
Degradation of Polypropylene Membranes Applied in Membrane Distillation Crystallizer

Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
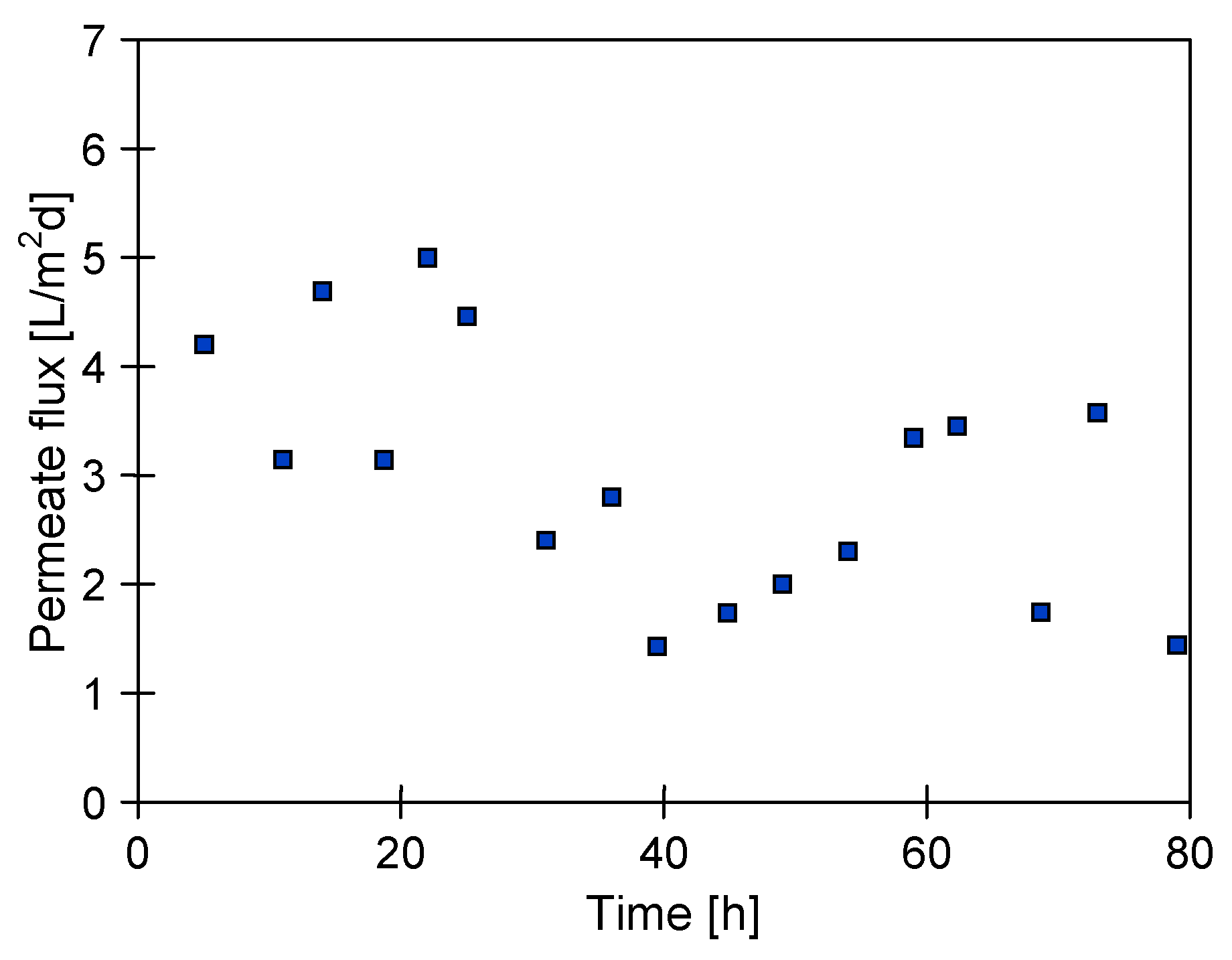
3.1. Batch Crystallizer
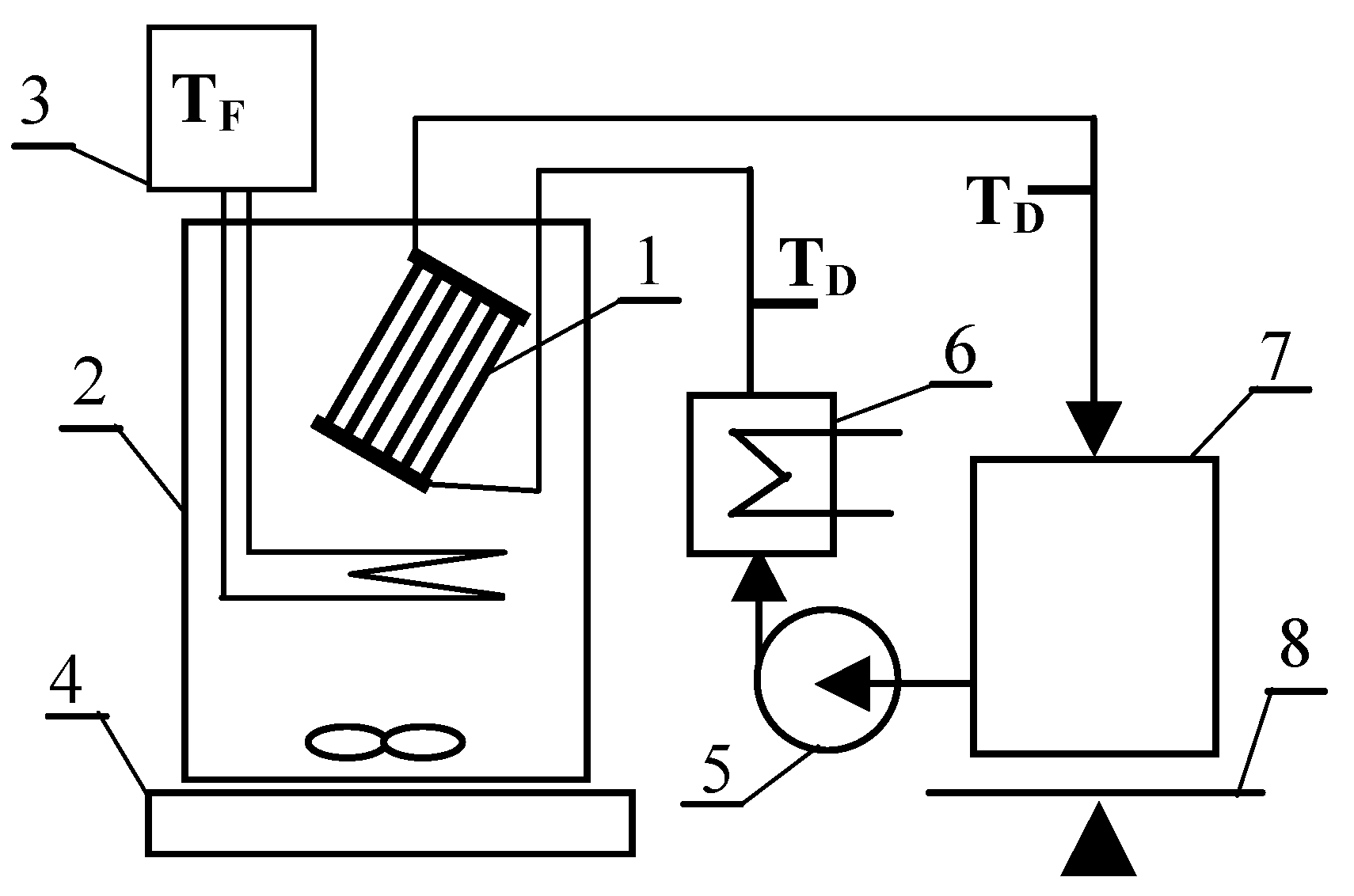
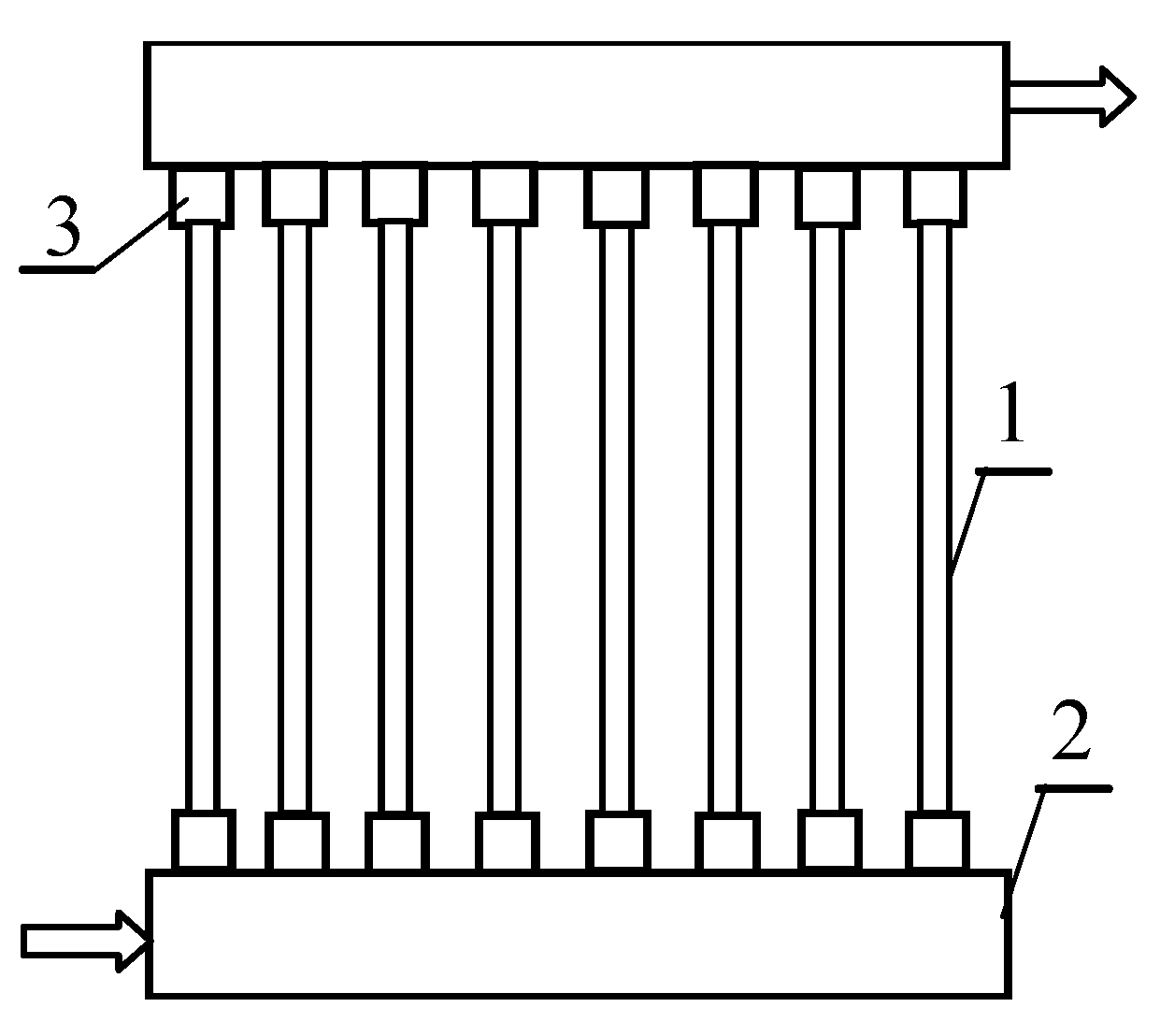
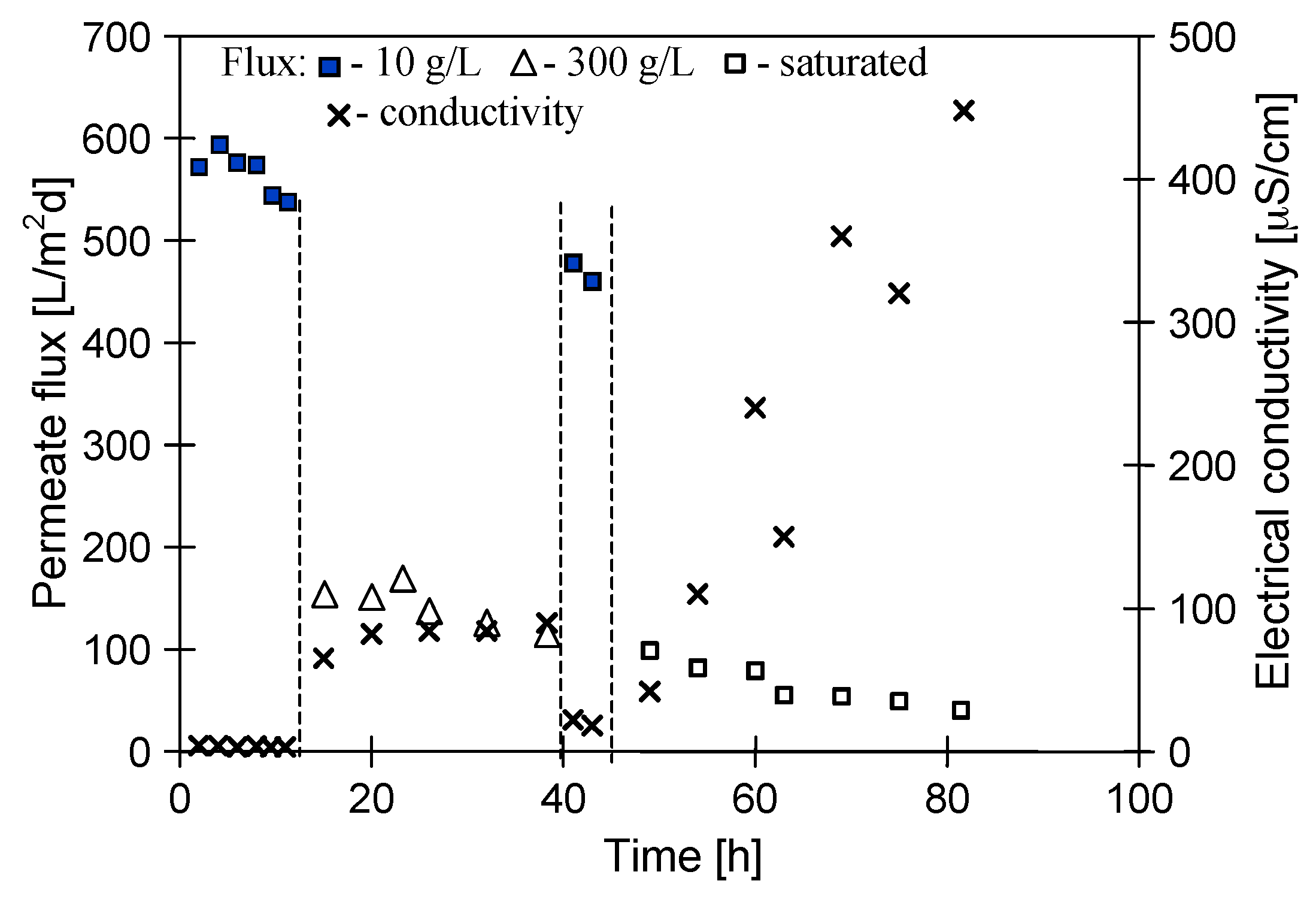
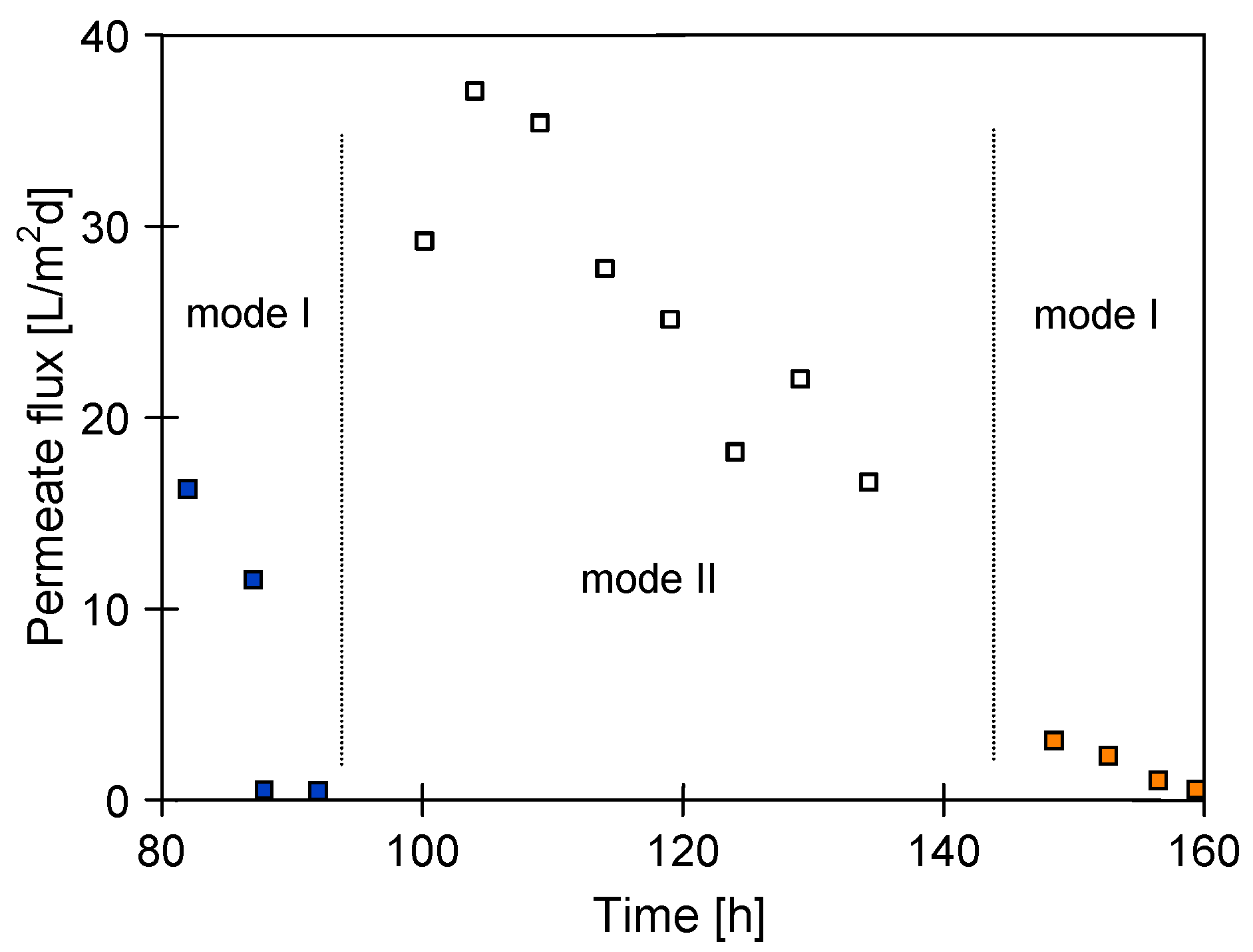
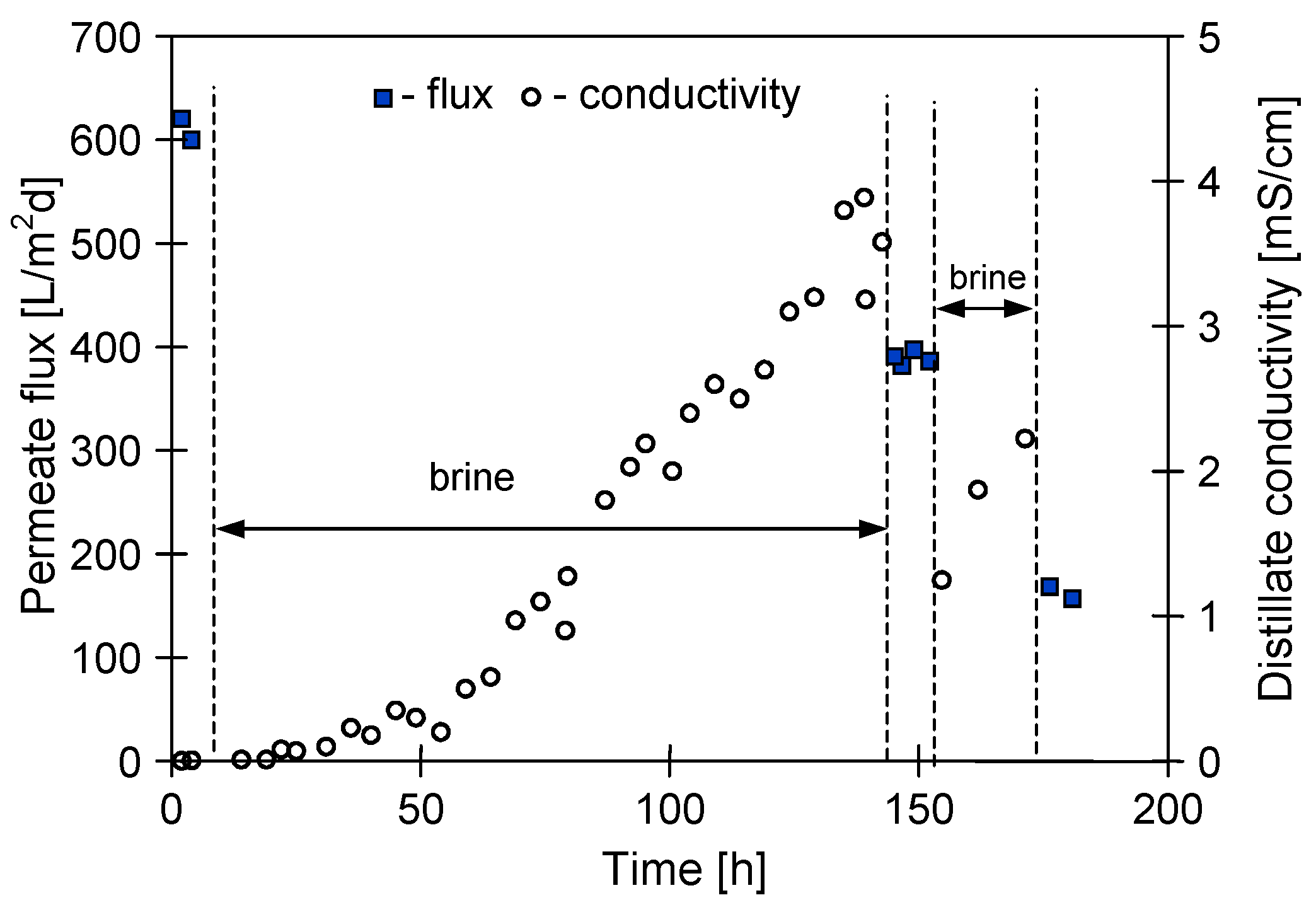
3.2. Fluidized-Bed Crystallizer
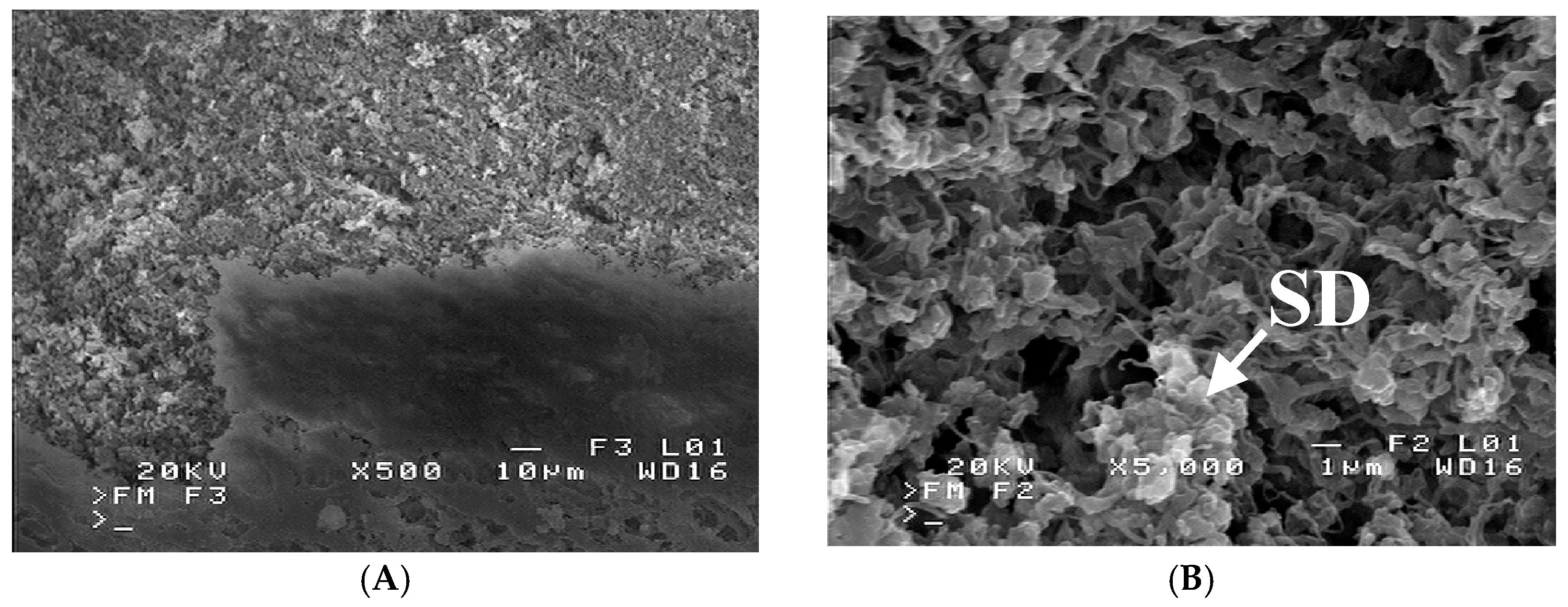
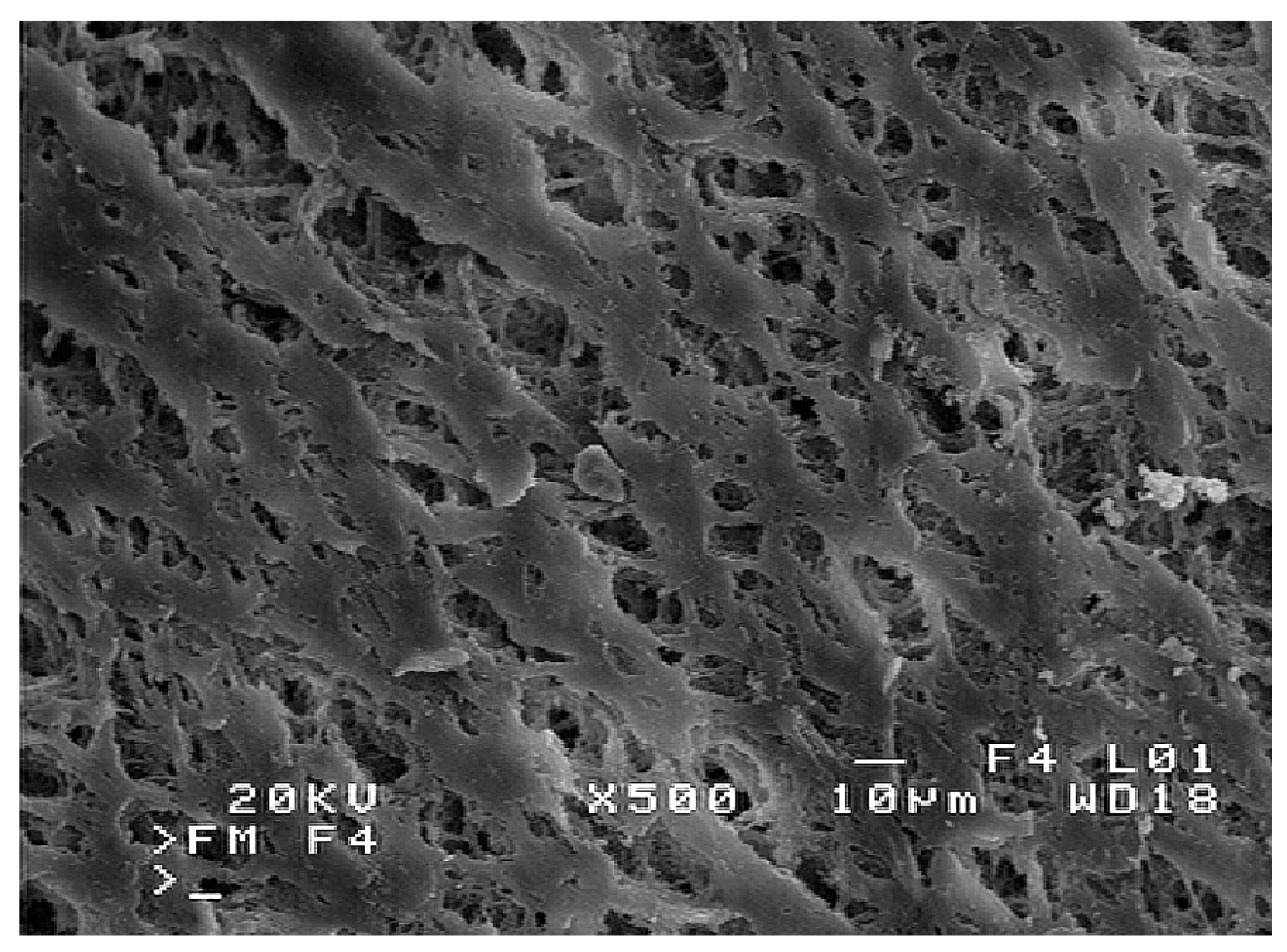
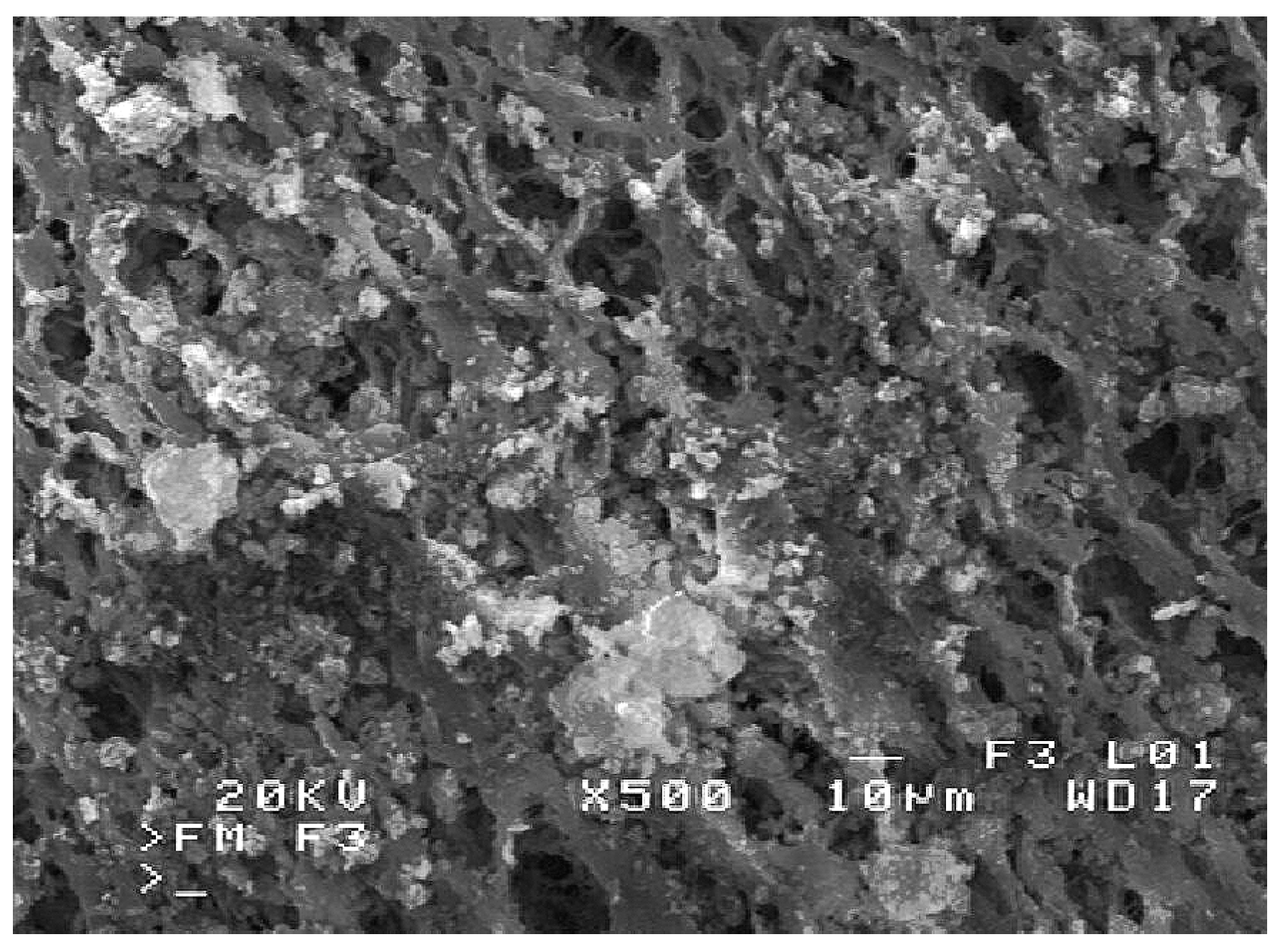
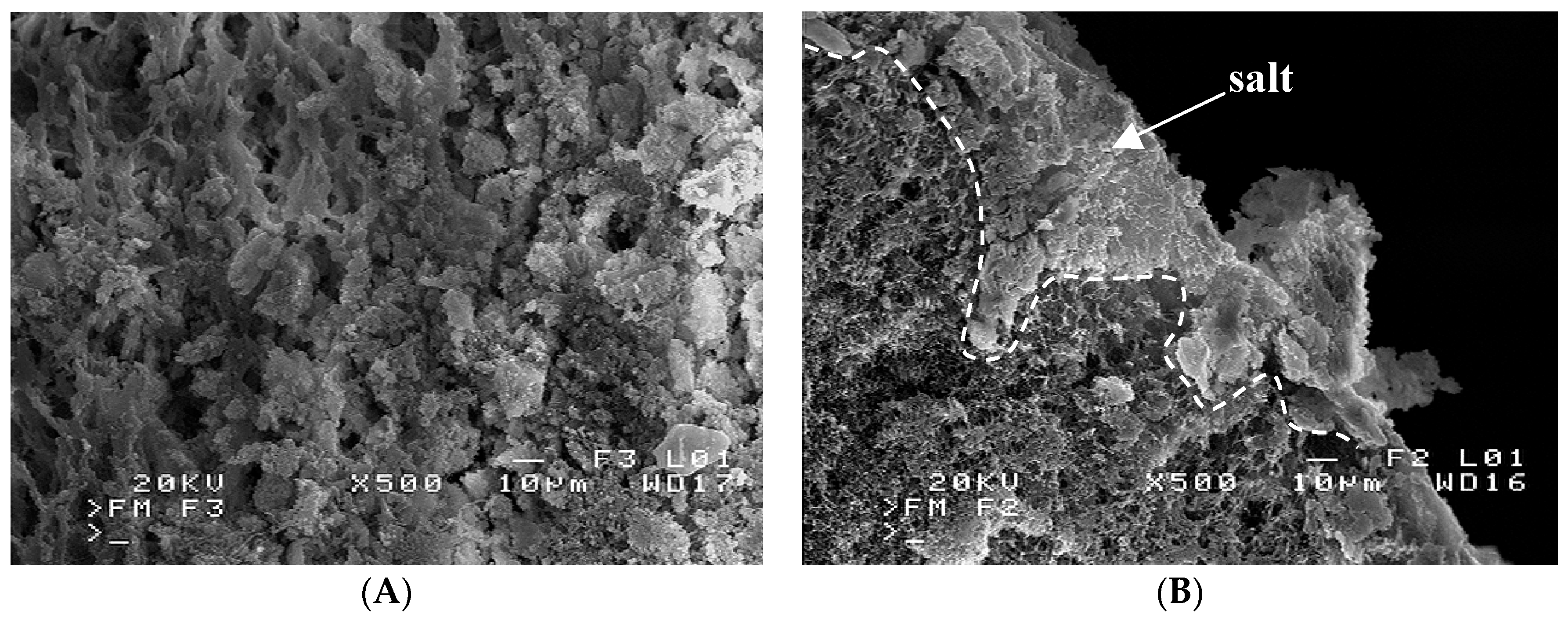
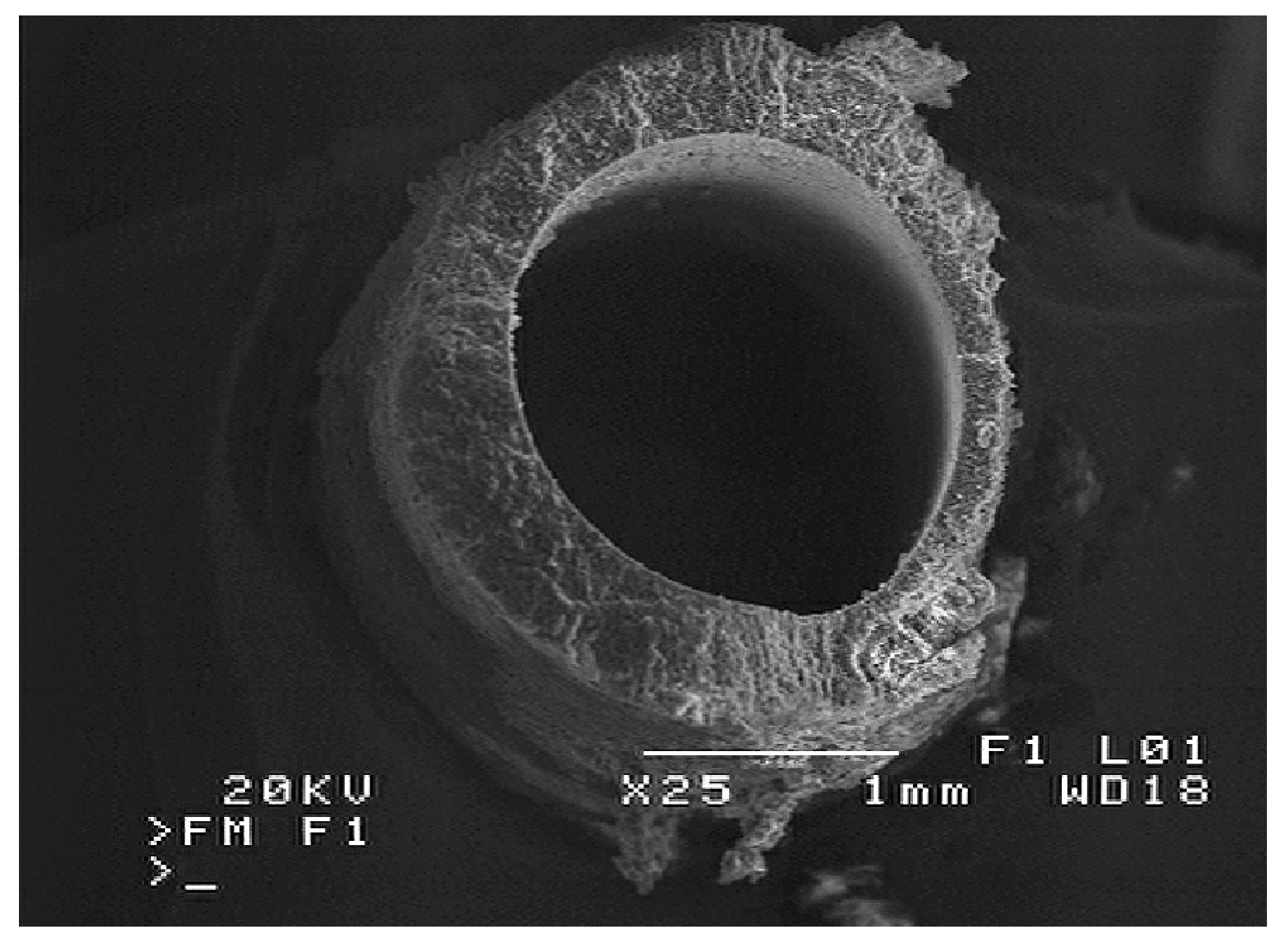
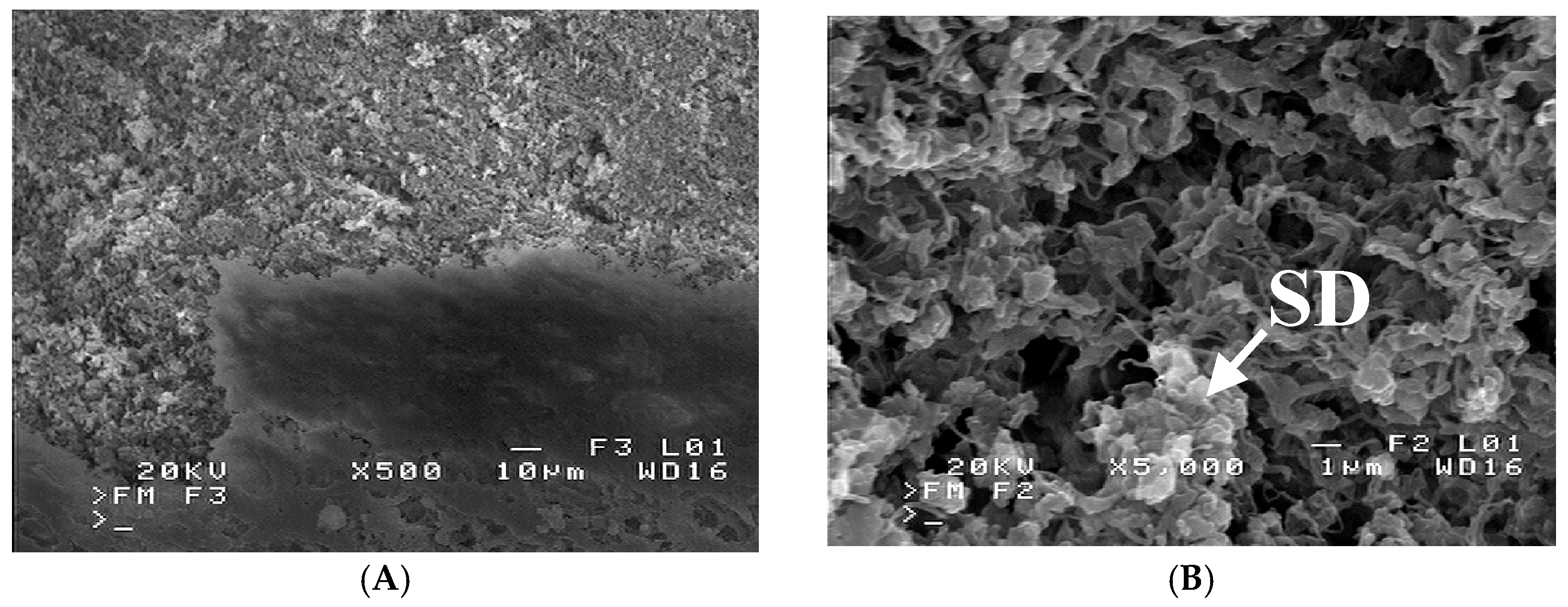
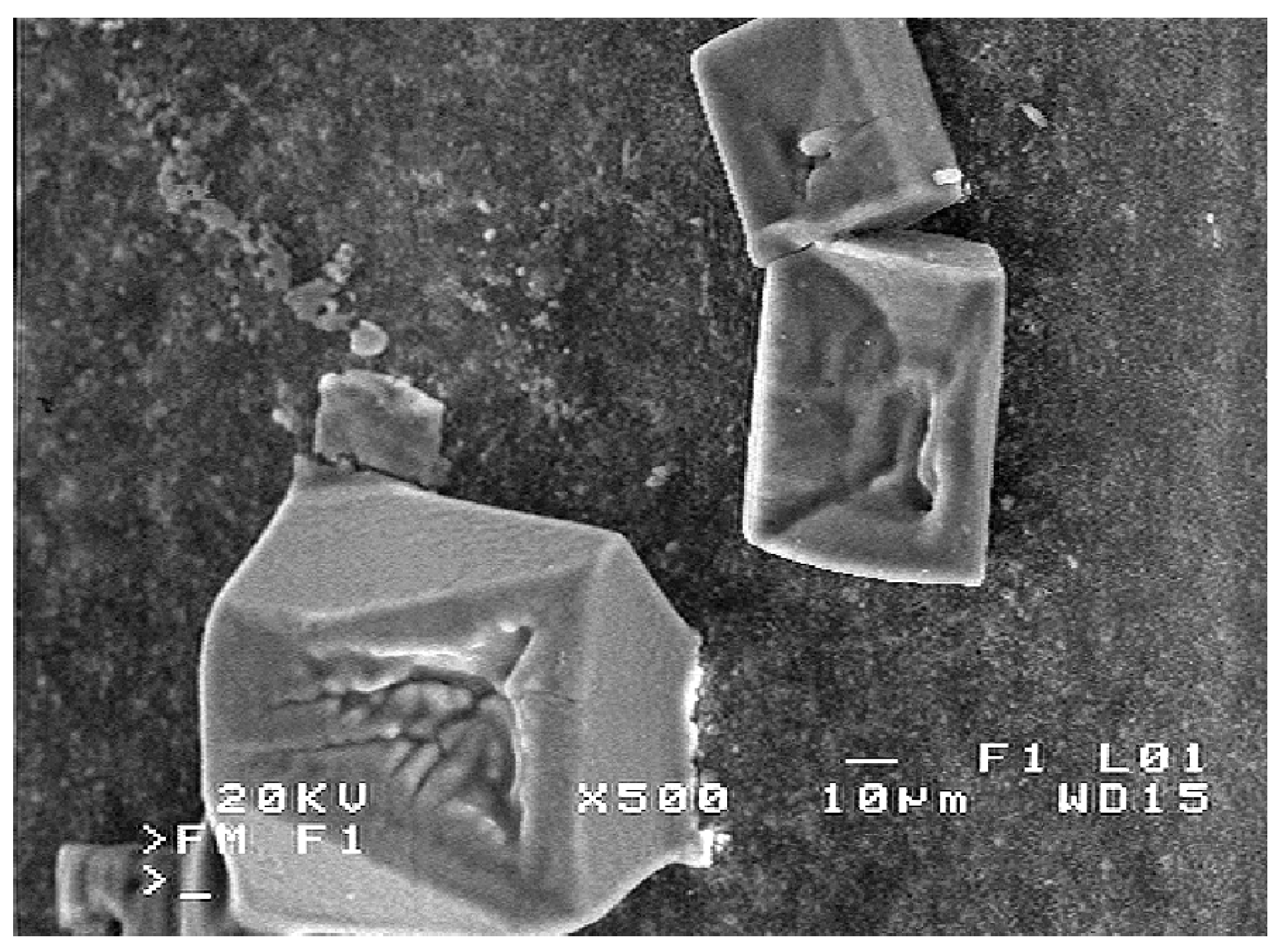
3.3. SEM Observations
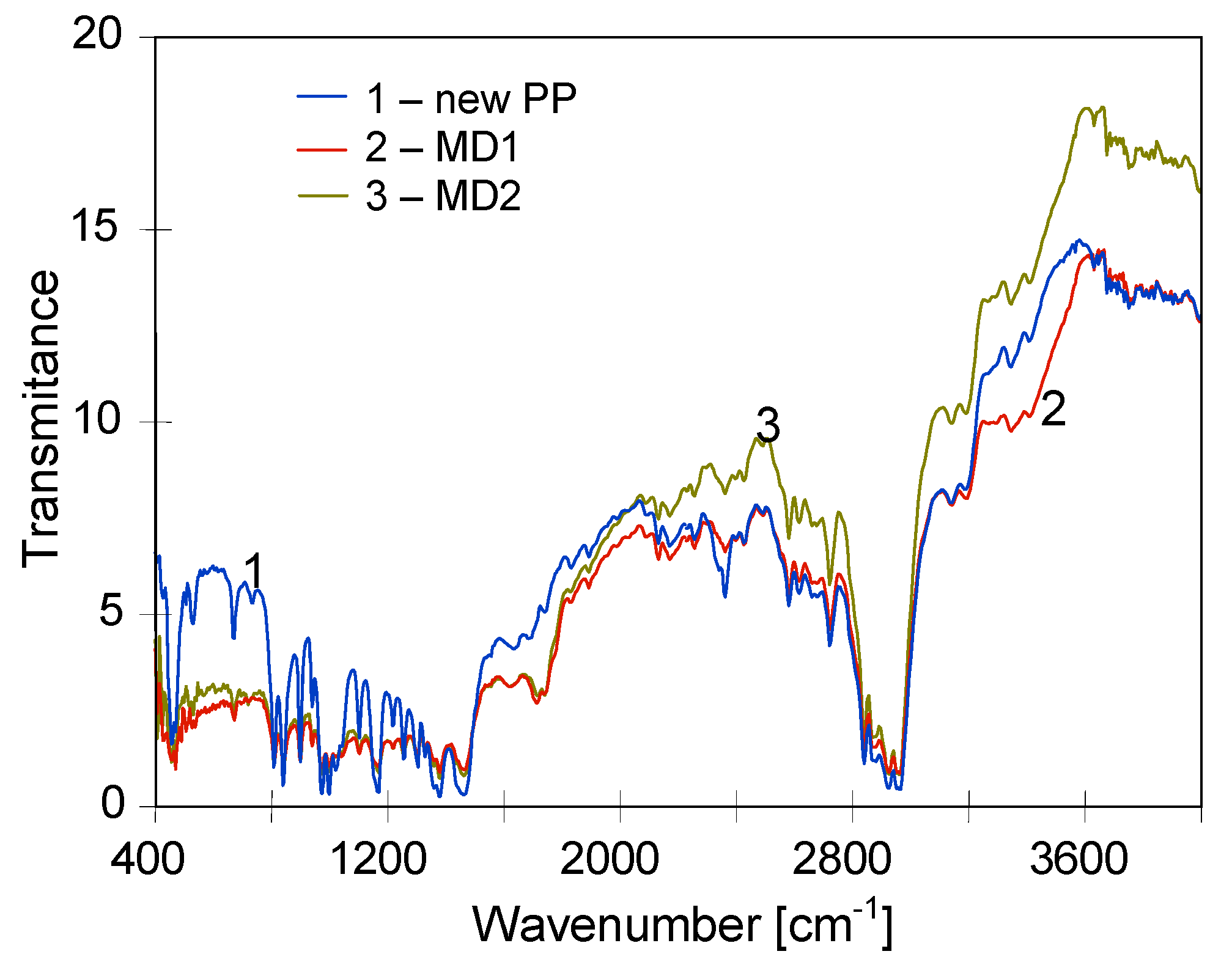
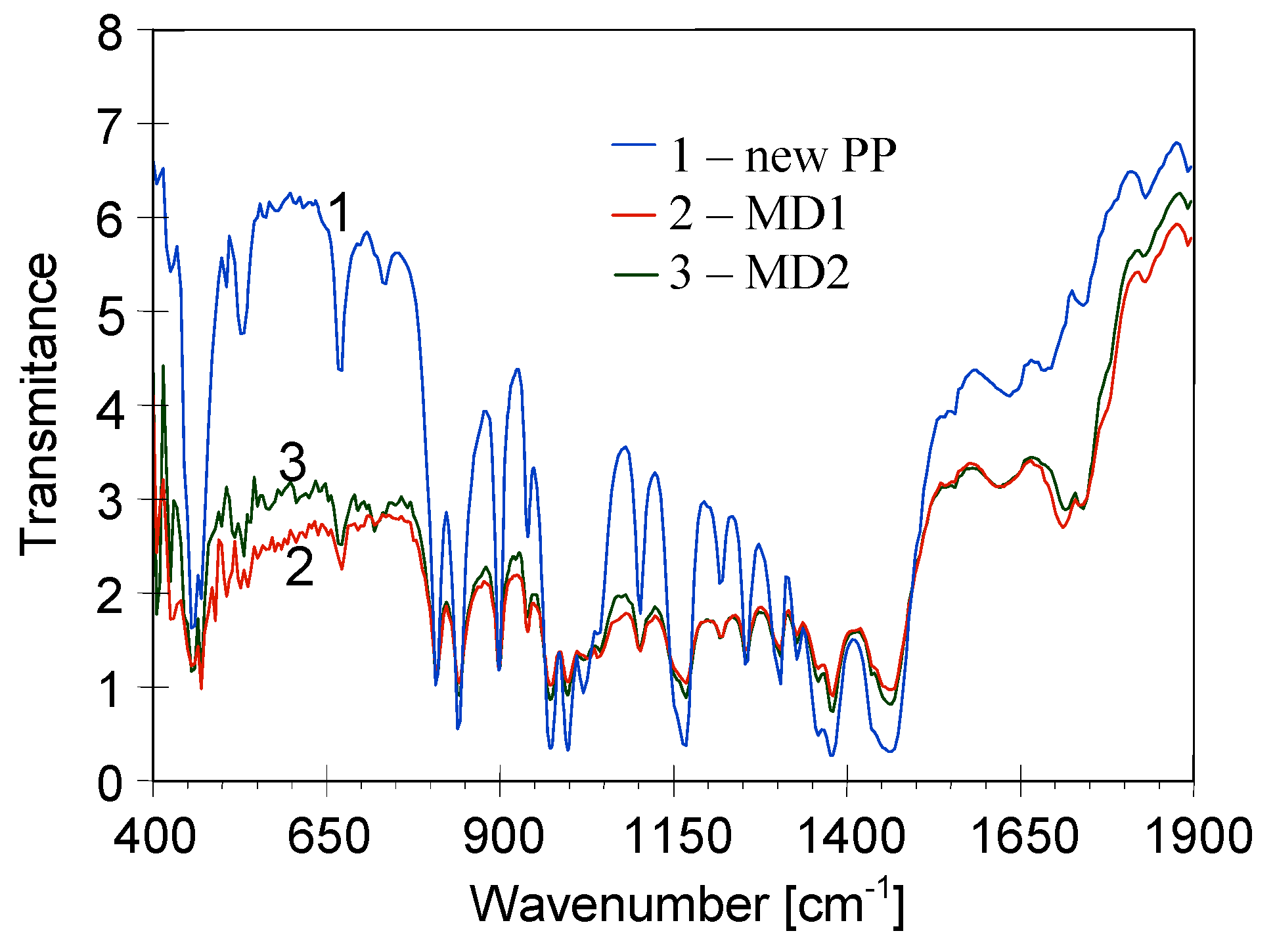
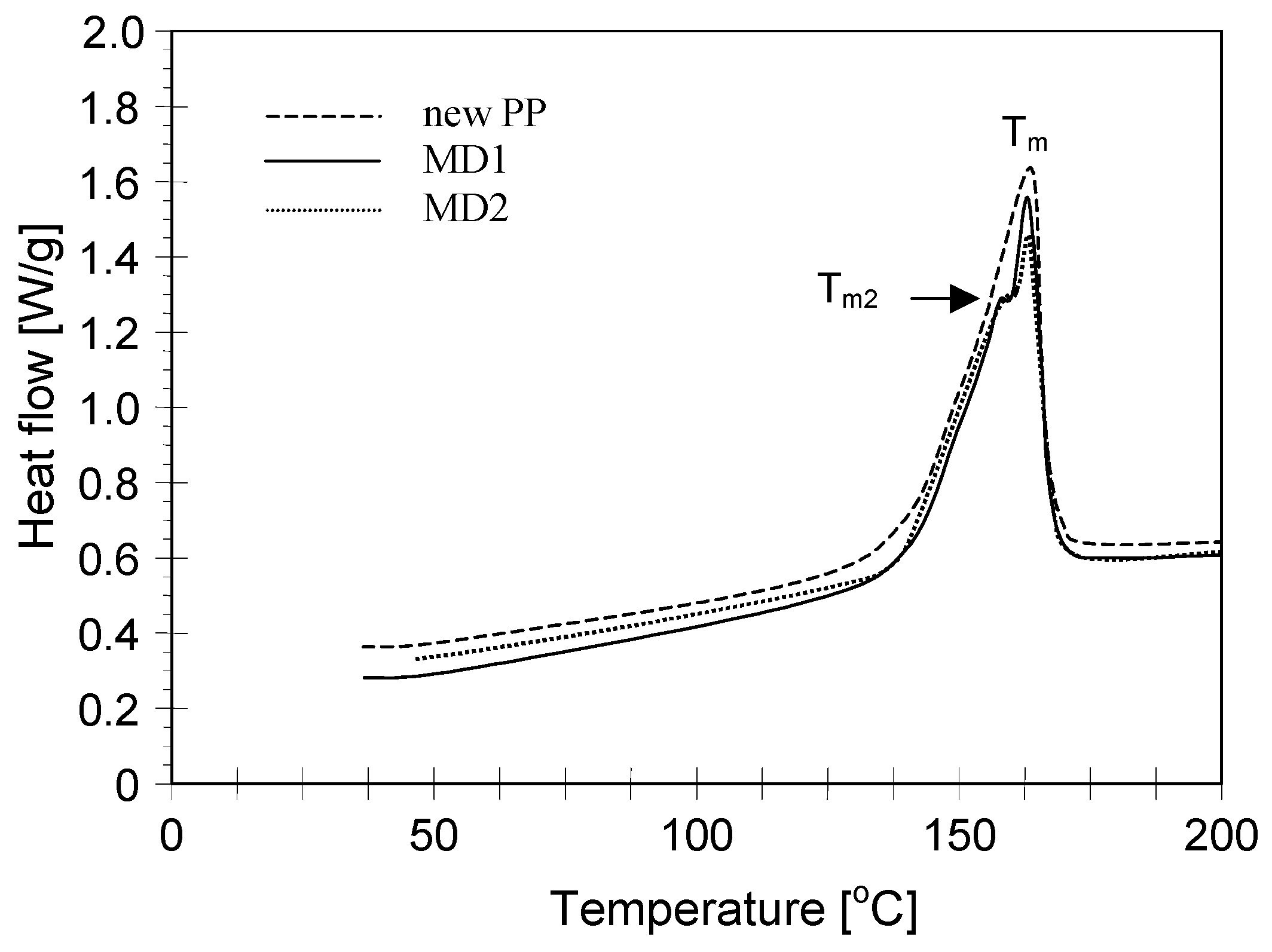
3.4. Membrane Degradation
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Adham, S.; Hussain, A.; Matar, J.M.; Dores, R.; Janson, A. Application of membrane distillation for desalting brines from thermal desalination plants. Desalination 2013, 314, 101–108. [Google Scholar] [CrossRef]
- Gryta, M. Calcium sulphate scaling in membrane distillation process. Chem. Pap. 2009, 63, 146–151. [Google Scholar] [CrossRef]
- Ji, Z.; Wang, J.; Yin, Z.; Hou, D.; Luan, Z. Effect of microwave irradiation on typical inorganic salts crystallization in membrane distillation process. J. Membr. Sci. 2014, 455, 24–30. [Google Scholar] [CrossRef]
- Edwie, F.; Chung, T.S. Development of hollow fiber membranes for water and salt recovery from highly concentrated brine via direct contact membrane distillation and crystallization. J. Membr. Sci. 2012, 421–422, 111–123. [Google Scholar] [CrossRef]
- Edwie, F.; Chung, T.S. Development of simultaneous membrane distillation-crystallization (SMDC) technology for treatment of saturated brine. Chem. Eng. Sci. 2013, 98, 160–172. [Google Scholar] [CrossRef]
- Tun, C.M.; Fane, A.G.; Matheickal, J.T.; Sheikholeslami, R. Membrane distillation crystallization of concentrated salts-flux and crystal formation. J. Membr. Sci. 2005, 257, 144–155. [Google Scholar] [CrossRef]
- Gryta, M. Concentration of NaCl solution by membrane distillation integrated with crystallization. Sep. Sci. Technol. 2002, 37, 3535–3558. [Google Scholar] [CrossRef]
- Curcio, E.; Criscuoli, A.; Drioli, E. Membrane crystallizers. Ind. Eng. Chem. Res. 2001, 40, 2679–2684. [Google Scholar] [CrossRef]
- Tomaszewska, M.; Gryta, M.; Morawski, A.W. Recovery of hydrochloric acid from metal pickling solutions by membrane distillation. Sep. Purif. Technol. 2001, 22–23, 591–600. [Google Scholar] [CrossRef]
- Ji, X.; Curcio, E.; Al Obaidani, S.; Di Profio, G.; Fontananova, E.; Drioli, E. Membrane distillation-crystallization of seawater reverse osmosis brines. Sep. Purif. Technol. 2010, 71, 76–82. [Google Scholar] [CrossRef]
- Chen, G.; Lu, Y.; Krantz, W.B.; Wang, R.; Fane, A.G. Optimization of operating conditions for a continuous membrane distillation crystallization process with zero salty water discharge. J. Membr. Sci. 2014, 450, 1–11. [Google Scholar] [CrossRef]
- Martinetti, C.R.; Childress, A.E.; Cath, T.Y. High recovery of concentrated RO brines using forward osmosis and membrane distillation. J. Membr. Sci. 2009, 331, 31–39. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Gryta, M. Scaling diminution by heterogeneous crystallization in a filtration element integrated with membrane distillation module. Pol. J. Chem. Tech. 2009, 11, 60–65. [Google Scholar] [CrossRef]
- Gryta, M. Direct contact membrane distillation with crystallization applied to NaCl solutions. Chem. Pap. 2002, 56, 14–19. [Google Scholar]
- Ruthven, D.M. Encyclopedia of Separation Technology; Wiley: New York, NY, USA, 1997; Volume 1. [Google Scholar]
- Omar, W.; Chen, J.; Ulrich, J. Reduction of seawater scale forming potential using the fluidized bed crystallization technology. Desalination 2010, 250, 95–100. [Google Scholar] [CrossRef]
- Rahardianto, A.; Gao, J.; Gabelich, C.J.; Williams, M.D.; Cohen, Y. High recovery membrane desalting of low-salinity brackish water: Integration of accelerated precipitation softening with membrane RO. J. Membr. Sci. 2007, 289, 123–137. [Google Scholar] [CrossRef]
- Gryta, M.; Grzechulska-Damszel, J.; Markowska, A.; Karakulski, K. The influence of polypropylene degradation on the membrane wettability during membrane distillation. J. Membr. Sci. 2009, 326, 493–502. [Google Scholar] [CrossRef]
- Gryta, M. Long-term performance of membrane distillation process. J. Membr. Sci. 2005, 265, 153–159. [Google Scholar] [CrossRef]
- Gryta, M. Study of NaCl permeability through a non-porous polypropylene film. J. Membr. Sci. 2016, 504, 66–74. [Google Scholar] [CrossRef]
- Gryta, M. Wettability of polypropylene capillary membranes during the membrane distillation process. Chem. Pap. 2012, 66, 92–98. [Google Scholar] [CrossRef]
- Hughes, P.; Fujita, S.; Suye, S.I. A holistic approach into the impact of sodium hypochlorite on polypropylene fibre reinforced concrete. Constr. Build. Mater. 2015, 85, 175–181. [Google Scholar] [CrossRef]
- Meng, S.; Ye, Y.; Mansouri, J.; Chen, V. Crystallization behavior of salts during membrane distillation with hydrophobic and superhydrophobic capillary membranes. J. Membr. Sci. 2015, 473, 165–176. [Google Scholar] [CrossRef]
- Scheirs, J. Compositional and Failure Analysis of Polymers; Wiley: Chichester, UK, 2000. [Google Scholar]
- He, P.; Xiao, Y.; Zhang, P.; Xing, Ch.; Zhu, N.; Zhu, X.; Yan, D. Thermal degradation of syndiotactic polypropylene and the influence of stereoregularity on the thermal degradation behaviour by in situ FTIR spectroscopy. Polym. Degrad. Stab. 2005, 88, 473–479. [Google Scholar] [CrossRef]
- Van Krevelen, D.W. Properties of Polymers; Elsevier: Amsterdam, The Netherlands, 1990. [Google Scholar]
- El Fray, M.; Gryta, M. Environmental fracture of polypropylene membranes used in membrane distillation process. Polimery 2008, 53, 865–870. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
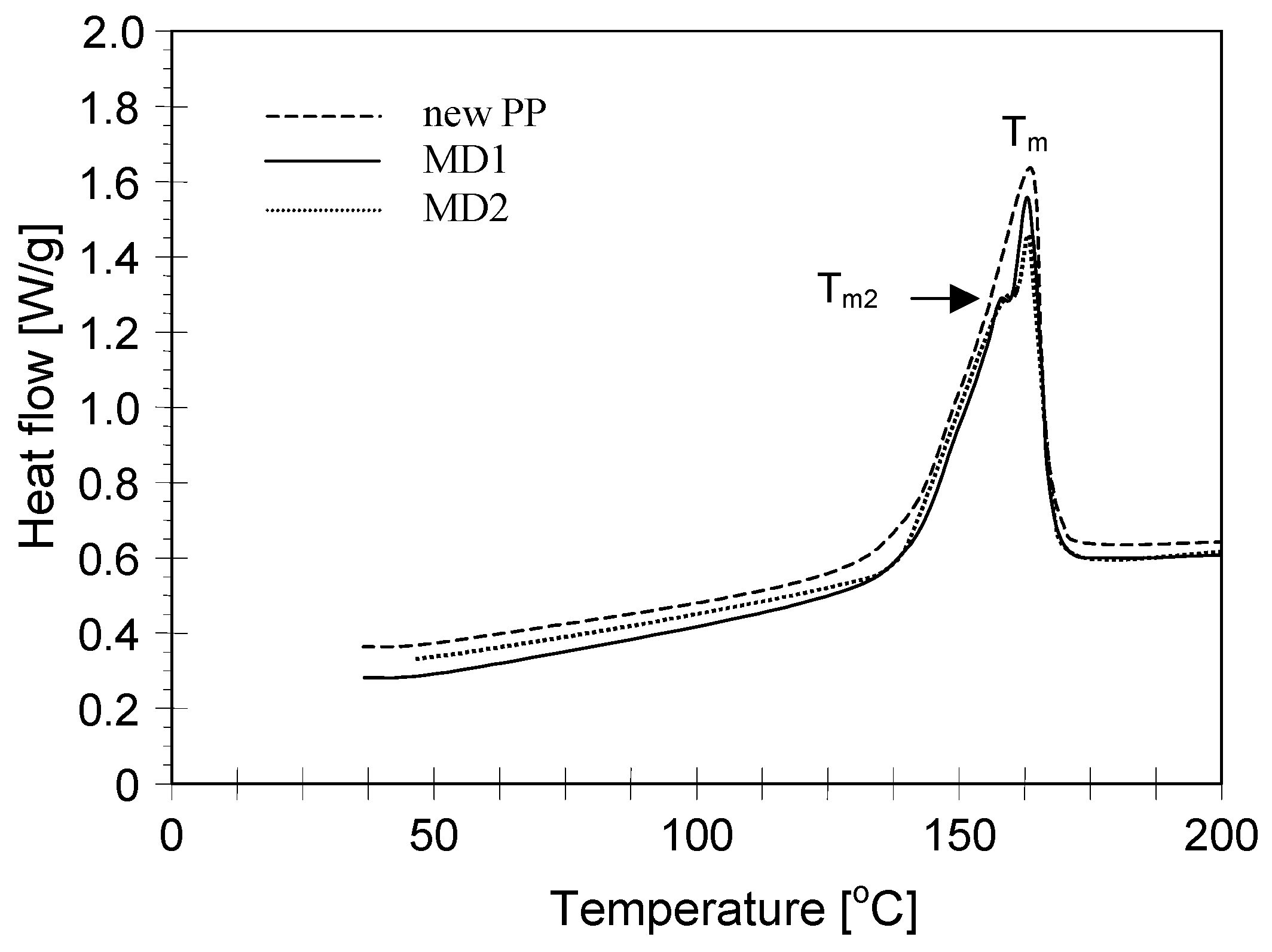
| Sample | I Scan (Heating) | Cooling (Crystallization) | II Scan (Heating) | |||||
|---|---|---|---|---|---|---|---|---|
| Tm (°C) | Tm2 (°C) | ΔHm (J/g) | Tc (°C) | ΔHc (J/g) | TmII (°C) | ΔHmII (J/g) | Crystallinity (%) | |
| New PP | 164.6 | - * | 88.6 | 117.9 | 88.8 | 161.8 | 86.9 | 41.9 |
| MD | 163.9 | 157.9 | 85.9 | 117.8 | 88.1 | 160.5 | 85.1 | 41.1 |
| MD1 | 163.3 | 158.3 | 84.3 | 117.6 | 84.7 | 160.4 | 82.4 | 39.8 |
| MD2 | 162.9 | 157.3 | 81.4 | 116.9 | 81.6 | 160.2 | 81.2 | 39.2 |
| MD2 cleaned | 164.2 | - * | 80.1 | 117.4 | 89.9 | 161.2 | 84.4 | 40.8 |
© 2016 by the author; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gryta, M. Degradation of Polypropylene Membranes Applied in Membrane Distillation Crystallizer. Crystals 2016, 6, 33. https://doi.org/10.3390/cryst6040033
Gryta M. Degradation of Polypropylene Membranes Applied in Membrane Distillation Crystallizer. Crystals. 2016; 6(4):33. https://doi.org/10.3390/cryst6040033
Chicago/Turabian StyleGryta, Marek. 2016. "Degradation of Polypropylene Membranes Applied in Membrane Distillation Crystallizer" Crystals 6, no. 4: 33. https://doi.org/10.3390/cryst6040033
APA StyleGryta, M. (2016). Degradation of Polypropylene Membranes Applied in Membrane Distillation Crystallizer. Crystals, 6(4), 33. https://doi.org/10.3390/cryst6040033