
Numerical Study on Impact Damage and Damage Evolution of Cemented Backfill

 , , ,
, , ,  , and
, and
Abstract
1. Introduction
2. Determination of Basic Parameters
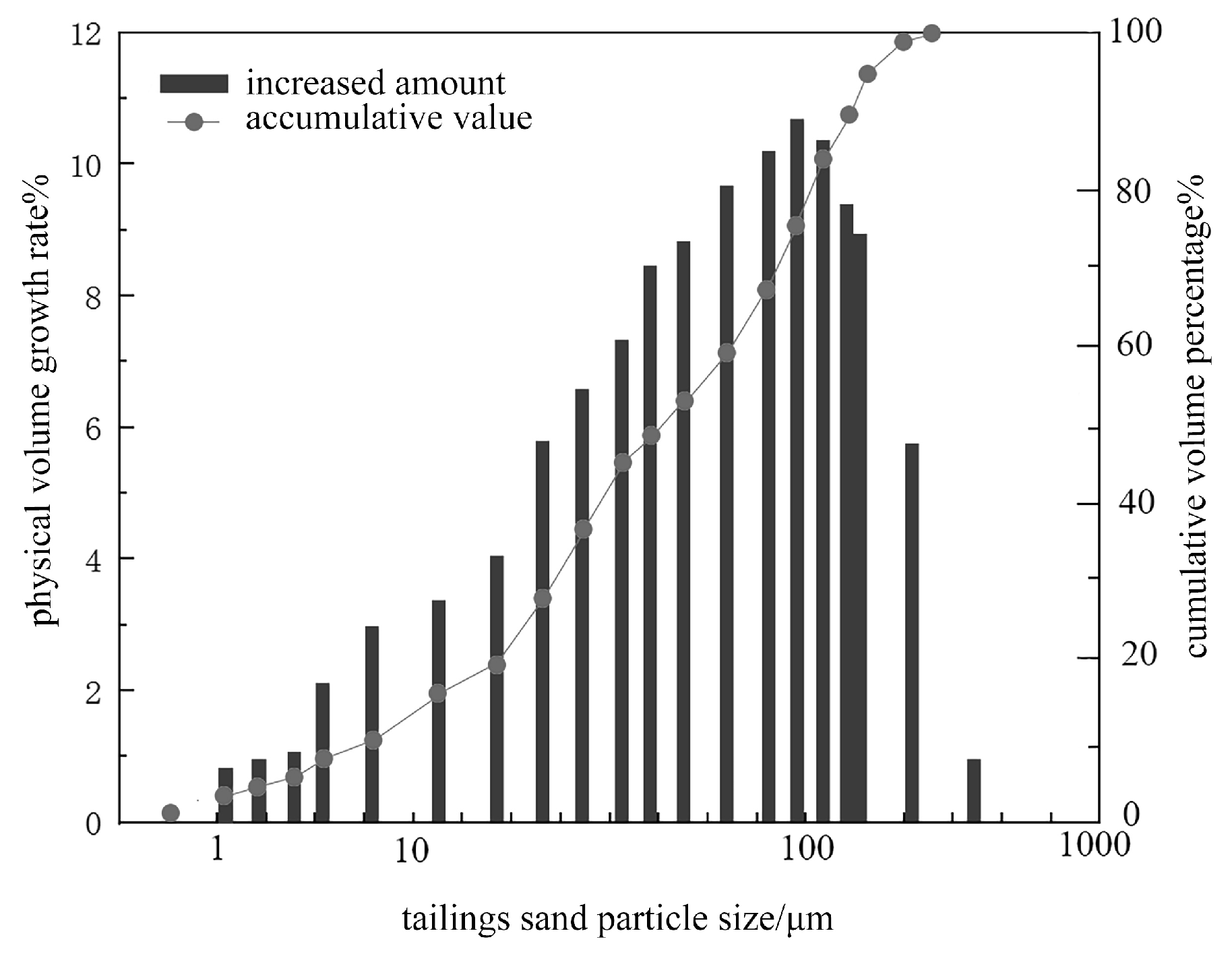
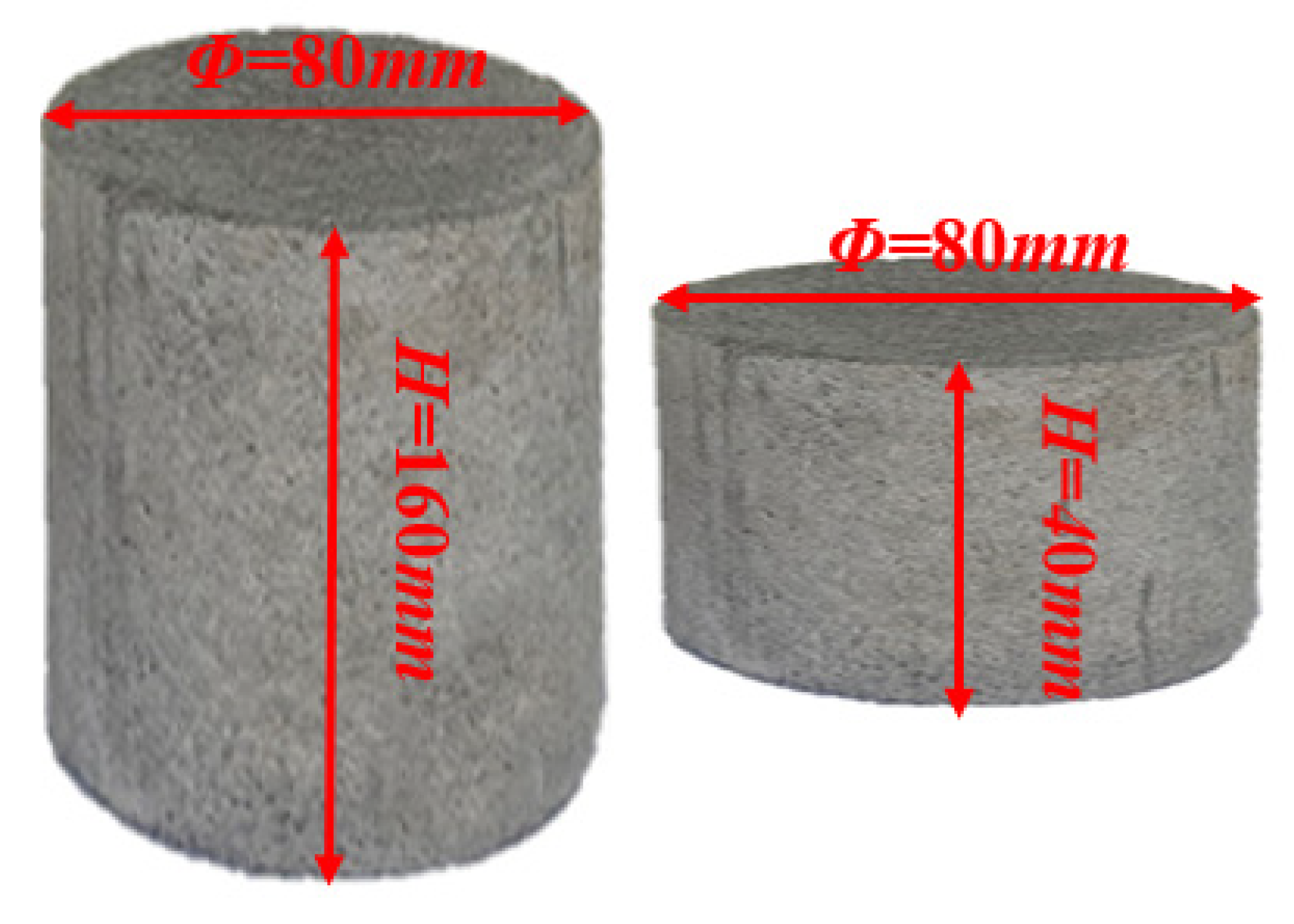
2.1. Preparation of the CB Samples and Determination of Basic Parameters
2.2. SHPB Experiment Apparatus and Basic Parameters
3. Numerical Simulation of SHPB Experiment
3.1. Determination of Material Model of the CB Sample
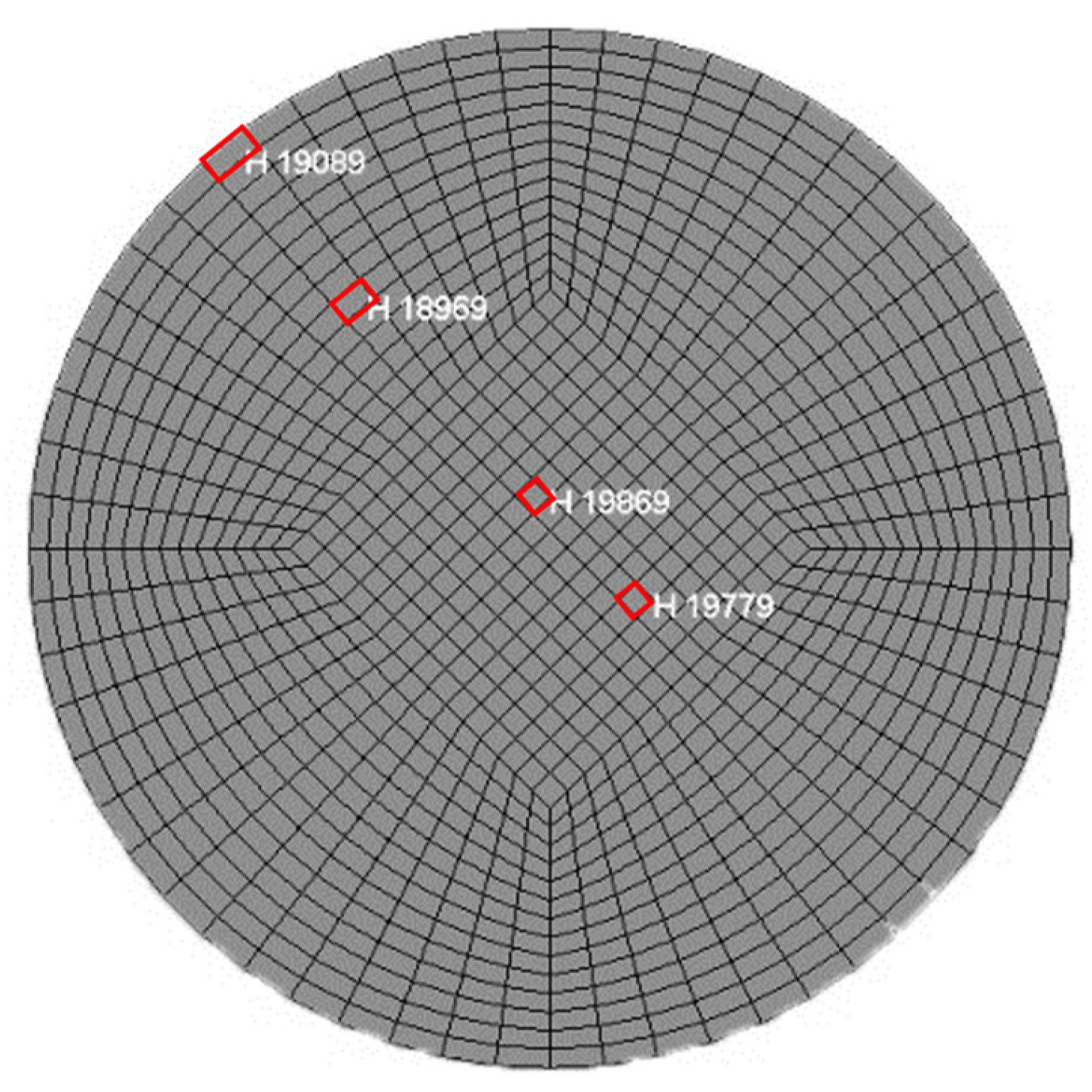
3.2. Establishment of Numerical Model for SHPB Experiment
3.3. Experimental Program for Uniaxial Loading Simulation
4. Analysis of Numerical Simulation Results
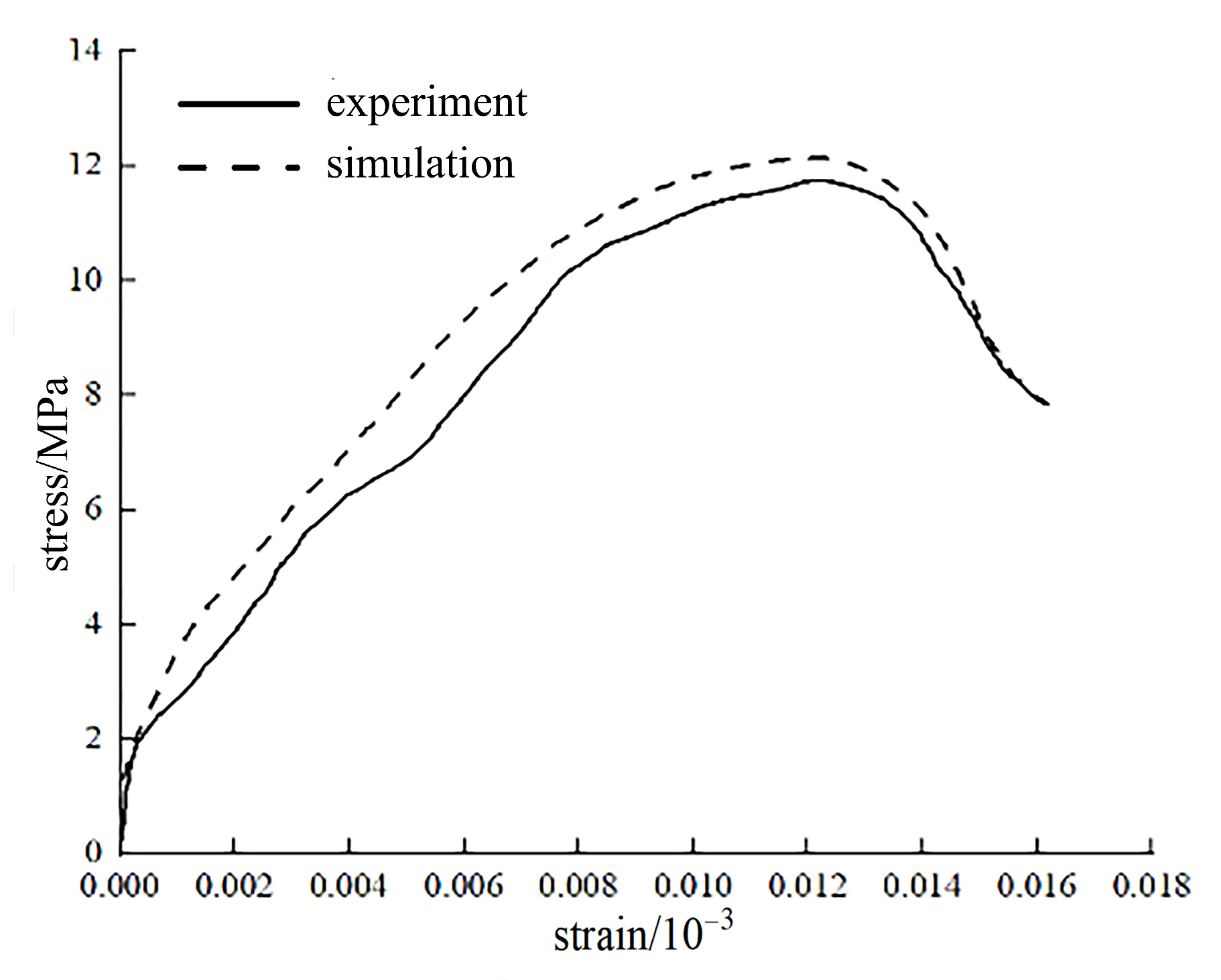
4.1. Comparative Analysis of the Accuracy of Simulation Results
4.2. Dynamic Damage Process of Cemented Backfill
4.3. Analysis of Damage Evolution
5. Conclusions
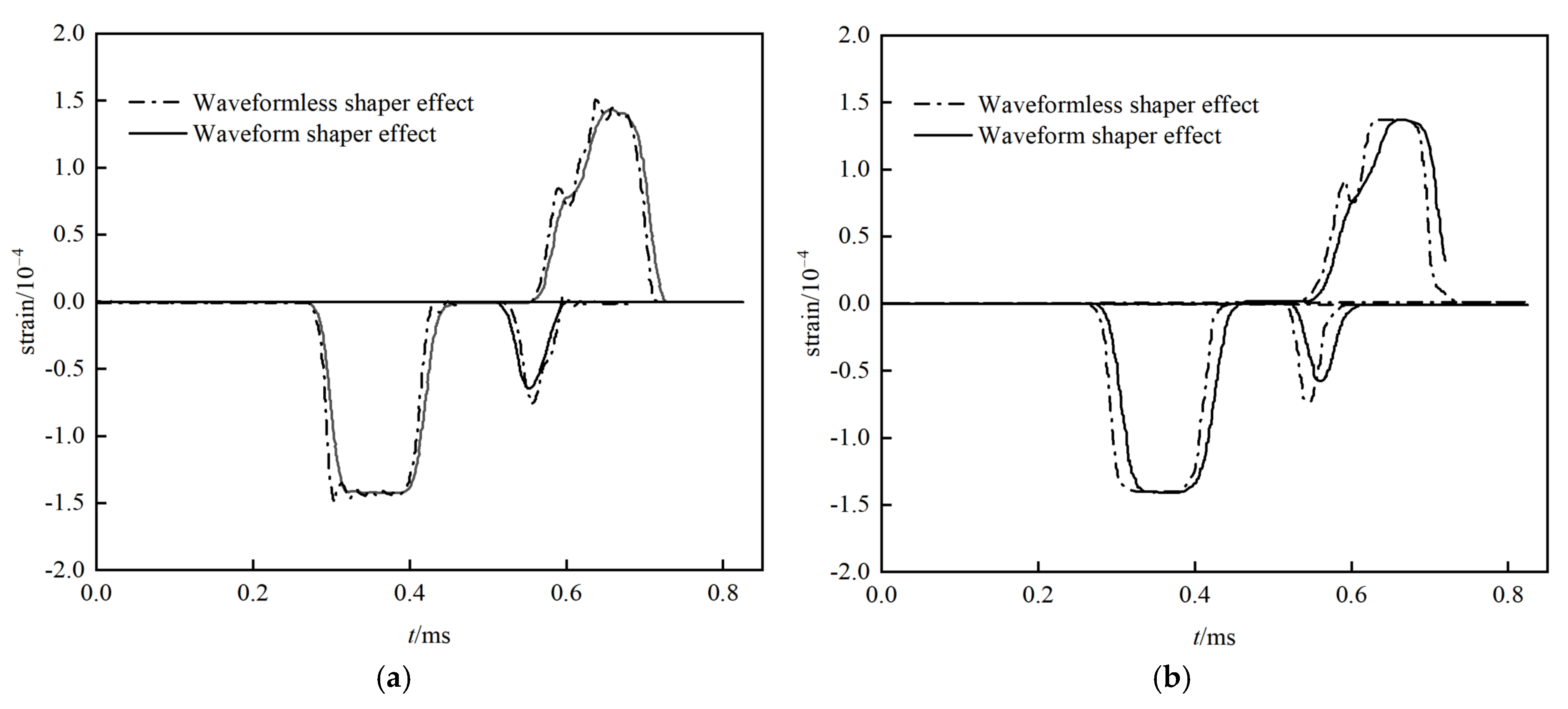
- (1)
- The use of a waveform shaper in the numerical simulation produced a more ideal rectangular wave to ensure uniform stress distribution across the sample’s plane with no stress concentration points.
- (2)
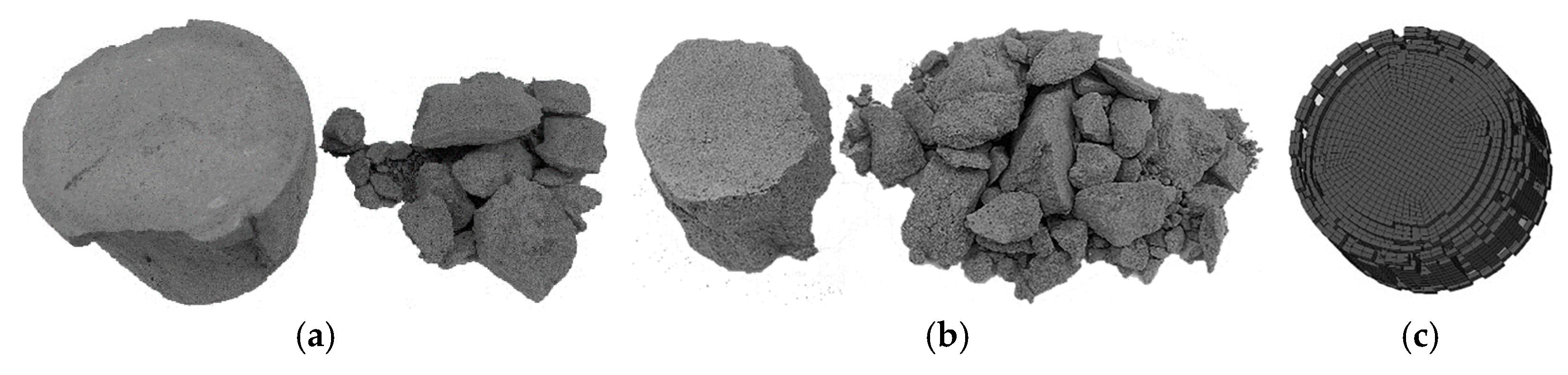
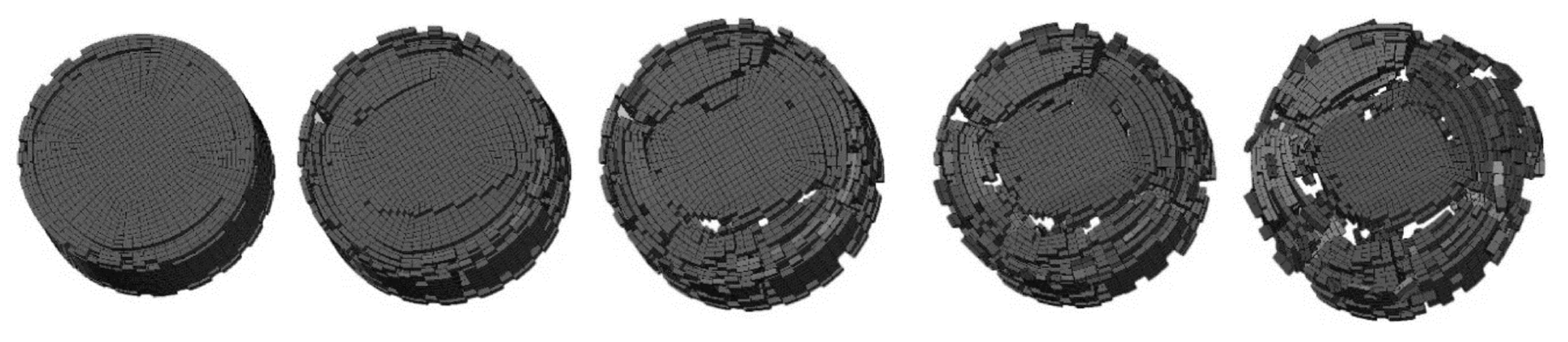
- The numerical simulation accurately depicted the dynamic failure process of the CB. Its overall failure tendency was spalling at the sample edges, followed by crack penetration into the interior.
- (3)
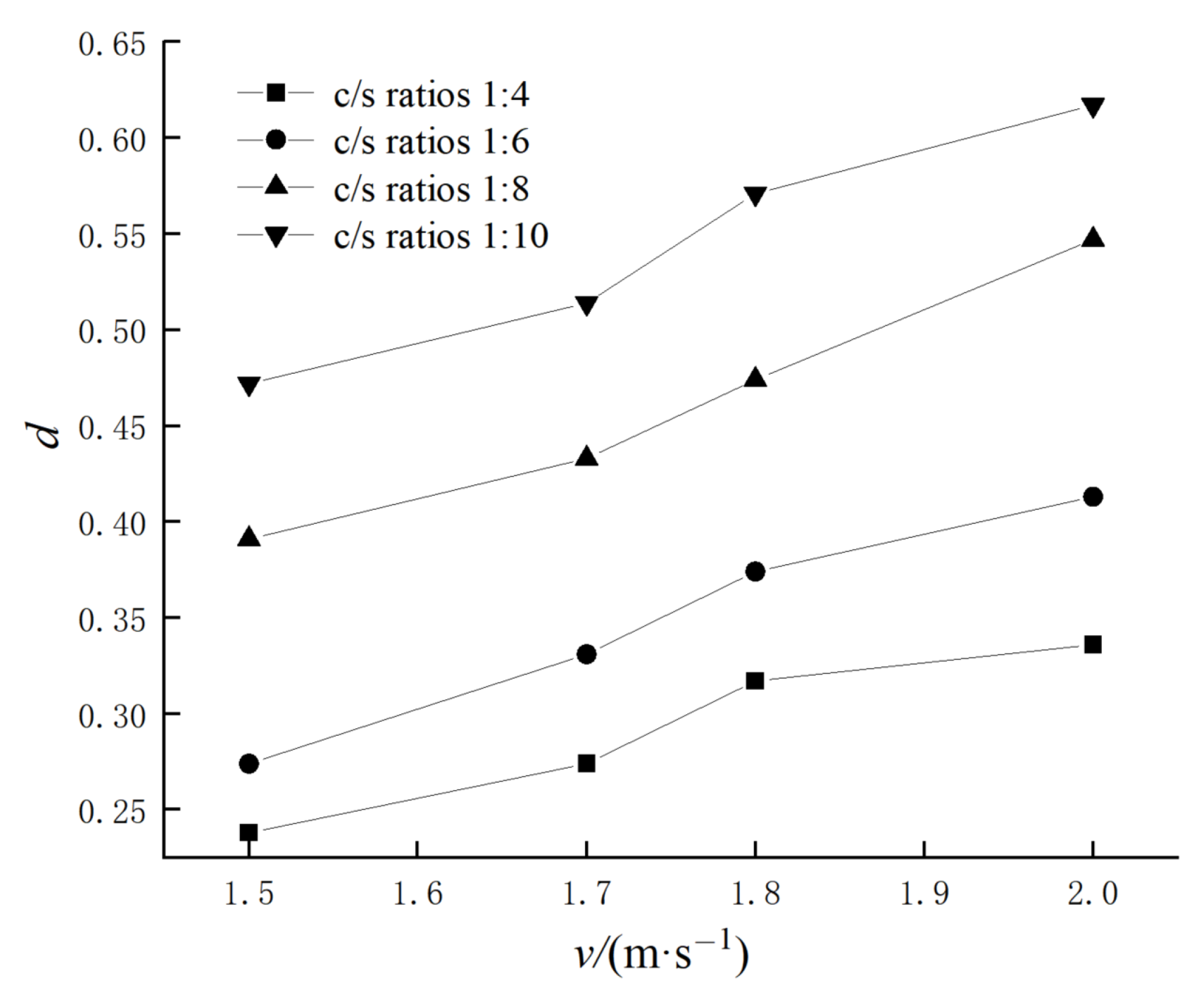
- When the v increased from 1.7 m/s to 1.8 m/s, the d rose by over 10%. As the v increased from 1.5 m/s to 2.0 m/s, the d ranges for c/s ratios of 1:4, 1:6, 1:8, and 1:10 were 0.238–0.336, 0.274–0.413, 0.391–0.547, and 0.473–0.617, respectively. A significant ‘leap’ phenomenon in damage was observed when the c/s ratio changed from 1:6 to 1:8.
6. Discussion
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Y.H.; Zhou, X.H.; Zhou, Q.S.; Cheng, F.J.; Guo, W.X. Solid waste binder cemented dihydrate phosphogypsum aggregate to prepare backfill material. Miner. Eng. 2025, 226, 109249. [Google Scholar] [CrossRef]
- Liu, S.G.; Fall, M.; Haruna, S. Understanding the Triaxial Behavior of Cemented Tailings Backfill Reinforced with Fibers. Int. J. Geomech. 2025, 25, 04025078. [Google Scholar] [CrossRef]
- Li, Q.L.; Wang, B.W.; Liu, C.Y.; Kang, M.C.; Yang, L. Rheological and thixotropic properties of cemented ultrafine tailings backfill with cold-bonded lightweight aggregates. Powder Technol. 2025, 455, 120750. [Google Scholar] [CrossRef]
- Chen, S.J.; Jin, A.B.; Zhao, Y.Q.; Wang, Z.S.; Zheng, Y.M. Strength deterioration mechanism of horizontal stratified cemented tailings backfill under uniaxial compression. Case Stud. Constr. Mater. 2024, 22, e04154. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Sun, W.; Hou, Z.M.; Wu, A.X.; Li, Z.Y.; He, Y.Y.; Liu, B.; Jiang, M.G.; Wang, S.Y. Research on the strength influence and crack evolution law of layered backfill based on macro and meso mechanical response. Constr. Build. Mater. 2024, 449, 138493. [Google Scholar] [CrossRef]
- Zhang, H.B.; Gao, T.; Wang, F.L.; Lin, Q.B.; Zhang, S.C.; Zou, C.H.; Yang, S.J.; He, H.Y. Evolution of strain field and crack prediction in cemented paste backfill specimens based on digital image correlation and computer vision recognition model. Sci. Rep. 2025, 15, 10698. [Google Scholar] [CrossRef]
- Zhu, P.R.; Song, W.D.; Xu, L.H.; Wang, J.; Wan, F. A study on mechanical properties of cemented backfills under impact compressive loading. J. Vib. Shock 2018, 37, 131–137, 166. [Google Scholar]
- Tan, Y.Y.; Yang, J.S.; Deng, Y.C.; Kou, Y.; Li, Y.; Song, W. Research on the Long-Term Mechanical Behavior and Constitutive Model of Cemented Tailings Backfill Under Dynamic Triaxial Loading. Minerals 2025, 15, 276. [Google Scholar] [CrossRef]
- Yin, S.H.; Zeng, J.L.; Yan, Z.P.; Wang, L.M.; Chen, W.; Chen, D.P.; Yang, J. Damage constitutive models and damage evolution of cemented tailings and waste-rock backfill under impact loading. Constr. Build. Mater. 2025, 460, 139838. [Google Scholar] [CrossRef]
- Zhu, T.Y.; Chen, Z.H.; Wang, Z.Y.; Cao, J.; Hao, J.S.; Zhou, Z.H. Energy damage evolution and mesoscopic failure mechanism of cemented waste rock tailing backfill under axial compression. Structures 2025, 71, 108057. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, J.P.; Song, W.D.; Tan, Y.; Taheri, A.; Wang, X. Stability analysis and strength optimization of cemented tailings backfill in high-temperature mining. Green Smart Min. Eng. 2025, 2, 84–95. [Google Scholar] [CrossRef]
- Hou, J.F.; Liu, K.Y.; Li, J.B.; Wang, B. Mechanical behavior and meso-degradation mechanism of cemented paste backfill under the coupled effect of disturbance damage and dry-wet cycles. Sci. Rep. 2025, 15, 13587. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Guo, J.P.; Song, W.D.; Taheri, A.; Wang, X.; Xia, W. Simulation of hydration reactions and microstructural characteristics of cemented tailings backfill under temperature effects. Constr. Build. Mater. 2025, 470, 140573. [Google Scholar] [CrossRef]
- Gao, T.; Wu, A.X.; Wang, S.; Ruan, Z.; Chen, C.; Sun, W. Experimental and numerical investigations of bending mechanical properties and fracture characteristics of cemented tailings-waste rock backfill under three-point bending. Constr. Build. Mater. 2024, 447, 138149. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.L.; Yang, R.S.; Wang, J.G. Study on Fractal Characteristics and Fracture Mechanism of Frozen Rocks. Trans. Beijing Inst. Technol. 2020, 40, 632–639, 682. [Google Scholar]
- Yang, Y.; Zhang, N.N.; Wang, J.G. A Study on the dynamic strength Deterioration Mechanism of Frozen Red Sandstone at Low Temperatures. Minerals 2021, 11, 1300. [Google Scholar] [CrossRef]
- Wang, J.G.; Liang, S.F.; Gao, Q.C.; Li, X.L.; Wang, L.N.; Zhao, Y. Experimental study of jointed angles impact on energy transfer characteristics of simulated rock material. J. Cent. South. Univ. Sci. Technol. 2018, 49, 1237–1243. [Google Scholar]
- Li, H.C.; Chen, Y.; Liu, D.S.; Huang, Y.H.; Zhao, L. Sensitivity Analysis Determination and Optimization of Rock RHT Parameters. Trans. Beijing Inst. Technol. 2018, 38, 779–785. [Google Scholar]
- Zhang, M.T.; Wang, W.; Zhang, S.Y. Numerical Simulation of Failure Process and Damage of Gray Sandstone under Impact Loading. Blasting 2020, 37, 46–54. [Google Scholar]
- Zhu, P.R.; Song, W.D.; Cao, S.; Wan, F.; Zheng, D. Tensile mechanical response mechanism ofcemented backfills under blasting load. J. Min. Saf. Eng. 2018, 35, 605–611. [Google Scholar]
- Li, X.L.; Zhang, S.T.; Li, M.Y.; Huang, Y.H.; He, L.H. Simulation Research of AUTODYN-Based Bulging Motion of Rock Blast. J. China Coal Soc. 2013, 33, 1220–1223. [Google Scholar]
- Huang, Y.H.; Liang, S.F.; Liu, D.S.; Xiong, W.G.; Xu, R. 3D SHPB Device Experimental Design and Principle Research. Trans. Beijing Inst. Technol. 2014, 34, 1024–1027, 1033. [Google Scholar]
- Li, X.L.; Wang, J.G.; Zhang, Z.Y.; Huang, Y.H. Experimental study for effects of strain rates and joint angles on dynamic responses of simulated rock materials. Explos. Shock Waves 2016, 36, 483–490. [Google Scholar]
- Chai, S.B.; Wang, H.; Jing, Y.L.; Jia, N. Experimental study on cumulative damage dynamic compression characteristics of filled jointed rock. Rock. Mech. Eng. 2020, 39, 2025–2037. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| c/s Ratios | Average Density ρ/kg·m−3 | Uniaxial Compressive Strength fc/MPa | Tensile Strength T/MPa | Elastic Modulus E/GPa | Poisson’s Ratio μ |
|---|---|---|---|---|---|
| 1:4 | 1715.7 | 3.63 | 0.357 | 0.632 | 0.20 |
| 1:6 | 1708.1 | 3.25 | 0.311 | 0.506 | 0.18 |
| 1:8 | 1696.9 | 1.92 | 0.205 | 0.474 | 0.16 |
| 1:10 | 1681.4 | 1.41 | 0.154 | 0.469 | 0.12 |
| R0/(g·m−3) | G/(GPa) | T/(MPa) | fc/(MPa) | C | ESPO | A |
|---|---|---|---|---|---|---|
| 1.716 | 320 | 0.357 | 3.630 | 0.010 | 10−6 | 0.350 |
| B | N | SFMAX | pl/(GPa) | pc/(MPa) | μl | μc |
| 0.850 | 0.610 | 7.00 | 0.100 | 1.210 | 0.140 | 0.014 |
| K1/(GPa) | K2/(GPa) | K3/(GPa) | D1 | D2 | EFIMN | Fs |
| 8.500 | −17 | 20.80 | 0.040 | 1.000 | 0.010 | 0.004 |
| Numbering | c/s Ratios | v/(m·s−1) | V/(m3) | d |
|---|---|---|---|---|
| 1 | 1:4 | 2.00 | 6.75 × 10−6 | 0.336 |
| 2 | 1.80 | 6.37 × 10−6 | 0.317 | |
| 3 | 1.70 | 5.51 × 10−6 | 0.274 | |
| 4 | 1.50 | 4.78 × 10−6 | 0.238 | |
| 5 | 1:6 | 2.00 | 8.30 × 10−6 | 0.413 |
| 6 | 1.80 | 7.52 × 10−6 | 0.374 | |
| 7 | 1.70 | 6.65 × 10−6 | 0.331 | |
| 8 | 1.50 | 5.51 × 10−6 | 0.274 | |
| 9 | 1:8 | 2.00 | 1.10 × 10−6 | 0.547 |
| 10 | 1.80 | 9.53 × 10−6 | 0.474 | |
| 11 | 1.70 | 8.70 × 10−6 | 0.433 | |
| 12 | 1.50 | 7.86 × 10−6 | 0.391 | |
| 13 | 1:10 | 2.00 | 1.24 × 10−5 | 0.617 |
| 14 | 1.80 | 1.15 × 10−5 | 0.571 | |
| 15 | 1.70 | 1.03 × 10−5 | 0.514 | |
| 16 | 1.50 | 9.51 × 10−6 | 0.473 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Sun, J.; Xie, X.; Dong, Q.; Wang, J.; Zhang, H.; Wen, T. Numerical Study on Impact Damage and Damage Evolution of Cemented Backfill. Crystals 2025, 15, 514. https://doi.org/10.3390/cryst15060514
Li Q, Sun J, Xie X, Dong Q, Wang J, Zhang H, Wen T. Numerical Study on Impact Damage and Damage Evolution of Cemented Backfill. Crystals. 2025; 15(6):514. https://doi.org/10.3390/cryst15060514
Chicago/Turabian StyleLi, Qiang, Jinshan Sun, Xianqi Xie, Qian Dong, Jianguo Wang, Hongyu Zhang, and Tao Wen. 2025. "Numerical Study on Impact Damage and Damage Evolution of Cemented Backfill" Crystals 15, no. 6: 514. https://doi.org/10.3390/cryst15060514
APA StyleLi, Q., Sun, J., Xie, X., Dong, Q., Wang, J., Zhang, H., & Wen, T. (2025). Numerical Study on Impact Damage and Damage Evolution of Cemented Backfill. Crystals, 15(6), 514. https://doi.org/10.3390/cryst15060514