

Optimization of Critical Parameters in Friction Stir Spot Welding of AA5052 Aluminum Alloy Using Response Surface Methodology

 ,
,  ,
,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Starting Materials and FSSW Procedure
2.2. Characterization of FSSW Joints
2.3. Regression Model
3. Results
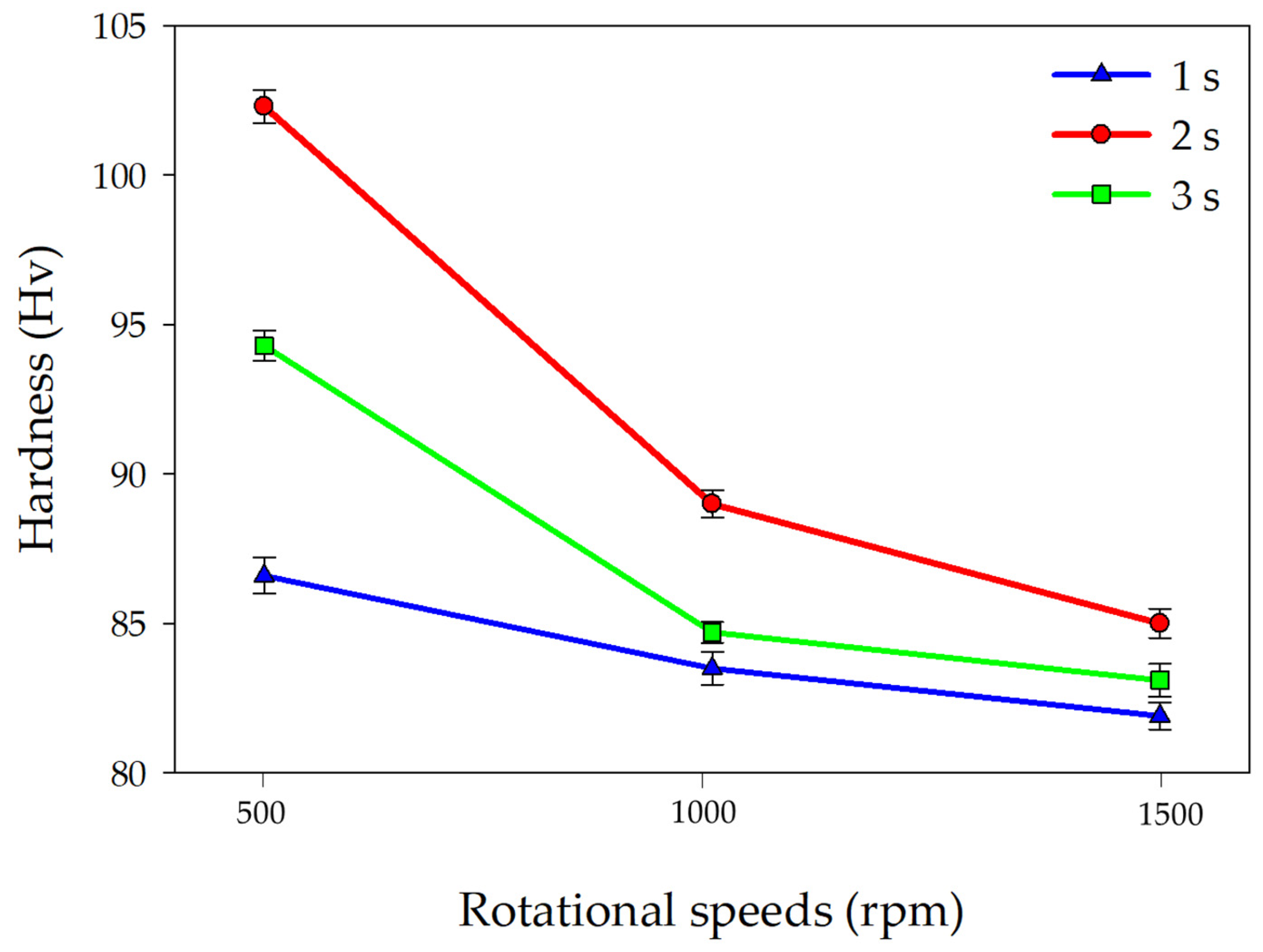
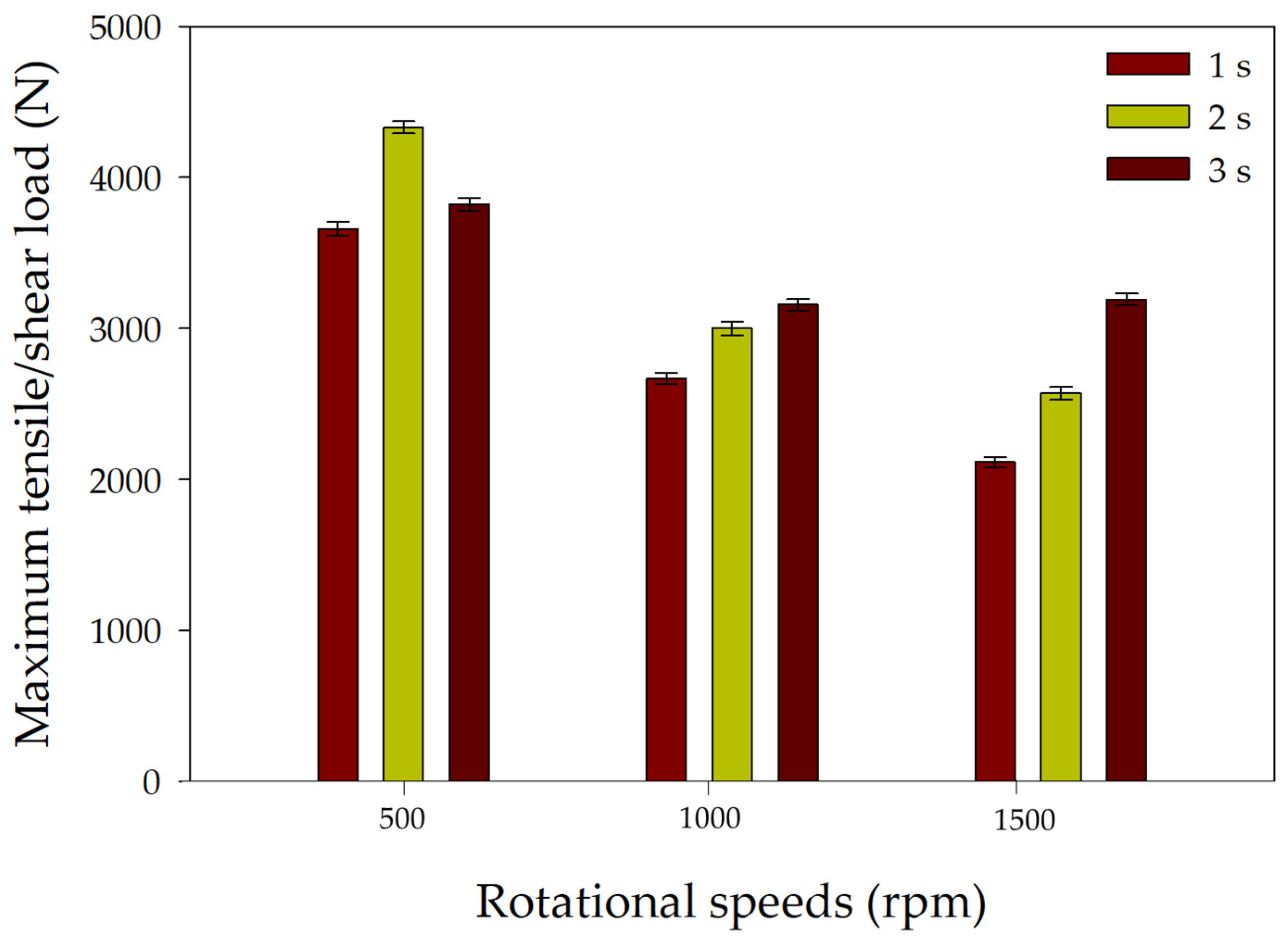
3.1. Mechanical Properties of AA 5052-H32 Spot-Welded Specimens
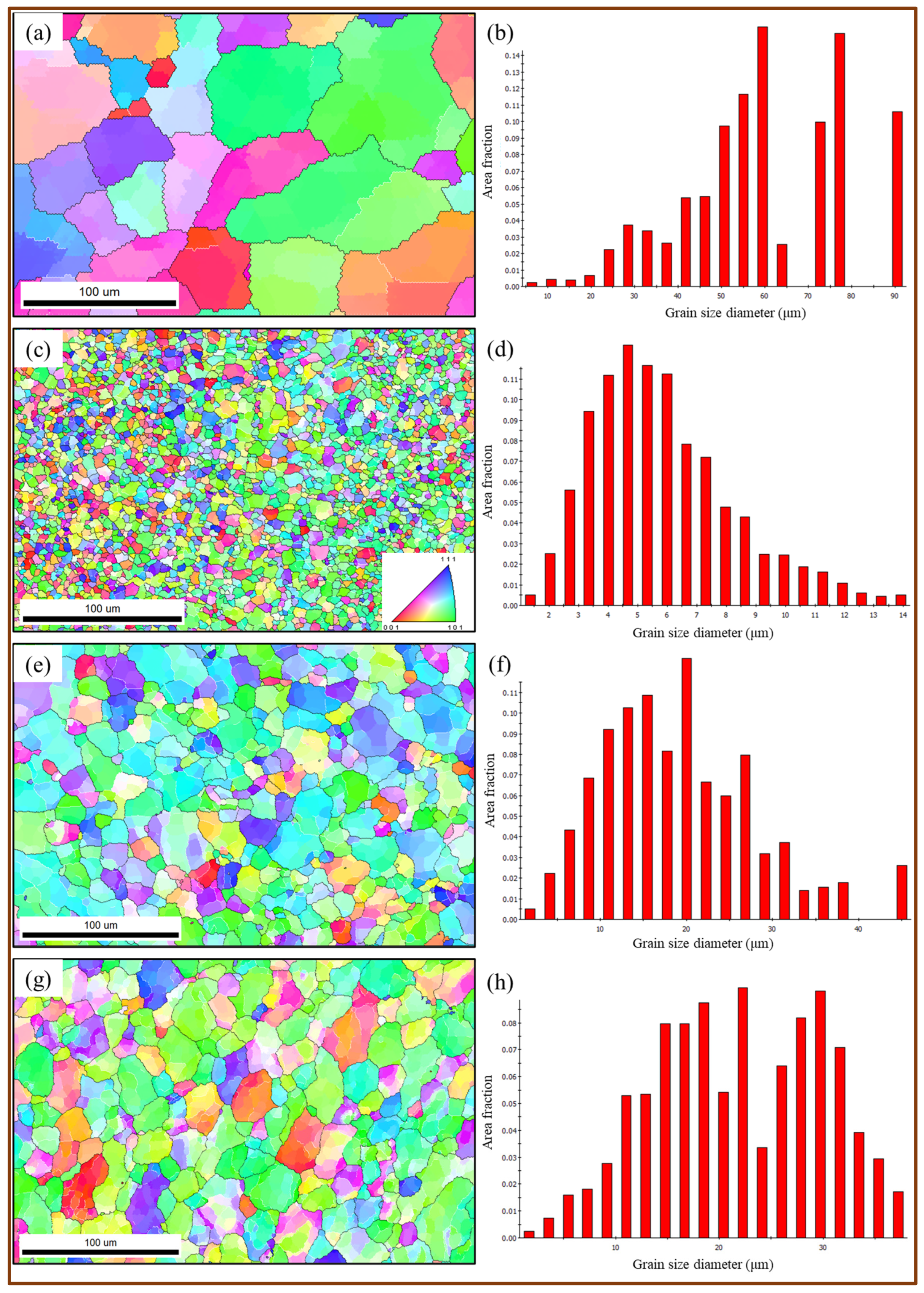
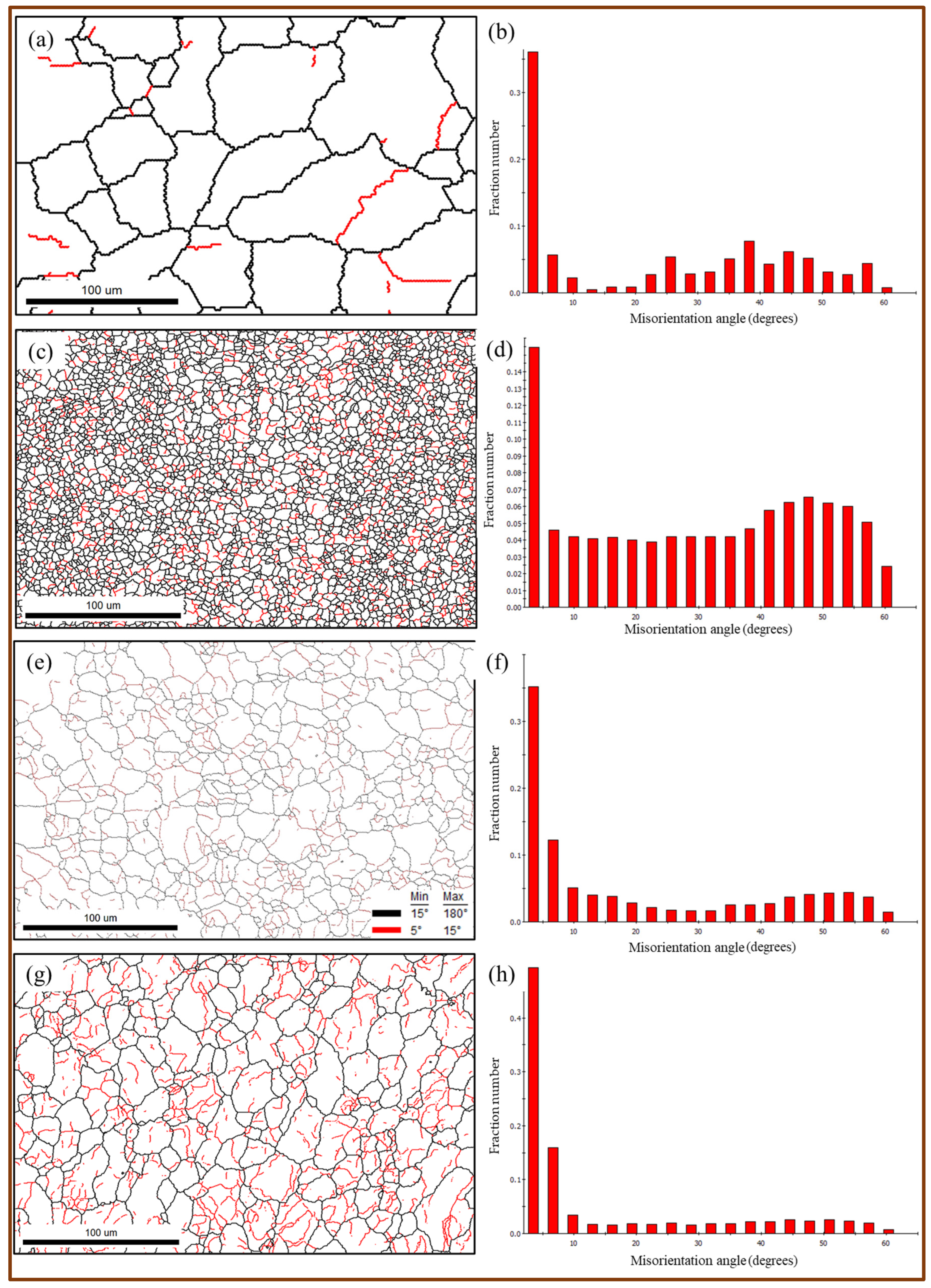
3.2. Microstructure of AA 5052-H32 Spot-Welded Specimen
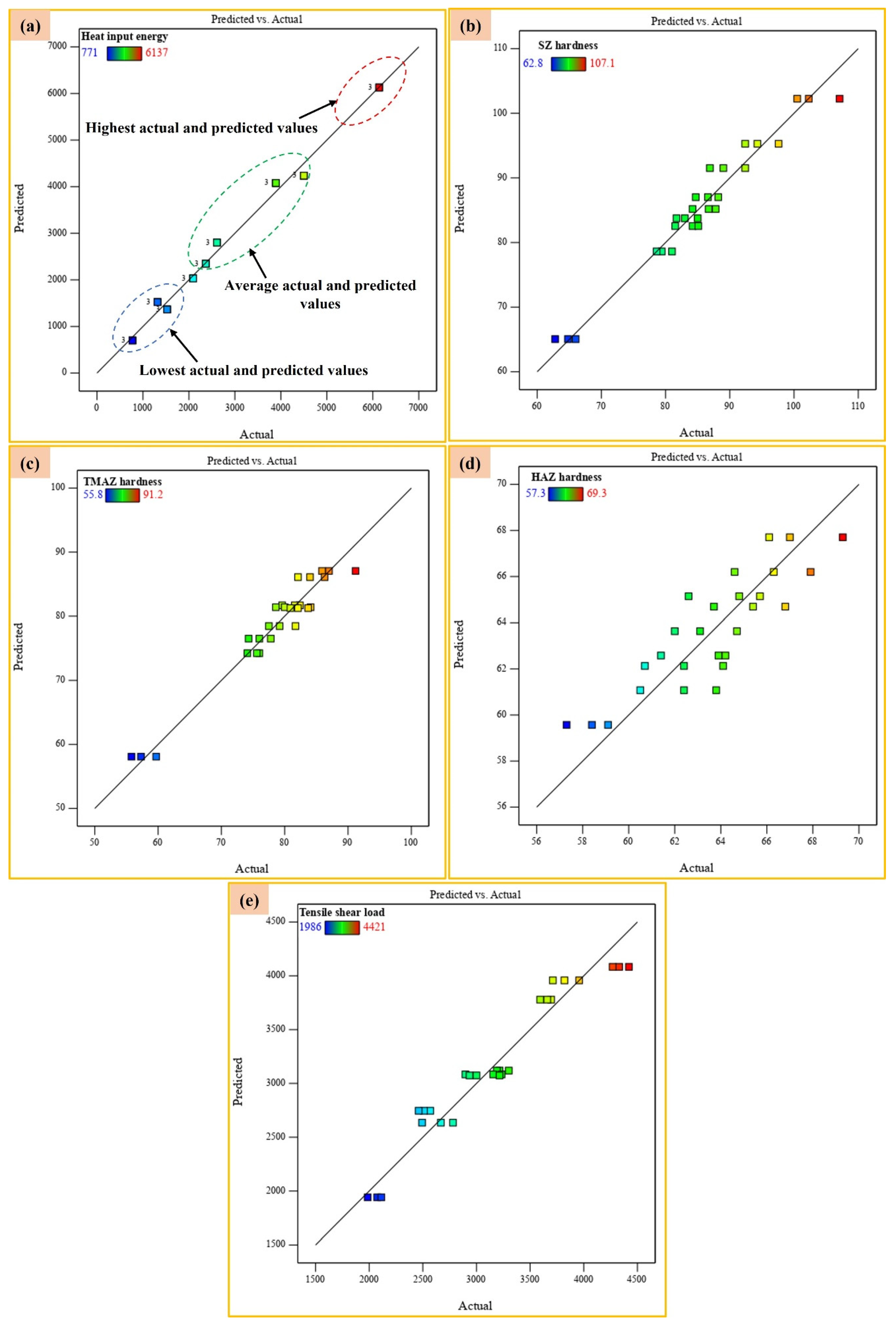
3.3. Development of RSM for AA 5052-H32 Specimens
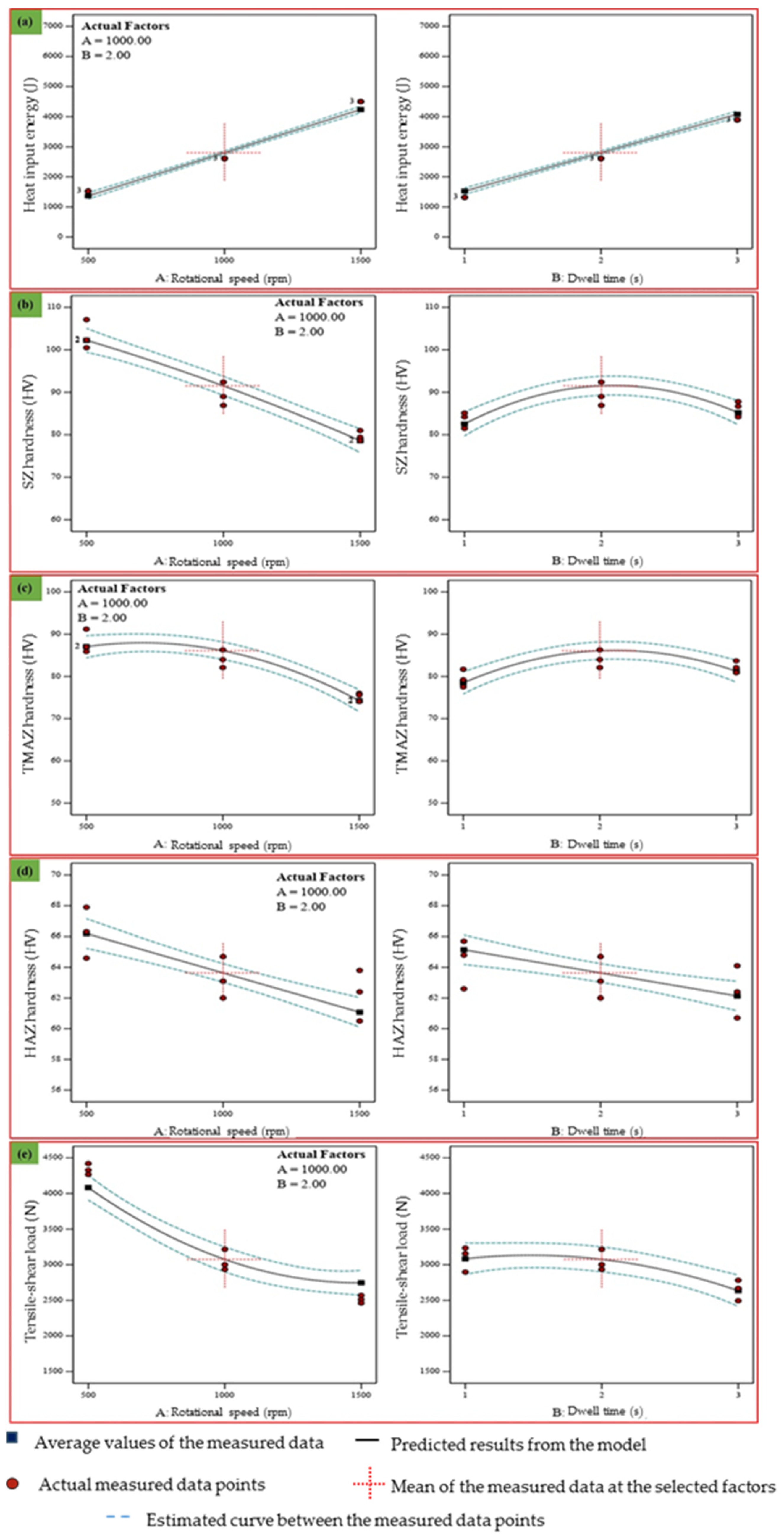
3.4. Effects of Variables on the Output Responses
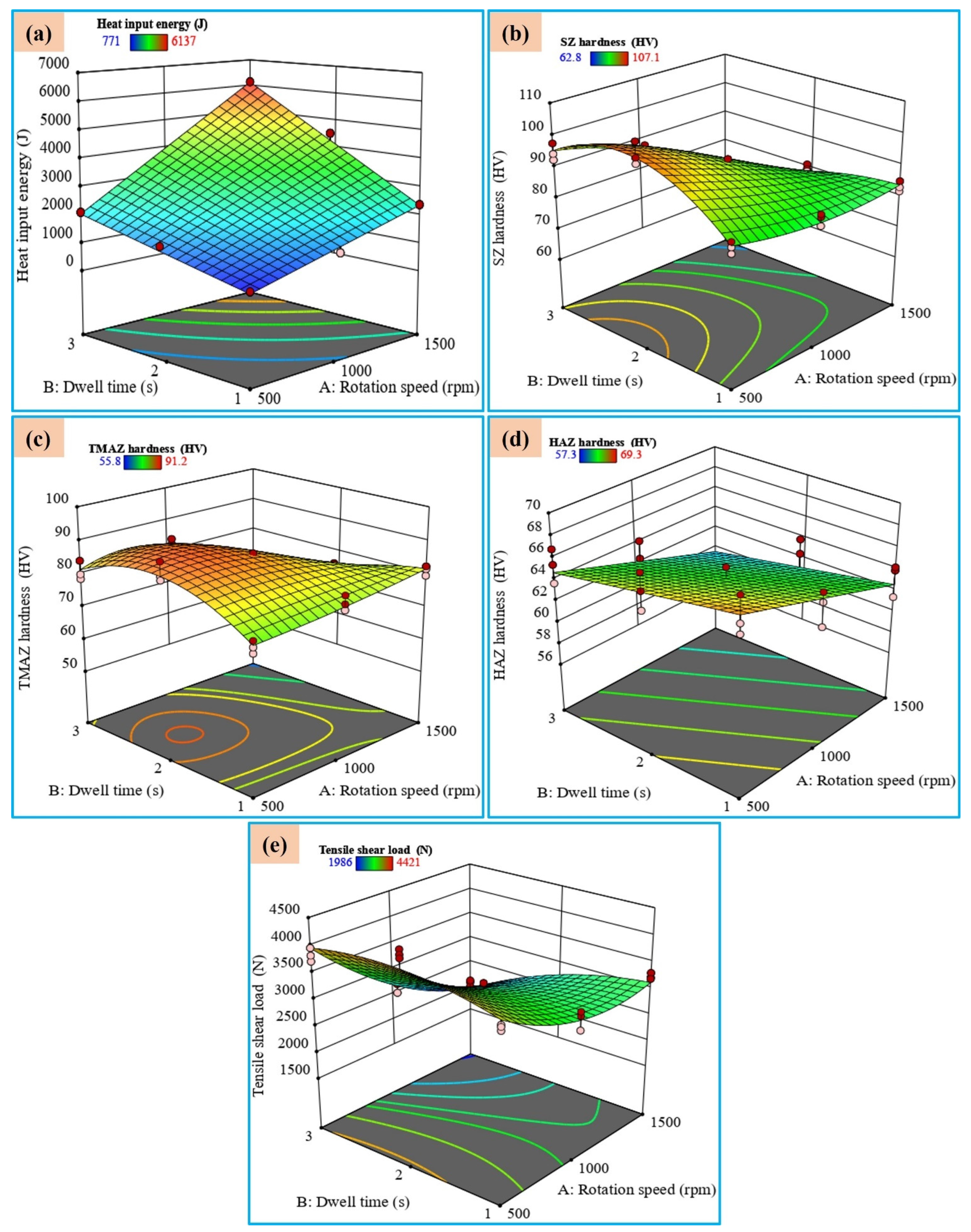
3.5. Influences of Two-Factor Interaction on Heat Input Energy, SZ Hardness, and Maximum Tensile–Shear Load
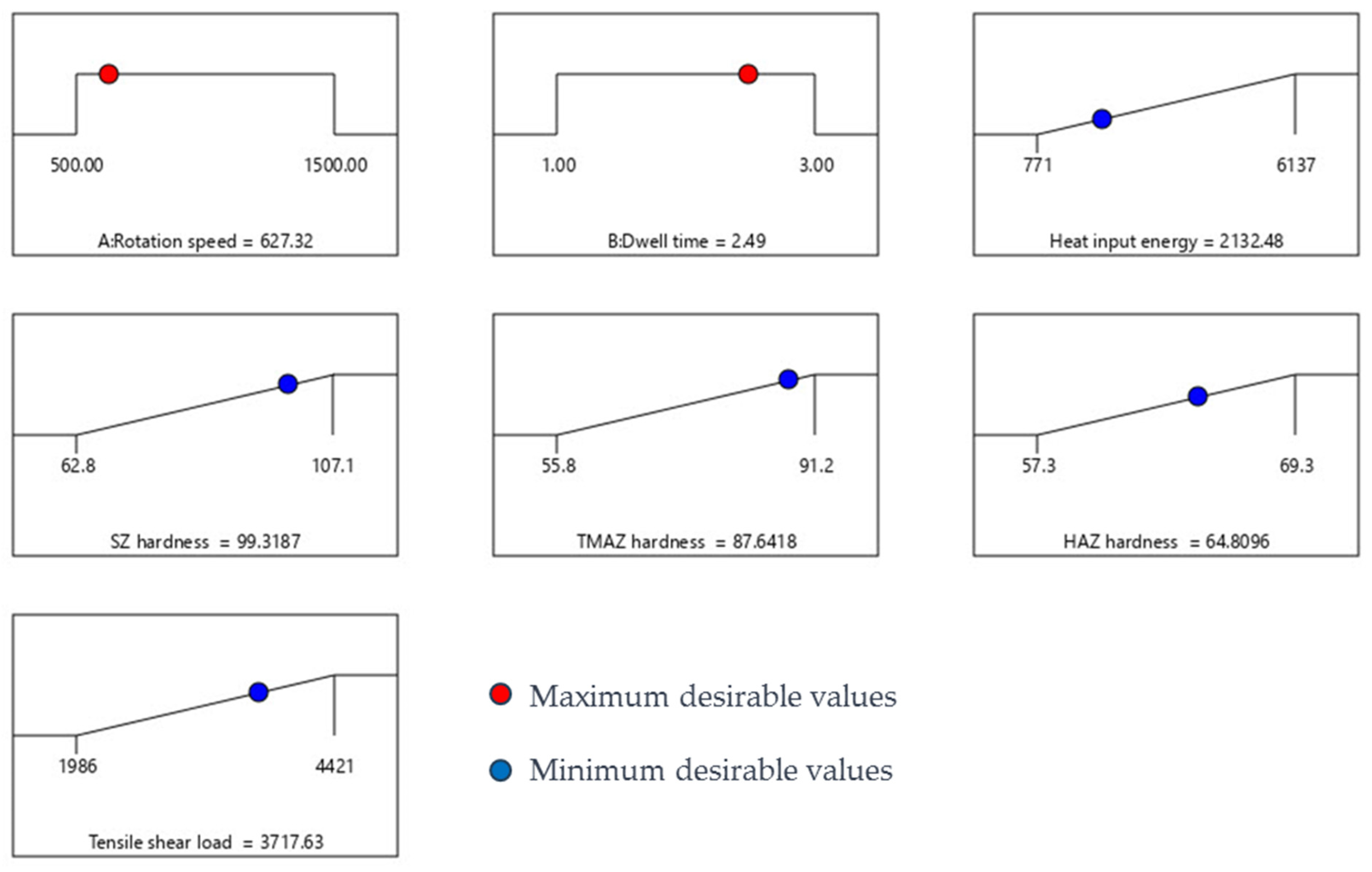
3.6. Optimization of FSSW Variables via the Desirability Approach
3.7. Confirmation Test of the Developed Mathematical Models
4. Conclusions
- A higher generated frictional heat input decreases the mechanical properties and increases the material softening of the produced FSSW joints.
- RSM was proven to be a precise technique for optimizing the FSSW process to achieve optimal mechanical properties of the AA5052-H32 weldments. Based on FCCD, RSM can effectively model and predict the heat input energy, SZ hardness, and maximum shear load for friction stir spot welding technology.
- The ANOVA values showed that the significant terms (F-values) used to build and develop the mathematical models were 829.33, 62.72, 48.58, 25.02, and 50.44 for the heat input energy, SZ hardness, TMAZ hardness, HAZ hardness, and maximum shear load, respectively, indicating that all models were statistically significant.
- As a result of the mathematical model, the rotational speed has a significant influence on the SZ hardness values of AA5052-H32 welded joints. It was noticed that the dwell time of 1.5 s at rotational speeds of 750 rpm and 1250 rpm possesses the highest SZ hardness value of 92.7 Hv and 118.4 Hv, respectively.
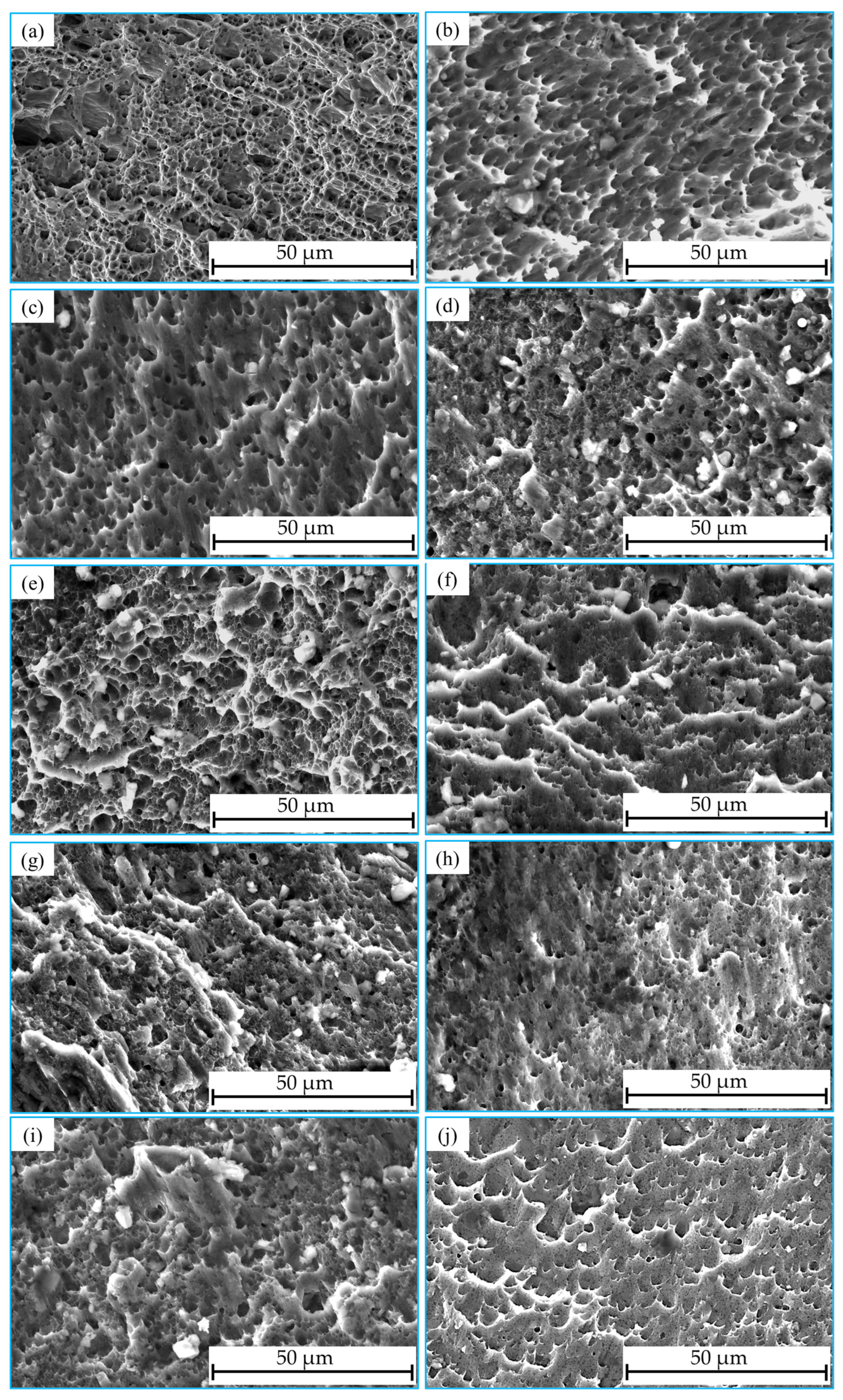
- The predominant fracture mode observed was ductile fracture, characterized by dimples of varying sizes and shapes. Additionally, the presence of fine dimples suggests a mixed fracture mechanism involving both shear and ductile modes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.; Yang, X.; Zhang, J.; Zhou, G.; Xu, X.; Zou, B. Effect of Welding Parameters on Microstructure and Mechanical Properties of Friction Stir Spot Welded 5052 Aluminum Alloy. Mater. Des. 2011, 32, 4461–4470. [Google Scholar] [CrossRef]
- Mothilal, M.; Kumar, A. Optimization of Friction Stir Welding Process Parameter in the Joining of AA7075-T6/AA5083-O Dissimilar Aluminum Alloy Using Response Surface Methodology. Int. J. Press. Vessel. Pip. 2024, 211, 105282. [Google Scholar] [CrossRef]
- Piccini, J.M.; Svoboda, H.G. Effect of the Tool Penetration Depth in Friction Stir Spot Welding (FSSW) of Dissimilar Aluminum Alloys. Procedia Mater. Sci. 2015, 8, 868–877. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Sobih, A.M.E.S.; Bakkar, A.; Albaijan, I.; Touileb, K.; Abd El-Aty, A. Friction Stir-Spot Welding of AA5052-H32 Alloy Sheets: Effects of Dwell Time on Mechanical Properties and Microstructural Evolution. Materials 2023, 16, 2818. [Google Scholar] [CrossRef]
- Wang, B.; Xu, L.; Guo, B.; Zhang, H. Process and Performance Characteristics of an Improved Friction-Stir Riveting Process. J. Manuf. Process 2021, 62, 234–246. [Google Scholar] [CrossRef]
- Ragab, A.E.; Alsaty, A.; Alsamhan, A.; Al-Tamimi, A.A.; Dabwan, A.; Sayed, A.; Alghilan, W. Open-Source Real-Time Monitoring System of Temperature and Force during Friction Stir Spot Welding. J. Eng. Res. 2024, 13, 84–96. [Google Scholar] [CrossRef]
- Jambhale, S.; Kumar, S.; Kumar, S. Characterization and Optimization of Flat Friction Stir Spot Welding of Triple Sheet Dissimilar Aluminium Alloy Joints. Silicon 2022, 14, 815–830. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Albaijan, I.; Abd El-Aty, A. Microstructure, Texture, and Mechanical Properties of Friction Stir Spot-Welded AA5052-H32: Influence of Tool Rotation Rate. Materials 2023, 16, 3423. [Google Scholar] [CrossRef]
- Mubiayi, M.P. Current Developments in Friction Stir Welding (FSW) and Friction Stir Spot Welding (FSSW) of Aluminium and Titanium Alloys. Eng. Proc. 2023, 56, 184. [Google Scholar] [CrossRef]
- Kilic, S.; Ozturk, F.; Demirdogen, M.F. A Comprehensive Literature Review on Friction Stir Welding: Process Parameters, Joint Integrity, and Mechanical Properties. J. Eng. Res. 2024, 13, 122–130. [Google Scholar] [CrossRef]
- Anton Savio Lewise, K.; Edwin Raja Dhas, J.; Pandiyarajan, R.; Sabarish, S. Metallurgical and Mechanical Investigation on FSSWed Dissimilar Aluminum Alloy. J. Alloys Metall. Syst. 2023, 2, 100010. [Google Scholar] [CrossRef]
- Jo, D.S.; Kahhal, P.; Kim, J.H. Optimization of Friction Stir Spot Welding Process Using Bonding Criterion and Artificial Neural Network. Materials 2023, 16, 3757. [Google Scholar] [CrossRef] [PubMed]
- Fan, W.; Yang, X.; Chu, Q.; Li, W. An Efficient Synergistic Double-Sided Friction Stir Spot Welding Method: A Case Study on Process Optimization, Interfacial Characteristics and Mechanical Properties of 2198-T8 Aluminum-lithium Alloy Joints. J. Manuf. Process 2024, 131, 213–232. [Google Scholar] [CrossRef]
- Meng, T.; Yang, X.; Su, Y.; Ma, S.; Xu, H.; Guo, Z.; Ma, T.; Li, W. Formation Mechanism and Failure Behavior in Synergistic Double-Sided Probeless Friction Stir Spot Welded Joints of 6061 Aluminum Alloy. Mater. Charact. 2025, 219, 114631. [Google Scholar] [CrossRef]
- El-Sayed Seleman, M.M.; Alateyah, A.I.; Mahmoud, E.A.E.; Elsoeudy, R.I.; Ahmed, M.M.Z.; Hafez, K.M.; El-Garaihy, W.H.; A.S, A. Friction Stir Welding of 2507 Super-Duplex Stainless Steel: Feasibility of Butt Joint Groove Filling at Different Process Parameters. Adv. Mater. Process. Technol. 2024, 1–23. [Google Scholar] [CrossRef]
- Yang, X.W.; Fu, T.; Li, W.Y. Friction Stir Spot Welding: A Review on Joint Macro- and Microstructure, Property, and Process Modelling. Adv. Mater. Sci. Eng. 2014, 2014, 697170. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Gerlich, A.P. Advances in Friction Stir Spot Welding. Crit. Rev. Solid. State Mater. Sci. 2020, 45, 457–534. [Google Scholar] [CrossRef]
- Pan, T.Y. Friction Stir Spot Welding (FSSW)—A Literature Review; SAE Technical Paper 2007-01-1702; SAE International: Warrendale, PA, USA, 2007. [Google Scholar] [CrossRef]
- Badwelan, A.; Al-Samhan, A.M.; Anwar, S.; Hidri, L. Novel Technique for Enhancing the Strength of Friction Stir Spot Welds through Dynamic Welding Parameters. Metals 2021, 11, 280. [Google Scholar] [CrossRef]
- Suryanarayanan, R.; Sridhar, V.G. Influence of Welding Parameters on the Weld Properties in Friction Stir Spot Welding of Aluminium Alloys of Varying Thicknesses. Mater. Today Proc. 2021, 46, 8525–8531. [Google Scholar] [CrossRef]
- Guo, Y.; Zhao, H.; Ai, C.; Zhao, J.; Su, H.; Chen, J.; Zhao, G. Parameter Optimization of Friction Stir Spot Welded Al 6061 and CFRTP PA6 with Surface Treatment and Interfacial Adhesion. Thin-Walled Struct. 2024, 197, 111585. [Google Scholar] [CrossRef]
- Shekhawat, R.S.; Nadakuduru, V.N. Friction Stir Spot Welding and Characterization of Bulk Aluminum Alloy 6061 Synthesized Using Powder Metallurgical Route. Powder Metall. Met. Ceram. 2024, 63, 240–249. [Google Scholar] [CrossRef]
- Suryanarayanan, R.; Sridhar, V.G. Materials Today: Proceedings Studies on the Influence of Process Parameters in Friction Stir Spot Welded Joints—A Review. Mater. Today Proc. 2021, 37, 2695–2702. [Google Scholar] [CrossRef]
- Yöntemi, T.; Sürtünme, K.; Aisi, B. Optimization of Welding Parameters of AISI 431 and AISI 1020 Joints Joined by Friction Welding Using Taguchi Method. Bilecik Şeyh Edebali Üniv. Fen Bilim. Derg. 2022, 9, 453–470. [Google Scholar]
- Mitlin, D.; Radmilovic, V.; Pan, T.; Chen, J.; Feng, Z.; Santella, M.L. Structure-Properties Relations in Spot Friction Welded (Also Known as Friction Stir Spot Welded) 6111 Aluminum. Mater. Sci. Eng. A 2006, 441, 79–96. [Google Scholar] [CrossRef]
- Tiwan; Ilman, M.N.; Kusmono. Microstructure and Mechanical Properties of Friction Stir Spot Welded AA5052-H112 Aluminum Alloy. Heliyon 2021, 7, e06009. [Google Scholar] [CrossRef]
- Reji, M.; Kumar, R. Response Surface Methodology (RSM): An Overview to Analyze Multivariate Data. Indian J. Microbiol. Res. 2022, 9, 241–248. [Google Scholar]
- Chen, W.-H.; Carrera Uribe, M.; Kwon, E.E.; Lin, K.-Y.A.; Park, Y.-K.; Ding, L.; Saw, L.H. A Comprehensive Review of Thermoelectric Generation Optimization by Statistical Approach: Taguchi Method, Analysis of Variance (ANOVA), and Response Surface Methodology (RSM). Renew. Sustain. Energy Rev. 2022, 169, 112917. [Google Scholar] [CrossRef]
- Kumar, D.; Mandal, A. Response Surface Method-Based Optimisation of Advanced Mechanochemical Approach for Bead Minimisation in Bamboo Fiber Extraction, and Improving Hydrophobicity via Diisopropanolamine Treatment. Biomass Convers. Biorefinery 2024, 14, 23743–23759. [Google Scholar] [CrossRef]
- Ren, G.; Heo, S.; Kim, T.H.; Cheong, C. Response Surface Method-Based Optimization of the Shroud of an Axial Cooling Fan for High Performance and Low Noise. J. Mech. Sci. Technol. 2013, 27, 33–42. [Google Scholar] [CrossRef]
- Albaijan, I.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Touileb, K.; Habba, M.I.A.; Fouad, R.A. Optimization of Bobbin Tool Friction Stir Processing Parameters of AA1050 Using Response Surface Methodology. Materials 2022, 15, 6886. [Google Scholar] [CrossRef]
- Tutar, M.; Aydin, H.; Yuce, C.; Yavuz, N.; Bayram, A. The Optimisation of Process Parameters for Friction Stir Spot-Welded AA3003-H12 Aluminium Alloy Using a Taguchi Orthogonal Array. Mater. Des. 2014, 63, 789–797. [Google Scholar] [CrossRef]
- Al-Sabur, R. Tensile Strength Prediction of Aluminium Alloys Welded by FSW Using Response Surface Methodology–Comparative Review. Mater. Today Proc. 2021, 45, 4504–4510. [Google Scholar] [CrossRef]
- Kadaganchi, R.; Gankidi, M.R.; Gokhale, H. Optimization of Process Parameters of Aluminum Alloy AA 2014-T6 Friction Stir Welds by Response Surface Methodology. Def. Technol. 2015, 11, 209–219. [Google Scholar] [CrossRef]
- Rajendran, C.; Sonar, T.; Ivanov, M.; Kumar, P.S.; Amarnath, V.; Lokanadham, R. Optimization of Friction Stir Spot Welding Parameters for Joining Dissimilar AZ31B Magnesium Alloy and AA6061 Aluminium Alloy Using Response Surface Methodology. Int. J. Interact. Des. Manuf. (IJIDeM) 2025, 19, 115–126. [Google Scholar] [CrossRef]
- El-Sayed Seleman, M.M.; Elnaml, A.M.; Ataya, S.; Ahmed, M.M.Z.; Elnekhaily, S.A.; Hafez, K.M. A Hybrid Analytical-Numerical Model of Heat Generation and Distribution in Friction Stir Welded AA2024 Butt Joints. Int. J. Integr. Eng. 2024, 16, 140–161. [Google Scholar] [CrossRef]
- Chatterjee, S.; Mahapatra, S.S.; Bharadwaj, V.; Upadhyay, B.N.; Bindra, K.S.; Thomas, J. Parametric Appraisal of Mechanical and Metallurgical Behavior of Butt Welded Joints Using Pulsed Nd:YAG Laser on Thin Sheets of AISI 316. Opt. Laser Technol. 2019, 117, 186–199. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Liu, H.J.; Chen, S.X.; Lin, Z.; Hou, J.C. Effects of Sleeve Plunge Depth on Microstructures and Mechanical Properties of Friction Spot Welded Alclad 7B04-T74 Aluminum Alloy. Mater. Des. 2014, 62, 40–46. [Google Scholar] [CrossRef]
- Tozaki, Y.; Uematsu, Y.; Tokaji, K. Effect of Processing Parameters on Static Strength of Dissimilar Friction Stir Spot Welds between Different Aluminium Alloys. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 143–148. [Google Scholar] [CrossRef]
- Ibrahim, I.J.; Yapici, G.G. Application of a Novel Friction Stir Spot Welding Process on Dissimilar Aluminum Joints. J. Manuf. Process 2018, 35, 282–288. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | ||||||||
|---|---|---|---|---|---|---|---|---|
| Element | Mn | Si | Mg | Zn | Fe | Cu | Cr | Al |
| Wt.% | 0.042 | 0.080 | 2.21 | 0.029 | 0.218 | 0.0037 | 0.152 | Bal. |
| Mechanical Properties | |||||
|---|---|---|---|---|---|
| Property | UTS (MPa) | Yield Strength (MPa) | Elongation (%) | Shear Strength (MPa) | Hardness (Hv) |
| AA5052-H32 | 228 ± 2 | 193 | 12 | 138 | 68 ± 2 |
| FSSW Parameters | Units | Codes | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Rotational speed | rpm | 500 | 1000 | 1500 |
| Dwell time | S | 1 | 2 | 3 |
| Exp. Run | Input FSSW Variables | Response of Mechanical Properties | |||||
|---|---|---|---|---|---|---|---|
| A: Rotational Speed, Rpm | B: Dwell Time, S | Heat Input Energy, J | SZ Hardness, Hv | TMAZ Hardness, Hv | HAZ Hardness, Hv | Maximum Shear Load, N | |
| 1 | 1 | 1 | 6137 | 62.8 | 55.8 | 59.1 | 1986 |
| 2 | 1 | 0 | 4500 | 78.6 | 74.1 | 62.4 | 2461 |
| 3 | −1 | −1 | 771 | 88.2 | 77.8 | 66.1 | 3696 |
| 4 | 1 | 0 | 4500 | 81 | 76 | 63.8 | 2569 |
| 5 | 1 | −1 | 2366 | 85 | 82.4 | 61.4 | 3301 |
| 6 | 0 | 1 | 3892 | 84.2 | 80.9 | 64.1 | 2493 |
| 7 | 1 | −1 | 2366 | 83 | 81.6 | 64.2 | 3190 |
| 8 | 0 | −1 | 1316 | 81.5 | 77.5 | 65.7 | 2897 |
| 9 | −1 | −1 | 771 | 86.6 | 76 | 67 | 3660 |
| 10 | −1 | 1 | 2092 | 97.6 | 84.1 | 63.7 | 3957 |
| 11 | 0 | 0 | 2609 | 86.9 | 82.1 | 64.7 | 2935 |
| 12 | −1 | 0 | 1525 | 107.1 | 91.2 | 64.6 | 4421 |
| 13 | 0 | 0 | 2609 | 89 | 84 | 63.1 | 3000 |
| 14 | 1 | −1 | 2366 | 81.7 | 79.6 | 63.9 | 3215 |
| 15 | −1 | 1 | 2092 | 94.3 | 80 | 65.4 | 3820 |
| 16 | 1 | 0 | 4500 | 79.4 | 75.6 | 60.5 | 2511 |
| 17 | 0 | 0 | 2609 | 92.4 | 86.3 | 62 | 3215 |
| 18 | −1 | −1 | 771 | 84.7 | 74.3 | 69.3 | 3594 |
| 19 | 1 | 1 | 6137 | 66 | 59.7 | 57.3 | 2113 |
| 20 | −1 | 0 | 1525 | 102.3 | 87 | 66.3 | 4330 |
| 21 | 0 | 1 | 3892 | 86.7 | 82.1 | 62.4 | 2668 |
| 22 | 0 | 1 | 3892 | 87.8 | 83.7 | 60.7 | 2781 |
| 23 | 0 | −1 | 1316 | 84.2 | 79.2 | 64.8 | 3156 |
| 24 | 1 | 1 | 6137 | 64.8 | 57.3 | 58.4 | 2074 |
| 25 | 0 | −1 | 1316 | 85.1 | 81.7 | 62.6 | 3234 |
| 26 | −1 | 0 | 1525 | 100.5 | 85.9 | 67.9 | 4269 |
| 27 | −1 | 1 | 2092 | 92.4 | 78.6 | 66.8 | 3712 |
| Source | Sum of Squares | Df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 7.101 107 | 3 | 2.367 107 | 829.33 | <0.0001 | Significant |
| A-Rotational Speed | 3.711 107 | 1 | 3.711 107 | 1300.20 | <0.0001 | |
| B-Dwell Time | 2.940 107 | 1 | 2.940 107 | 1030.06 | <0.0001 | |
| AB | 4.502 106 | 1 | 4.502 106 | 157.73 | <0.0001 | |
| Residual | 6.564 105 | 23 | 28,541.18 | |||
| Lack of Fit | 6.564 105 | 5 | 1.313 105 | |||
| Pure Error | 0.0000 | 18 | 0.0000 | |||
| Cor Total | 7.167 107 | 26 | ||||
| Std. Dev. | 168.94 | R2 | 0.9908 | |||
| Mean | 2800.89 | Adjusted R2 | 0.9896 | |||
| CV% | 6.03 | Predicted R2 | 0.9889 | |||
| Adeq Precision | 83.4697 | |||||
| Source | Sum of Squares | Df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 2675.69 | 7 | 382.24 | 62.72 | <0.0001 | Significant |
| A-Rotational Speed | 837.80 | 1 | 837.80 | 137.47 | <0.0001 | |
| B-Dwell Time | 10.40 | 1 | 10.40 | 1.71 | 0.2070 | |
| AB | 545.40 | 1 | 545.40 | 89.49 | <0.0001 | |
| A2 | 7.11 | 1 | 7.11 | 1.17 | 0.2935 | |
| B2 | 351.65 | 1 | 351.65 | 57.70 | <0.0001 | |
| A2B | 61.62 | 1 | 61.62 | 10.11 | 0.0049 | |
| AB2 | 47.38 | 1 | 47.38 | 7.77 | 0.0117 | |
| Residual | 115.80 | 19 | 6.09 | |||
| Lack of Fit | 29.56 | 1 | 29.56 | 6.17 | 0.0231 | Significant |
| Pure Error | 86.24 | 18 | 4.79 | |||
| Cor Total | 2791.49 | 26 | ||||
| Std. Dev. | 2.47 | R2 | 0.9585 | |||
| Mean | 85.70 | Adjusted R2 | 0.9432 | |||
| CV% | 2.88 | Predicted R2 | 0.9194 | |||
| Adeq Precision | 27.6805 | |||||
| Source | Sum of Squares | Df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1785.38 | 7 | 255.05 | 48.58 | <0.0001 | Significant |
| A-Rotational Speed | 245.76 | 1 | 245.76 | 46.81 | <0.0001 | |
| B-Dwell Time | 11.48 | 1 | 11.48 | 2.19 | 0.1556 | |
| AB | 607.76 | 1 | 607.76 | 115.77 | <0.0001 | |
| A2 | 177.85 | 1 | 177.85 | 33.88 | <0.0001 | |
| B2 | 232.71 | 1 | 232.71 | 44.33 | <0.0001 | |
| A2B | 147.22 | 1 | 147.22 | 28.04 | <0.0001 | |
| AB2 | 13.94 | 1 | 13.94 | 2.65 | 0.1197 | |
| Residual | 99.75 | 19 | 5.25 | |||
| Lack of Fit | 26.01 | 1 | 26.01 | 6.35 | 0.0214 | Significant |
| Pure Error | 73.74 | 18 | 4.10 | |||
| Cor Total | 1885.13 | 26 | ||||
| Std. Dev. | 2.29 | R2 | 0.9471 | |||
| Mean | 78.31 | Adjusted R2 | 0.9276 | |||
| CV% | 2.93 | Predicted R2 | 0.8954 | |||
| Adeq Precision | 23.2206 | |||||
| Source | Sum of Squares | Df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 164.47 | 3 | 54.82 | 25.02 | <0.0001 | Significant |
| A-Rotational Speed | 118.07 | 1 | 118.07 | 53.89 | <0.0001 | |
| B-Dwell Time | 40.80 | 1 | 40.80 | 18.62 | 0.0003 | |
| AB | 5.60 | 1 | 5.60 | 2.56 | 0.1234 | |
| Residual | 50.39 | 23 | 2.19 | |||
| Lack of Fit | 8.27 | 5 | 1.65 | 0.7063 | 0.6262 | Not significant |
| Pure Error | 42.13 | 18 | 2.34 | |||
| Cor Total | 214.86 | 26 | ||||
| Std. Dev. | 1.48 | R2 | 0.7655 | |||
| Mean | 63.64 | Adjusted R2 | 0.7349 | |||
| CV% | 2.33 | Predicted R2 | 0.6767 | |||
| Adeq Precision | 14.2759 | |||||
| Source | Sum of Squares | Df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1.145 107 | 6 | 1.909 106 | 50.44 | <0.0001 | Significant |
| A-Rotational Speed | 8.052 106 | 1 | 8.052 106 | 212.75 | <0.0001 | |
| B-Dwell Time | 3.015 105 | 1 | 3.015 105 | 7.97 | 0.0105 | |
| AB | 1.382 106 | 1 | 1.382 106 | 36.51 | <0.0001 | |
| A2 | 6.938 105 | 1 | 6.938 105 | 18.33 | 0.0004 | |
| B2 | 2.781 105 | 1 | 2.781 105 | 7.35 | 0.0135 | |
| A2B | 2567.11 | 1 | 2567.11 | 0.0678 | 0.7972 | |
| Residual | 7.569 105 | 20 | 37,847.44 | |||
| Lack of Fit | 5.413 105 | 2 | 2.707 105 | 22.60 | <0.0001 | Significant |
| Pure Error | 2.156 105 | 18 | 11,977.89 | |||
| Cor Total | 1.221 107 | 26 | ||||
| Std. Dev. | 194.54 | R2 | 0.9380 | |||
| Mean | 3157.70 | Adjusted R2 | 0.9194 | |||
| CV% | 6.16 | Predicted R2 | 0.8925 | |||
| Adeq Precision | 21.6217 | |||||
| Constraint Name | Units | Goal | Limits | Weights | Importance | ||
|---|---|---|---|---|---|---|---|
| Lower | Upper | Lower | Upper | ||||
| Tool rotational speed | rpm | in range | 500 | 1500 | 1 | 1 | 3 |
| Dwell time | s | in range | 1 | 3 | 1 | 1 | 3 |
| Heat input energy | KJ | maximize | 771 | 6137 | 1 | 1 | 3 |
| SZ hardness | Hv | maximize | 62.8 | 107.1 | 1 | 1 | 3 |
| TMAZ | Hv | maximize | 55.8 | 91.2 | 1 | 1 | 3 |
| HAZ | Hv | maximize | 57.3 | 69.3 | 1 | 1 | 3 |
| Maximum shear load | N | maximize | 1986 | 4421 | 1 | 1 | 3 |
| Exp. No. | Rotational Speed, Rpm | Dwell Time, S | Heat Input Energy, J | SZ Hardness, Hv | TMAZ Hardness, Hv | HAZ Hardness, Hv | Maximum Shear Load, N | |
|---|---|---|---|---|---|---|---|---|
| 750 | Actual | 1653.32 | 94.09 | 81.76 | 66.66 | 4037.22 | ||
| 1. | 1.5 | Predicted | 1597.1 | 92.7 | 78.5 | 64.0 | 3960 | |
| |Error|, % | 3.52 | 1.51 | 3.67 | 4.15 | 1.95 | |||
| Actual | 2660.51 | 86.68 | 81.73 | 65,73 | 4260.39 | |||
| 2. | 2.5 | Predicted | 2568.8 | 84.6 | 78.4 | 62.3 | 4150 | |
| |Error|, % | 3.57 | 2.46 | 3.77 | 5.50 | 2.66 | |||
| 1250 | Actual | 2815.32 | 120.64 | 85.55 | 62.92 | 2446.17 | ||
| 1. | 1.5 | Predicted | 2726.7 | 118.4 | 83.1 | 60.5 | 2390 | |
| |Error|, % | 3.25 | 1.89 | 2.95 | 4.00 | 2.35 | |||
| Actual | 4460.06 | 83.17 | 82.68 | 61.43 | 2342.55 | |||
| 2. | 2.5 | Predicted | 4310.9 | 81.1 | 79.8 | 59.1 | 2300 | |
| |Error|, % | 3.46 | 2.55 | 3.61 | 3.95 | 1.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Sayed Seleman, M.M.; Ataya, S.; Alrasheedi, N.H.; Ahmed, M.M.Z.; Reyad, H.A.; Bakkar, A.; Fouad, R.A. Optimization of Critical Parameters in Friction Stir Spot Welding of AA5052 Aluminum Alloy Using Response Surface Methodology. Crystals 2025, 15, 571. https://doi.org/10.3390/cryst15060571
El-Sayed Seleman MM, Ataya S, Alrasheedi NH, Ahmed MMZ, Reyad HA, Bakkar A, Fouad RA. Optimization of Critical Parameters in Friction Stir Spot Welding of AA5052 Aluminum Alloy Using Response Surface Methodology. Crystals. 2025; 15(6):571. https://doi.org/10.3390/cryst15060571
Chicago/Turabian StyleEl-Sayed Seleman, Mohamed M., Sabbah Ataya, Nashmi H. Alrasheedi, Mohamed M. Z. Ahmed, Hagar A. Reyad, Ashraf Bakkar, and Ramy A. Fouad. 2025. "Optimization of Critical Parameters in Friction Stir Spot Welding of AA5052 Aluminum Alloy Using Response Surface Methodology" Crystals 15, no. 6: 571. https://doi.org/10.3390/cryst15060571
APA StyleEl-Sayed Seleman, M. M., Ataya, S., Alrasheedi, N. H., Ahmed, M. M. Z., Reyad, H. A., Bakkar, A., & Fouad, R. A. (2025). Optimization of Critical Parameters in Friction Stir Spot Welding of AA5052 Aluminum Alloy Using Response Surface Methodology. Crystals, 15(6), 571. https://doi.org/10.3390/cryst15060571