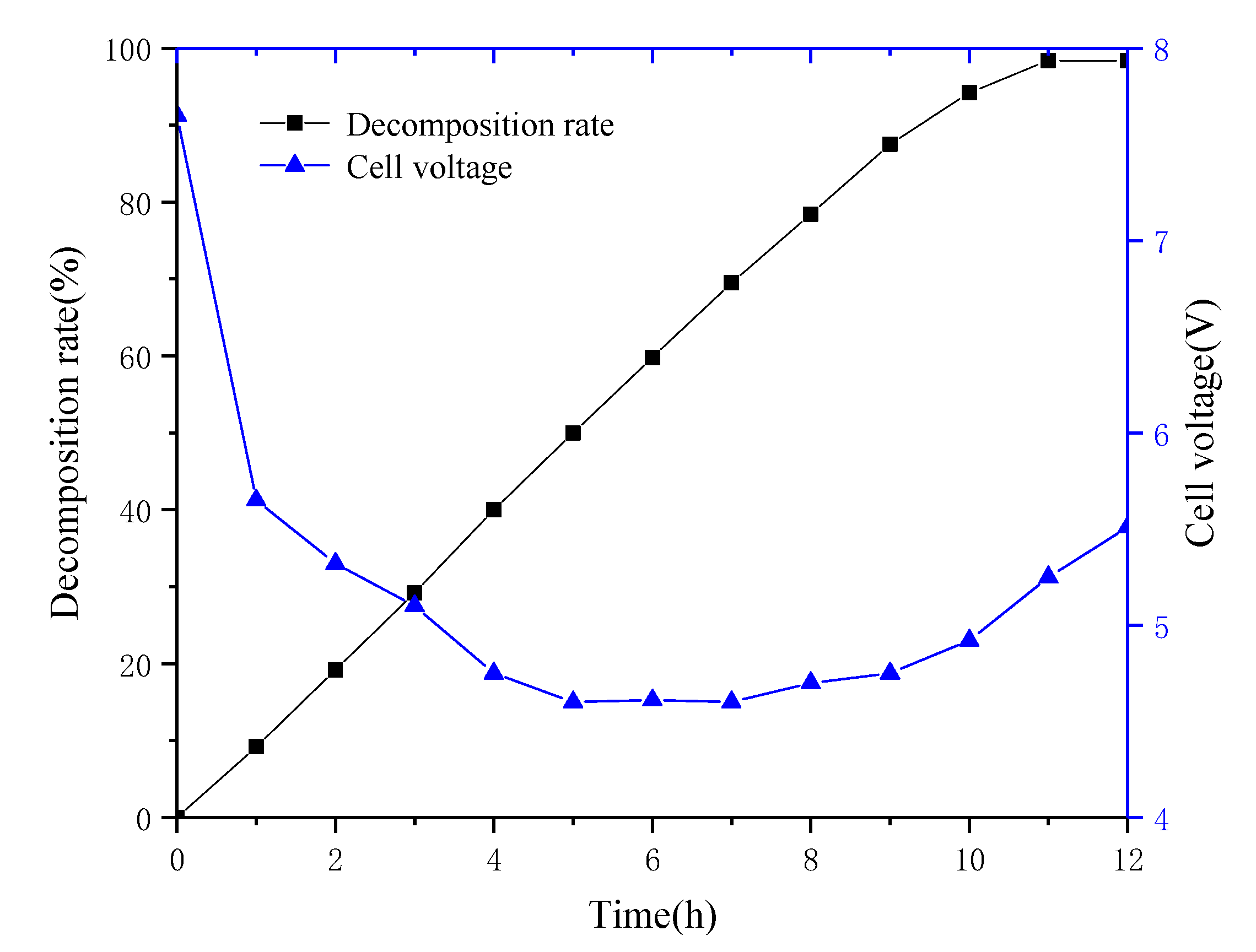
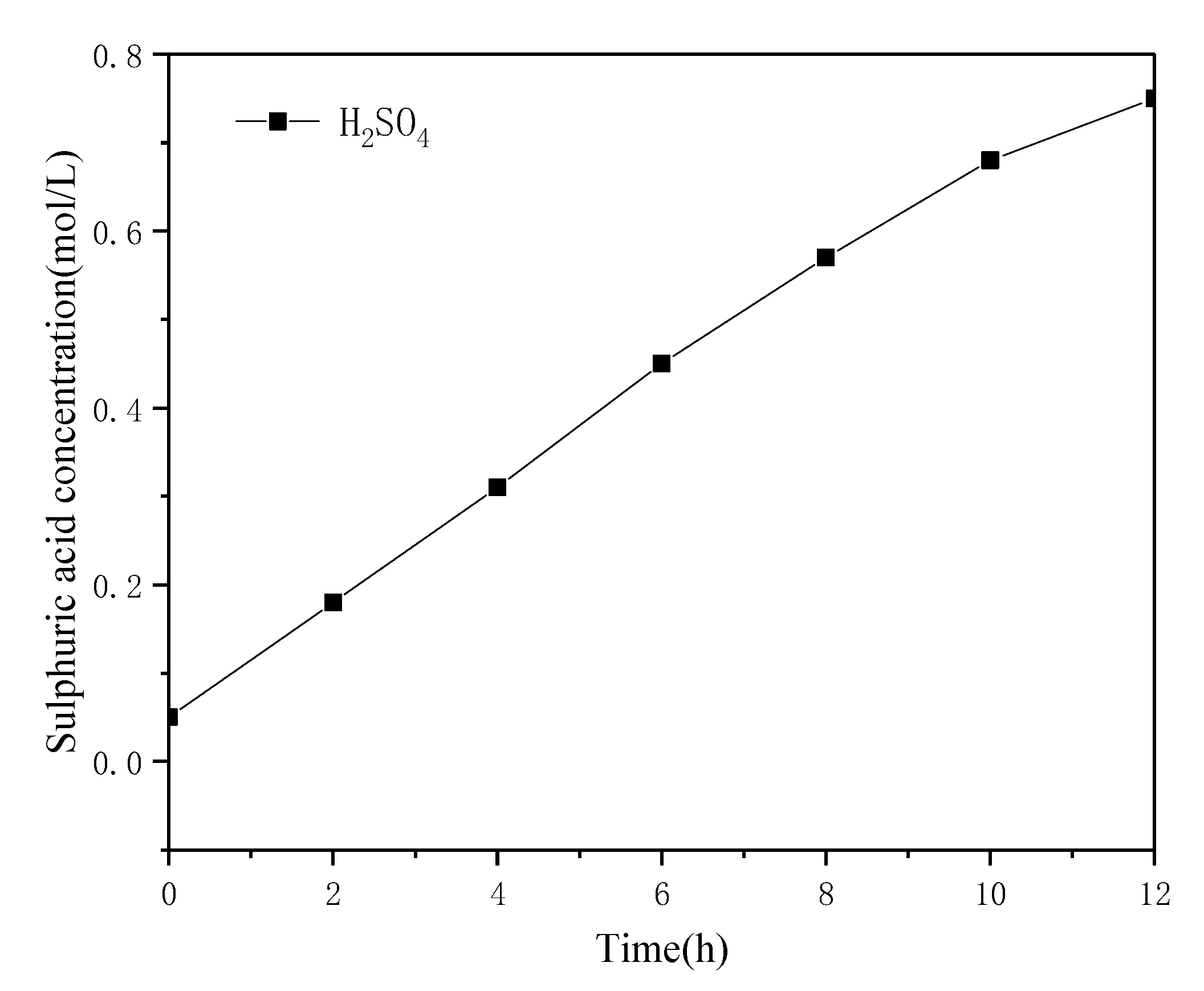
3.5. Effect of Time on Electrolysis
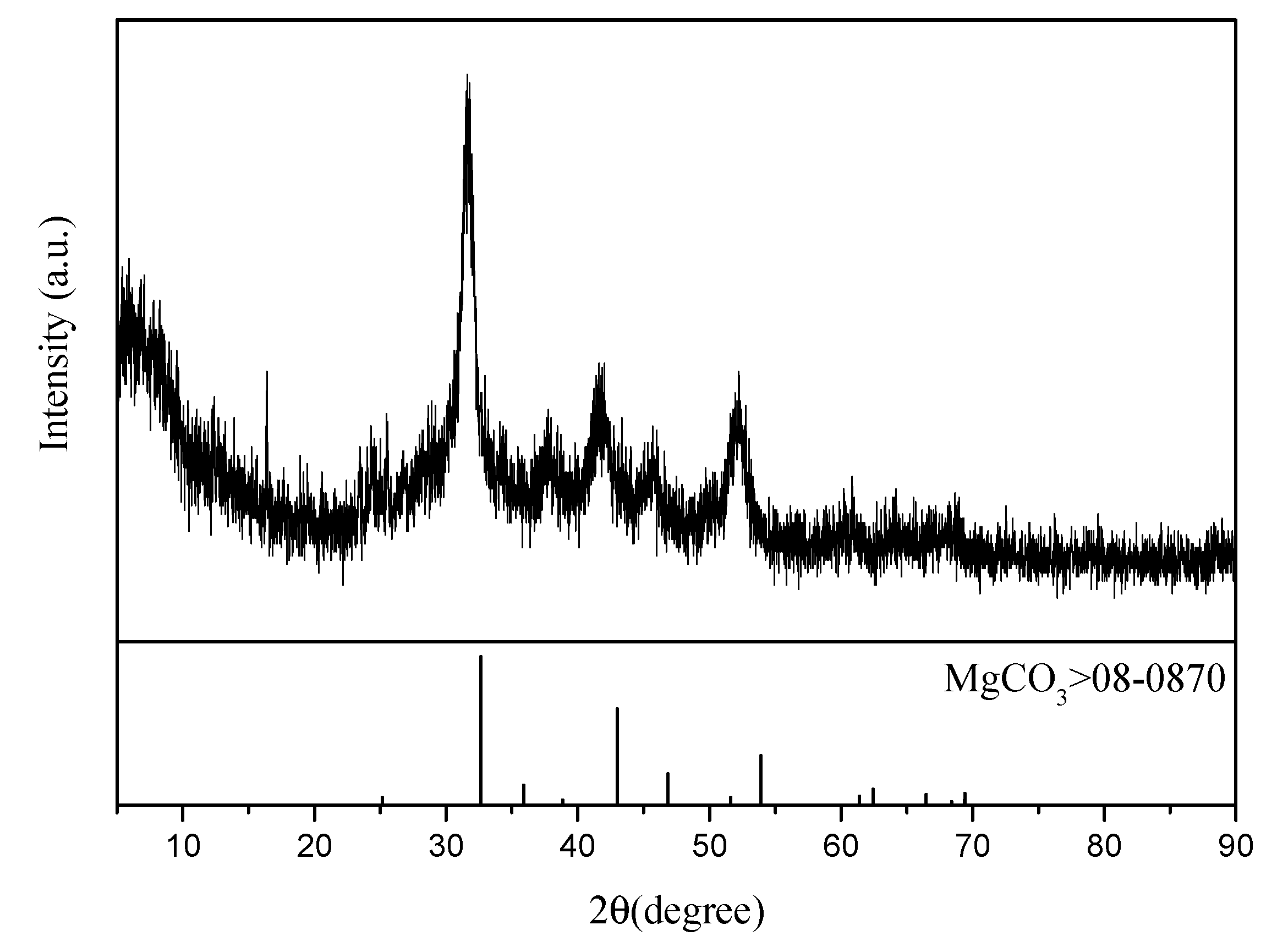
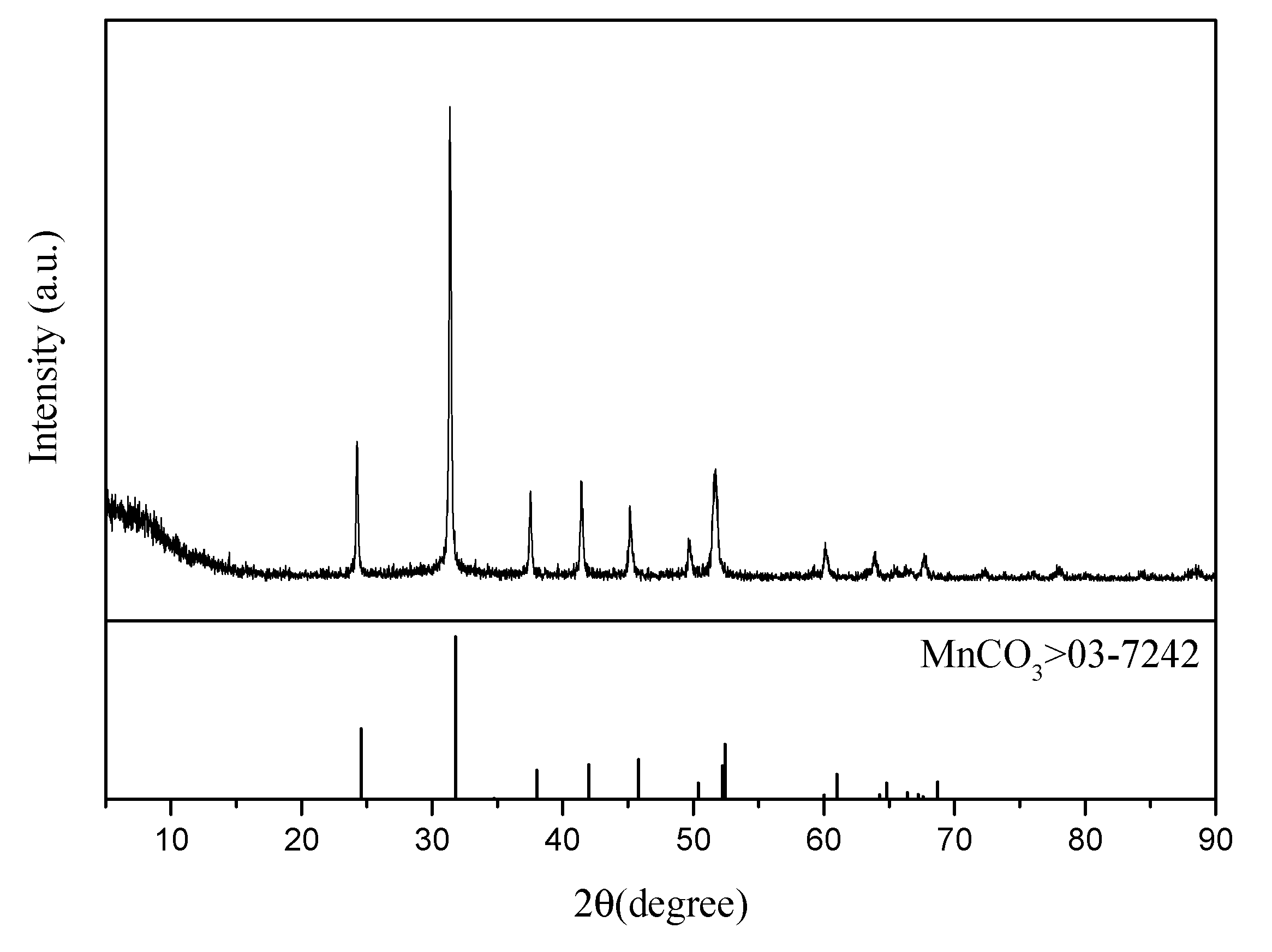
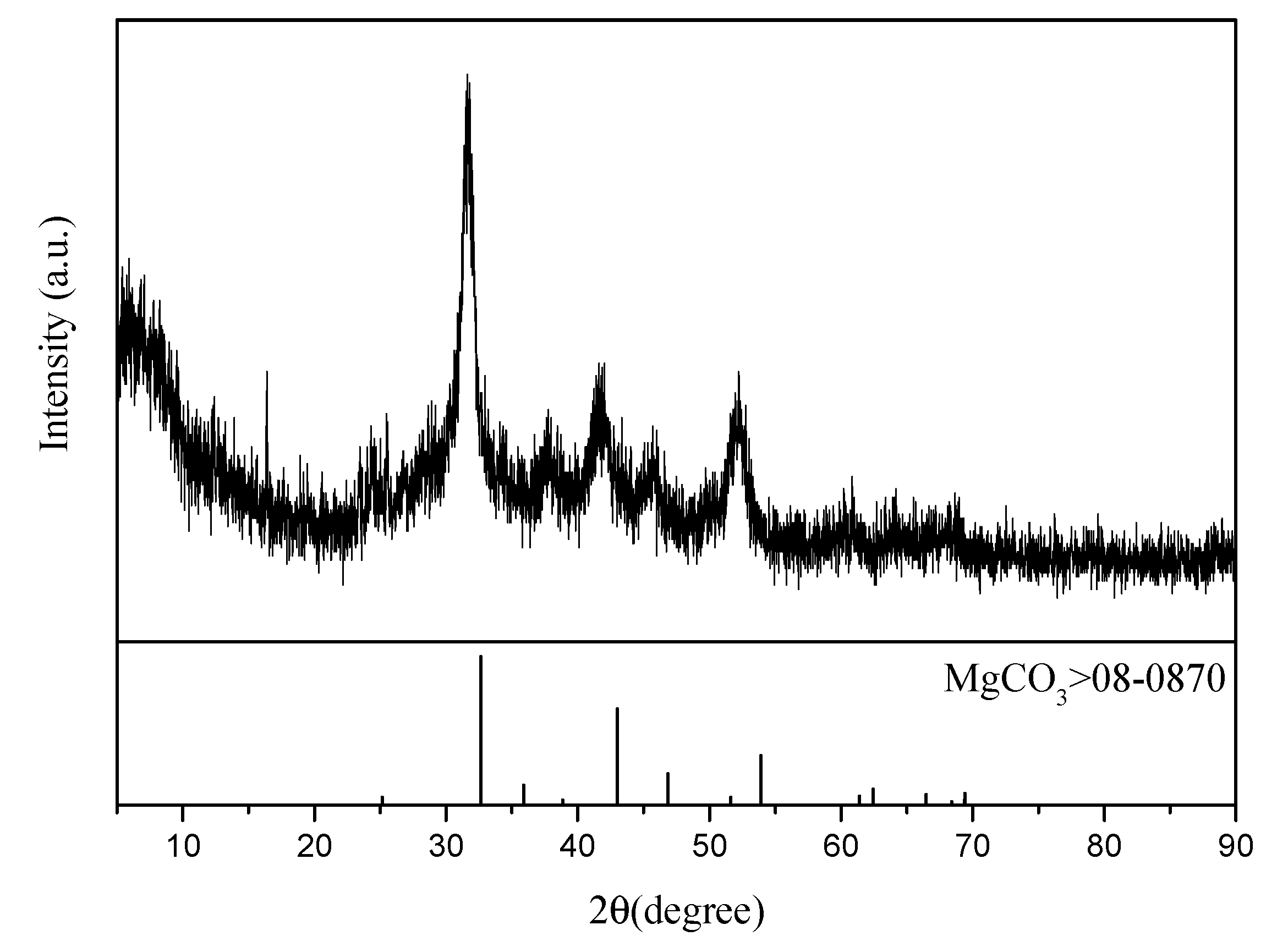
3.6. Analysis and Discussion of Substances Produced by the Removal of Impurities
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xu, F.; Jiang, L.; Dan, Z. Water balance analysis and wastewater recycling investigation in electrolytic manganese industry of China—A case study. Hydrometallurgy 2014, 149, 12–22. [Google Scholar] [CrossRef]
- Peng, X.; Yu, H.; Wang, P. Production assessment in the electrolytic manganese metal industry in China. Rev. de Métallurgie-Int. J. Metall. 2011, 108, 437–442. [Google Scholar] [CrossRef]
- Zhou, L.X. Review and Prospect of China’s EMM industry for more than 50 years. China’s Manganese Ind. 2010, 28, 1–6. [Google Scholar]
- Lu, J.; Dreisinger, D.; Glück, T. Manganese electrodeposition—A literature review. Hydrometallurgy 2014, 141, 105–116. [Google Scholar] [CrossRef]
- Jia, T.J.; Zhang, Z.H.; Duan, F.; Song, Z.P.; Liu, N.; Tian, Z.; Zhang, B.; Zhou, J. A treatment Method of Double Salt Crystal in the Process of Electrolytic Manganese. CN108396158A, 14 August 2018. [Google Scholar]
- Duan, N.; Dan, Z.G.; Wang, F.; Pan, C.X.; Zhou, C.B.; Jiang, L.H. Electrolytic manganese metal industry experience based China’s new model for cleaner production promotion. Clean. Prod. 2011, 19, 2082–2087. [Google Scholar] [CrossRef]
- Wang, Q.A.; Wang, Y.; Liu, B. Analysis and control of ammonia nitrogen pollution in China’s Electrolytic Manganese Industry. Environ. Eng. 2012, 30, 121–123. [Google Scholar]
- Tao, C.Y.; Sun, S.; Liu, R.L. Method for Recovering Manganese and Magnesium from Complex Salt Crystals Produced by Electrolytic Manganese Process. CN102154556A, 17 August 2011. [Google Scholar]
- He, S.C.; Liu, Z.H.; Liu, Z.Y.; Xia, L.G.; Ma, H.; Zhu, Y. Comprehensive Utilization Method of Electrolytic Manganese Anode Slag and Electrolytic Manganese Crystal Double Salt. CN108842052A, 6 July 2018. [Google Scholar]
- Quan, X.J.; Ye, C.Y.; Xiong, Y.Q.; Xiang, J.X. Simultaneous removal of ammonia, P and COD from anaerobically digested piggery wastewater using an integrated process of chemical precipitation and air stripping. Hazard. Mater. 2010, 178, 326–332. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, F.; Chen, L. Removal of ammonia nitrogen from wastewater using an aerobic cathode microbial fuel cell. Bioresour. Technol. 2013, 146, 161–168. [Google Scholar] [CrossRef]
- Gendel, Y.; Lahav, O. A novel approach for ammonia removal from fresh-water recirculated aquaculture systems, comprising ion exchange and electrochemical regeneration. Aquac. Eng. 2013, 52, 27–38. [Google Scholar] [CrossRef]
- Foliguet, J.M.; Doncoeur, F. Inactivation of virus during pre-chlorination treatment of water at break-point. Water Res. 1974, 8, 651–657. [Google Scholar] [CrossRef]
- Zhou, Z.; Hu, L.; Ren, W.C. Effect of humic substances on phosphorus removal by struvite precipitation. Chemosphere 2015, 141, 94–99. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Zhang, W.X.; Pan, B.C. Struvite-based phosphorus recovery from the concentrated bioeffluent by using HFO nanocomposite adsorption: Effect of solution chemistry. Chemosphere 2015, 141, 227–234. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, S.F. Electrodeposition of cobalt in double-membrane three-compartment electrolytic reactor. Trans. Nonferr. Metal. Soc. 2016, 26, 1706–1713. [Google Scholar] [CrossRef]
- Sata, T. Studies on anion exchange membranes having permselectivity for specificanions in electrodialysis—Effect of hydrophilicity of anion exchange membranes on permselectivity of anions. J. Membr. Sci. 2000, 167, 1–31. [Google Scholar] [CrossRef]
- Tanaka, Y. Mass transport and energy consumption in ion-exchange membrane electrodialysis of seawater. J. Membr. Sci. 2003, 215, 265–279. [Google Scholar] [CrossRef]
- Grgur, B.N.; Mijin, D.Z. A kinetics study of the methomyl electrochemical degradation in the chloride containing solutions. Appl. Catal. B 2014, 147, 429–438. [Google Scholar] [CrossRef]
- Klein, J.M.; Deseure, J.; Bultel, Y. Simulations of heat and mass transfers in tubular solid oxide electrolysis cell. ECS Trans. 2009, 25, 1305–1314. [Google Scholar]
- Park, J.S.; Choi, J.H.; Woo, J.J. An electrical impedance spectroscopic(EIS)study on transport characteristics of ion-exchange membrane systems. J. Colloid Interface Sci. 2006, 300, 655–662. [Google Scholar] [CrossRef]
- Zhang, W.J.; Ma, J.; Wang, Z.W.; Liu, H.L. Comparisions on test methods of diffusion boundary layer thickness. Membr. Sci. Technol. 2017, 27, 12–18. [Google Scholar]
- Cheng, Y.W.; Ding, F.Q.; Fei, Y. Slurry electrolysis of ocean polymetallic nodule. Trans. Nonferrous Met. Soc. China 2010, 20, 60–64. [Google Scholar]
- Zhang, W.J.; Ma, J.; Wang, Z.W.; Liu, H.L. Investigations on electrochemical properties in mass transport of ion exchange membrane. Membr. Sci. Technol. 2017, 37, 44–50. [Google Scholar]
- Yuan, S.; Kai, X.J.; Ting, A.Z.; Guo, Z.L. Cleaner alumina production from coal fly ash: Membrane electrolysis designed for sulfuric acid leachate. J. Clean. Prod. 2019. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sampling Location | Zn (%) | Fe (%) | Mg (%) | Ca (%) | Mn (g/L) | (NH4)2SO4 (g/L) |
|---|---|---|---|---|---|---|
| Transfer tank High pool Neutral liquid pool | 0.019 0.017 0.019 | 0.084 0.064 0.091 | 6.65 6.74 6.76 | 0.061 0.047 0.071 | 5.54 6.12 2.60 | 36.12 36.97 38.92 |
| Neutral flow cell | 0.021 | 0.074 | 6.53 | 0.056 | 3.08 | 36.18 |
| Membrane Type | Function Group | Exchange Capacity/ (mmol·g−1) | Resistance/ (Ω·cm2) | Permselectivity/% | Strength/kPa | Thickness/μm |
|---|---|---|---|---|---|---|
| AMV | RN (CH3)3Cl | 2.0 | 2.5 | >96 | 200 | 120 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Wang, S.; Zheng, Y.; Du, H. Pretreatment-Membrane Electrolysis Process for Treatment of Ammonium Sulfate Double Salt Crystals Formed During Electrolytic Manganese Production. Crystals 2019, 9, 667. https://doi.org/10.3390/cryst9120667
Zhang S, Wang S, Zheng Y, Du H. Pretreatment-Membrane Electrolysis Process for Treatment of Ammonium Sulfate Double Salt Crystals Formed During Electrolytic Manganese Production. Crystals. 2019; 9(12):667. https://doi.org/10.3390/cryst9120667
Chicago/Turabian StyleZhang, Shaobo, Sanfan Wang, Yangyang Zheng, and Han Du. 2019. "Pretreatment-Membrane Electrolysis Process for Treatment of Ammonium Sulfate Double Salt Crystals Formed During Electrolytic Manganese Production" Crystals 9, no. 12: 667. https://doi.org/10.3390/cryst9120667
APA StyleZhang, S., Wang, S., Zheng, Y., & Du, H. (2019). Pretreatment-Membrane Electrolysis Process for Treatment of Ammonium Sulfate Double Salt Crystals Formed During Electrolytic Manganese Production. Crystals, 9(12), 667. https://doi.org/10.3390/cryst9120667