3.1. Stress–Strain Curves and Flow Deformation Behavior of 2A97 Al-Li Alloy
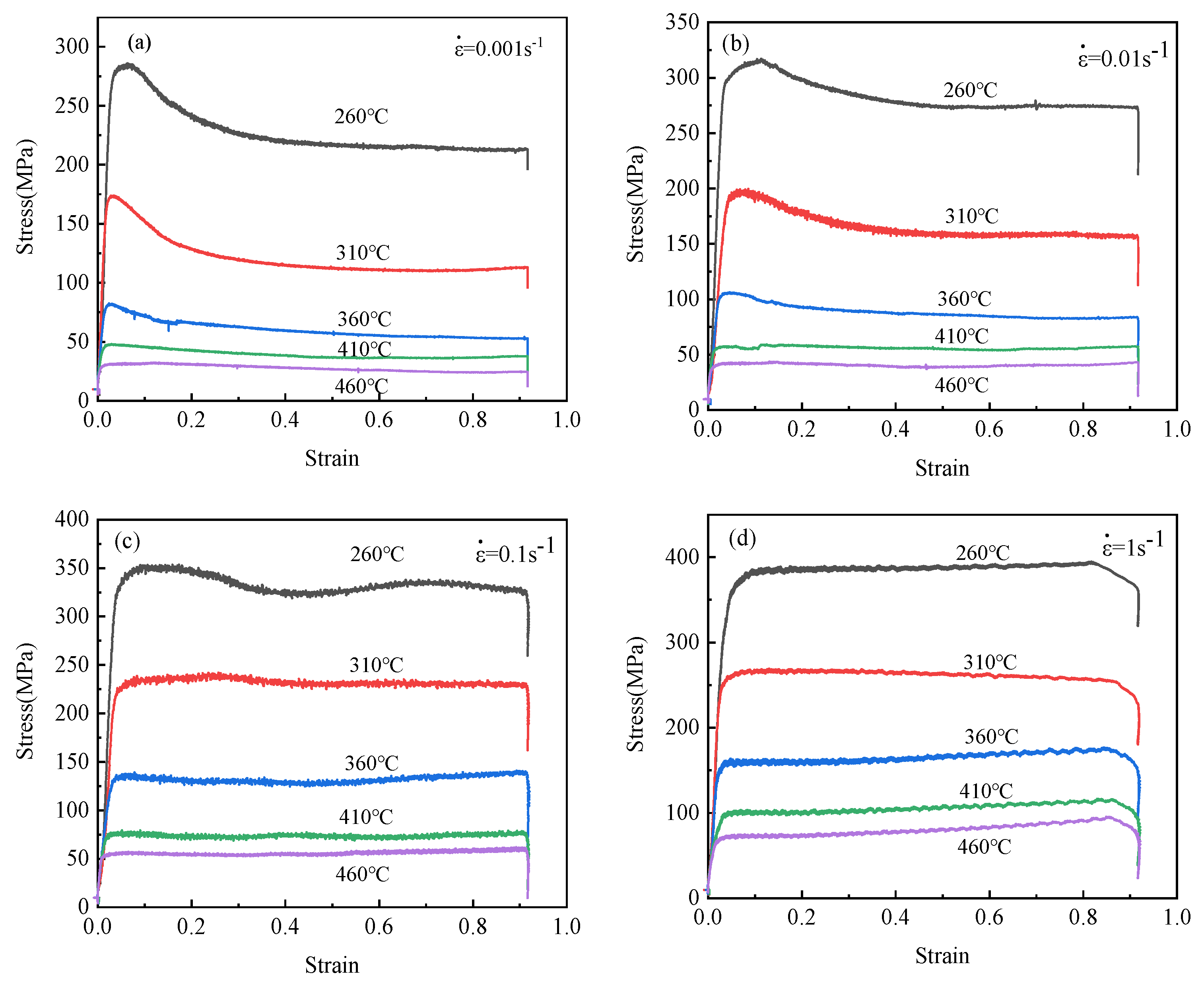
The stress–strain curves of the 2A97 Al-Li alloy under various thermal deformation conditions are shown in
Figure 1. It is evident that, at a constant strain rate, the flow stress of the 2A97 Al-Li alloy decreases significantly with increasing temperature. This is primarily attributed to elevated temperatures facilitating DRV and DRX, thereby enhancing the softening behavior of the alloy. Higher temperatures also shorten the incubation period for recovery and accelerate both the nucleation and growth of recrystallized grains. Finally, the dissolution of alloying elements into the aluminum matrix is promoted at elevated temperatures, which reduces the precipitation strengthening effect. Additionally, as shown in
Figure 1, both the peak strain and peak stress of the 2A97 Al-Li alloy decrease with increasing temperature at the same strain rate. On the other hand, the flow stress is also significantly affected by the strain rate. At low strain rates (e.g., 0.001 s
−1 and 0.1 s
−1), the stress rapidly rises to a peak and then declines, indicating flow softening. However, at high strain rates (e.g., 1 s
−1), a steady flow plateau is observed. In general, both peak stress and steady-state stress decrease with an increasing deformation temperature or decreasing strain rate.
Figure 1d shows that the flow stress curve at a strain rate of 1 s
−1 and deformation temperature of 260–460 °C is a typical DRV curve. At the beginning of deformation, the stress increases instantaneously to the peak stress with strain increasing, and then it remains stable afterward. As 2A97 Al-Li alloy is a high-stacking-fault-energy metal, dislocations can glide and climb relatively easily, so DRV is usually the dominant softening mechanism. In addition, the flow stress curve suggests that 2A97 Al-Li alloy also undergoes DRX. As shown in
Figure 1a, the true stress–strain curve of 2A97 alloy at a 0.001 s
−1 strain rate and 260–460 °C exhibits typical DRX. At the beginning of deformation, the stress increases rapidly with increasing strain, while the strain reaches the critical strain; then, the stress increases slowly due to the softening effect of DRX, and after reaching the peak, the stress tends to decrease as the deformation furthers. Additionally, the plateau stage in the true stress–strain curves of 2A97 Al-Li alloy is ascribed to a dynamic equilibrium between the work hardening and softening provided by DRX and DRV.
3.2. Z Parameter and Constitutive Equation of 2A97 Alloy
The flow stress of metals is a critical parameter in forming processes and plays a key role in predicting the microstructure and mechanical properties of materials after deformation. To accurately determine the flow stress of an alloy under specific deformation conditions, it is essential to establish a reliable constitutive equation. In this study, a modified hyperbolic sine equation incorporating the Arrhenius-type activation energy (
Q) and temperature (
T) is proposed to characterize the steady-state flow stress of the 2A97 Al-Li alloy, as expressed below.
where A,
and n are material constants; R is the ideal gas constant;
Q is the heat deformation activation energy (KJ/mol);
is the strain rate (s
−1);
T is the thermodynamic temperature (K); and
is the flow stress (MPa).
Usually, at low stress levels (
ασ < 0.8), the relationship between the strain rate and the flow stress takes the form of the following exponential relationship.
where A
1 and n
1 are material constants, and in the case of high stress (
ασ > 1.2), the flow stress and strain rate conform to the following power exponential relationship.
where A
2 and β are material constants, and the parameters satisfy the α = β/n
1 functional equation. According to the study of Zener and Hollomon [
22], the strain rate of metal during plastic deformation at high temperatures is controlled by the thermal activation process, and the relationship between the strain rate and temperature can be expressed by the Zener–Hollomon parameter (abbreviated as the
Z parameter). So, according to Equation (1), the
Z parameter can be conveniently expressed in terms of a temperature-compensated strain rate.
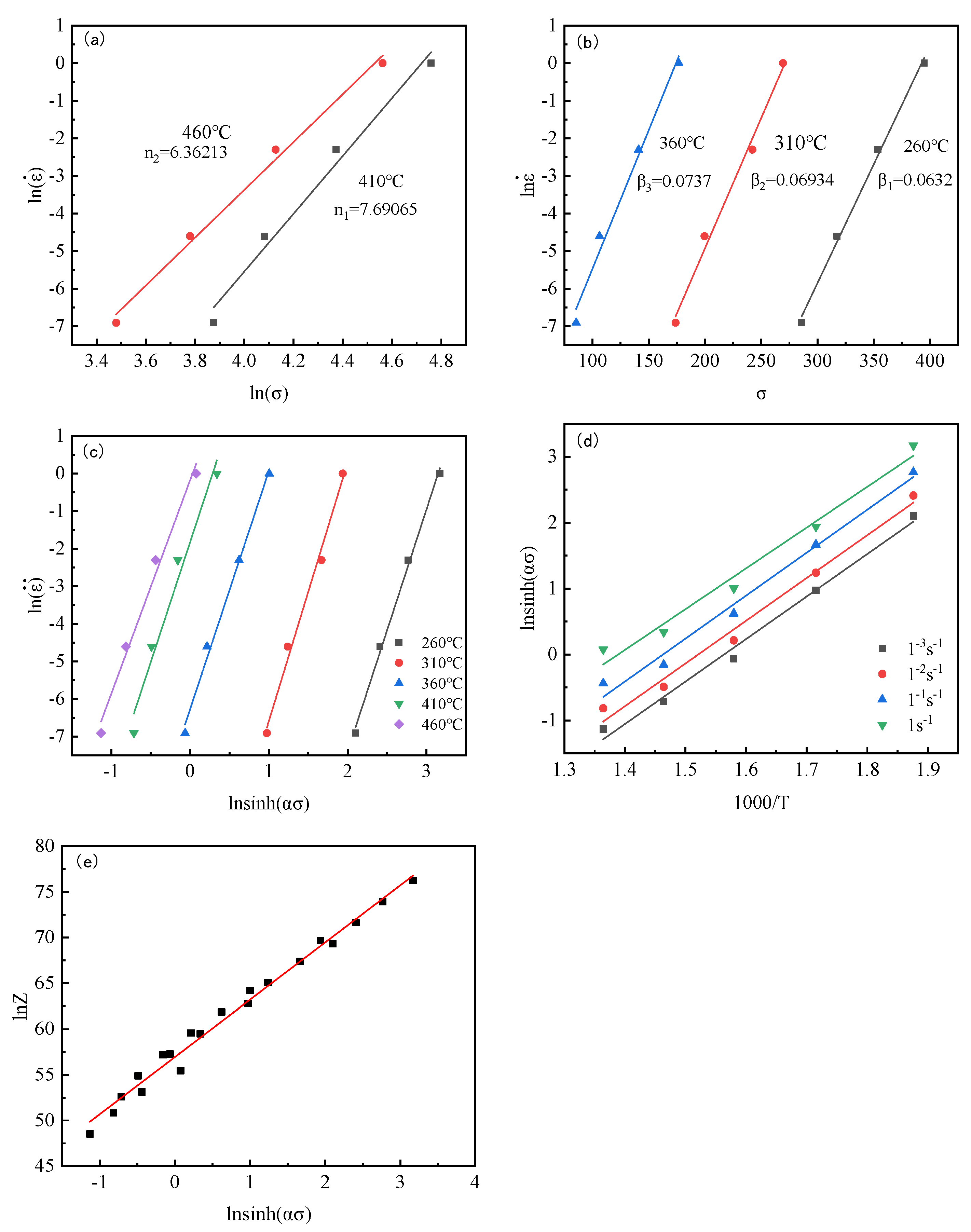
The 2A97 Al-Li alloy was found to be at low stress levels at 410 °C and 460 °C and at high stress levels at 260 °C, 310 °C, and 360 °C by calculation. Taking logarithms for each side of Equations (2) and (3), respectively, the following expressions can be derived:
Based on the experimental data,
-
in Equation (5) and
-
in Equation (6), respectively, can be plotted, as shown in
Figure 2. We use the slopes of the fitted lines in
Figure 2a,b to calculate the value of n
1 as 7.026392 and the value of β as 0.068747, respectively. Hence, α = β/n
1 = 0.009785.
The natural logarithm of both sides of Equation (1) is taken to obtain Equation (7), which is expressed as follows:
In addition, the slope of the plot of
against
can be used for calculating the value of n. For the given strain rate conditions, differentiating Equation (7) produces Equation (8) as follows:
According to the experimental data,
can be plotted, as shown in
Figure 2c. Therefore, n = 6.346478 is the average slope according to the fitted straight line for each temperature in
Figure 2c. The hot deformation data of the 2A97 Al-Li alloy are substituted into Equation (8), and we perform a linear regression of
relationship. For convenient calculation, the value of 1/
T is expanded by 1000 times and finally plotted as
, since the value of 1/
T is too small. As shown in
Figure 2d, and the average slope of fitted lines is 6.408685. In addition, when calculating Equation (8), the value of activation energy
Q is 337,806 J/mol.
Taking the logarithm of both sides of Equation (4), we obtain Equation (9) as follows:
On the basis of the data, the relationship of
can be plotted, as shown in
Figure 2e. The value of A can be calculated as 5.398 × 10
24. The correlation coefficient is near 0.99, revealing a good linear relation between ln
Z and ln[sinh(α
σ)]. Finally, when substituting the values of
α, n, A, and
Q into Equation (1), the flow stress and constitutive equation for 2A97 alloy can be expressed as follows:
3.3. Microstructural Analysis
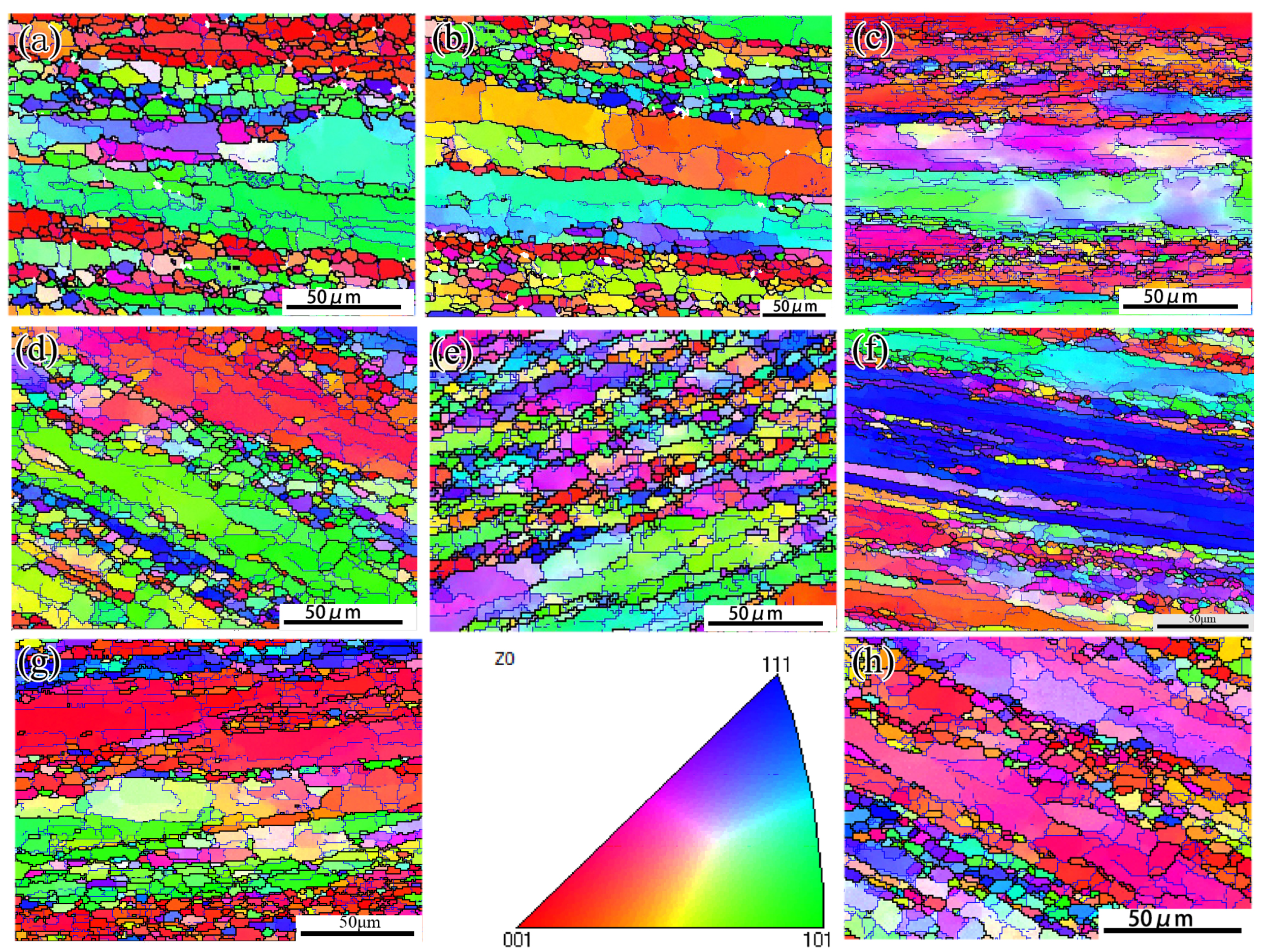
The EBSD characterization results reveal the grain morphology and misorientation characteristics of 2A97 Al-Li alloy subjected to various thermal deformation conditions, as shown in
Figure 3 and
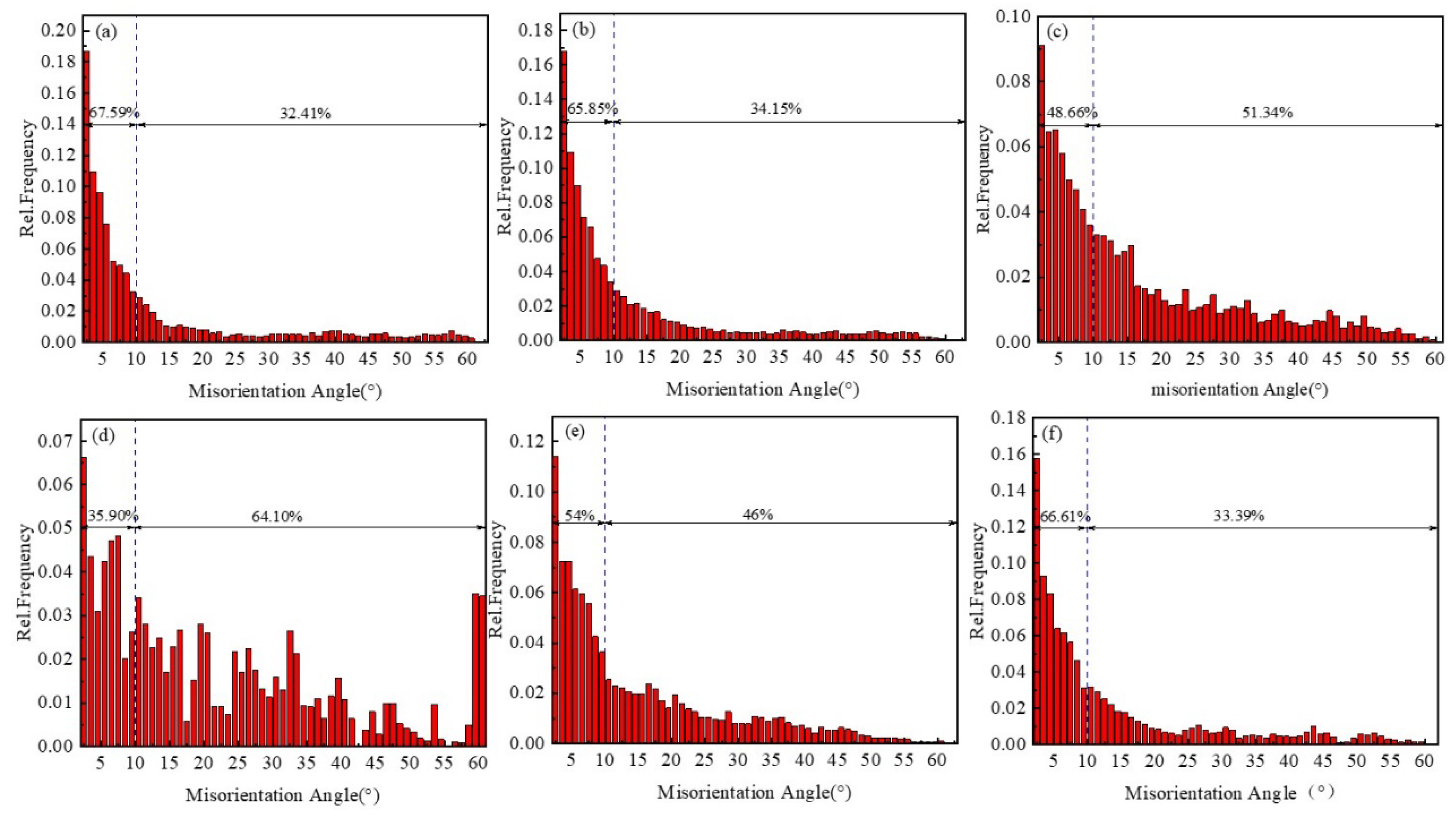
Figure 4. In these figures, blue lines indicate LAGBs with misorientation angles between 2° and 10°, while black lines denote HAGBs with misorientations greater than 10°. Overall, the presence of grains with diverse sizes and shapes—ranging from equiaxed to elongated structures—demonstrates that both temperature and the strain rate have a significant influence on grain evolution. As shown in
Figure 4, the misorientation distribution varies with hot deformation conditions, which clearly suggests that the proportion of LAGBs increases with an increasing strain rate at a constant temperature, whereas it decreases with rising temperature at a constant strain rate. Furthermore, the trend in average misorientation angle closely follows the changes in the fraction of HAGBs, indicating a dynamic equilibrium between work hardening and dynamic softening during thermal deformation.
In detail, there are many equiaxed grains and elongated grains in every deformed sample. In detail,
Figure 3a–e show the standard grain morphology and orientation of 2A97 Al-Li alloy deformed by a strain rate of 0.001 s
−1 at 260 °C, 310 °C, 360 °C, 410 °C, and 460 °C, respectively. When the temperature is lower than 410 °C, the grain boundaries are relatively rough and jagged. During the hot deformation process, the dislocation migration is restricted at a low temperature, which leads to the accumulation of dislocation. New fine grains are formed at the triple grain boundaries or change into a fine grain chain distributed along the original grain boundary, as shown as the red circle in
Figure 3a–c. There are many small necklace-shaped grains around the serrated grain boundaries, which also indicates that DRX is occurring. The recrystallized grains distributed along the serrated grain boundaries suggest that the recrystallized grains are often formed by grain boundary migration-provided strain, which is consistent with the general nucleation theory of discontinuous dynamic recrystallization. The dislocation multiplication caused by deformation produces many LAGBs, which results in a small average value of misorientation, as shown in
Figure 4a,b.
Comparing the recrystallization grain sizes in these samples deformed at different temperatures reveals that a high deformation temperature will lead to further growth of the DRX grain, as there is high energy for growth under a high temperature. Therefore, a high temperature is beneficial to improve the number of recrystallized grains. Moreover,
Figure 3b,d show the morphology of 410 °C at 0.001 s
−1 and 0.01 s
−1. It can be found that with an increasing strain rate, the fine DRX grains decrease along the boundary, while elongated grains increase. This phenomenon was observed in
Figure 3e,g, too, because the low strain rate supplied a longer time for nucleation and growth, thus forming abundant recrystallized grains, compared with the fast strain.
Based on the above results, the microstructural evolution of the alloy during thermal deformation is directly influenced by either temperature or the strain rate when the other parameter is held constant. However, to fully understand the microstructural evolution of the alloy, it is necessary to consider the combined effects of strain rate and temperature. According to Equations (9) and (11), the calculated
Z parameter can be used to analyze the combined influence of strain rate and temperature on microstructural evolution during the thermal deformation process, thereby revealing the thermal deformation behavior of the 2A97 Al-Li alloy. The strong correlation between the ln
Z value and the DRX process of the 2A97 Al-Li alloy has been extensively studied [
26]. Regarding the formation of recrystallized grains, DRX processes are generally categorized into three types: discontinuous dynamic recrystallization (abbreviated as DDRX), continuous dynamic recrystallization (abbreviated as CDRX), and grain boundary migration-driven dynamic recrystallization (abbreviated as GDRX).
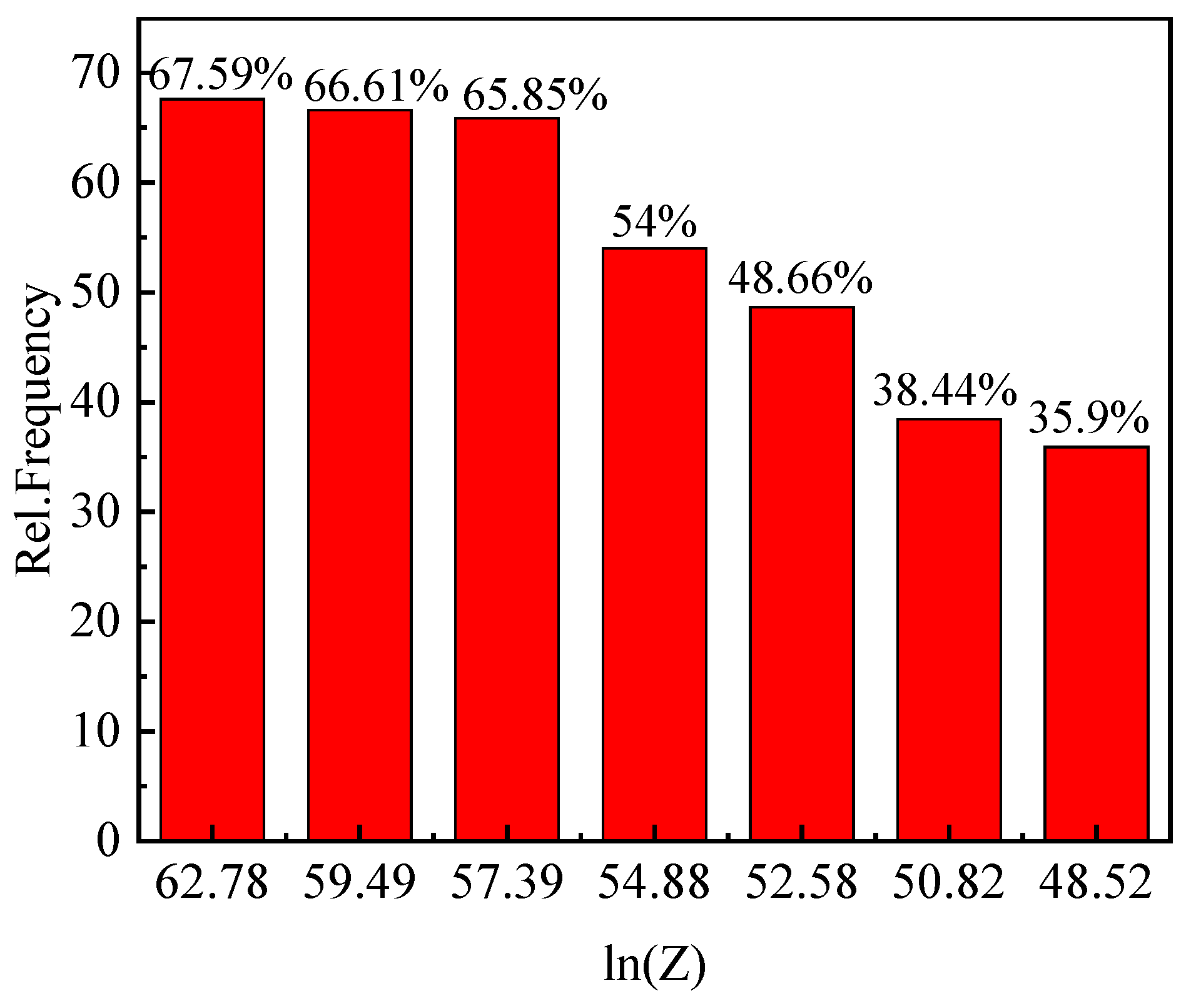
Figure 5 illustrates the variation in the volume fraction of LAGBs for different ln
Z values. The corresponding ln
Z values under different thermal deformation conditions are provided in
Table 1.
With increasing ln
Z values, the fraction of HAGBs decreases, while that of LAGBs increases, as shown in
Figure 5. In contrast, under lower ln
Z conditions, the volume fraction of HAGBs increases significantly, indicating that sub-grains are progressively transforming into new recrystallized grains. A comprehensive analysis of
Figure 3 and
Figure 4 further reveals that, under identical deformation conditions, the growth of sub-grains and the completion of recrystallization are strongly dependent on the ln
Z value. Moreover, both DRV and DRX are inhibited at high ln
Z values due to the limited deformation energy and reduced time for dislocation motion. This leads to a lower fraction of DRX and an increased presence of clustered LAGBs within the deformed grains. Consequently, a large number of LAGBs are gradually transformed into HAGBs or medium-angle grain boundaries (abbreviated as MLGBs).
Theoretically, the processes of DRV and DRX during thermal deformation processing are accompanied by the evolution of misorientation angles. At high lnZ values—corresponding to deformation at low temperatures and high strain rates—the hard precipitates in 2A97 Al-Li alloys effectively pin dislocations. As a result, the limited occurrence of DRX is insufficient to eliminate work hardening, leading to increased deformation resistance and a higher tendency for flow localization. In contrast, at low lnZ values—corresponding to deformation at high temperatures and low strain rates—the dislocation pinning effect of the hard precipitates is weakened. Consequently, extensive DRX (primarily governed by continuous dynamic recrystallization (CDRX) and grain boundary migration-driven dynamic recrystallization (GDRX)) takes place, resulting in lower deformation resistance and promoting favorable conditions for thermo-mechanical processing.
In the different thermal deformation, the dominant softening mechanism gradually transforms from DRV to DRX due to the decrease in lnZ value. Aluminum alloy is a high-stacking-fault-energy metal. With increasing deformation, the lattice defect density and the deformation energy storage will increase, which leads to abundant dislocation slip and cross-slip for continuous DRX, thus producing more sub-grains. The EBSD results suggest that DRX and DRV become the dominant deformation mechanisms in thermal compression. It is well-known that DRX can provide stable flow and ideal workability for Al alloy by simultaneously softening and reconstituting the microstructure during the hot deformation process.
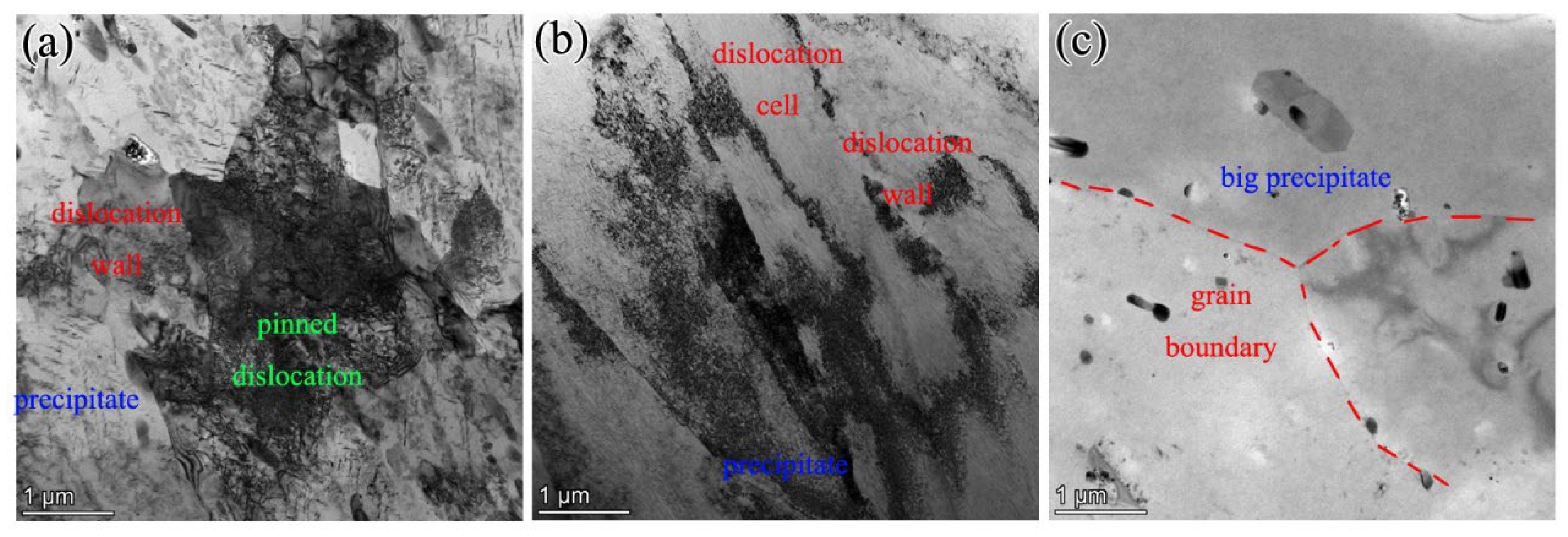
The dislocation and precipitation features of these samples at different ln
Z values were also characterized by TEM, as shown in
Figure 6. It was found that numerous spherical and needle-like fine precipitates, like T1 (Al
2CuLi) and θ’ (Al
2Cu) phases, were present at low temperatures (310 °C and 360 °C), as shown in
Figure 7a,b. We characterized 2A97 Al-Li alloy as a precipitation-hardening alloy during thermal deformation at low temperatures, and found that abundant dislocations can be used as diffusion channels to promote precipitation behavior. At temperatures above 460 °C, a significant quantity of the secondary phase dissolves into the matrix, as shown in
Figure 6c; however, some large spherical secondary phases can still be found.
As shown in
Figure 6, several dislocations are either pinned by fine secondary phases or become entangled with each other, leading to the formation of dislocation clusters. These regions of agglomerated dislocations undergo DRV and subsequently experience polygonization, resulting in the formation of dislocation cells and sub-grains. As the ln
Z value decreases, the dislocation density is reduced, indicating a more ordered dislocation arrangement due to the weakening of precipitate-induced pinning and the enhanced degree of DRV. With further development, dislocation cells and sub-grains gradually evolve into DRX grains characterized by clean and straight HAGBs.
3.4. Thermal Processing Map
A processing map for 2A97 Al-Li alloy was constructed through a dynamic materials model (DMM). 2A97 Al-Li alloy during thermal deformation is a dissipater of power. The power is instantaneously dissipated into two parts,
G and
J [
27], as follows:
where
G represents power dissipated in plastic deformation, most of which is converted into strain heat, while little remaining power is stored as lattice defects. The co-content of
J is related to the power dissipated by recovery and recrystallization. The power partitioning between
G and
J is controlled by the constitutive deformation behavior of the material and is decided by the strain rate sensitivity (
m):
Generally, when considering the ideal linear dissipater,
m = 1 and
The efficiency of power dissipation of a nonlinear dissipater may be expressed as a dimensionless parameter:
The parameter η suggests there is an efficient dissipation of energy during microstructural evolution in materials. Thus, η is an important parameter for the determination of the optimum conditions for thermal deformation.
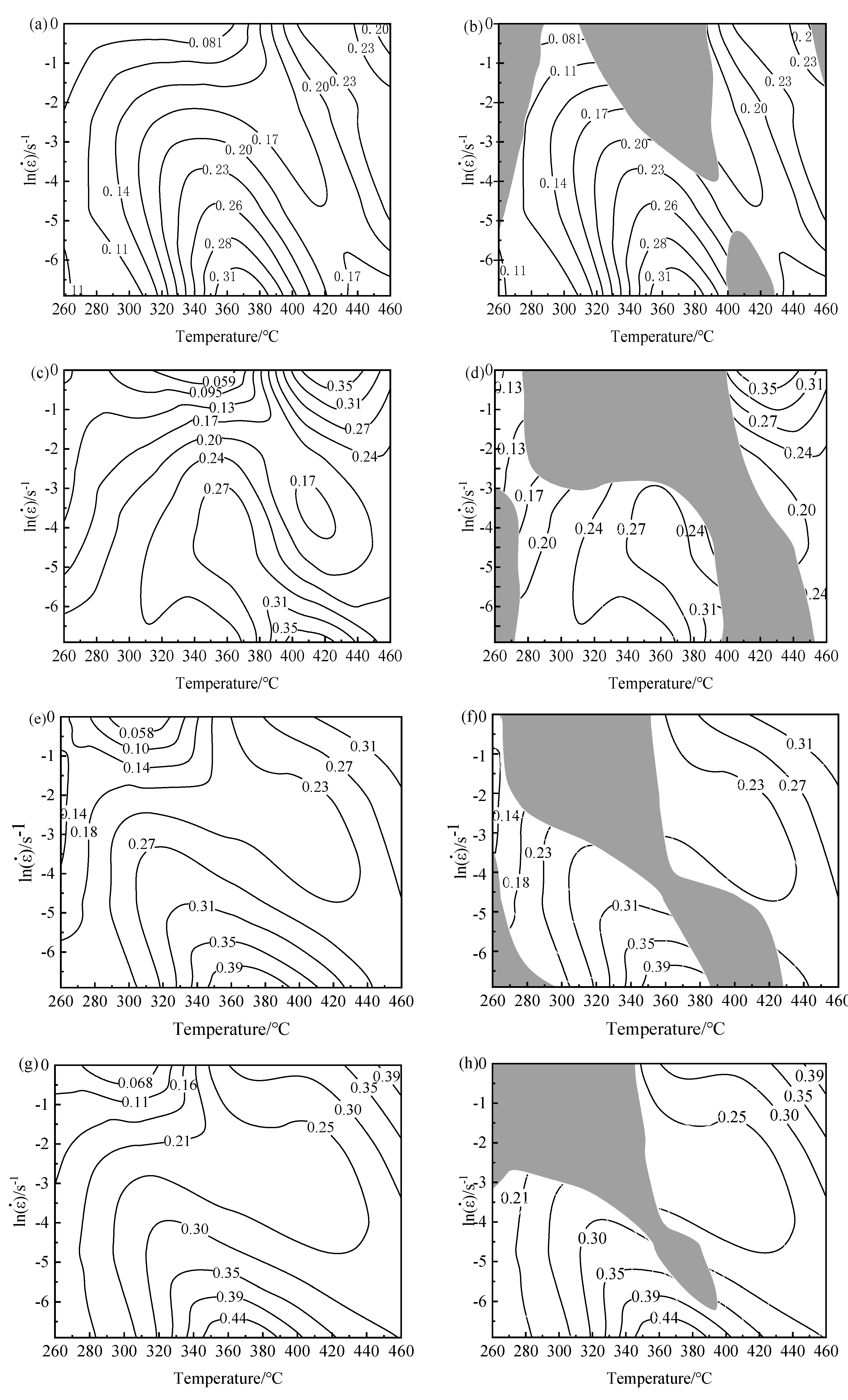
Based on the stress–strain curves and the deformed microstructural features, typical thermal processing maps of 2A97 Al-Li alloy at different strains were established, as shown in
Figure 7. These processing maps provide valuable insights into the thermal workability of the 2A97 alloy. In these maps, the contour lines represent power dissipation efficiencies, and the shaded regions indicate the flow destabilization zones.
The shapes of the thermal processing maps at strains of 0.3, 0.5, 0.7, and 0.9 are similar, with the destabilization zones primarily occurring in the low-temperature and high-strain-rate regions. Strain has a significant impact on the destabilization zones in the processing map. At a strain of 0.1, the destabilization zones of 2A97 Al-Li alloy are more scattered and smaller compared to other Al-Li alloys, mainly distributed within the deformation temperature and strain rate ranges of 260 °C and 0.01 s−1 to 1 s−1, as well as 330 °C to 390 °C and 0.01 s−1 to 1 s−1. At a strain of 0.3, there is a noticeable expansion of the destabilization zone, and the workable range of the 2A97 alloy becomes narrower. At a strain of 0.5, the destabilization zones are primarily distributed in the deformation temperature and strain rate ranges of 280 °C to 400 °C and 0.1 s−1 to 1 s−1, as well as 400 °C to 450 °C and 0.001 s−1 to 0.01 s−1. As the strain increases from 0.7 to 0.9, the shape of the destabilization zone changes significantly, with the destabilization zone expanding as strain increases.
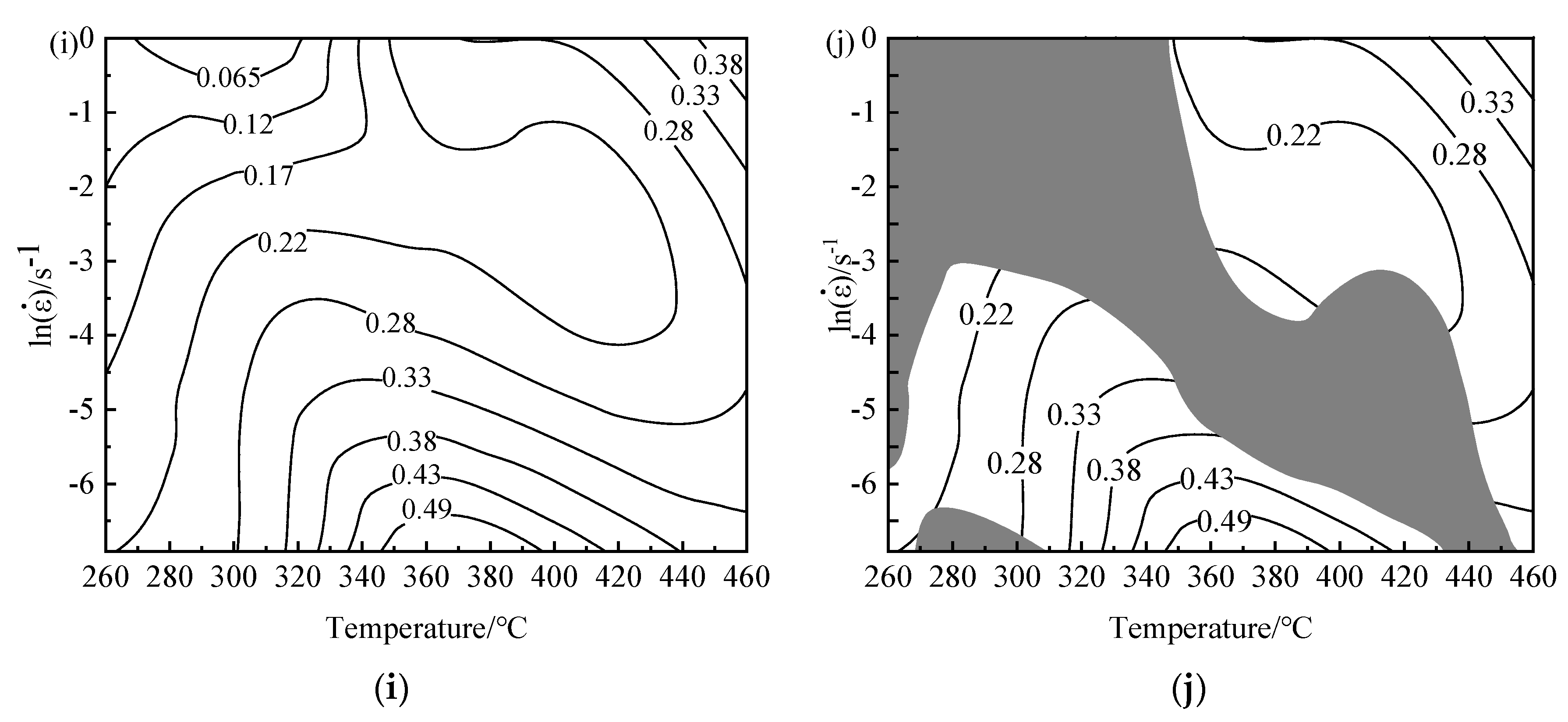
On the other hand, power dissipation is beneficial to identify the safe region during thermal processing, and also to investigate the dominant mechanism of 2A97 alloy, and the value of the power dissipation factor can be found visually in
Figure 7. The maximum power dissipation factors of 2A97 alloy for different strains are 0.31 at a strain of 0.1, 0.35 at a strain of 0.3, 0.39 at a strain of 0.5, 0.44 at a strain of 0.7, and 0.49 at a strain of 0.9, respectively. In the thermal processing map at a strain of 0.9, the safe region for thermal processing is in the temperature range of 360–460 °C with a strain rate range of 0.05 s
−1–1 s
−1, is in the temperature range of 340–420 °C with a strain rate range of 0.001 s
−1–0.005 s
−1, and is at 360 °C with a strain rate close to 0.001 s
−1. In the above thermal deformation range, the power dissipation factor is large and close to 0.5, which is favorable for hot working.
The thermal processing map determines the dominant mechanism for microstructural evolution and suggests the limiting conditions for avoidance of flow instability. There are two mechanisms: work hardening and dynamic softening (including dynamic recovery and dynamic recrystallization). According to above grain features, as shown in
Figure 3 and
Figure 4, there are elongated grains, a banded structure, and equiaxed grains in samples treated by different thermal deformations. The grains are elongated in the deformation direction in work hardening, and a banded structure can be obtained. After that, the banded structure can transform to equiaxed grains in dynamic recrystallization due to the nucleation and growth of recrystallized grains.
The results of thermal processing maps and microstructural evolution of 2A97 Al-Li alloy subjected to different thermal compression treatments indicate that dislocation movement is the primary deformation mechanism during thermal deformation, with dynamic recovery predominantly occurring at low temperatures and high strain rates. Furthermore, based on the thermal processing map, the optimized processing parameters are a temperature range of 360 °C to 460 °C with a strain rate range of 0.05 s−1 to 1 s−1, and a temperature range of 340 °C to 420 °C with a strain rate range of 0.001 s−1 to 0.005 s−1. Under these conditions, the power dissipation efficiency exceeds 30%, and flow instability can be avoided.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}