
Mechanical and Tribological Properties of SPS-Sintered Y-TZP: The Effect of Sintering Temperature

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Preparation and Processing
- Preheating: A linear ramp to 400 °C was applied at 100 °C/min, followed by a 2 min dwell to eliminate residual moisture and adsorbed gases.
- Main heating: Heating from 400 °C to the target sintering temperature (1400 °C or 1600 °C) at a rate of 100 °C/min.
- Isothermal hold: At 1400 °C, a dwell time of 5 min; at 1600 °C, the dwell time was reduced to 4 min.
- Cooling: After the isothermal hold, controlled cooling to 400 °C at 100 °C/min, followed by free cooling to room temperature in the device chamber.
2.2. Characterization and Testing Methods
3. Results
3.1. SPS Sintering Behavior
3.2. Mechanical Properties
- Increasing the sintering temperature from 1400 °C to 1600 °C did not lead to significant changes in microhardness or nanohardness for 3Y-TZP, but for 1.5Y-TZP, a slight increase in nanohardness was observed, accompanied by a decrease in fracture toughness.
- The highest fracture toughness (KIC) was observed in the 1.5Y-1400 sample.
- The 3Y-TZP materials exhibited higher hardness and Young’s modulus values compared to 1.5Y-TZP.
3.3. Tribological Properties
- For all samples, a slight decrease in the COF was observed with increasing load.
- The lowest wear rate at 5 N was achieved by the 3Y-1600 sample.
- At higher loads, the differences in wear rates between the materials diminished. Notably, at 25 N, the wear rates were all within the same order of magnitude, although the 1.5Y-TZP sample sintered at 1400 °C (3.96 × 10−7 mm3/Nm) still showed slightly better performance than its counterpart sintered at 1600 °C (5.02 × 10−7 mm3/Nm).
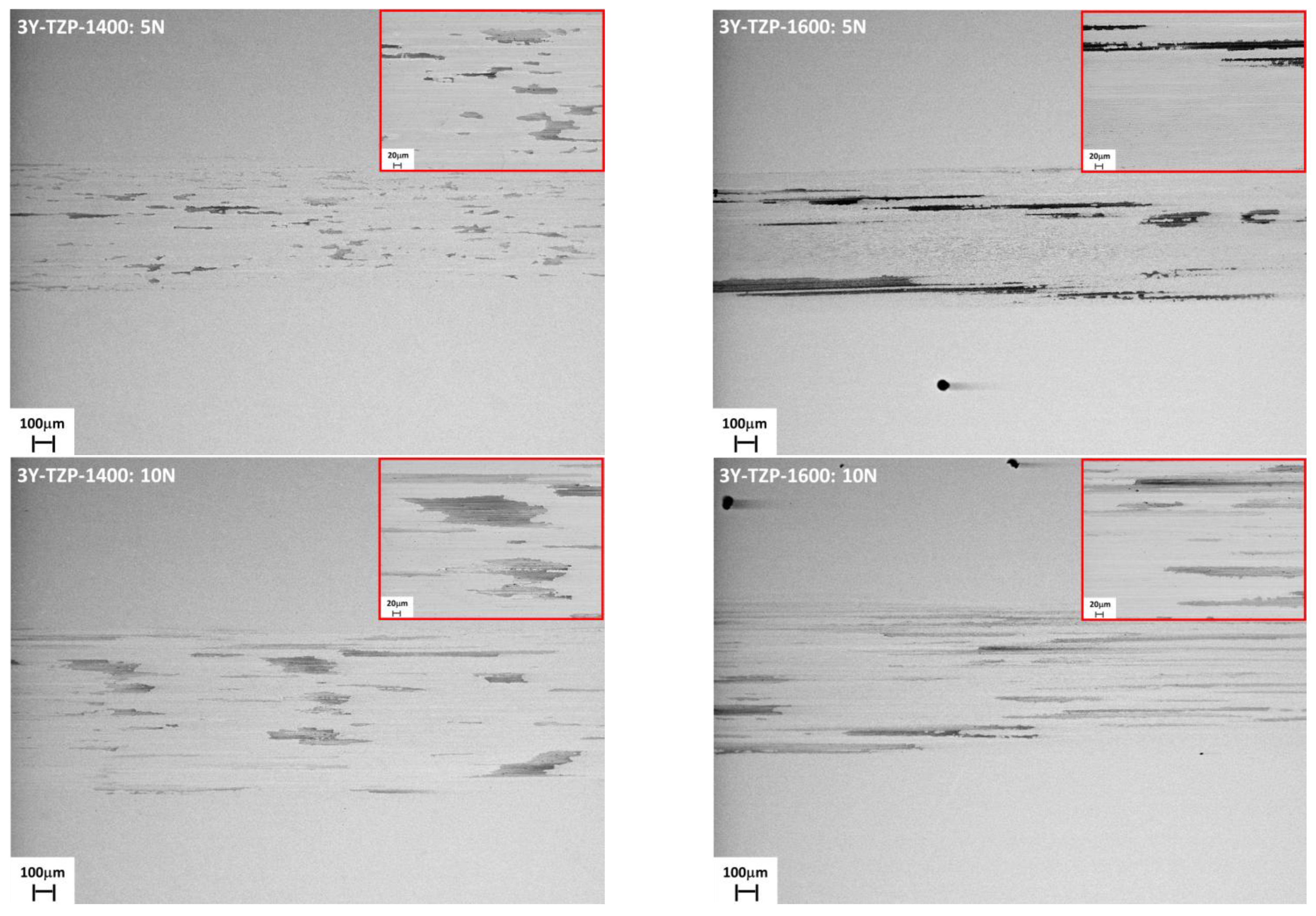
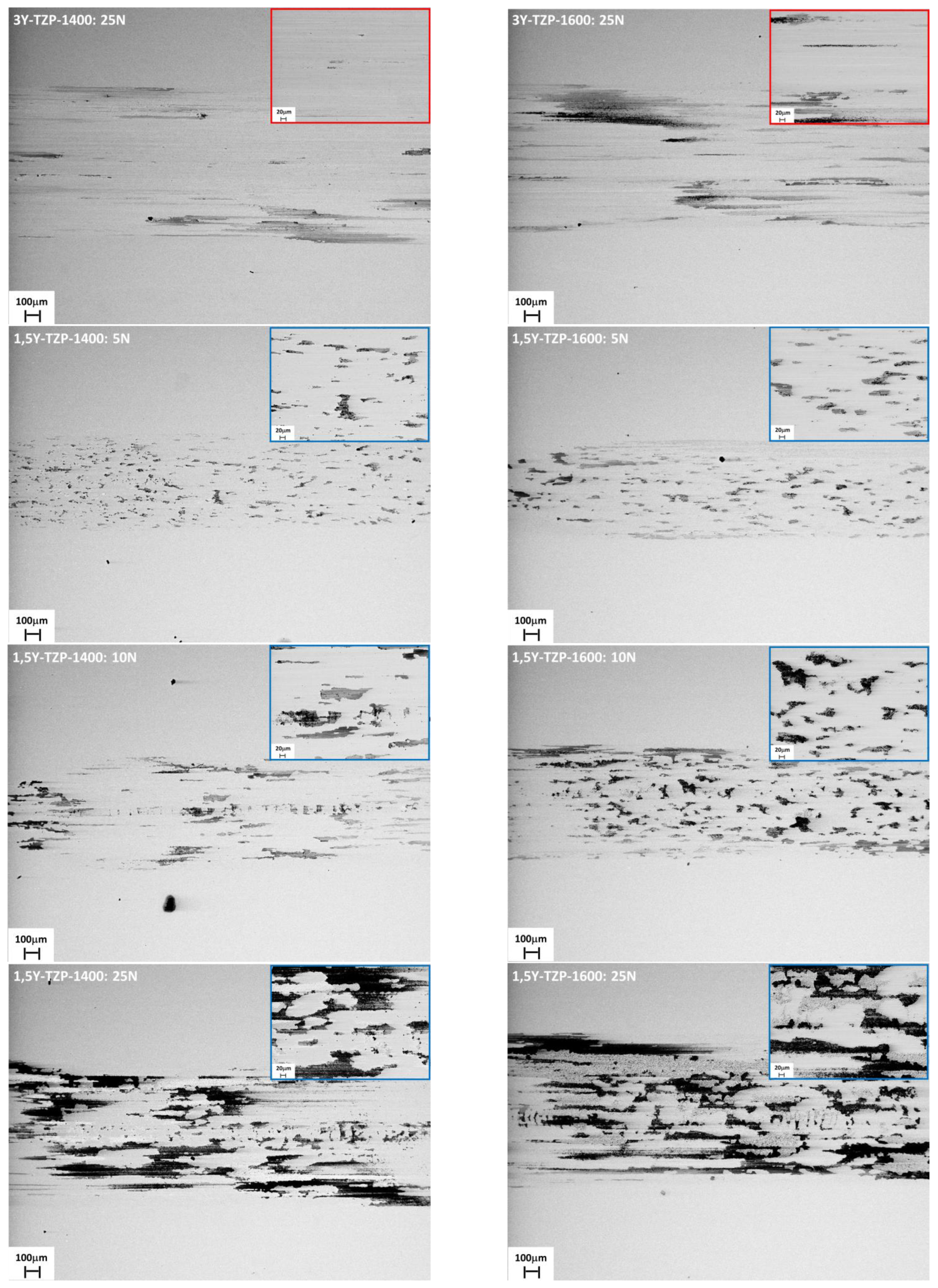
3.4. Tribological Surface Characterization
- At low load (5 N), the wear track was characterized by fine abrasive grooving and scattered, discontinuous patches of transferred SiC. The track edges were clean, without significant accumulation.
- With increasing load (10 N and especially 25 N), SiC transfer became more massive, forming a thicker and uneven layer, more concentrated at the track edges. This layer tended to crack and delaminate, resulting in more intensive abrasive wear.
- At 5 N, fine abrasive wear dominated, with longitudinal bands of transferred SiC mainly at the track edges.
- At 10 N, the extent of SiC transfer increased and the abrasive grooves in the zirconia matrix were deeper.
- At 25 N, the wear track was almost entirely covered by a thick, fragmented, and severely damaged SiC layer, which exhibited fragmentation and delamination, leading to intense abrasive wear.
- For 1.5Y-TZP sintered at 1400 °C (1.5Y-1400), even at 5 N load, extensive, fragmented SiC transfer was observed, covering a significant portion of the track, along with pronounced abrasive grooving of the matrix.
- At 10 N, the intensity of these phenomena increased.
- At 25 N, the surface morphology was highly destructive, with massive, chaotic SiC transfer forming an extremely unstable, porous, and fragmented layer.
- At 5 N, it exhibited a practically identical worn surface morphology to the 1.5Y-1400 sample, with discontinuous patches of transferred SiC and abrasive grooving.
- At 10 N, SiC transfer was more extensive, and the abrasive grooves were deeper.
- At 25 N, the surface layer was again highly destructive, with massive SiC transfer, fragmentation, and delamination—similar to that for the 1.5Y-1400 sample.
3.5. Summary of Wear Mechanisms
4. Discussion
4.1. The Stable Performance of 3Y-TZP
4.2. The Critical Temperature–Toughness Trade-Off in 1.5Y-TZP
4.3. Wear Mechanisms and the Role of Hardness vs. Toughness
4.4. Limitations and Future Work
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Palmero, P. Structural Ceramic Nanocomposites. A Review of Properties and Powders Synthesis Methods. Nanomaterials 2015, 5, 656–696. [Google Scholar] [CrossRef] [PubMed]
- Stawarczyk, B.; Frevert, K.; Ender, A.; Roos, M.; Sener, B.; Wimmer, T. Comparison of four monolithic zirconia materials with conventional ones: Contrast ratio, grain size, four-point flexural strength and two-body wear. J. Mech. Behav. Biomed. Mater. 2016, 59, 128–138. [Google Scholar] [CrossRef] [PubMed]
- Kulyk, V.; Duriagina, Z.; Kostryzhev, A.; Vasyliv, B.; Marenych, O. Effects of Sintering Temperature and Yttria Content on Microstructure, Phase Balance, Fracture Surface Morphology, and Strength of Yttria-Stabilized Zirconia. Appl. Sci. 2022, 12, 11617. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Sasaki, S.; Murakami, T.; Umeda, K. The synergistic effects of CaF2 and Au lubricants on tribological properties of spark-plasma-sintered ZrO2(Y2O3) matrix composites. Mater. Sci. Eng. A 2004, 386, 234–243. [Google Scholar] [CrossRef]
- Basu, B.; Vleugeles, J.; Van Der Biest, O. Microstructure–toughness–wear relationship of tetragonal zirconia ceramics. J. Eur. Ceram. Soc. 2004, 24, 2031–2040. [Google Scholar] [CrossRef]
- Chevalier, J.; Gremillard, L.; Deville, S. Low-temperature degradation of zirconia and implications for biomedical implants. Annu. Rev. Mater. Res. 2007, 37, 1–32. [Google Scholar] [CrossRef]
- Piconi, C.; Maccauro, G. Zirconia as a ceramic biomaterial. Biomaterials 1999, 20, 1–25. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening: Part, I Size effects associated with the thermodynamics of constrained transformations. J. Mater. Sci. 1982, 17, 225–234. [Google Scholar] [CrossRef]
- Garvie, R.C.; Hannink, R.H.; Pascoe, R.T. Ceramic steel? Nature 1975, 258, 703–704. [Google Scholar] [CrossRef]
- Aktaş, B. Microstructure, Mechanical and Electrical Properties of CuO Doped 8YSZ. High Temp. Mater. Process. 2013, 32, 551–556. [Google Scholar] [CrossRef]
- Ćorić, D.; Ćurkovič, L.; Renjo, M.M. Statistical Analysis of Vickers Indentation Fracture Toughness of Y-TZP Ceramics. Trans. FAMENA 2017, 41, 1–16. [Google Scholar] [CrossRef]
- Ramachandra, M.; Abhishek, A.; Siddeshwar, P.; Vasanth, B. Hardness and Wear Resistance of ZrO2 Nano Particle Reinforced Al Nanocomposites Produced by Powder Metallurgy. Procedia Mater. Sci. 2015, 10, 212–219. [Google Scholar] [CrossRef]
- He, Y.J.; Winnubst, A.J.A.; Burggraaf, A.J.; Verweij, H. Sliding Wear of ZrO2-Al2O3 Composite Ceramics. J. Eur. Ceram. Soc. 1997, 17, 1371–1380. [Google Scholar] [CrossRef]
- Kulyk, V.; Duriagina, Z.; Vasyliv, B.; Vavrukh, V.; Kovbasiuk, T.; Lyutyy, P.; Vira, V. The Effect of Sintering Temperature on the Phase Composition, Microstructure, and Mechanical Properties of Yttria-Stabilized Zirconia. Materials 2022, 15, 2707. [Google Scholar] [CrossRef]
- Palmeira, A.; Bondioli, M.; Strecker, K.; Santos, C. Densification and grain growth of nano- and micro-sized Y-TZP powders. Ceram. Int. 2016, 42, 2662–2669. [Google Scholar] [CrossRef]
- Chevalier, J.; Cales, B.; Drouin, J.M. Low-temperature aging of Y-TZP ceramics. J. Am. Ceram. Soc. 1999, 82, 2150–2154. [Google Scholar] [CrossRef]
- Kato, K.; Adachi, K. Wear of advanced ceramics. Wear 2002, 253, 1097–1104. [Google Scholar] [CrossRef]
- Hannink, R.H.J.; Kelly, P.M.; Muddle, B.C. Transformation toughening in zirconia-containing ceramics. J. Am. Ceram. Soc. 2000, 83, 461–487. [Google Scholar] [CrossRef]
- Kelly, J.R.; Denry, I. Stabilized zirconia as a structural ceramic: An overview. Dent. Mater. 2008, 24, 289–298. [Google Scholar] [CrossRef]
- Gupta, T.K.; Bechtold, J.H.; Kunicki, R.C.; Cadoff, L.H.; Rossing, B.R. Stabilization of tetragonal phase in polycrystalline zirconia. J. Mater. Sci. 1977, 12, 2421–2426. [Google Scholar] [CrossRef]
- Ji, M.; Xu, J.; Li, L.; Yu, D.; Chen, M.; El Mansori, M. Nano-scale mechanical behaviors and material removal mechanisms of zirconia ceramics sintered at various temperatures. Ceram. Int. 2021, 47, 32588–32598. [Google Scholar] [CrossRef]
- Kozlovskiy, A.L.; Konuhova, M.; Borgekov, D.B.; Popov, A.I. Study of irradiation temperature effect on radiation-induced polymorphic transformation mechanisms in ZrO2 ceramics. Opt. Mater. 2024, 156, 115994. [Google Scholar] [CrossRef]
- Parveen, R.; Kalita, P.; Shukla, R.; Grover, V.; Pandey, R.; Sattonnay, G.; Avasthi, D.K. Investigation of radiation tolerance of yttria stabilized zirconia in the ballistic collision regime: Effect of grain size and environmental temperature. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2024, 551, 165344. [Google Scholar] [CrossRef]
- ISO 18754:2020; Fine Ceramics—Determination of Apparent Density, Mass, and Porosity. International Organization for Standardization: Geneva, Switzerland, 2020.
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Chevalier, J. What future for zirconia as a biomaterial? Biomaterials 2006, 27, 535–543. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Sample | Density [g/cm3] |
|---|---|
| 3Y-1400 | 6.03 ± 0.02 |
| 1.5Y-1400 | 5.90 ± 0.03 |
| 3Y-1600 | 6.05 ± 0.01 |
| 1.5Y-1600 | 5.86 ± 0.05 |
| Sample | Microhardness HV | Fracture Toughness KIC [MPa·m½] | Nanohardness HIT [GPa] | Young’s Modulus EIT [GPa] |
|---|---|---|---|---|
| 3Y-1400 | 1337 ± 12 (HV10) | 4.24 ± 0.03 | 7.27 ± 0.51 | 258.1 ± 5.4 |
| 3Y-1600 | 1319 ± 21 (HV10) | 4.21 ± 0.04 | 17.11 ± 0.75 | 250.8 ± 9.0 |
| 1.5Y-1400 | 974 ± 18 (HV5) | 6.24 ± 0.46 | 12.47 ± 0.86 | 219.5 ± 6.9 |
| 1.5Y-1600 | 968 ± 12 (HV10) | 4.48 ± 0.16 | 13.79 ± 1.25 | 238.8 ± 11.1 |
| Sample—Sintering Temp [°C] | Load [N] | COF [-] | Ws [mm3/Nm] |
|---|---|---|---|
| 1.5Y-TZP—1400 | 5 | 0.386 | 2.52 × 10−7 |
| 10 | 0.377 | 4.18 × 10−7 | |
| 25 | 0.355 | 3.96 × 10−7 | |
| 1.5Y-TZP—1600 | 5 | 0.400 | 1.76 × 10−7 |
| 10 | 0.379 | 2.87 × 10−7 | |
| 25 | 0.360 | 5.02 × 10−7 | |
| 3Y-TZP—1400 | 5 | 0.392 | 5.06 × 10−8 |
| 10 | 0.383 | 3.28 × 10−7 | |
| 25 | 0.374 | 4.59 × 10−7 | |
| 3Y-TZP—1600 | 5 | 0.410 | 4.80 × 10−8 |
| 10 | 0.390 | 3.20 × 10−7 | |
| 25 | 0.370 | 5.38 × 10−7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medveď, D.; Andrejovská, J.; Puchý, V. Mechanical and Tribological Properties of SPS-Sintered Y-TZP: The Effect of Sintering Temperature. Crystals 2025, 15, 593. https://doi.org/10.3390/cryst15070593
Medveď D, Andrejovská J, Puchý V. Mechanical and Tribological Properties of SPS-Sintered Y-TZP: The Effect of Sintering Temperature. Crystals. 2025; 15(7):593. https://doi.org/10.3390/cryst15070593
Chicago/Turabian StyleMedveď, Dávid, Jana Andrejovská, and Viktor Puchý. 2025. "Mechanical and Tribological Properties of SPS-Sintered Y-TZP: The Effect of Sintering Temperature" Crystals 15, no. 7: 593. https://doi.org/10.3390/cryst15070593
APA StyleMedveď, D., Andrejovská, J., & Puchý, V. (2025). Mechanical and Tribological Properties of SPS-Sintered Y-TZP: The Effect of Sintering Temperature. Crystals, 15(7), 593. https://doi.org/10.3390/cryst15070593