
New Processing Route for the Production of Functionally Graded 7075 Al/SiCp Composites via a Combination of Semisolid Stirring and Sequential Squeeze Casting


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
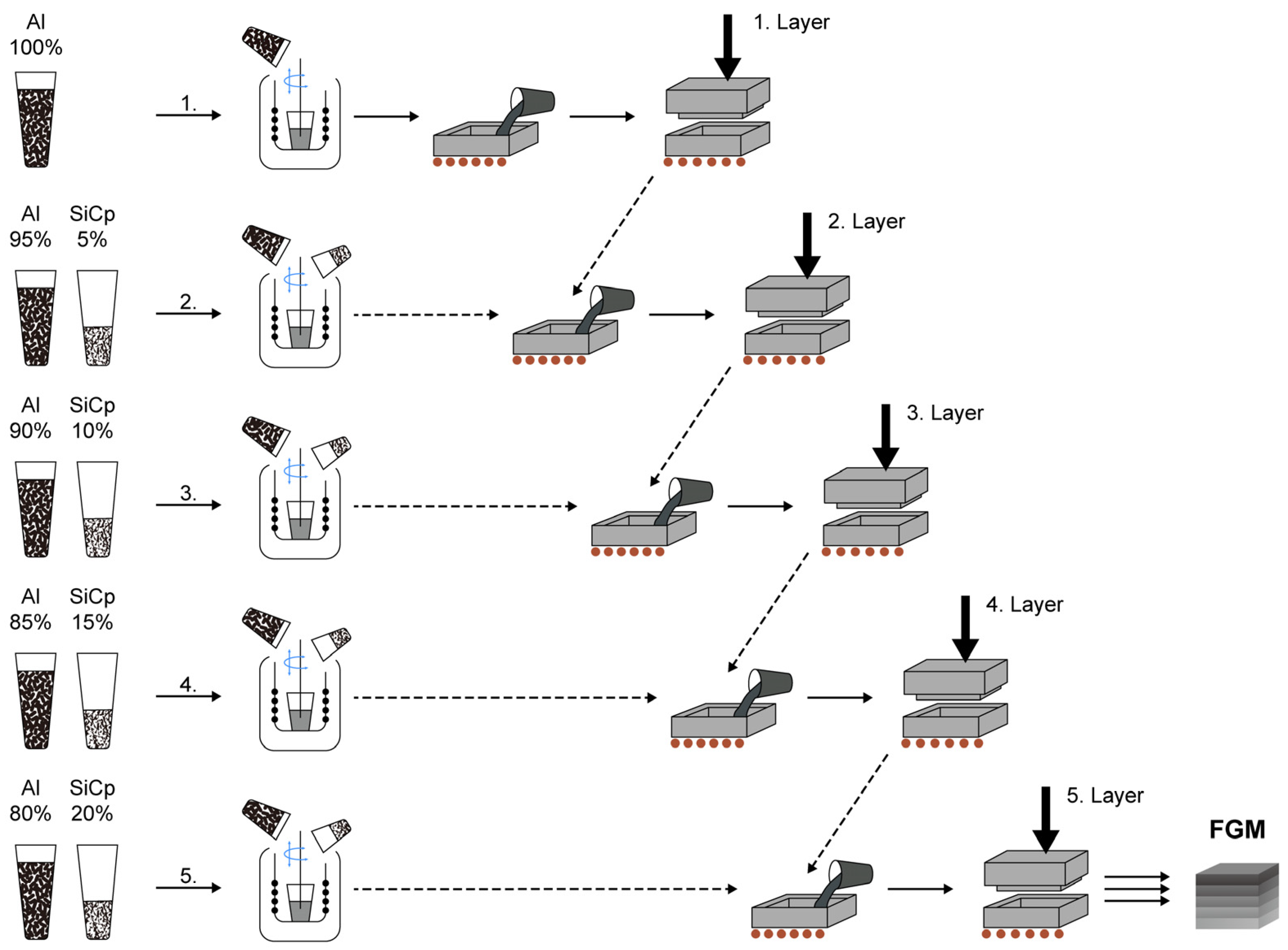
2.2. Preparation of FG-7075 Al/SiCp
2.3. Microstructural Characterization
3. Results and Discussion
Effect of Direct Semisolid Stirring and Sequential Squeeze Casting
4. Conclusions
- By using a novel method—a combination of semisolid stirring and sequential squeeze casting—an FG-7075 Al/SiCp composite was successfully produced;
- Semisolid stirring prevented the movement of SiCp to the surface and its precipitation, and considerably reduced the agglomeration of SiCp particles during stirring;
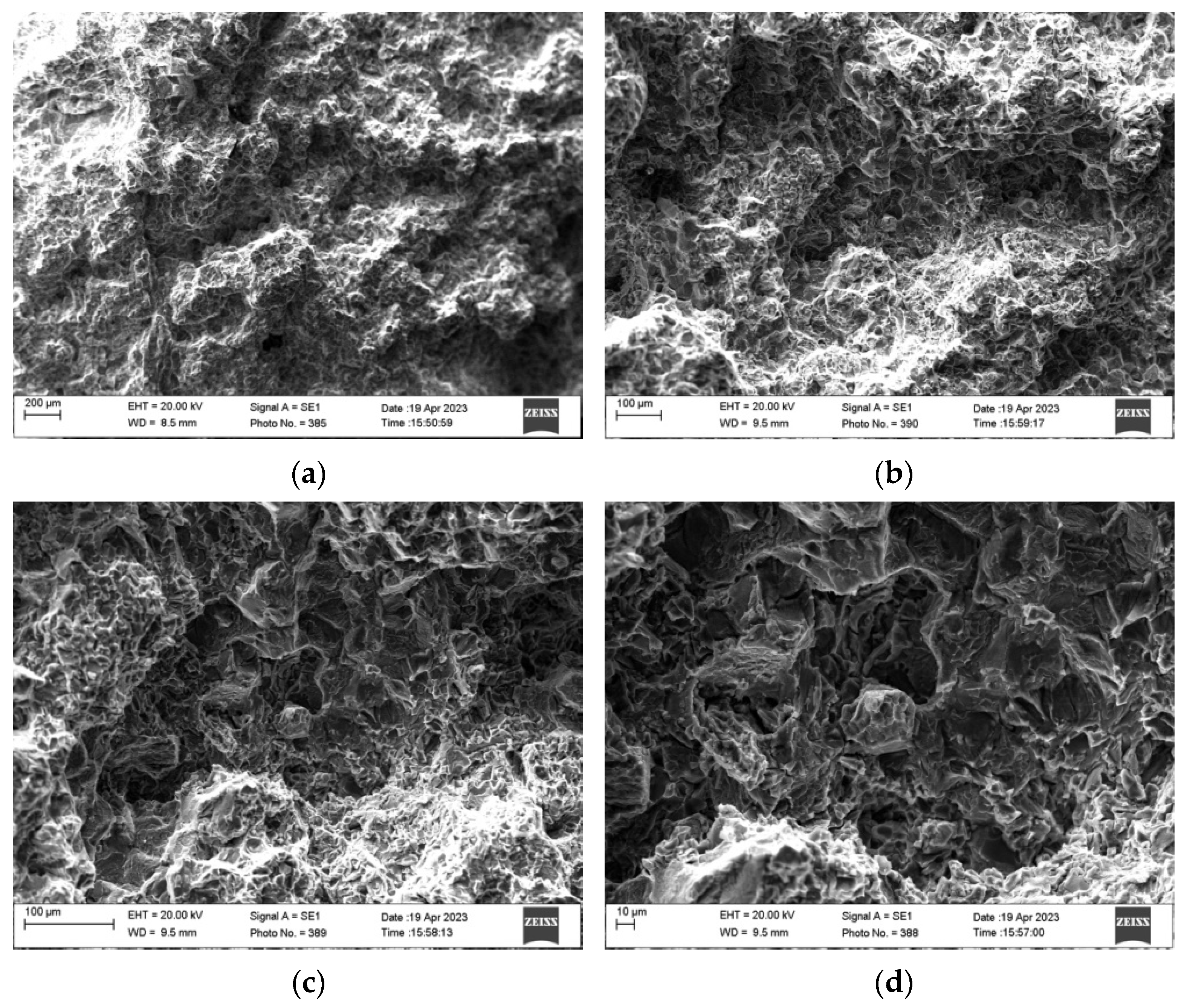
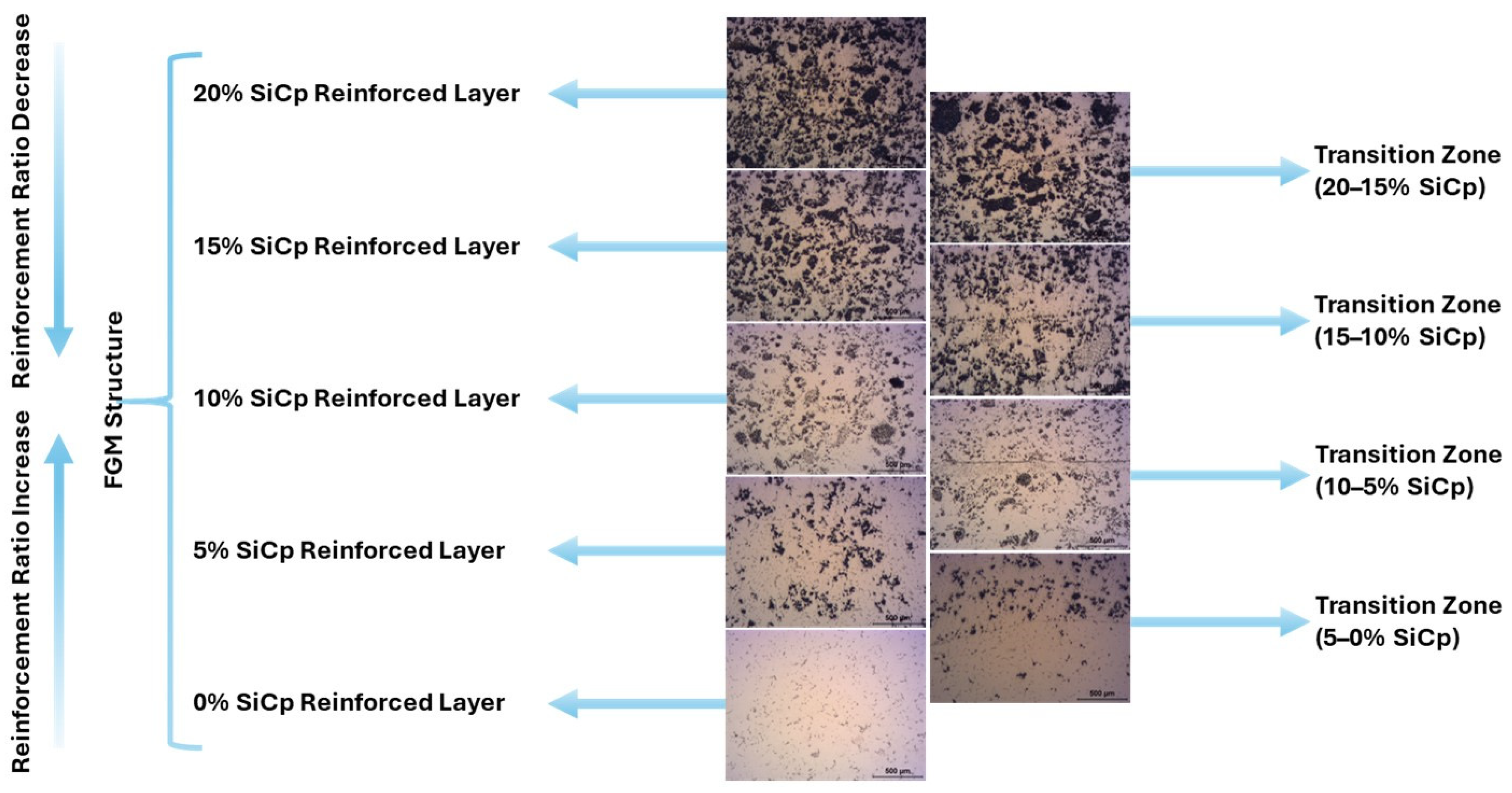
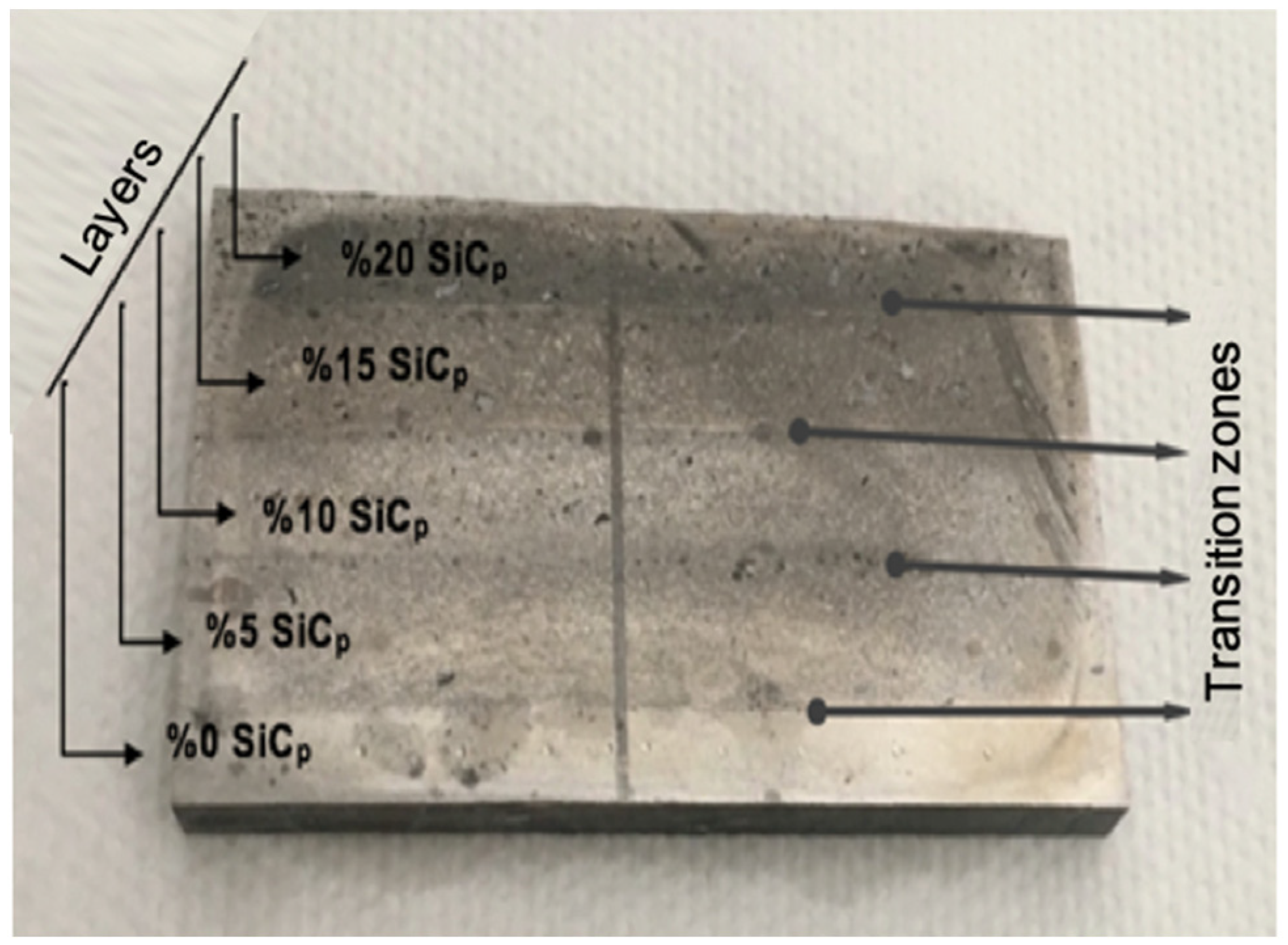
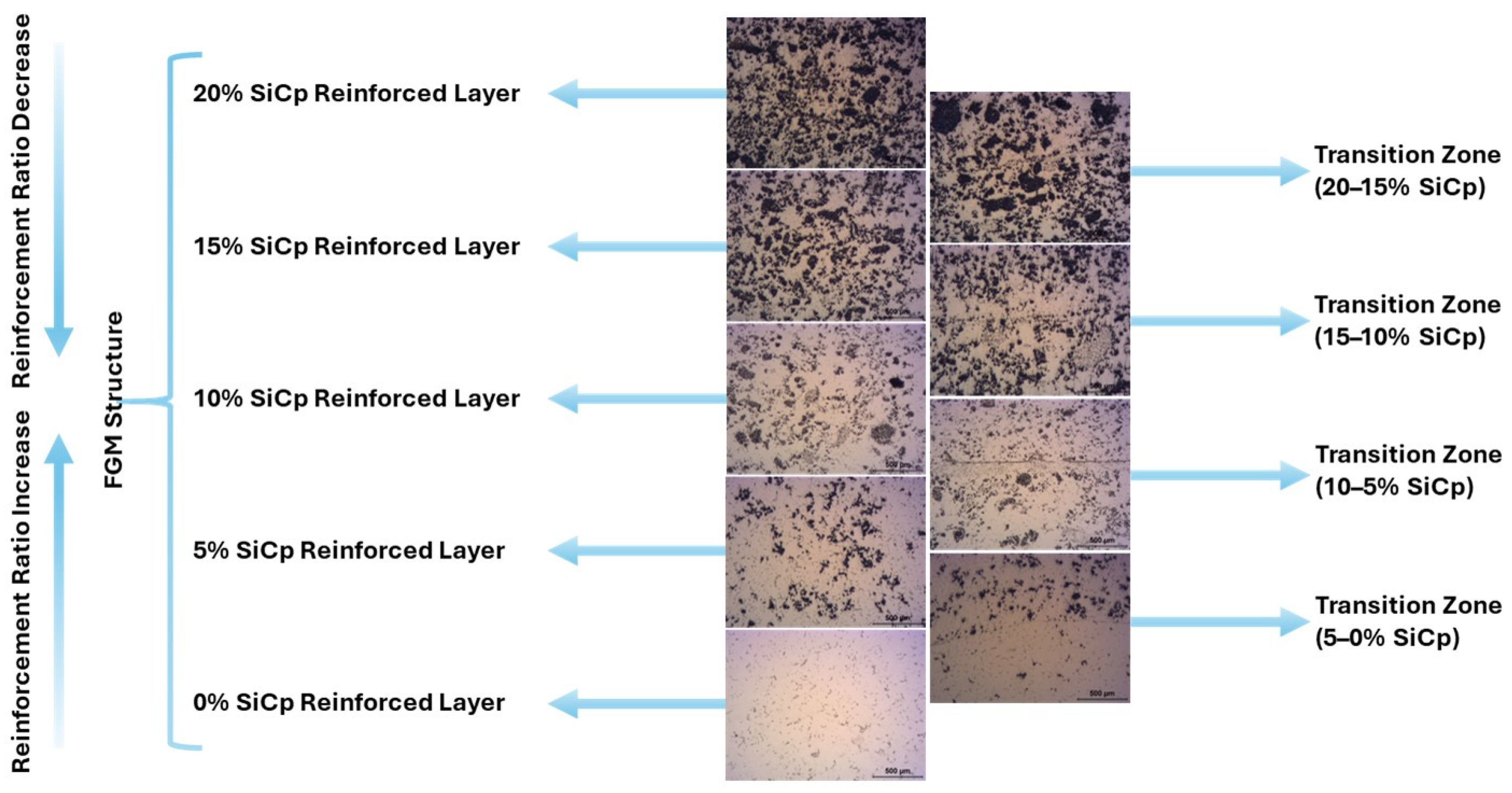
- By applying sequential squeeze casting, the composite layers of desired reinforcement ratios were successfully bonded together by creating a transition zone;
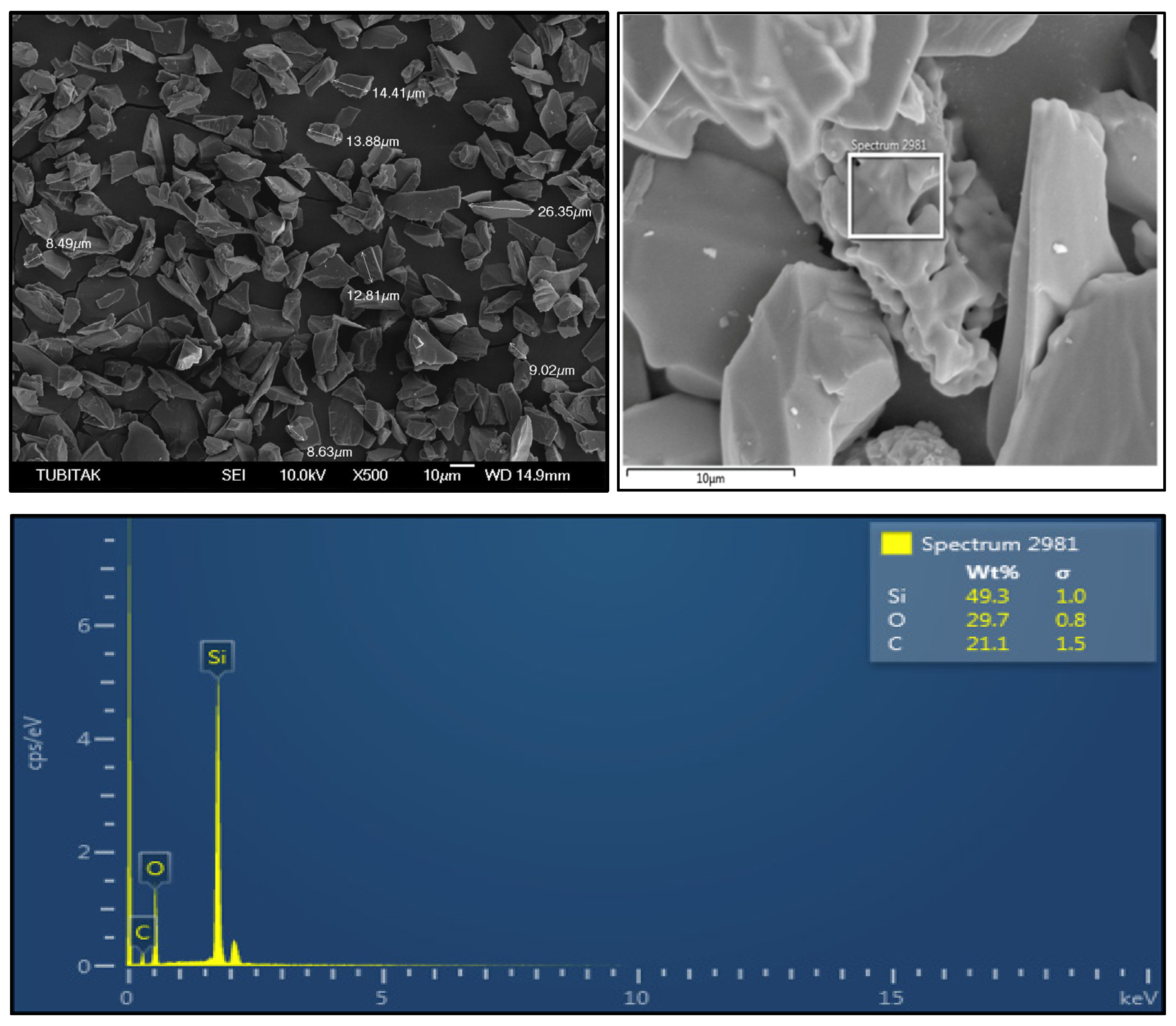
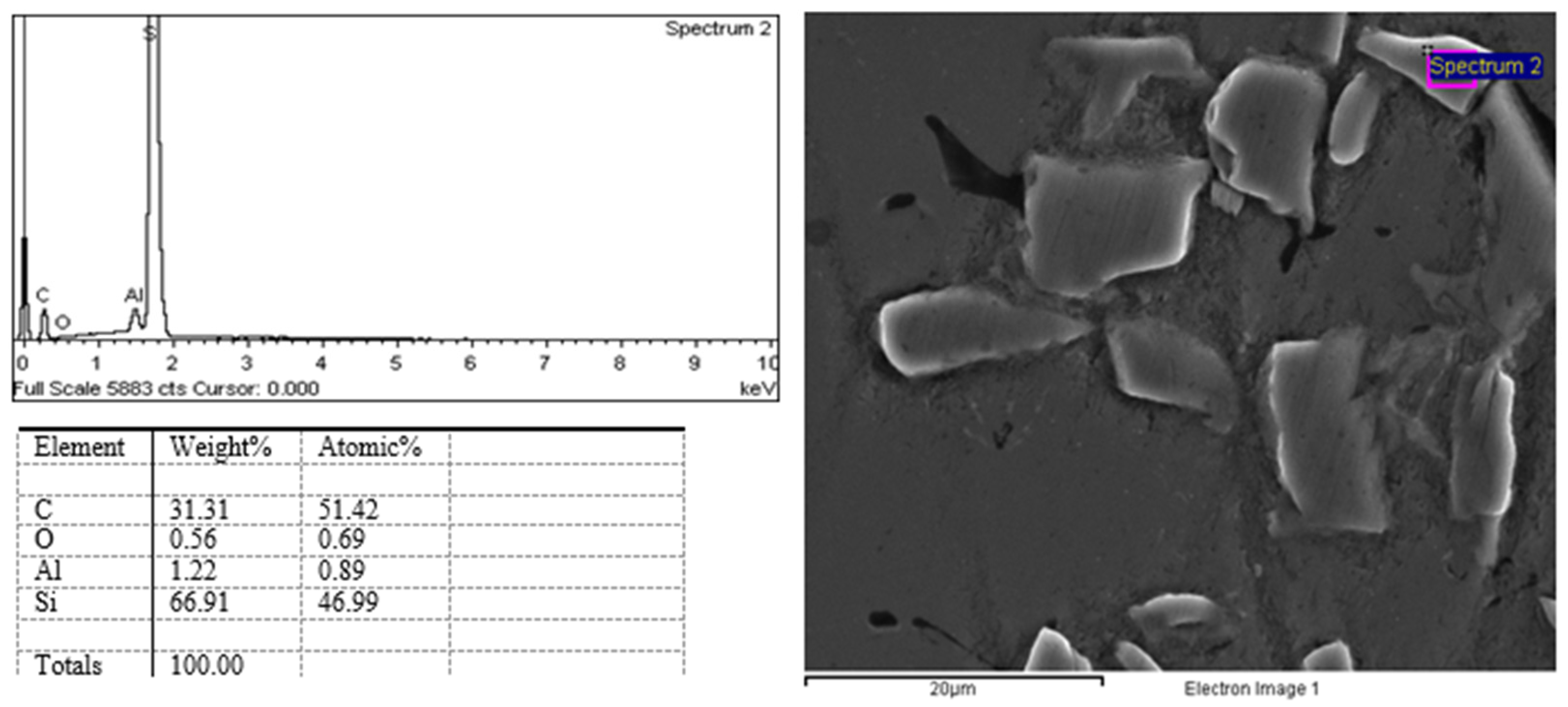
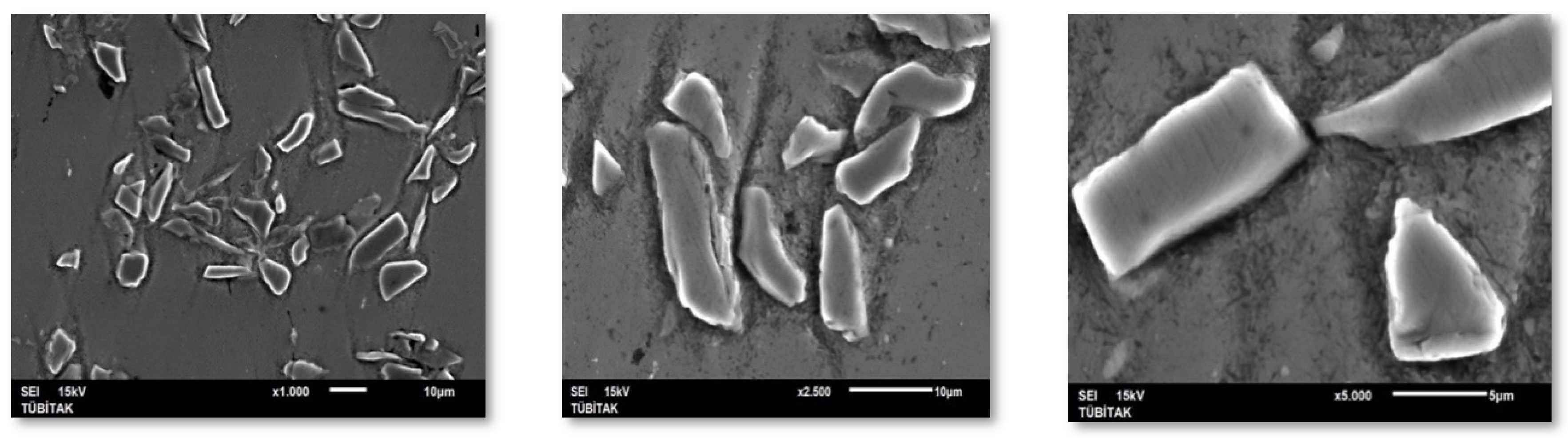
- The SEM results showed that the Al matrix surrounded the SiC particles without gaps, and the desired interfacial bonding formed via the application of the combined method;
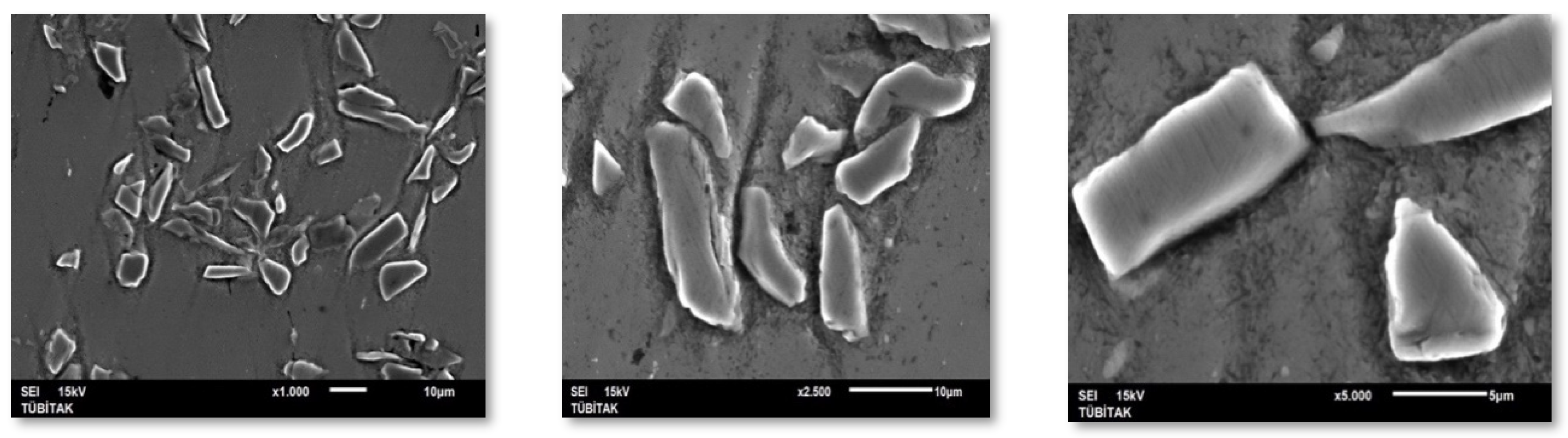
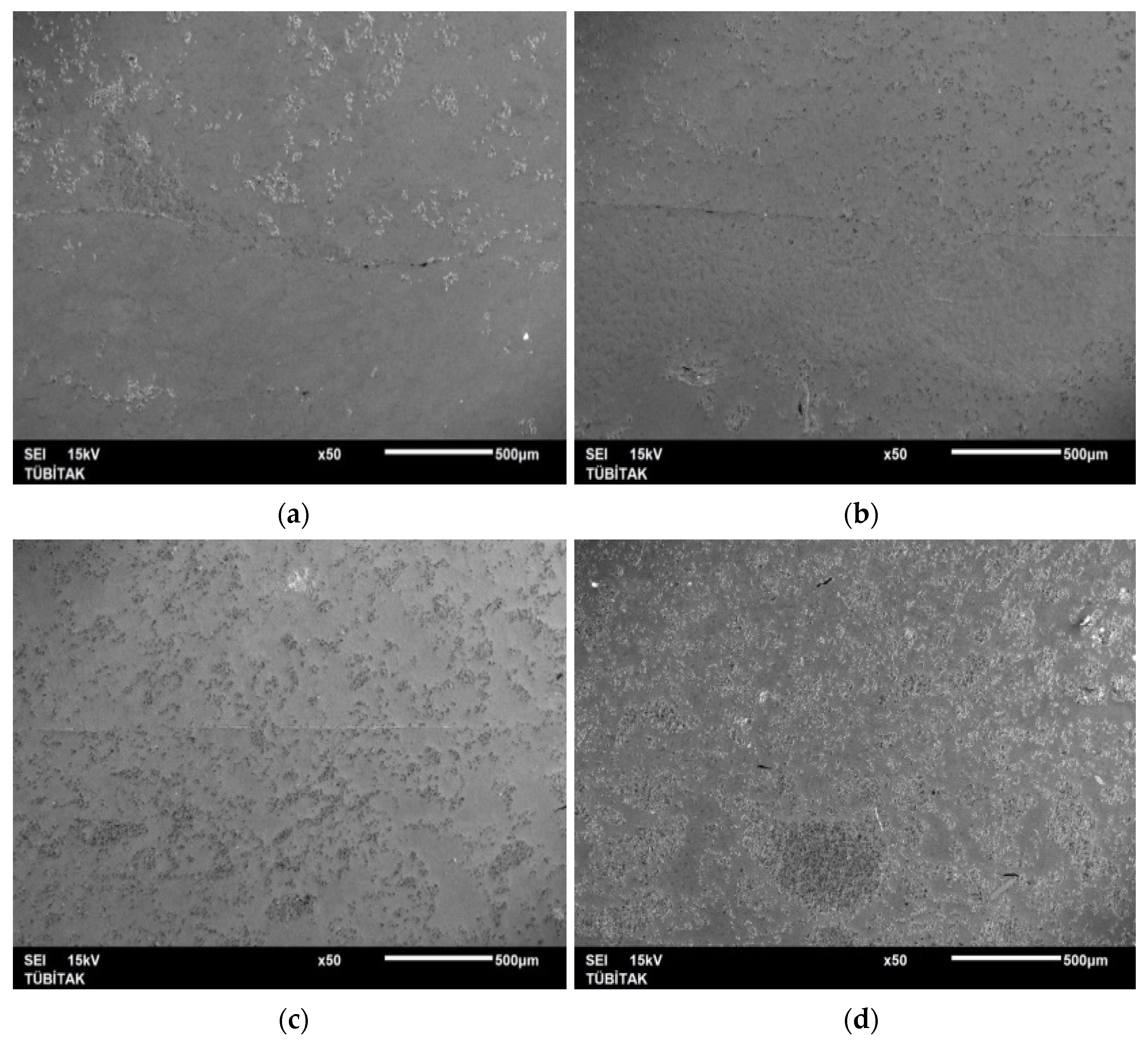
- The SEM results showed that the SiCp reinforcement dispersed into the matrix during semisolid stirring. Additionally, a globular grain structure formed, as expected, via semisolid stirring;
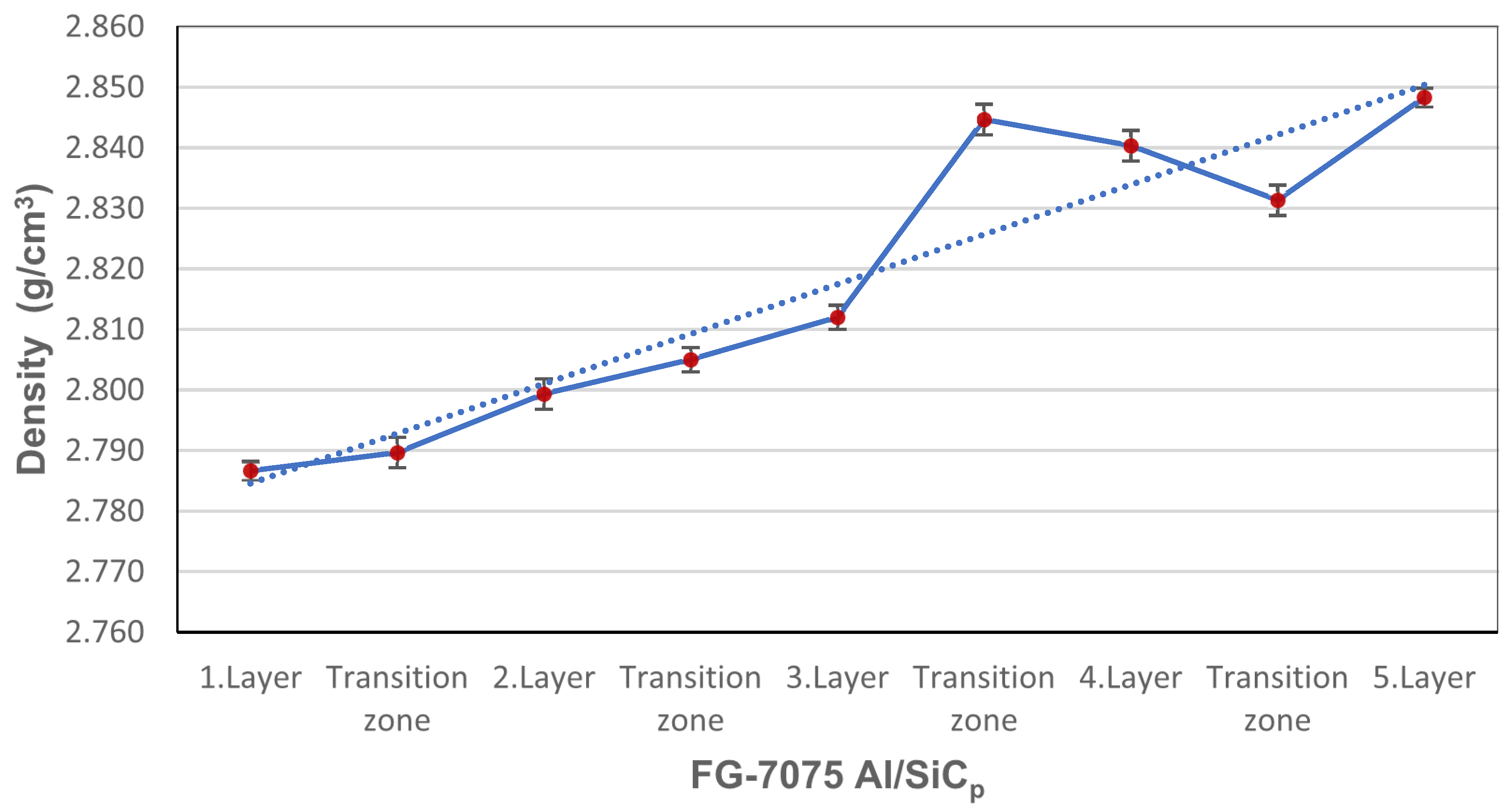
- The sequential squeeze casting method was effective in providing porosity values in the range of 1–1.7% throughout the entire cross-section;
- As the reinforcement ratio in the layers increased, the hardness in the different layers of the material tended to increase. This showed that the FGM structure was successfully created in the sample.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Plaza, S.; Ortega, N. Latest Developments to Manufacture Metal Matrix Composites and Functionally Graded Materials through AM: A State-of-the-Art Review. Materials 2023, 16, 1746. [Google Scholar] [CrossRef]
- Ebhota, W.S.; Jen, T.-C. Casting and Applications of Functionally Graded Metal Matrix Composites; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef]
- Shailendra, K.B.; Ritesh, S.; Prabhat, R.M. Functionally graded materials: A critical review. Int. J. Res. (IJR) 2014, 1, 289–301. [Google Scholar]
- Kawasaki, A.; Watanabe, R. Concept and P/M fabrication of functionally gradient materials. Ceram. Int. 1997, 23, 73–83. [Google Scholar] [CrossRef]
- Khor, K.A.; Gu, Y.W. Thermal properties of plasma-sprayed functionally graded thermal barrier coatings. Thin Solid Film. 2000, 372, 104–113. [Google Scholar] [CrossRef]
- Kieback, B.; Neubrand, A.; Riedel, H. Processing techniques for functionally graded materials. Mater. Sci. Eng. A 2003, 362, 81–106. [Google Scholar] [CrossRef]
- Koizumi, M.F.G.M. FGM activities in Japan. Compos. Part B Eng. 1997, 28, 1–4. [Google Scholar] [CrossRef]
- Ghosh, K.B.; Mukhopadhyay, J.; Basu, R.N. Functionally graded doped lanthanum cobalt ferrite and ceria-based composite interlayers for advancing the performance stability in solid oxide fuel cell. J. Power Sources 2016, 328, 15–27. [Google Scholar] [CrossRef]
- Vaidya, R.U.; Castro, R.G.; Peters, M.I.; Gallegos, D.E.; Petrovic, J.J. Use of plasma spraying in the manufacture of continuously graded and layered/graded molybdenum disilicide/alumina composites. J. Therm. Spray Technol. 2002, 11, 409–414. [Google Scholar] [CrossRef]
- Woolley, R.J.; Skinner, S.J. Functionally graded composite La2NiO4+δ and La4Ni3O10−δ solid oxide fuel cell cathodes. Solid State Ion. 2014, 255, 1–5. [Google Scholar] [CrossRef]
- Marin, L. Numerical solution of the Cauchy problem for steady-state heat transfer in two-dimensional functionally graded materials. Int. J. Solids Struct. 2005, 42, 4338–4351. [Google Scholar] [CrossRef]
- Kim, J.I.; Kim, W.J.; Choi, D.J.; Park, J.Y.; Ryu, W.S. Design of a C/SiC functionally graded coating for the oxidation protection of C/C composites. Carbon 2005, 43, 1749–1757. [Google Scholar] [CrossRef]
- Limarga, A.M.; Widjaja, S.; Yip, T.H. Mechanical properties and oxidation resistance of plasma-sprayed multilayered Al2O3/ZrO2 thermal barrier coatings. Surf. Coat. Technol. 2005, 197, 93–102. [Google Scholar] [CrossRef]
- Negahdari, Z.; Willert-Porada, M.; Scherm, F. Development of novel functionally graded Al2O3-lanthanum hexaaluminate ceramics for thermal barrier coatings. Mater. Sci. Forum 2010, 631, 97–102. [Google Scholar]
- Udupa, G.; Rao, S.S.; Gangadharan, K.V. Functionally graded composite materials: An overview. Procedia Mater. Sci. 2014, 5, 1291–1299. [Google Scholar] [CrossRef]
- Zhang, L.X.; Zhang, B.; Sun, Z.; Pan, X.Y.; Shi, J.M.; Feng, J.C. Preparation of graded double-layer materials for brazing C/C composite and TC4. J. Alloys Compd. 2020, 823, 153–169. [Google Scholar] [CrossRef]
- Verma, R.K.; Parganiha, D.; Chopkar, M. A review on fabrication and characteristics of functionally graded aluminum matrix composites fabricated by centrifugal casting method. SN Appl. Sci. 2021, 3, 227. [Google Scholar] [CrossRef]
- Parihar, R.; Setti, S.; Sahu, R. Recent advances in the manufacturing processes of functionally graded materials: A review. Sci. Eng. Compos. Mater. 2018, 25, 309–336. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Laser metal deposition of functionally graded Ti6Al4V/TiC. Mater. Des. 2015, 84, 402–410. [Google Scholar] [CrossRef]
- Zhang, W.Y.; Du, Y.H.; Zhang, P.; Wang, Y.J. Air-isolated stir casting of homogeneous Al-SiC composite with no air entrapment and Al4C3. J. Mater. Process. Technol. 2019, 271, 226–236. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pai, B.C. Developments in processing of functionally gradient metals and metal–ceramic composites: A review. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 825–838. [Google Scholar] [CrossRef]
- Madan, R.; Bhowmick, S. Fabrication, microstructural characterization and finite element analysis of functionally graded Al-Al2O3 disk using powder metallurgy technique. Mater. Today Commun. 2022, 32, 103878. [Google Scholar] [CrossRef]
- Taskin, N.U.; Taskin, V. Continuous Composite Metal Foam Production and Method and Device for Stirringparticle Reinforced Composite Metal. European Patent No. 3083105, 25 June 2015. [Google Scholar]
- Andilab, B.; Emadi, P.; Ravindran, C. Casting and Characterization of A319 Aluminum Alloy Reinforced with Graphene Using Hybrid Semi-Solid Stirring and Ultrasonic Processing. Materials 2022, 15, 7232. [Google Scholar] [CrossRef]
- Kunimine, T.; Sato, H.; Miura-Fujiwara, E.; Watanabe, Y. New Processing Routes for Functionally Graded Materials and Structures through Combinations of Powder Metallurgy and Casting; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef]
- Shi, Z.; Ochiai, S.; Hojo, M.; Lee, J.; Gu, M.; Lee, H.; Wu, R. The oxidation of SiC particles and its interfacial characteristics in Al-matrix composite. J. Mater. Sci. 2001, 36, 2441–2449. [Google Scholar] [CrossRef]
- Prabhu, T.R. Processing and properties evaluation of functionally continuous graded 7075 Al alloy/SiC composites. Arch. Civ. Mech. Eng. 2017, 17, 20–31. [Google Scholar] [CrossRef]
- Cornie, J.A.; Moon, H.K.; Flemings, M.C.; Masounave, J.; Hamel, F.G. A review of semi-solid slurry processing of Al matrix composites. In Proceedings of the International Conference on Fabrication of Particulates Reinforced Metal Composites, Montreal, QC, Canada, 17–29 September 1990; ASM International: Phoenix, AZ, USA, 1990; pp. 63–78. [Google Scholar]
- Lei, M.; Ledbetter, H. Elastic constants of SiC p/Al: Measurements and modeling. Metall. Mater. Trans. A 1994, 25, 2832–2835. [Google Scholar] [CrossRef]
- Kalkanlı, A.; Yılmaz, S. Synthesis and characterization of aluminum alloy 7075 reinforced with silicon carbide particulates. Mater. Des. 2008, 29, 775–780. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Characterization of centrifugal cast functionally graded aluminum-silicon carbide metal matrix composites. Mater. Charact. 2010, 61, 923–928. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | 2.81 | g/cm3 |
| Elastic Modulus | 71–72 | GPa |
| Specific Heat (273–373 K) | 0.97 | |
| Linear Expansion Coefficient (293–373 K) | 23 × 10−6 | /K |
| Thermal Conductivity (373–673 K) | 130 | W/(m K) |
| Resistivity (293 K) | 0.049 × 10−6 | Ω m |
| Weight % | Si | Fe | Cu | Mg | Mn | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|
| Minimum | - | - | 1.2 | 2.1 | - | 0.18 | 5.1 | - |
| Maximum | 0.4 | 0.5 | 2 | 2.9 | 0.3 | 0.28 | 6.1 | 0.2 |
| Heat Treatment | Tensile Strength (Rm MPa) | Yield Strength (Rp0.2/MPa) | Elongation (%) | Hardness (Brinell) |
|---|---|---|---|---|
| T0 | 225 | 105 | 17 | 60 |
| T6 | 530–570 | 460–505 | 10 | 150 |
| Particle Type | Particle Type Size (μm) | Density (g/cm3) | Tensile Strength (GPa) | Elastic Modulus (GPa) |
|---|---|---|---|---|
| SiC | 15–340 | 3.2 | 3 | 480 |
| Products | Particle Size | SiC% | Free C % | Si % | SO2 % | Fe2O3 % |
|---|---|---|---|---|---|---|
| SiC | F240–F800 | 99.5 | 0.10 | 0.10 | 0.10 | 0.05 |
| Condition | SiC Addition (wt%) | Application (5-Layer FDM) |
|---|---|---|
| AA7075 | - | 1st layer |
| AA7075 + 5% SiC | 5 | 2nd layer |
| AA7075 + 10% SiC | 10 | 3rd layer |
| AA7075 + 15% SiC | 15 | 4th layer |
| AA7075 + 20% SiC | 20 | 5th layer |
| Layer | Si | Fe | Cu | Ti | Mn | Mg | Cr | Zn | Al |
|---|---|---|---|---|---|---|---|---|---|
| 1st | 0.061 | 0.025 | 0.516 | 0.0555 | 0.0287 | 1.57 | 0.257 | 4.00 | 93.4 |
| 2nd | 2.420 | 0.639 | 1.210 | 0.0489 | 0.0817 | 2.69 | 0.159 | 4.57 | 88.1 |
| 3rd | 6.420 | 0.831 | 1.450 | 0.0343 | 0.1670 | 2.80 | 0.241 | 4.79 | 83.1 |
| 4th | 14.32 | 0.798 | 1.690 | 0.0360 | 0.0441 | 2.38 | 0.200 | 5.50 | 74.8 |
| 5th | 20.84 | 1.030 | 1.600 | 0.0344 | 0.0253 | 2.01 | 0.190 | 4.94 | 68.7 |
| SiCp% | Measured Density (g/cm3) | Theoretical Density (g/cm3) | Porosity (%) | Brinell Hardness |
|---|---|---|---|---|
| 0% | 2.787 | 2.81 | 1.06 | 108.8 |
| 0–5% | 2.790 | - | - | |
| 5% | 2.799 | 2.83 | 1.413 | 125.2 |
| 5–10% | 2.805 | - | ||
| 10% | 2.812 | 2.85 | 1.403 | 127.8 |
| 10–15% | 2.845 | - | - | |
| 15% | 2.840 | 2.87 | 1.045 | 136.2 |
| 15–20% | 2.831 | - | - | |
| 20% | 2.848 | 2.89 | 1.73 | 115.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karaman Genc, S.; Urkmez Taskin, N. New Processing Route for the Production of Functionally Graded 7075 Al/SiCp Composites via a Combination of Semisolid Stirring and Sequential Squeeze Casting. Crystals 2024, 14, 297. https://doi.org/10.3390/cryst14040297
Karaman Genc S, Urkmez Taskin N. New Processing Route for the Production of Functionally Graded 7075 Al/SiCp Composites via a Combination of Semisolid Stirring and Sequential Squeeze Casting. Crystals. 2024; 14(4):297. https://doi.org/10.3390/cryst14040297
Chicago/Turabian StyleKaraman Genc, Serhan, and Nilhan Urkmez Taskin. 2024. "New Processing Route for the Production of Functionally Graded 7075 Al/SiCp Composites via a Combination of Semisolid Stirring and Sequential Squeeze Casting" Crystals 14, no. 4: 297. https://doi.org/10.3390/cryst14040297
APA StyleKaraman Genc, S., & Urkmez Taskin, N. (2024). New Processing Route for the Production of Functionally Graded 7075 Al/SiCp Composites via a Combination of Semisolid Stirring and Sequential Squeeze Casting. Crystals, 14(4), 297. https://doi.org/10.3390/cryst14040297