3.2. Metal Forming Flow Analysis
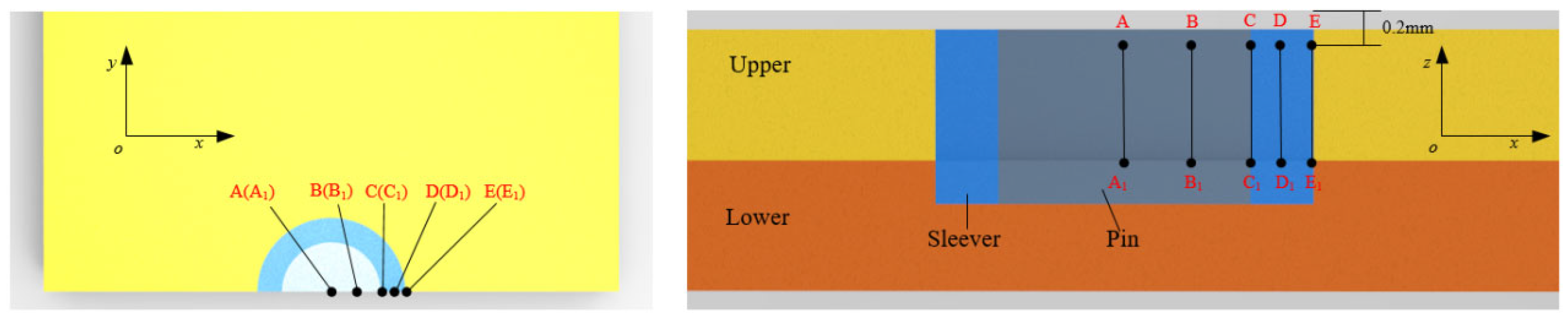
To deepen our comprehension of the flow and displacement patterns of internal metals, which are typically unobservable in practical spot welding scenarios, we utilized the particle tracing functionality within Deform software’s post-processing tools. This feature enabled the selection and tracking of particles situated at strategically chosen sites on the surfaces of both the upper and lower plates. The precise locations of these particles at each selected site are depicted in
Figure 8.
Figure 8 illustrates the specific locations of ten representative tracer points: A, B, C, D, E, A
1, B
1, C
1, D
1, and E
1. Tracer points A through E correspond directly with A1 through E1, respectively, in the thickness direction of the plate, sharing identical coordinates in the XY plane. To enhance the accuracy of positional information and to minimize the influence of surface meshing on the simulation model, tracer points A through E are positioned 0.2 mm below the upper surface of the top plate, while points A1 through E1 are located at the upper surface of the bottom plate. The material directly affected by the stirring tool at these points is highly indicative of flow characteristics, providing crucial insights into the flow trends within the spot welding zone. Specifically, tracer point A is situated at the center of the spot welding zone, point C at the perimeter of the stirring needle, point E at the boundary of the stirring sleeve, point B equidistant from points A and C, and point D equidistant from points C and E.
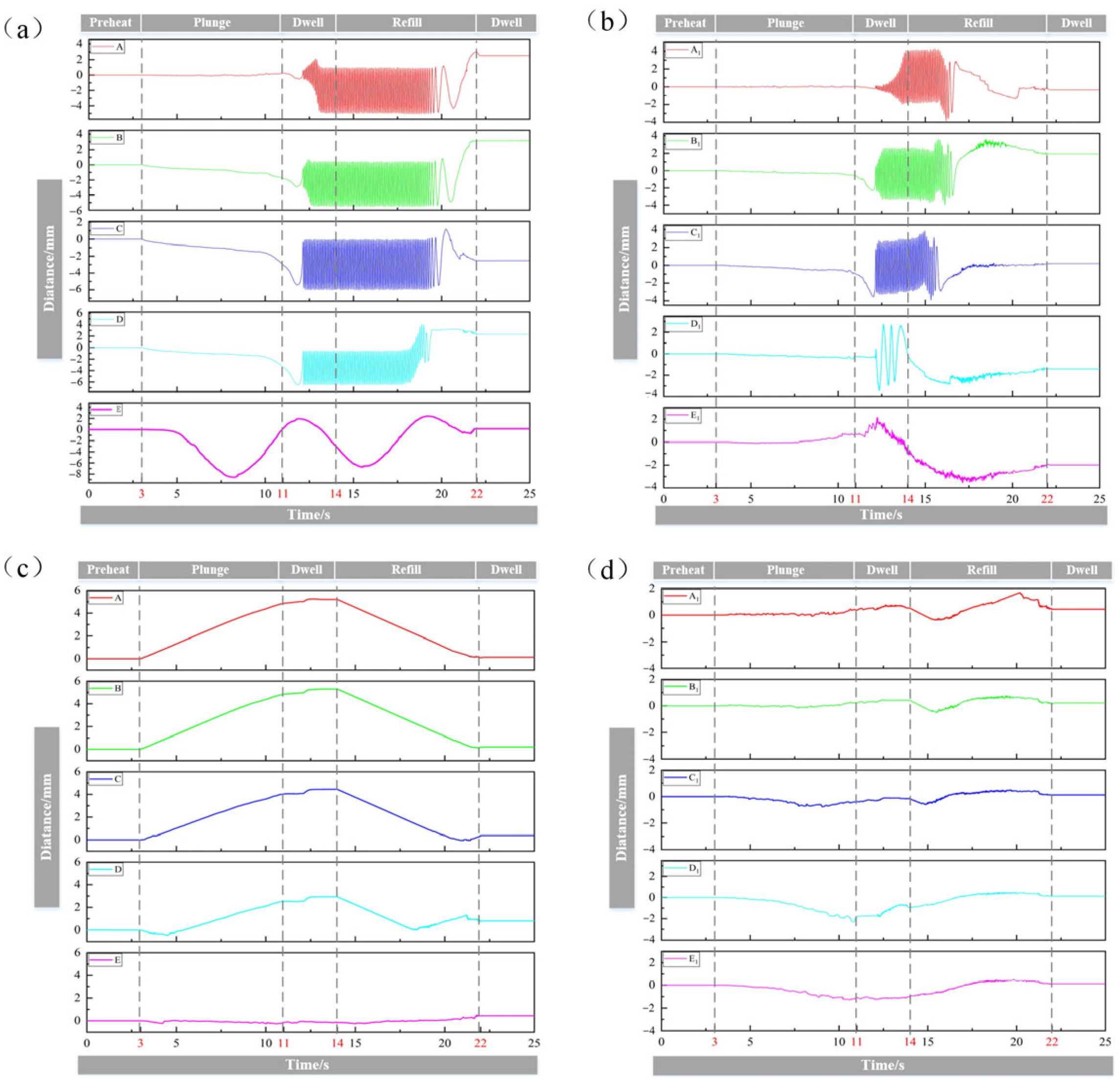
Figure 8 depicts the dynamic displacement trends of each tracer point. Given the symmetry of the RFSSW zone, the displacements in the X and Z directions were selected for analysis. Here, the X direction denotes horizontal displacement, while the Z direction indicates vertical displacement, with positive values representing upward movement. It is observed that the displacement changes in the horizontal direction of the tracer points on the upper plate are more complex and frequent compared to those on the lower plate. Conversely, displacement changes in the vertical direction appear more regular and stable when compared to the lower plate.
From an analysis of the amplitude of horizontal displacement, it is observed that the displacement amplitude progressively increases as one moves away from the center of the spot welding zone. The displacement fluctuation frequency and amplitude at points A and B, located beneath the stirring needle, are essentially identical. Furthermore, the displacement amplitude corresponds closely to the diameter of the stirring needle. The maximum displacement amplitude occurs at tracer point E, positioned at the outermost edge of the stirring sleeve; this amplitude aligns with the diameter of the stirring sleeve. Additionally, the amplitude of the sinusoidal fluctuations decreases progressively, as depicted in
Figure 9a. These sinusoidal fluctuations at points E and E1 commence earliest, spanning from the penetration stage through to the conclusion of the backfilling stage, although their fluctuation frequency is markedly lower than that observed at other tracer points. Compared to those on the upper plate, the tracer points on the lower plate exhibit a reduced amplitude and frequency of fluctuations, and these fluctuations persist for a shorter duration, as shown in
Figure 9b. It is evident that different tracer points exhibit sinusoidal fluctuations in the horizontal plane. Notably, the magnitude and duration of displacement at tracer points on the upper plate exceed those on the lower plate. This suggests that the fluidity of the metal in the upper plate, within the horizontal plane, is significantly greater than that in the lower plate.
In the thickness direction, the displacement amplitude of the tracer point diminishes progressively as one moves away from the center of the spot welding zone. Each point uniformly adheres to a unidirectional trajectory, culminating in a peak-like profile characterized by a high center and lower sides. The displacement initiates at the onset of the penetration stage and concludes at the termination of the backfilling stage, with a marginal elevation occurring during the standing stage. An upward movement is observed towards the end, as depicted in
Figure 9c. The maximal displacement is noted at points A and A1, positioned at the central zenith. The displacement amplitude at point A closely mirrors the axial travel of the stirring needle, while the displacement at point D, located directly beneath the descending stirring sleeve, remains positive. This indicates a complete deviation of point D from its original position. At point E, situated on the outermost perimeter of the stirring sleeve, the displacement exhibits minor fluctuations. Comparatively, the fluctuation amplitude of each tracer point on the lower plate is markedly less pronounced than that on the upper plate, following a pattern of initial decrease followed by a subsequent increase. Moreover, the timing of the descent advances progressively with increasing distance from the center of the spot welding zone. The greatest descent occurs at point E1, at the outermost boundary of the stirring sleeve, where the maximum displacement aligns closely with the depth of penetration of the stirring sleeve into the lower plate, as illustrated in
Figure 9d. These observations underscore the significant influence of the stirring tool on the movement of tracer points through the thickness of the material, with the upper plate exhibiting notably greater metal fluidity than the lower plate.
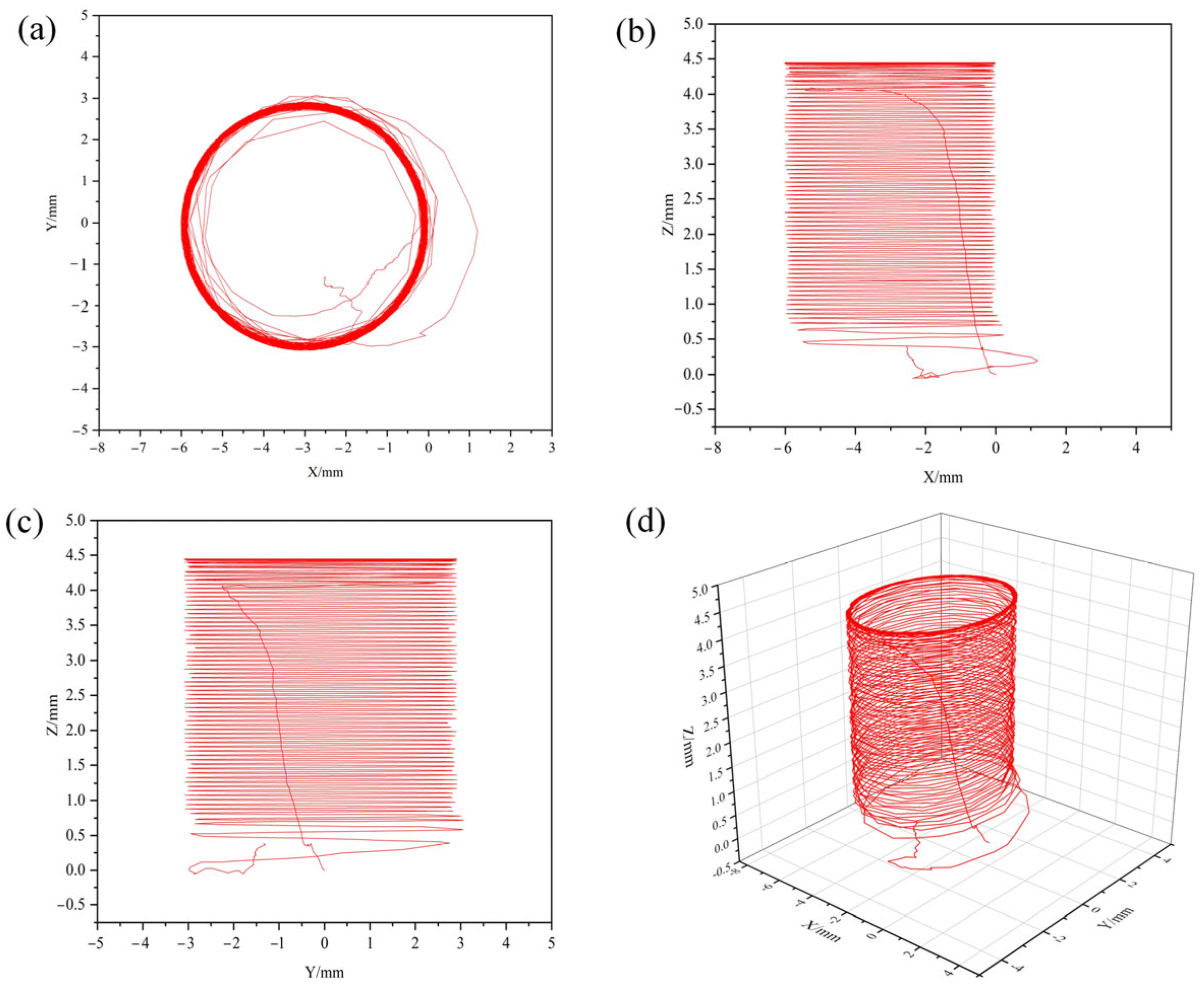
To elucidate the spatial flow dynamics of metal within the spot welding zone,
Figure 10 depicts the spatial motion trajectory of point C. This trajectory clearly manifests as a distinct spiral pattern within the spot welding zone, closely resembling the motion of the stirring tool.
3.3. Results of the Penetration Stage
The analysis discussed herein demonstrates that the penetration, dwell, and refilling stages critically influence the metal flow in the spot welding zone. This flow is instrumental for the metal within the spot welding zone to become plasticized at high temperatures and subsequently form an effective welding area. Thus, a comprehensive understanding of the metal flow during these stages is imperative to elucidate the formation mechanism of the spot welding zone. In this study, the metallographic microstructure at various stages of spot welding was examined using the instantaneous stop method. Additionally, the metal flow and formation processes in the spot welding zone were elucidated through the integration of simulation analysis results.
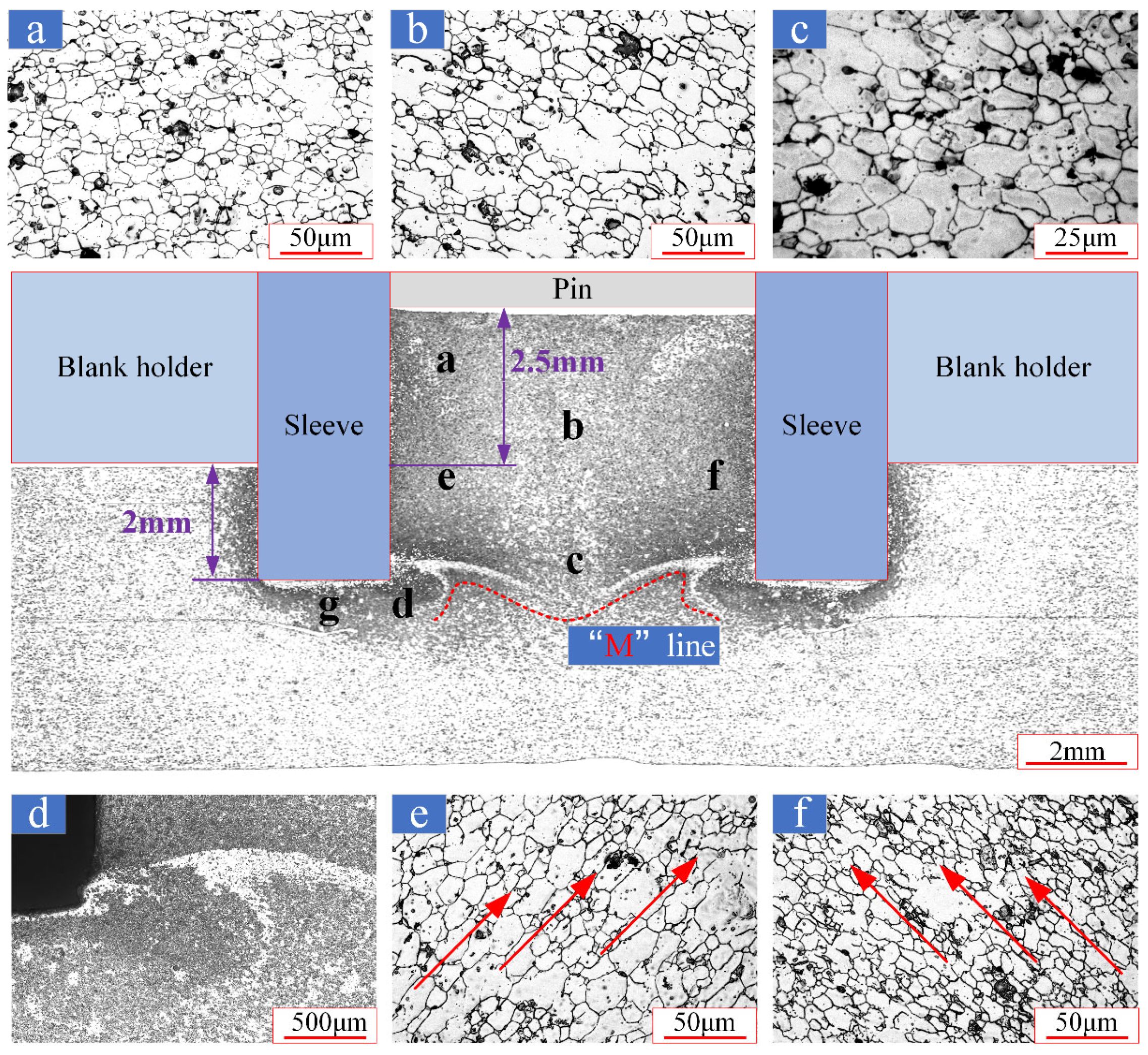
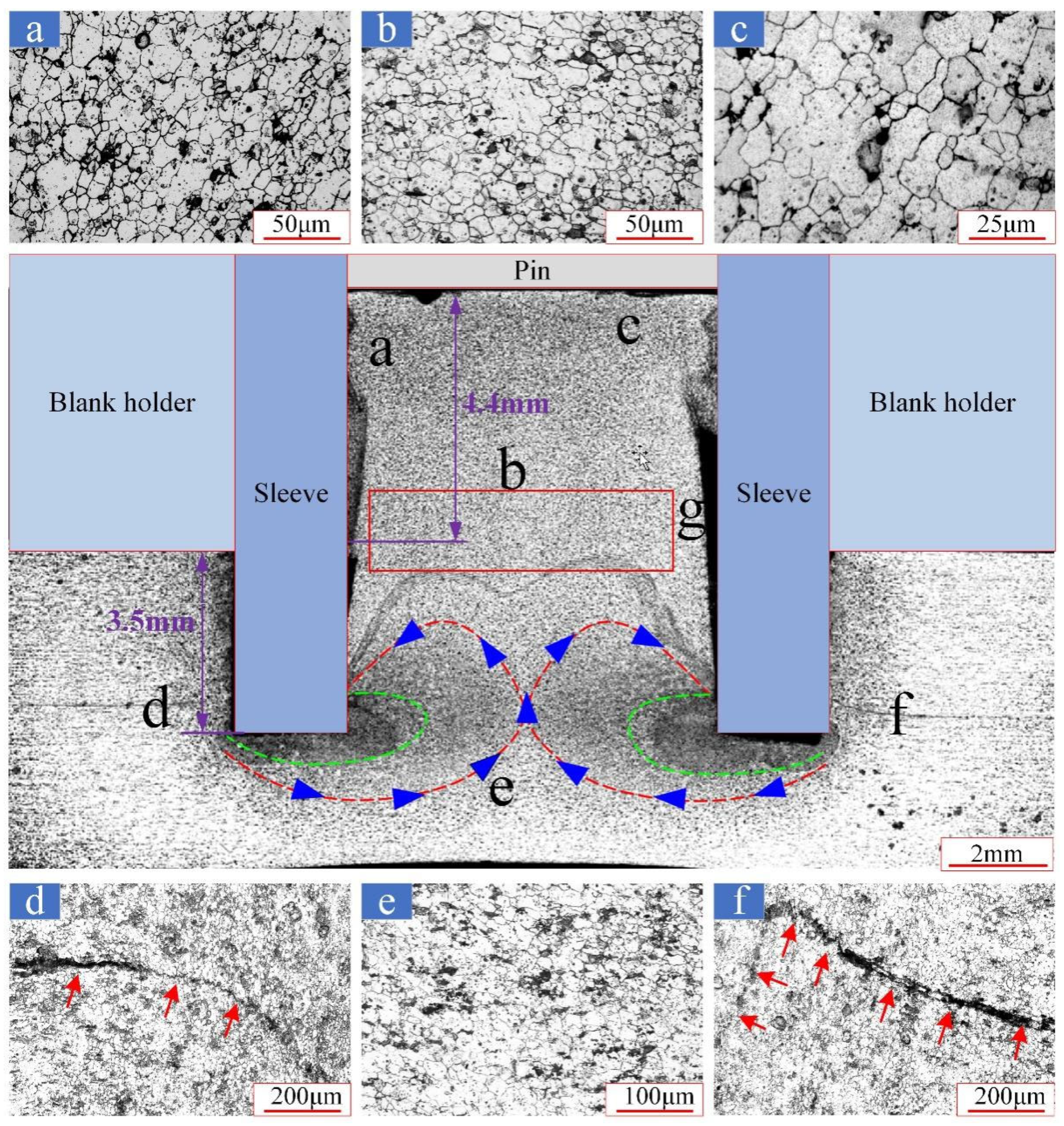
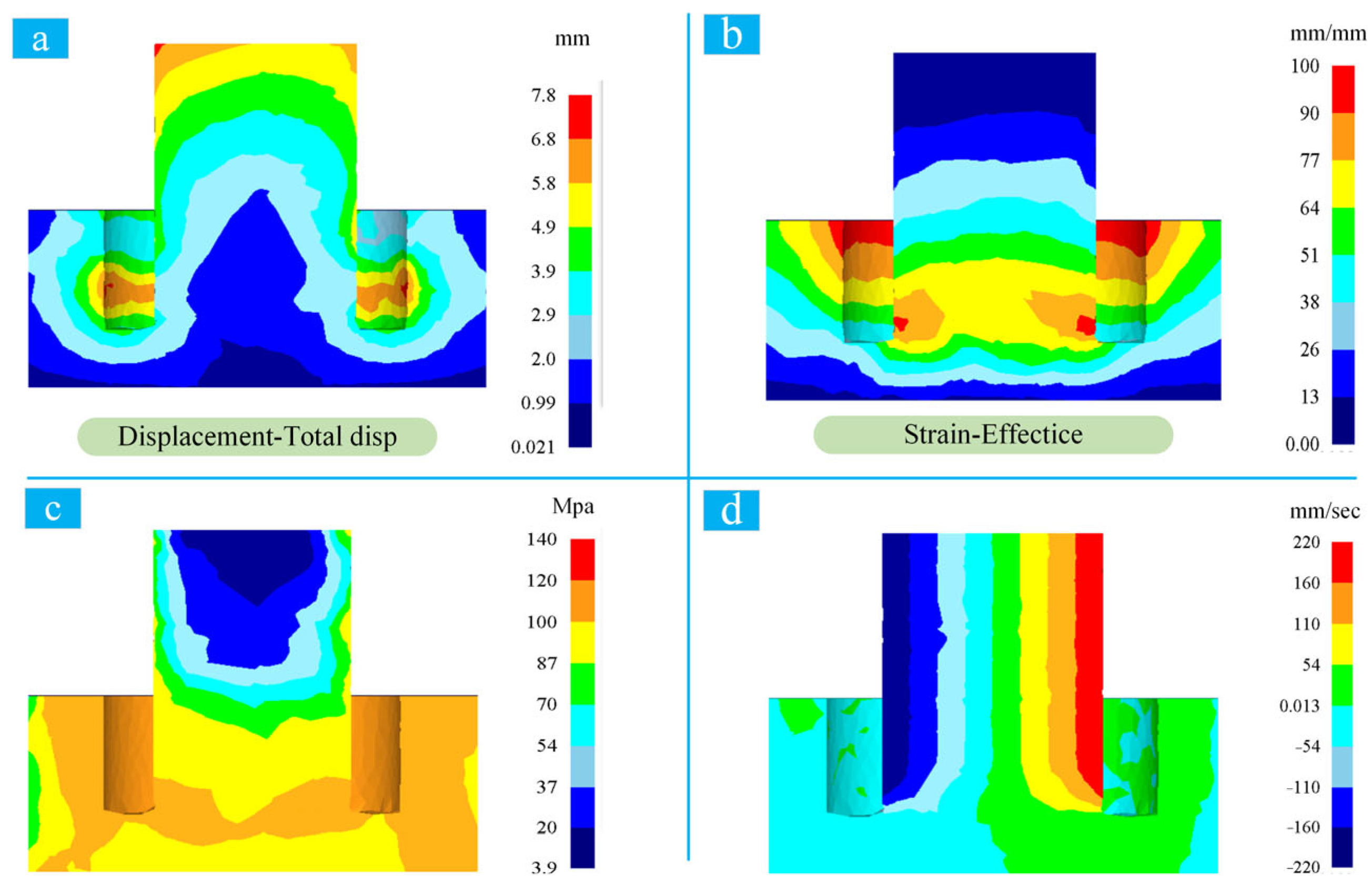
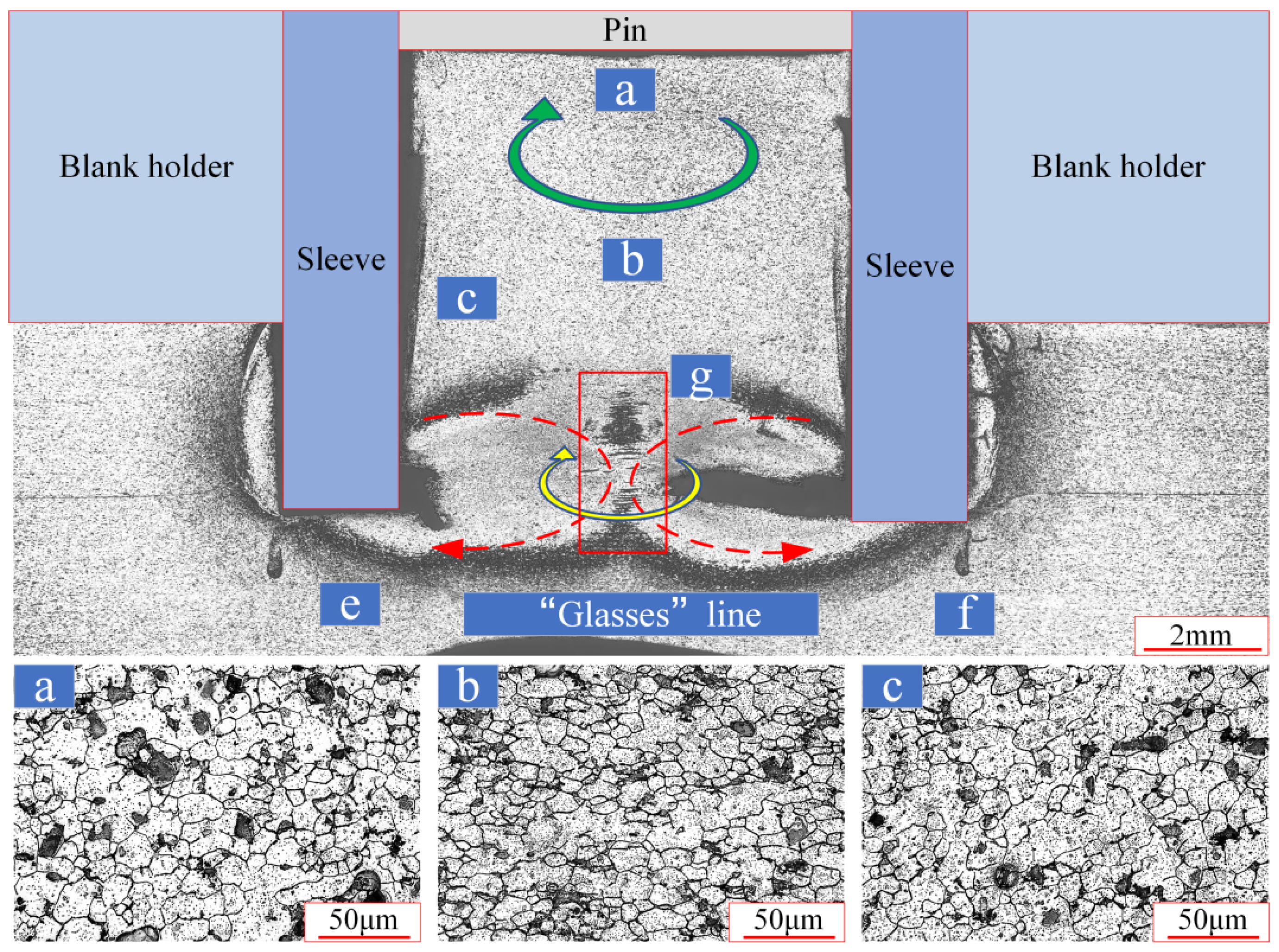
Figure 10 illustrates the morphology of the spot welding zone at a penetration depth of 2 mm. It reveals that the cavity within the stirring tool is filled with high-temperature plasticized metal. The overall appearance of the spot welding zone is characterized by a vertical convexity at the center and upward curvature on both sides. This morphology aligns closely with the strain contour diagram derived from the simulation results, as depicted in
Figure 11d. This congruence suggests that the observed shape results from variations in the metallographic structure attributable to differing degrees of metal strain within the spot welding zone. The metal directly beneath the stirring tool undergoes stirring, extrusion, and fracturing, resulting in the formation of fine grains. Notably, the pin-affected zone (PAZ) directly below the stirring needle experiences the most significant displacement in the thickness direction. The edge of the PAZ, influenced directly by the stirring sleeve, exhibits pronounced grain refinement, as illustrated in
Figure 11a. Although the central region of the PAZ is less directly influenced by the stirring tool, it still achieves fine-grain formation, as shown in
Figure 10b. This observation indicates that the entire PAZ undergoes extensive squeezing and crushing. A distinct “M” line emerges at the base of the PAZ, represented by a red dotted line in
Figure 10, which is also discernible in the horizontal velocity distribution from the simulation results, as illustrated in
Figure 11b.
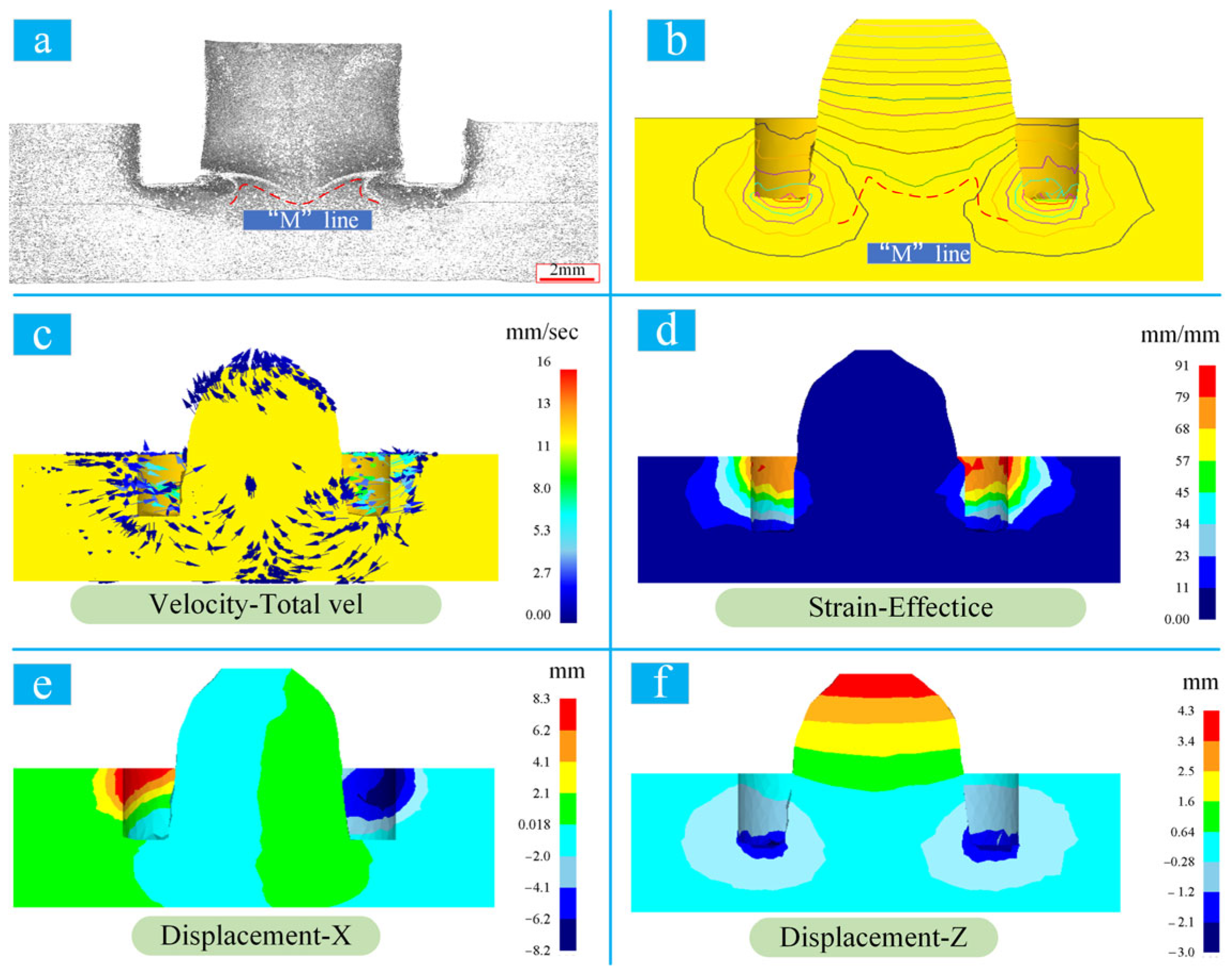
Integrating the data presented in
Figure 11 and
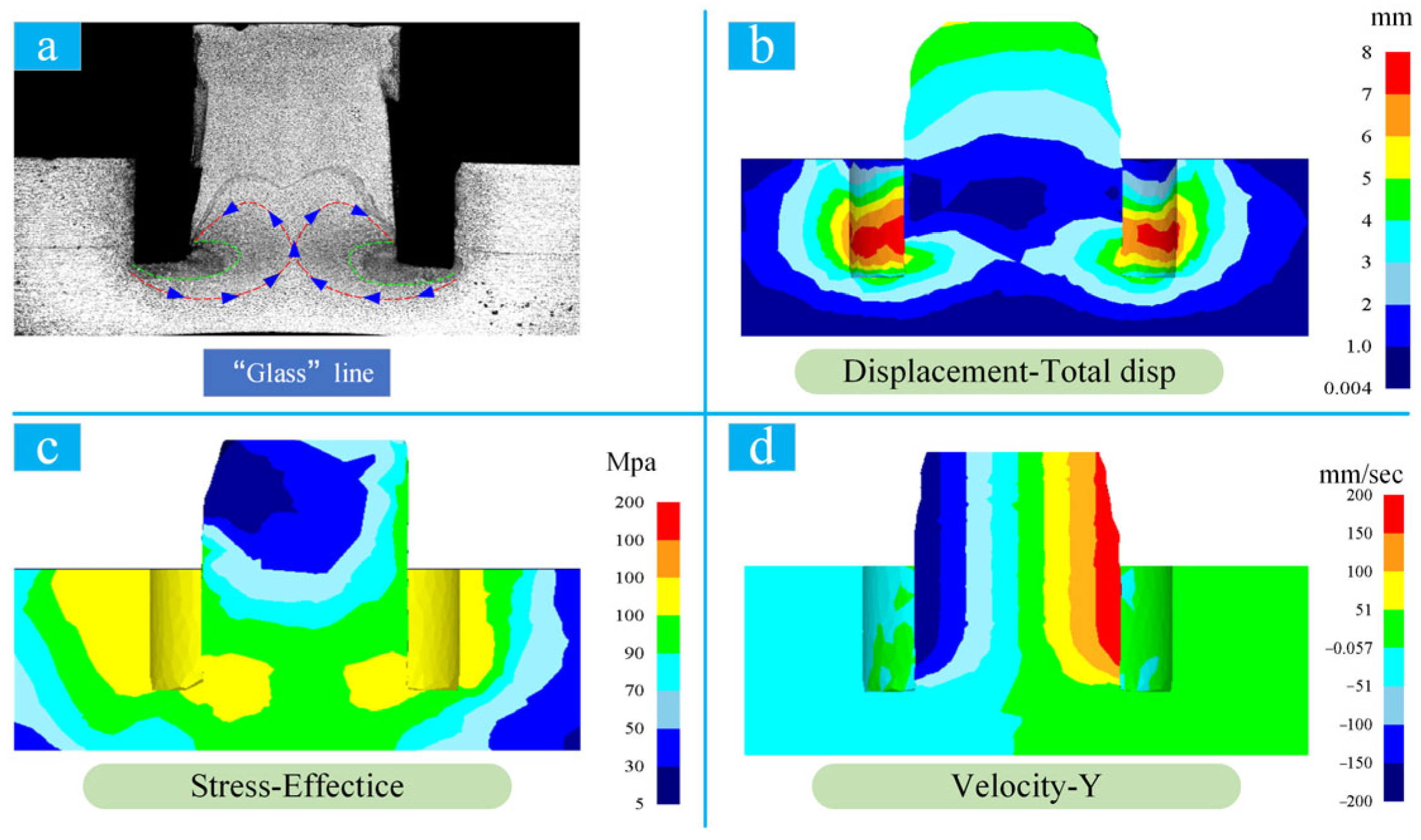
Figure 12, it becomes evident that the formation of the “M” line is attributable to significant plastic deformation of the metal, which causes a strain differential. This observation leads to the inference that the PAZ undergoes shear forces exerted by the inner side of the stirring sleeve, inducing an in situ rotational movement along its axis. This phenomenon is substantiated by
Figure 11e, which distinctly illustrates that the entire spot welding zone exhibits a pronounced counter-directional movement along both flanks of the central axis. Notably, the demarcation line on the central axis of the PAZ is particularly evident. The reduced rotational speed of the metal at the base of the PAZ, resulting from its direct contact with the stirring tool, is discernible through the minimal displacement shown in
Figure 12d,f. Consequently, an in situ rotational interface forms at the bottom of the PAZ, manifesting as an “M”-shaped separating line on the cross-section. This interface engenders intense shear friction in adjacent metal, thereby refining the grains in this area to the smallest size observed within the entire PAZ, as illustrated in
Figure 11c.
The distinct elevation of the “M” line at its center and flanks can be attributed to the metal beneath the stirring tool, which, under the influence of high temperature and extrusion pressures, flows towards areas of lower pressure. The PAZ represents the zone of lowest pressure, resulting in substantial metal accumulation beneath it. However, the metal proximate to the inner side of the stirring sleeve is directly sheared, elevating the temperature and enhancing flow capacity. This dynamic is corroborated by
Figure 6 and
Figure 11c, where a substantial flow of plastically deformed metal from directly beneath the stirring sleeve to the underside of the stirring needle is observed. This area also records the highest strain rate within the PAZ, aligning with the metallographic structures depicted in
Figure 11c,d. Conversely, the metal at the center of the PAZ, characterized by lower temperatures and pressures, exhibits an overall upward movement, which is further confirmed by
Figure 11f, where the positive displacement values indicate upward movement. The flow dynamics, characterized by slower middle flow velocities and lower pressures juxtaposed with faster flow rates, higher temperatures, and pressures on the flanks, culminate in the formation of the “M” line. This configuration aligns perfectly with the morphology of the plastic metal flow lines depicted in
Figure 12b, thereby validating the accuracy of the simulation model during the penetration stage.
As the stirring sleeve progressively penetrates the lower plate, the morphology of the spot welding zone remains relatively unchanged. However, the grain refinement in the PAZ adjacent to the stirring sleeve is notably more pronounced than in the central region of the PAZ, as evidenced by
Figure 13a–c. This observation suggests that the direct interaction with the stirring tool significantly enhances shear forces, thereby facilitating grain refinement. In
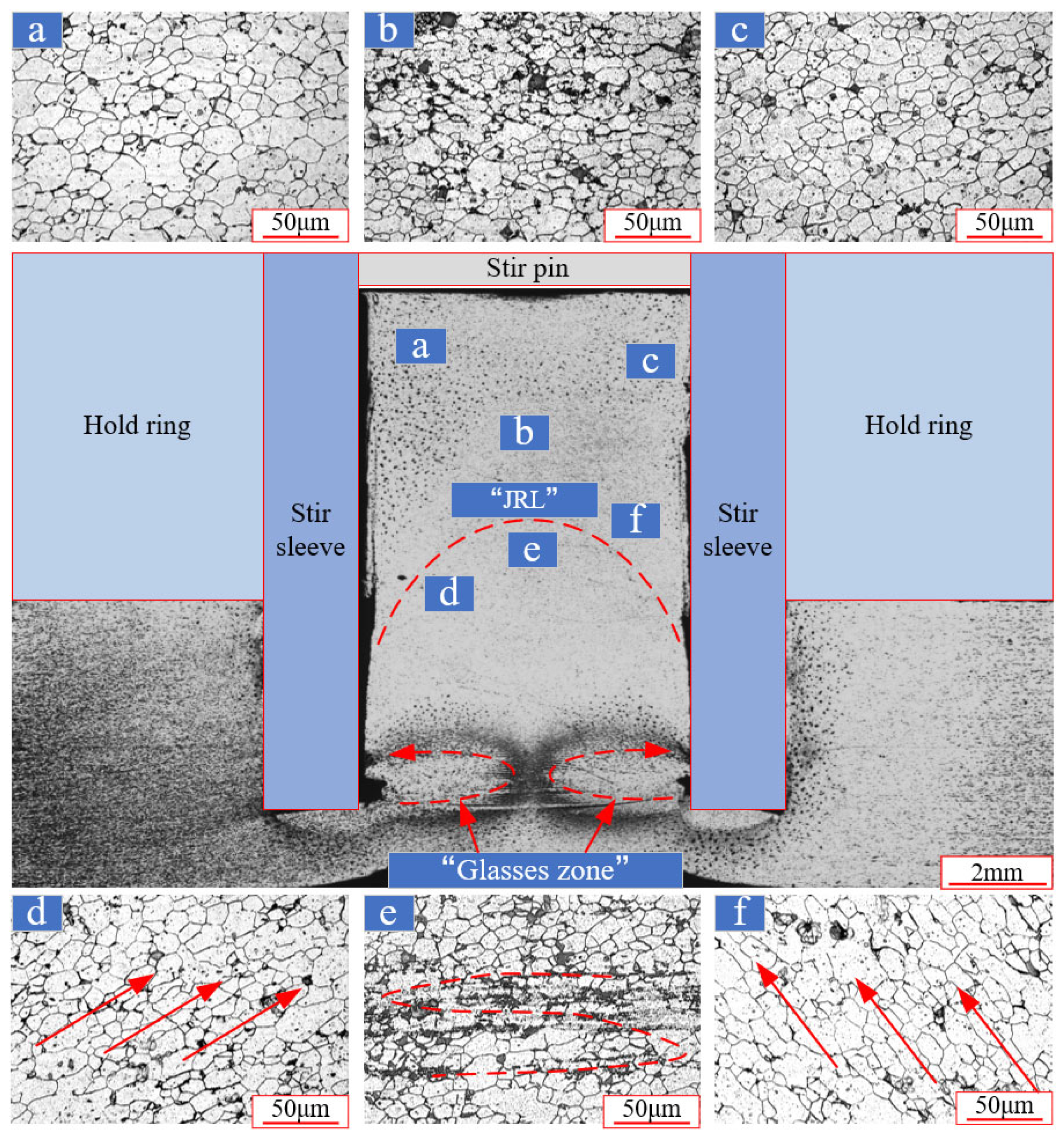
Figure 11, the “M” line gradually transitions into a “glass zone,” which exhibits a contour resembling that of eyeglasses. This transformation occurs as both the penetration depth and the ambient temperature increase;
Figure 14 illustrates the specific characteristics of this zone.
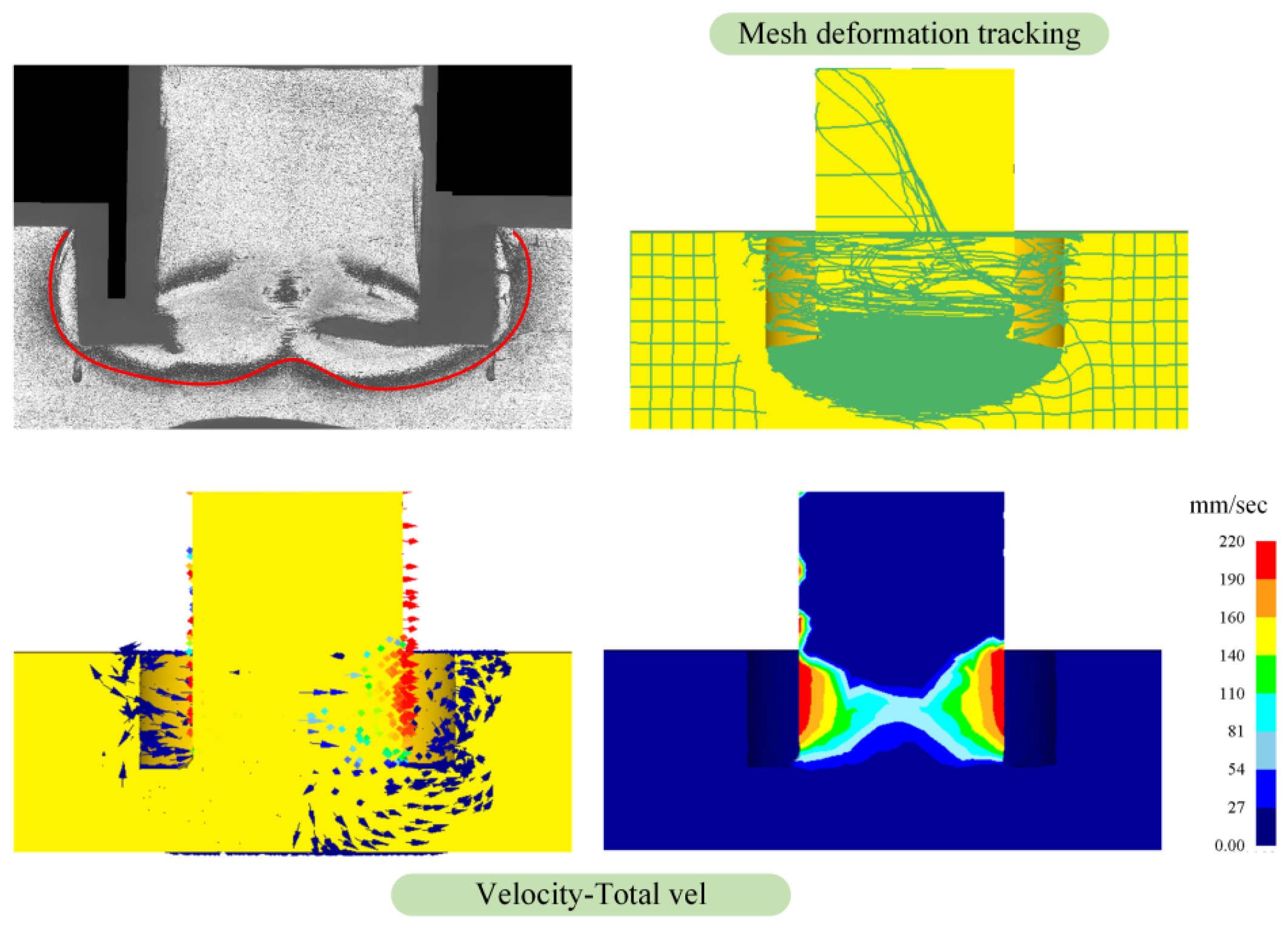
The “glass zone” is also discernible in the displacement contour depicted in
Figure 14b. This zone represents a flow area where the metal, having undergone substantial displacement, is located within the spot welding zone. Similarly, the “spectacle zone” is visible in the pressure contour of
Figure 14c, where it forms because of the increased pressure exerted by the metal in the spot welding zone. The velocity contours along the central axis of the spot welding zone, as shown in
Figure 14d, reveal that the velocities on either side are markedly divergent, corroborating the in situ rotational dynamics previously described; the positive and negative values indicate the respective directions of these velocities.
Upon analyzing both the metallographic structures and the simulation results, it appears that the emergence of the “glass zone” is attributable to the flow of plasticized metals subjected to high temperatures, pressures, and displacements near the stirring tool. This process is fundamentally similar to that observed with the “M” line. The divergence in morphology between these two zones arises because, at this stage, the quantity of plasticized metal experiencing high temperature, pressure, and displacement increases substantially, prompting an extensive flow of such metals into the PAZ, which then transitions from the “M” line to the “glass zone”. The flow directions to the left and right of the “glass zone” are opposed, with the left side moving counterclockwise and the right side moving clockwise. This flow initiates directly beneath the exterior of the stirring sleeve and terminates at a specific elevation on the interior bottom side of the mixer sleeve, as indicated by the red line in
Figure 14a and depicted by the blue arrow. This distinctive mode of plastic metal flow causes the demarcation line between the upper and lower plates to gradually ascend within the PAZ, forming an “M”-shaped Joint Residual Line (JRL), as depicted in
Figure 13, with its specific morphology detailed in
Figure 14.
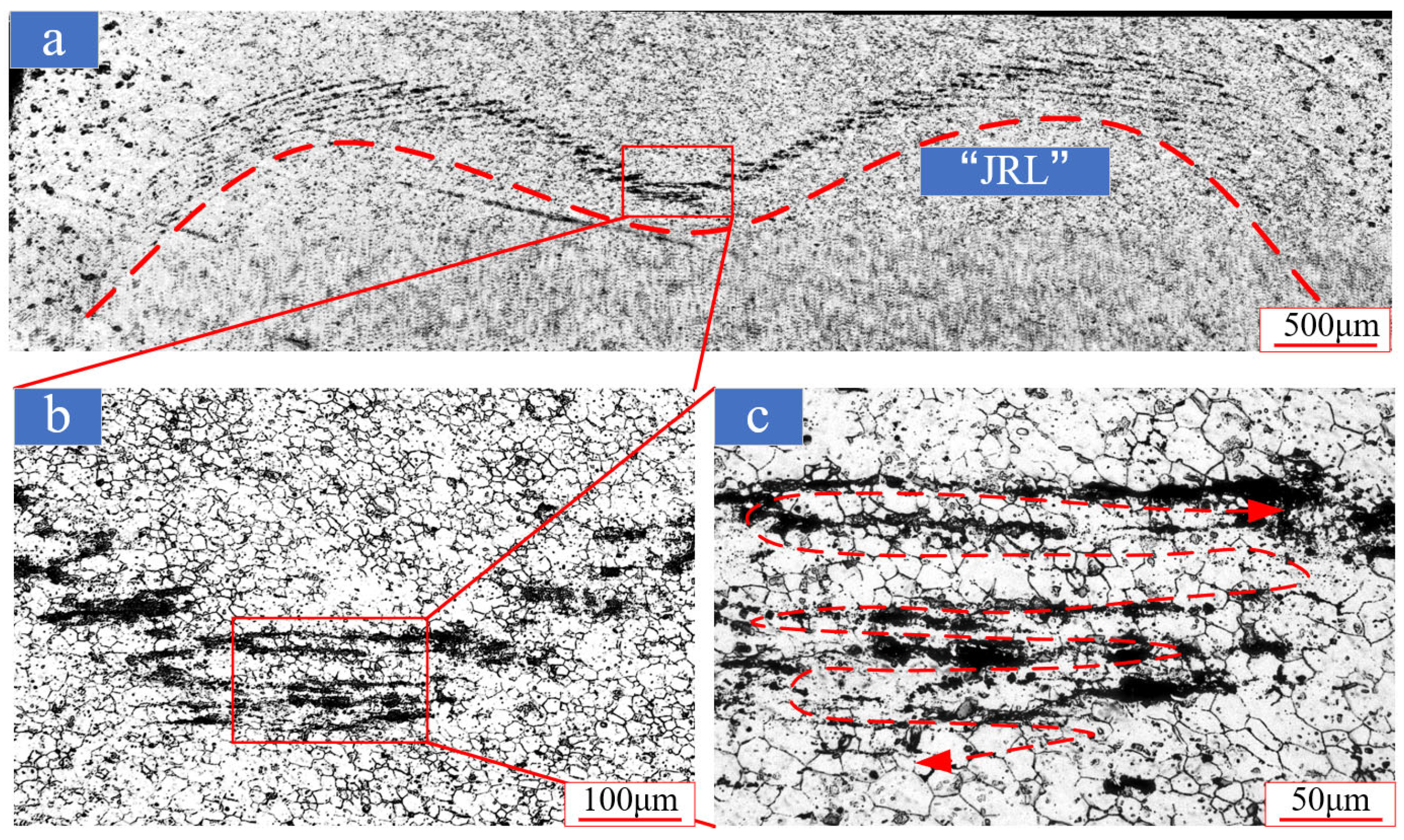
The formation of the JRL is intricately linked to the metal flow dynamics within the spot welding zone. The observed black lines in the metallographic structure are attributable to the presence of an oxide film with a high melting point on the surface of the spot-welded plate. This film undergoes corrosion and subsequently peels off upon exposure to metallographic etchants, resulting in the formation of corrosion pits and a blackened appearance [
27]. Within the JRL, particularly noticeable in the central depression, a distinct spiral trajectory is evident, as illustrated in
Figure 15b,c. This pattern indicates that during the penetration stage, the metal at the interface of the upper and lower plates undergoes a spiraling motion, concurrently refining the surrounding grains. This observed phenomenon correlates well with the spatial trajectories of tracer points depicted in
Figure 9 and
Figure 10, thereby corroborating the accuracy of the simulation model.
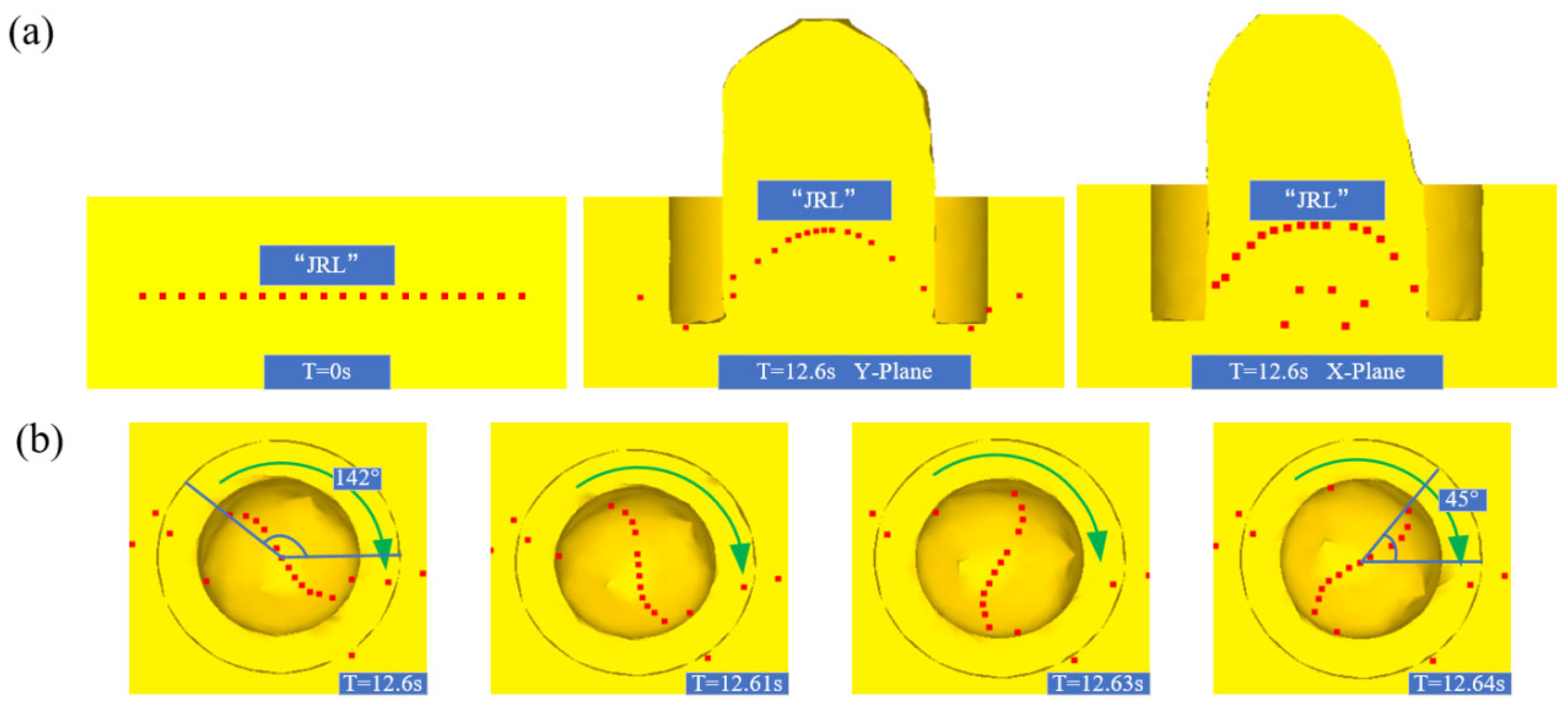
Discrete particles were utilized along the interface between the upper and lower plates for displacement tracing rather than using the dividing lines themselves. During the dwell stage, these particles displayed a “parabolic” shape in both the X and Y planes, aligning closely with the experimental findings, as illustrated in
Figure 16a. In the Z-plane, the particle distribution formed a continuous rotating wavy line, consistent with the direction of the stirring tool, as depicted in
Figure 16b. These lines rotated 97° in 0.04 s at a rotational speed of approximately 405 rpm, which is notably slower than the stirring tool’s speed of 1600 rpm. This indicates that the spot welding zone rotates as a unified entity and experiences relative shear slip with respect to the stirring tool.
Figure 16 elaborates on the stress–strain relationships and displacement characteristics at this stage. The displacement contour distribution remains fundamentally similar to that observed during the penetration stage. However, the displacement contours near the stirring needle predominantly exhibit a “parabolic” shape, as shown in
Figure 17a. The “glass zone” continues to be the region subjected to the highest pressure and strain, with the maximum pressure values significantly elevated, as demonstrated in
Figure 17b,c. Moreover, the overall in situ rotational velocity during this stage is higher than that in the penetration stage, attributable to the elevated temperatures, as shown in
Figure 17d. It is observed that the “glass zone” diminishes as the temperature increases and the spot welding zone becomes fully filled, with no significant metal flow into the PAZ. This observation confirms the underlying mechanism for the formation of the “glass zone”. Despite this, the stirring tool continues to rotate in situ with the metal, resulting in increased internal pressure and accelerated rotation.
3.4. Results of the Dwell Stage
To corroborate the simulation results discussed previously, the microstructural observations from the dwell stage are presented in
Figure 18. During this stage, the stirring tool rotates at high speed without axial movement. The micrographs in
Figure 18a,b illustrate that the grains proximal to the stirring tool do not exhibit significant refinement. Conversely, as depicted in
Figure 18c, the grains in the central region of the spot weld are noticeably more refined. This suggests that while the interior of the stirring tool is completely filled, preventing metal inflow from outside, the influence of the stirring tool on the nearby area stabilizes, leading to a relatively unchanged degree of grain refinement. Nonetheless, because of the low central pressure and elevated peak temperature in the spot welding zone, the grains continue to experience substantial compression and fracturing from the surrounding high-pressure metal. At this stage, the morphology of the “JRL” line transitions from an “M” shape, observed during the piercing stage, to a “parabolic” shape, as indicated by the red dotted line in
Figure 18. This transformation substantiates the simulation findings that there is no significant axial motion of the metal adjacent to the stirring sleeve, while the metal at the center is still driven upward by pressure, causing an increase in the height of the “JRL” line’s center and altering its shape to a parabolic form. The center of this “parabola” is also characterized by a spiral formation, as shown in
Figure 18e. The grain orientation on both sides aligns tangentially and curves towards the center, elucidating the formation of the “parabola”, as evidenced in
Figure 18d,f.
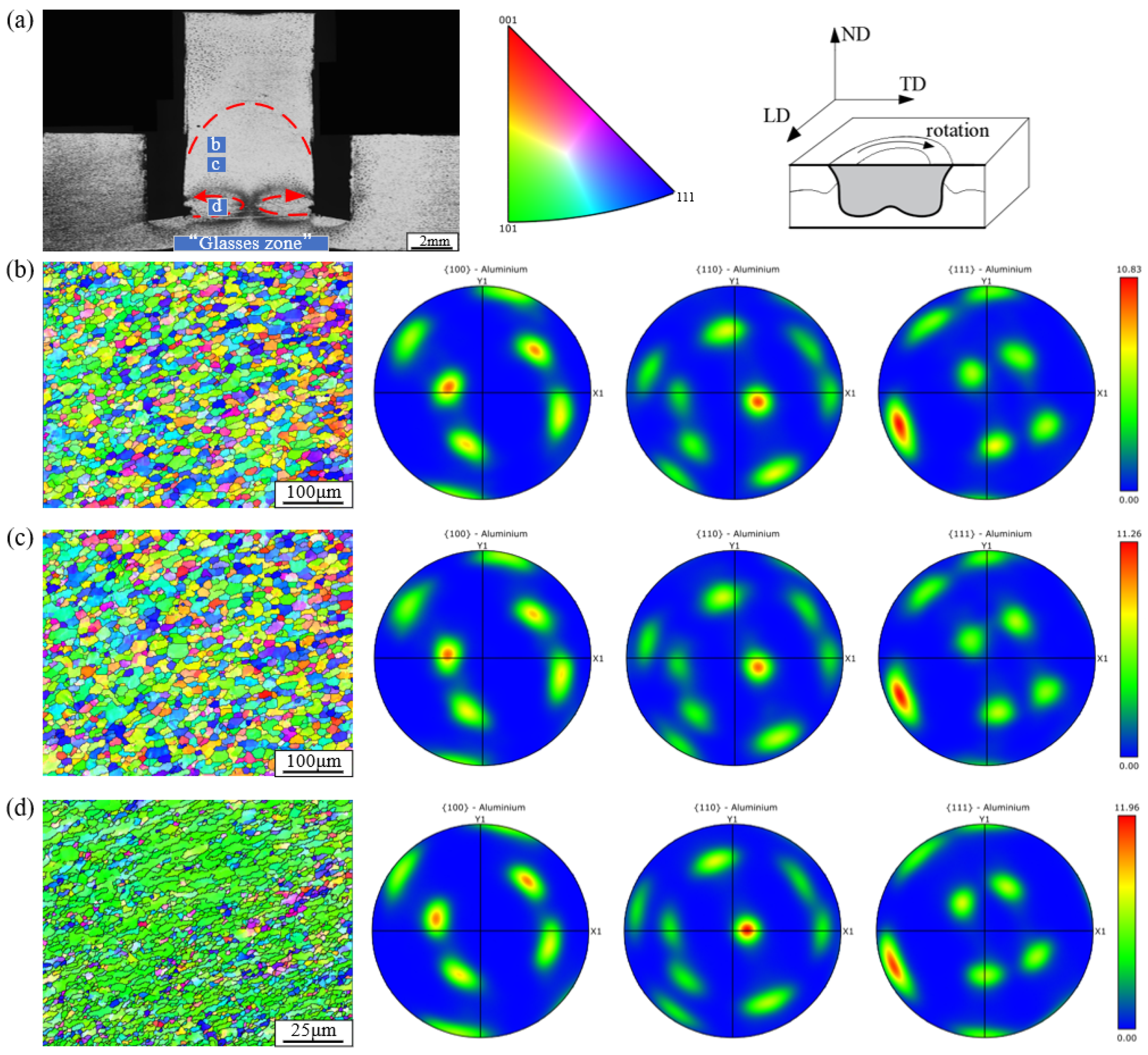
Figure 19 displays the grain distribution status of the actual spot welding zone. The average grain size within the “glass zone” measures approximately 4.2 μm, and the average grain size on the upper side of the “spectacle zone” is about 25 μm, as demonstrated in
Figure 19b,c. Analyzing the grain texture orientation, the “spectacle zone” exhibits a consistency with the surrounding grain orientations, with a slightly higher orientation intensity. This consistency further supports the hypothesis that the formation of the “spectacle zone” results from the creation of very small grains under the influence of higher pressure and intense shear. Additionally, the uniformity of grain texture orientation reinforces the conclusion that a complete in situ rotation occurs at this juncture.
3.5. Results of the Refilling Stage
Upon the conclusion of the dwell stage, the process transitions into the refilling stage. Because of the insertion of the stirring tool into the lower plate during the preceding stationing stage, the refilling commences from the lower plate. A detailed analysis of the simulation results, as depicted in
Figure 20, reveals that the flow direction of the plastically deformed metal near the “glass zone” reverses compared to the penetration stage. This reversal is attributed to the downward pressure exerted by the stirring needle, which forces the plastically deformed metal within the stirring tool to flow outward along the “glass zone” and fill the cavity created by the elevation of the stirring sleeve. This observation further corroborates the previously described characteristics of the “glass zone”.
As illustrated in
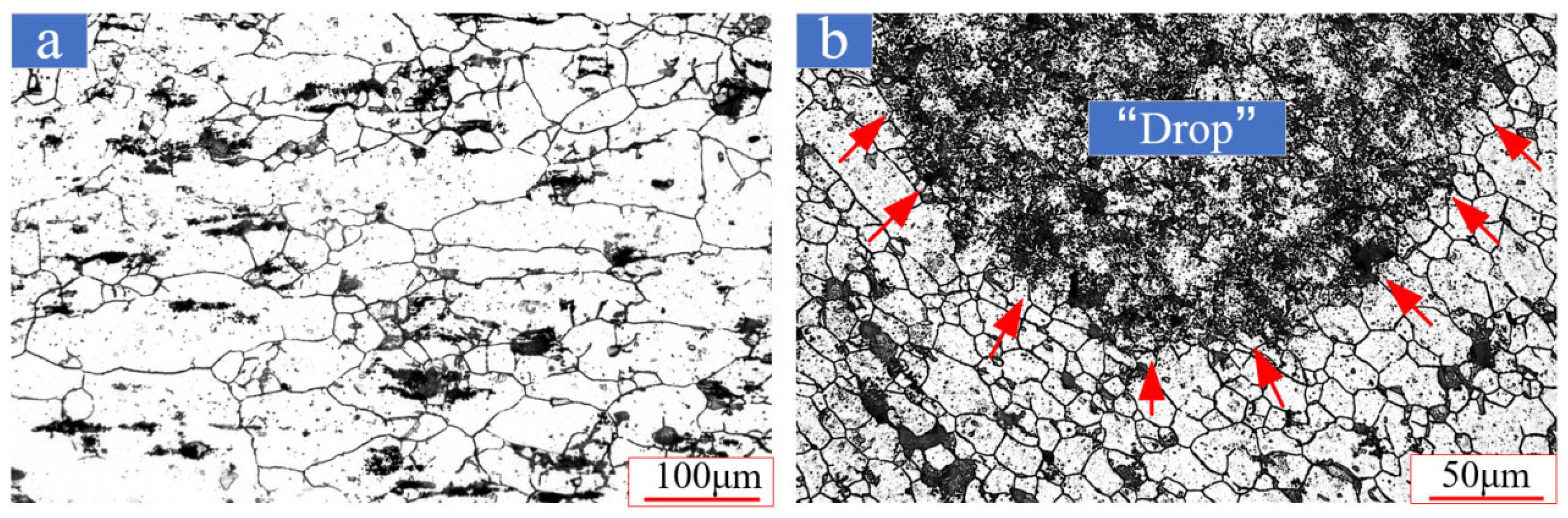
Figure 21, the metallographic examination of the refilling stage indicates a uniform grain size throughout the weld nugget zone, evidencing complete refinement. Directly beneath the stirring sleeve, a distinct “drop zone” is observed, and the base metal area immediately below the stirring tool exhibits significant flattening. The specific morphology is presented in
Figure 22. Concurrently, the demarcation between the upper and lower plates near the stirring tool becomes increasingly indistinct, signaling the formation of an effective joint.
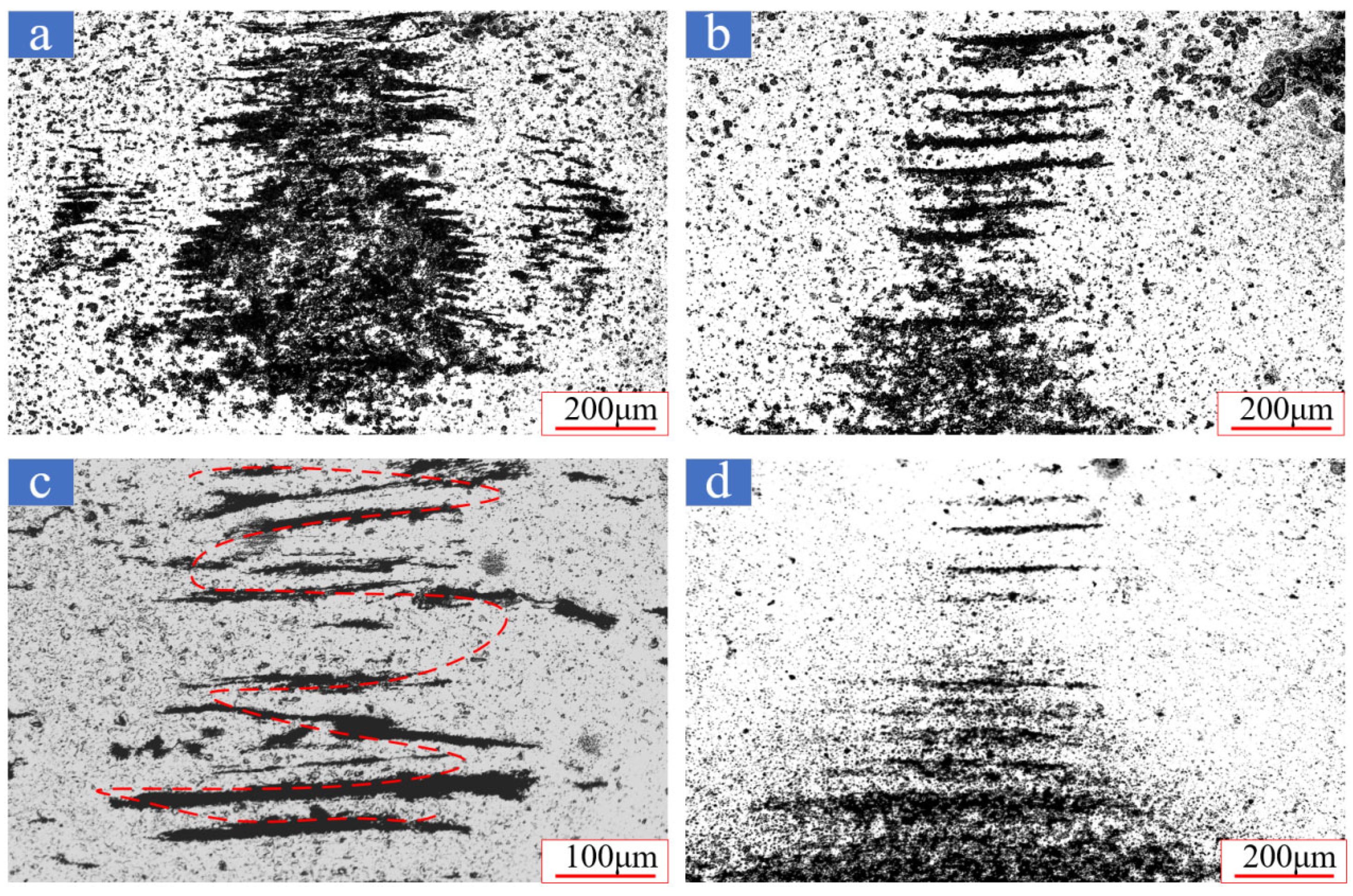
In the “glass zone”, a pronounced spiral trajectory becomes evident, traversing the center of the entire “spectacle line”, as demonstrated in
Figure 22.
As observed in the spiral trajectory depicted in
Figure 23, the direct extrusion exerted by the stirring tool on the plastically deformed metal at the PAZ generates increased pressure. This pressure facilitates greater shear interaction between the metal and the stirring tool, markedly differing from the dynamics observed during the penetration stage. This interaction results in a wider range of spiral trajectories at the center, albeit with a reduced pitch. As the spiral trajectory extends towards the bottom, it broadens and assumes a “triangular” shape, as illustrated in
Figure 23d. This phenomenon can be attributed to the lower plasticity of the metal near the bottom and its relative distance from the mixing tool, which makes direct influence challenging, thereby limiting significant spiral motion in this area. In summary, at this stage, the metal within the stirring tool is substantially compressed and extruded, a process confirmed by the gradual disappearance of the boundary between the upper and lower plates, along with the broader expanse of the spiral trajectory paired with a finer pitch.
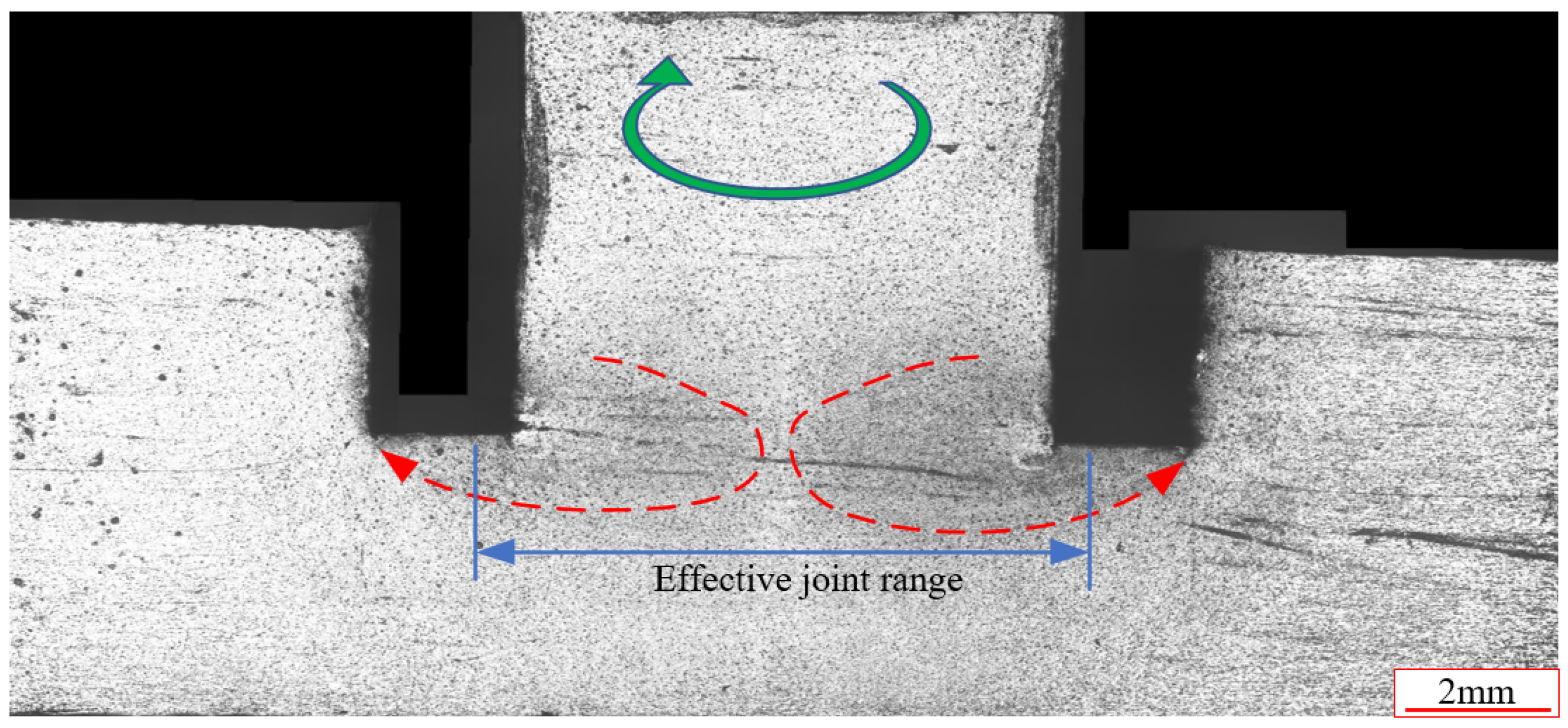
During the refilling of the upper plate, the persistence of the “glass zone” is still evident, albeit smaller and less distinct. Furthermore, the dividing line between the upper and lower plates completely vanishes within the spot welding zone, indicating the complete formation of an effective joint, as shown in
Figure 24.
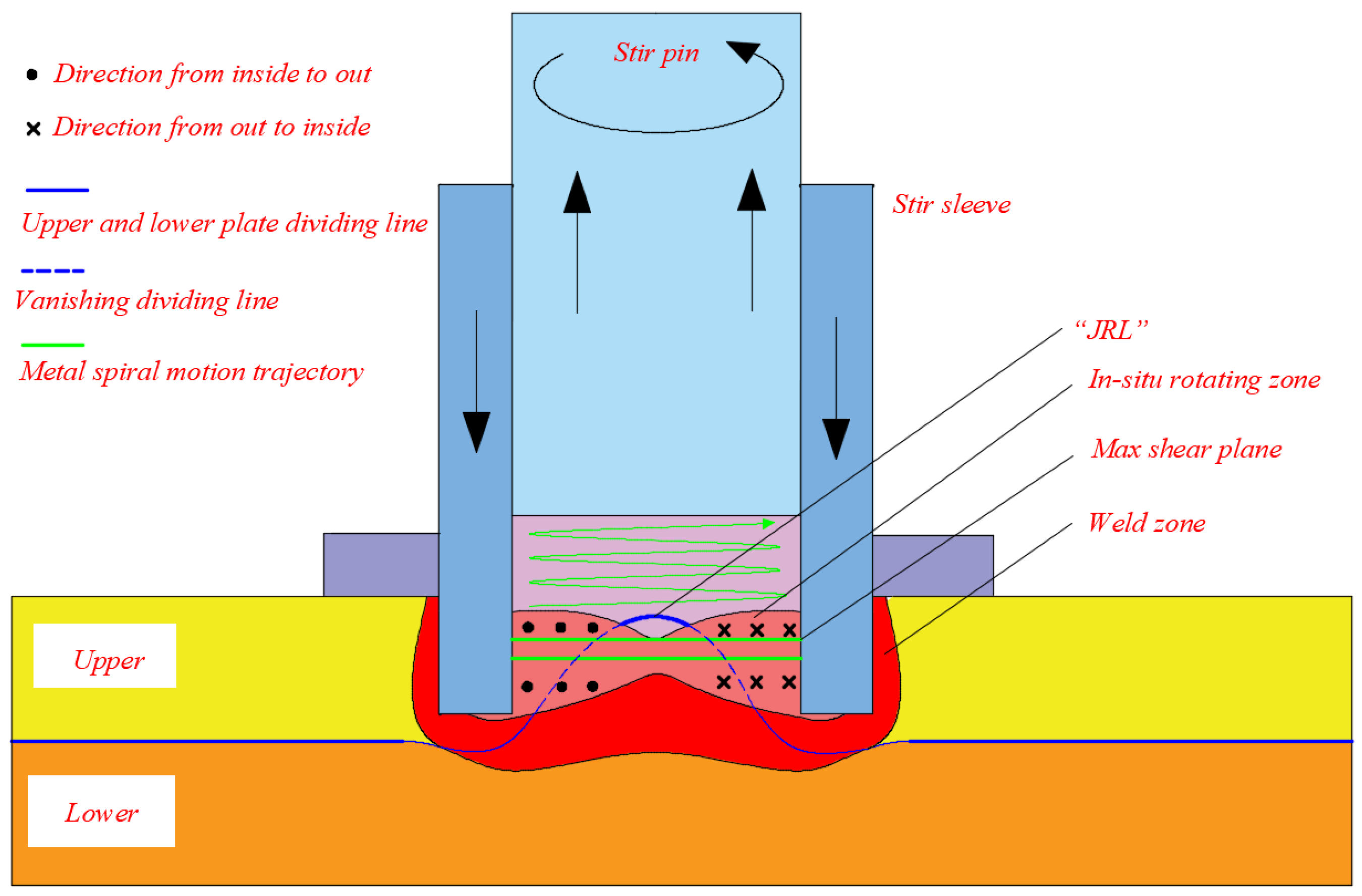
3.6. Formation Mechanism
To elucidate the formation process of the spot welding zone more precisely,
Figure 25 presents a model illustrating the interactions between the stirring tool and the plastically deformed metal during the spot welding process.
Drawing on the findings discussed previously, our analysis identifies a distinct “in situ shear rotation zone” located beneath the stirring tool, as depicted in
Figure 25. This region is also referred to as the “glass zone” in metallographic microstructures. Its position shifts continuously in response to the movements of the stirring sleeve. The formation of this zone can be attributed to the relative rotational shear occurring between the rotating and stationary metal components, specifically between aluminum and aluminum, consistently positioned on the lower side of the stirring sleeve. Furthermore, this area serves as the ingress point for plastically deformed metal into the mixer tool, creating an “in situ shear rotation zone” between the aluminum alloys, which are not relatively stationary. Consequently, the rotational directions on either side of this zone are opposed. Within this zone, a maximum shear plane exists, and the width of this shear plane gradually increases as the spot welding progresses, eventually extending transversely across the entire nugget. The boundary line of the upper and lower plates continually penetrates into the in situ shear spin region under plastic deformation, being disrupted and reconstituted by this intense shear friction, as indicated by the blue dotted line in
Figure 25, hence forming the aforementioned spiral pattern. The reason the central dividing line remains partially intact is due to the “JRL” phenomenon in the spot welding zone, which occurs because it is the first to deform upward, surpassing the position of the maximum shear surface. Consequently, the maximum shear surface does not extend laterally across the entire spot welding zone, as evidenced by the solid blue line in the middle of
Figure 25. This observation underscores that both the duration and extent of the “in situ shear rotation zone” are intrinsically linked to the formation process of the spot welding region.
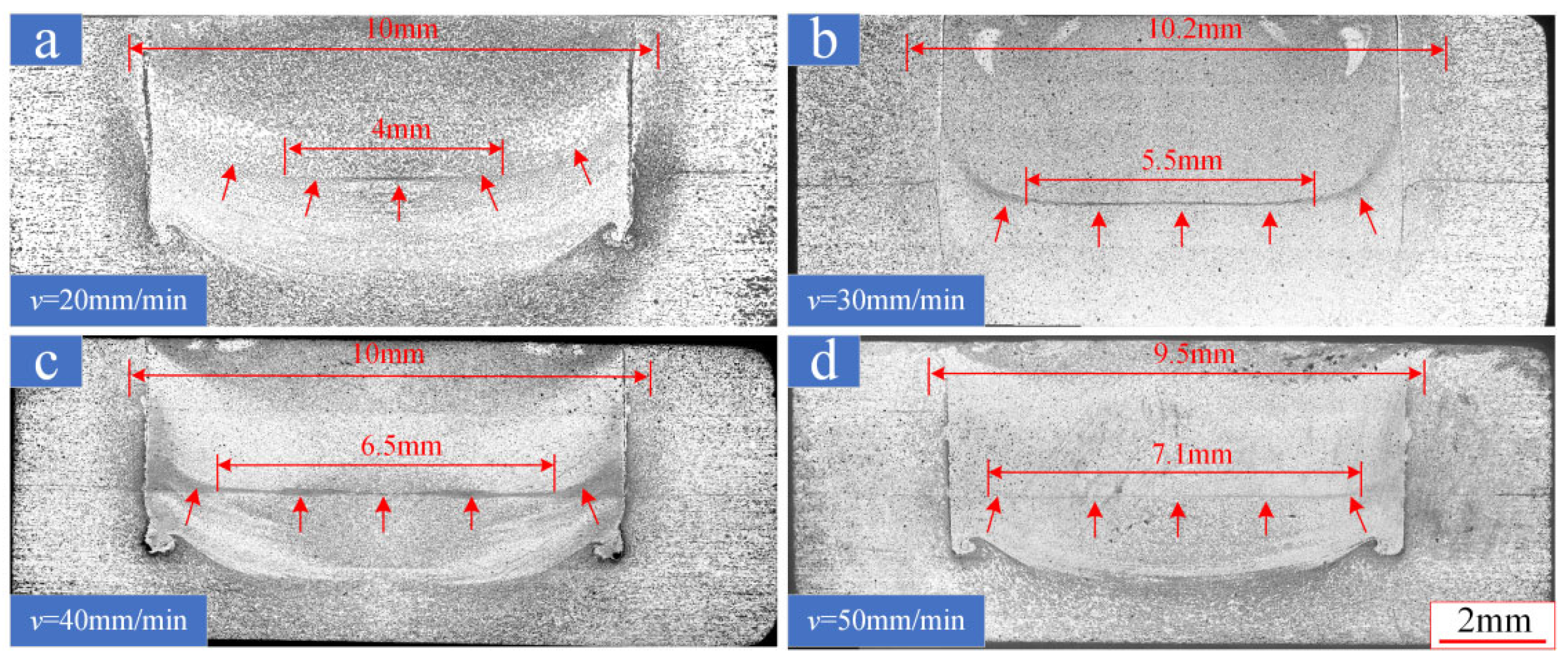
To corroborate the accuracy of the conclusions discussed earlier,
Figure 26 illustrates the morphology of the “JRL” within the spot welding zone under conditions of varying welding speeds. Notably, as the welding speed increases, the “JRL” progressively widens. It is observed that a lower welding speed facilitates more thorough agitation, thereby extending the duration and expanding the range of the in situ shear spin region. This extension is advantageous for reducing the width of the “JRL”, as depicted in
Figure 26a. This observation aligns perfectly with the previously mentioned impact of the in situ shear spin region on the “JRL” width and further confirms the existence of the “in situ shear rotation zone.”
In summary, the plastic flow of metal within the RFSSW zone during the entire penetration stage predominantly occurs in a spiral suction and cohesion manner and continues through the dwell stage. In this stage, there is significant shear adhesion between the stirring tool and the high-temperature plasticized metal, which undergoes overall rotational motion. During the refilling stage, the plastic metal within the stirring tool is progressively compressed and extruded by the downward force of the stirring needle, thus presenting a flow pattern of spiral compression and expansion. This process persists until the mixing tool completely detaches from the plate, and the spot welding zone is refilled in an extrusion injection accumulation manner. The validity of this model is supported by the helical patterns observed in the metallographic structure of the spot welding zone at various stages and the spatial displacement of the tracer points in the simulation results. Therefore, the formation of the entire spot welding zone can be described by the “spiral suction–refill injection stacking” model.
Moreover, the analysis indicates that the dividing line between the upper and lower plates is partially and effectively joined during the penetration stage. The subsequent spot welding process aims to further expand this joint zone. Consequently, the movement of metal within the entire spot welding zone can be characterized by “shear friction–in situ rotation.” Ultimately, the final spot welding zone between the upper and lower plates serves as the in situ rivet for the metal of the PAZ, forming a riveting zone with the surrounding metal under the frictional extrusion of the stirring tool. Hence, the spot welding process can be conceptualized as “complete friction plug riveting”.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}