
Revealing the Role of Pre-Strain on the Microstructure and Mechanical Properties of a High-Mn Austenitic Steel

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mechanical Tests
2.3. Microstructure Characterizations
3. Results
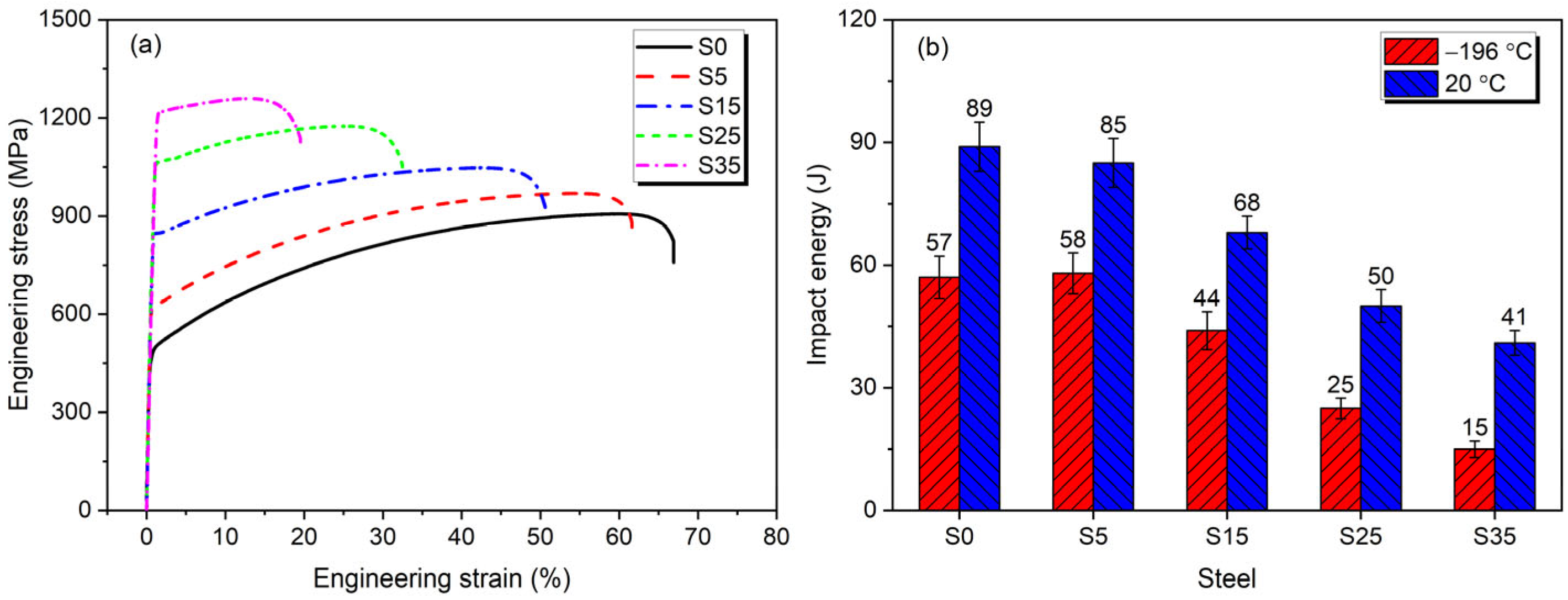
3.1. Mechanical Properties
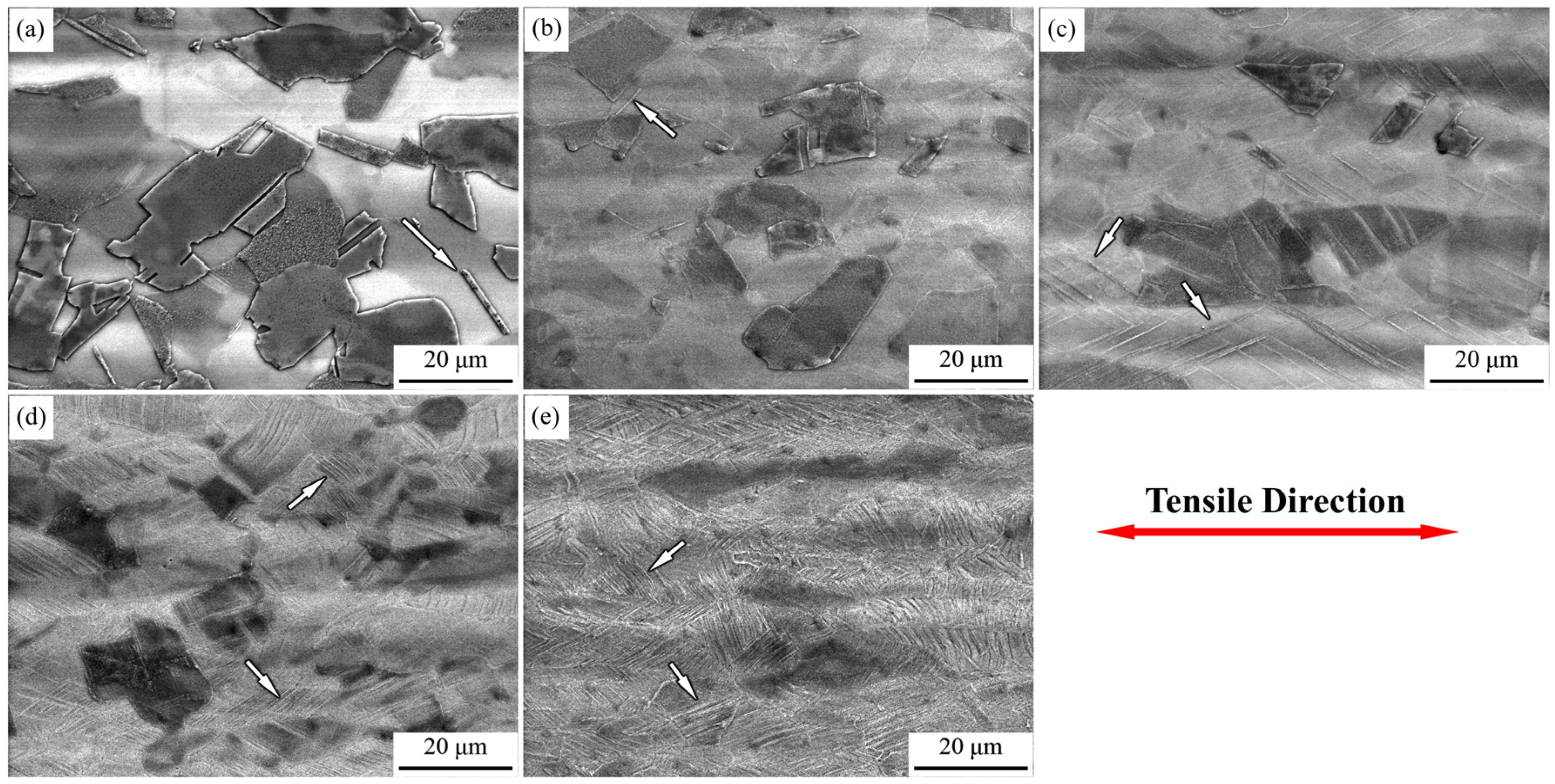
3.2. Morphological Structures
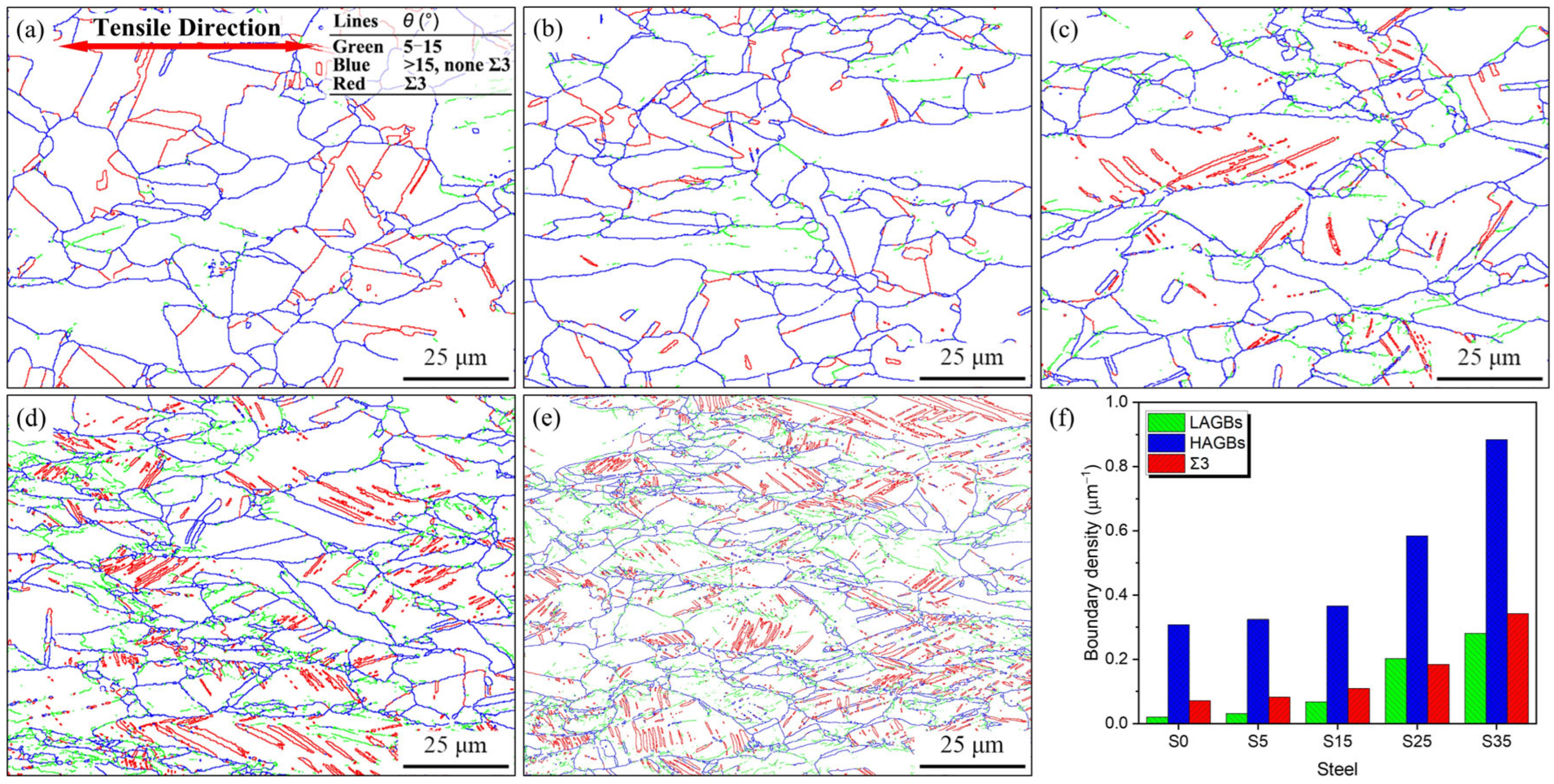
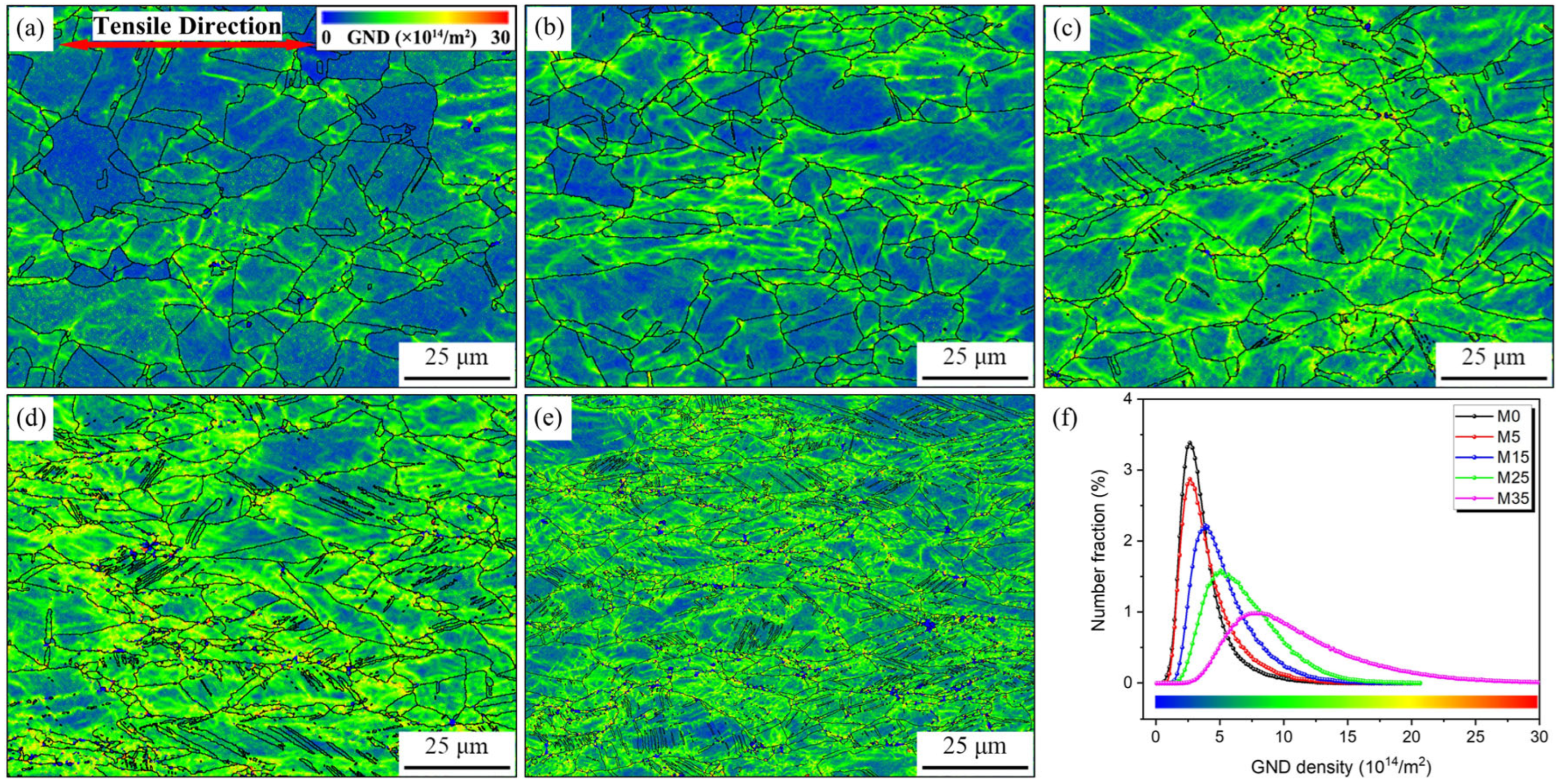
3.3. Crystallographic Features
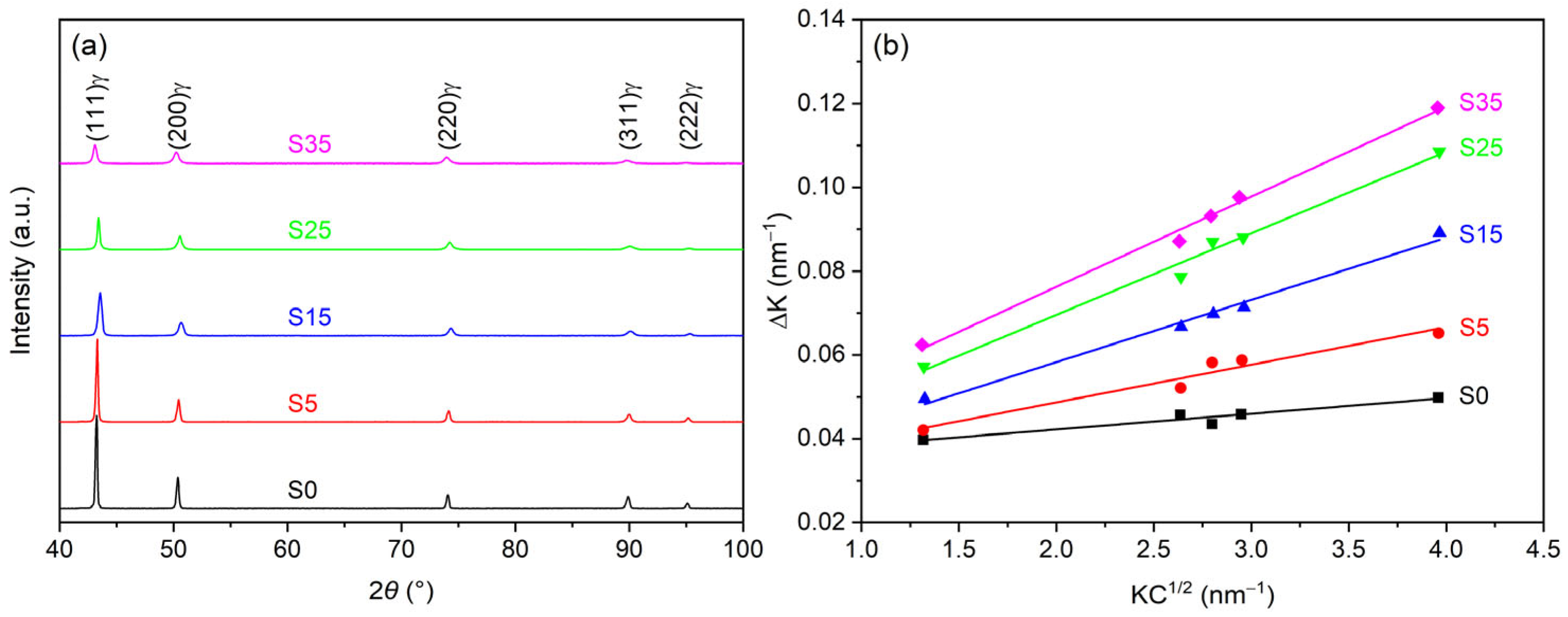
3.4. XRD Characterization
4. Discussion
4.1. The Effect of Pre-Strain Levels on Microstructure
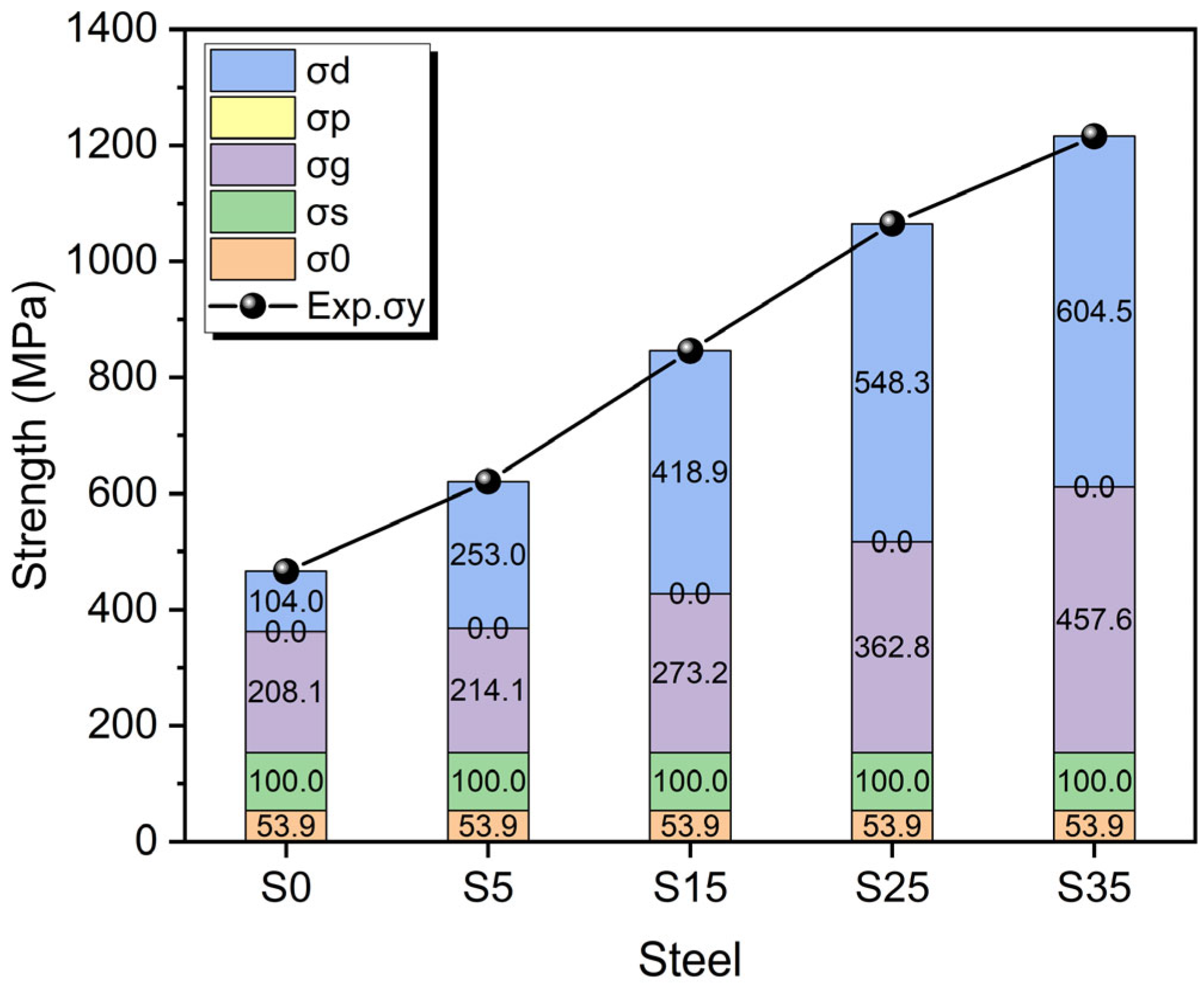
4.2. The Effect of Pre-Strain Levels on Strength
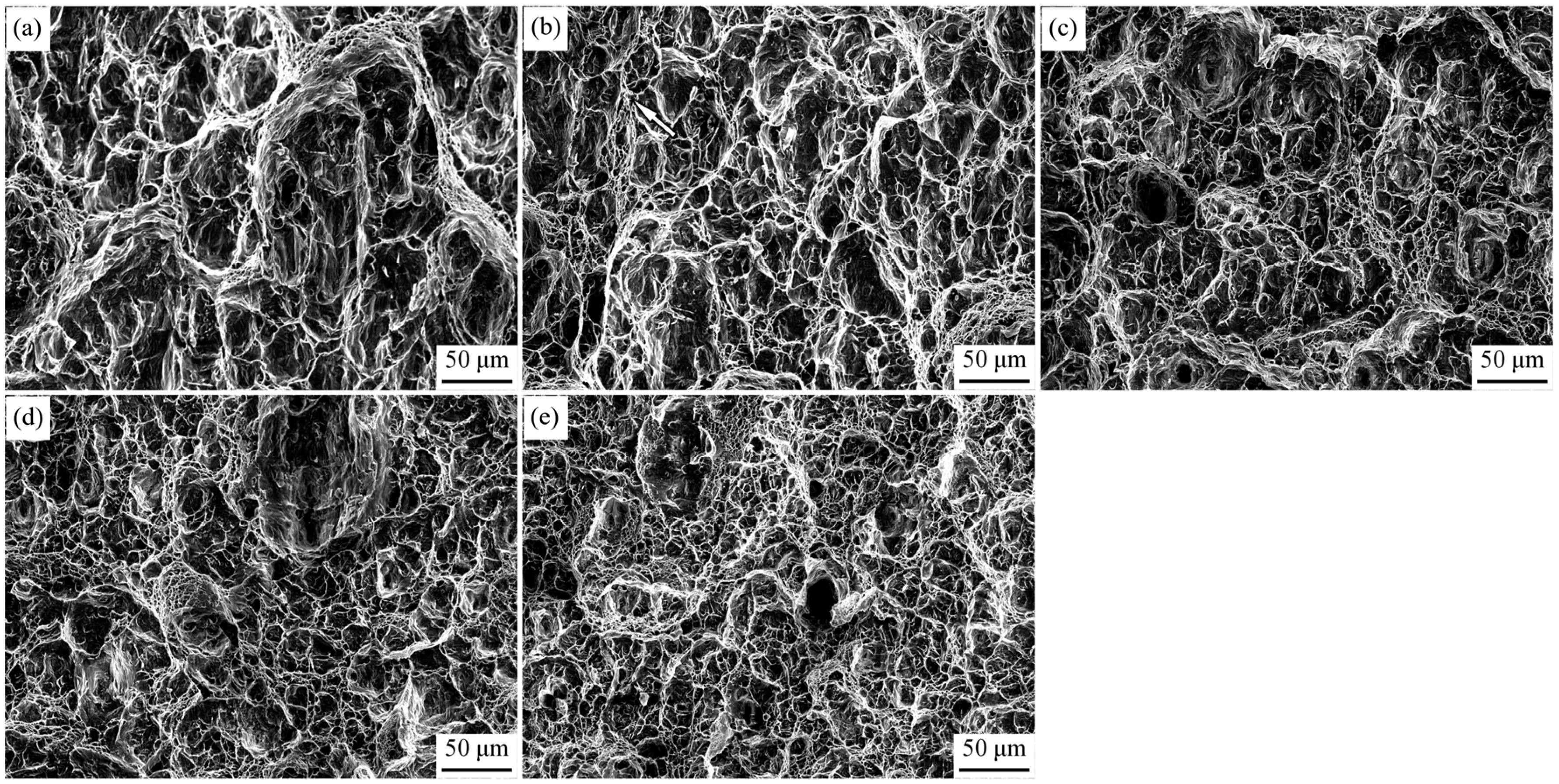
4.3. The Effect of Pre-Strain Levels on Cryogenic Impact Toughness
4.4. General Discussion
5. Conclusions
- (1)
- When the pre-strain increased from 0% to 5%, although the dislocation density increased, there was almost no change in the density of the grain boundaries and volume fraction of the twins. The dislocation density and volume fraction of the twins increased significantly as the pre-strain exceeded 15%.
- (2)
- With increasing the pre-strain, the yield and tensile strength of the pre-strained steels increased, while the elongation decreased. When the pre-strain exceeded 15%, the yield strength increased significantly. This increase in yield strength is primarily attributed to the contributions of grain boundary strengthening and dislocation strengthening.
- (3)
- When the pre-strain was 5%, the cryogenic impact toughness was almost the same as that of the steel with 0% pre-strain. However, the cryogenic impact toughness significantly decreased when the pre-strain exceeded 15%. The initial mechanical twins and increased dislocations caused by pre-straining are unfavorable to the impact toughness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, J.; Liu, Z.-Y. The combination of strength and cryogenic impact toughness in low carbon 5Mn–5Ni steel. J. Alloys Compd. 2020, 837, 155484. [Google Scholar] [CrossRef]
- Zhang, J.; Li, G.; Wang, H.; Wan, X.; Hu, M.; Meng, Q. The effect of non-metallic inclusions in refining microstructure and improving cryogenic toughness of novel high-Mn steel weld metals for LNG tanks. Weld. World 2022, 66, 2281–2295. [Google Scholar] [CrossRef]
- Choi, J.K.; Lee, S.-G.; Park, Y.-H.; Han, I.-W.; Morris, J., Jr. High manganese austenitic steel for cryogenic applications. In Proceedings of the ISOPE International Ocean and Polar Engineering Conference, Rhodes, Greece, 17–22 June 2012; p. ISOPE-I-12-599. [Google Scholar]
- Ren, J.-K.; Li, Z.-H.; Zhou, X.; Wu, S.-W.; Chen, J.; Liu, Z.-Y. Interpretation of microstructure evolution and mechanical properties under aging treatments of a Fe–24Mn-0.6C–2Al-0.6V austenitic steel for cryogenic application. J. Mater. Res. Technol. 2023, 24, 4661–4677. [Google Scholar] [CrossRef]
- Zhang, C.; Zhi, H.; Antonov, S.; He, J.; Guo, Z.; Su, Y. Effect of pre-strain on hydrogen embrittlement of high manganese steel. Mater. Sci. Eng. A 2022, 834, 142596. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Kang, S.; Jung, J.-G.; Kang, M.; Woo, W.; Lee, Y.-K. The effects of grain size on yielding, strain hardening, and mechanical twinning in Fe–18Mn–0.6C–1.5Al twinning-induced plasticity steel. Mater. Sci. Eng. A 2016, 652, 212–220. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Liang, Z.; Li, Y.; Huang, M. The respective hardening contributions of dislocations and twins to the flow stress of a twinning-induced plasticity steel. Scr. Mater. 2016, 112, 28–31. [Google Scholar] [CrossRef]
- Li, Y.; Liang, Z.; Huang, M. Strengthening contributions of dislocations and twins in warm-rolled TWIP steels. Int. J. Plast. 2022, 150, 103198. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Wittig, J.E. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Gao, J.; Jiang, S.; Zhang, H.; Huang, Y.; Guan, D.; Xu, Y.; Guan, S.; Bendersky, L.A.; Davydov, A.V.; Wu, Y. Facile route to bulk ultrafine-grain steels for high strength and ductility. Nature 2021, 590, 262–267. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Zhang, X.; Cai, Z.; Ding, H.; Pan, M.; Wei, W.; Liu, Y. Effects of rolling temperature on the microstructure and mechanical properties of a high-Mn austenitic steel for cryogenic applications. Steel Res. Int. 2020, 91, 1900660. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, M.; Liu, C.; Wang, L.; Chen, H.; Dan, C.; Ma, S.; Chen, Z.; Wang, H. Enhancing mechanical properties of uniformly distributed nano TiB2/2024 Al composite rolling sheet by pre-stretch aging. J. Alloys Compd. 2022, 913, 165172. [Google Scholar] [CrossRef]
- Xu, J.; Wang, M. Effect of tensile pre-strain on mechanical properties of austenitic 301 stainless steel. J. Mater. Eng. Perform. 2024, 33, 12721–12728. [Google Scholar] [CrossRef]
- Peng, J.; Li, K.; Dai, Q. Mechanical properties of pre-strained austenitic stainless steel from the view of energy density. Results Phys. 2018, 10, 187–193. [Google Scholar] [CrossRef]
- Liu, Z.; Gao, X.; Xiong, M.; Li, P.; Misra, R.; Rao, D.; Wang, Y. Role of hot rolling procedure and solution treatment process on microstructure, strength and cryogenic toughness of high manganese austenitic steel. Mater. Sci. Eng. A 2021, 807, 140881. [Google Scholar] [CrossRef]
- Ren, J.-K.; Chen, Q.-Y.; Chen, J.; Liu, Z.-Y. Role of vanadium additions on tensile and cryogenic-temperature charpy impact properties in hot-rolled high-Mn austenitic steels. Mater. Sci. Eng. A 2021, 811, 141063. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A general mechanism of martensitic nucleation: Part I. General concepts and the FCC→ HCP transformation. Metall. Trans. A 1976, 7, 1897–1904. [Google Scholar] [CrossRef]
- Song, R.; Cai, C.; Liu, S.; Feng, Y.; Pei, Z. Stacking fault energy and compression deformation behavior of ultra-high manganese steel. Procedia Eng. 2017, 207, 1809–1814. [Google Scholar] [CrossRef]
- Wu, B.; Qian, B.; Wen, Y. Effects of Cr on stacking-fault energy and damping capacity of FeMn. Mater. Sci. Technol. 2017, 33, 1019–1025. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.-P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483, 184–187. [Google Scholar] [CrossRef]
- Xiong, R.; Peng, H.; Si, H.; Zhang, W.; Wen, Y. Thermodynamic calculation of stacking fault energy of the Fe–Mn–Si–C high manganese steels. Mater. Sci. Eng. A 2014, 598, 376–386. [Google Scholar] [CrossRef]
- Zhang, C.; Yu, H.; Antonov, S.; Li, W.; He, J.; Zhi, H.; Su, Y. Alleviating the strength-ductility trade-off dilemma in high manganese steels after hydrogen charging by adjusting the gradient distribution of twins. Corros. Sci. 2022, 207, 110579. [Google Scholar] [CrossRef]
- Joong-Ki, H.; Il-Cheol, Y.; Il-Heon, S.; Jang-Yong, Y.; Byoungkoo, K.; Zargaran, A.; Nack, J.K. Microstructural evolution and deformation behavior of twinning-induced plasticity (TWIP) steel during wire drawing. Mater. Sci. Eng. A 2015, 644, 41–52. [Google Scholar] [CrossRef]
- Renard, K.; Jacques, P.J. On the relationship between work hardening and twinning rate in TWIP steels. Mater. Sci. Eng. A 2012, 542, 8–14. [Google Scholar] [CrossRef]
- Ungár, T.; Borbély, A. The effect of dislocation contrast on X-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Y.; Li, W.; Khedr, M.; Liu, H.; Jin, X. Hierarchical microstructure design of a bimodal grained twinning-induced plasticity steel with excellent cryogenic mechanical properties. Acta Mater. 2018, 158, 79–94. [Google Scholar] [CrossRef]
- Zhi, H.; Zhang, C.; Antonov, S.; Yu, H.; Guo, T.; Su, Y. Investigations of dislocation-type evolution and strain hardening during mechanical twinning in Fe-22Mn-0.6C twinning-induced plasticity steel. Acta Mater. 2020, 195, 371–382. [Google Scholar] [CrossRef]
- Ren, J.-K.; Mao, D.-S.; Gao, Y.; Chen, J.; Liu, Z.-Y. High carbon alloyed design of a hot-rolled high-Mn austenitic steel with excellent mechanical properties for cryogenic application. Mater. Sci. Eng. A 2021, 827, 141959. [Google Scholar] [CrossRef]
- Das, S.; Shyamal, S.; Sahu, T.; Kömi, J.; Chakraborti, P.; Porter, D.; Karjalainen, L.; Sahu, P. On the mechanism of cross-slip induced dislocation substructure formation in an high-Mn steel. Materialia 2021, 15, 101042. [Google Scholar] [CrossRef]
- Luo, Q.; Wang, H.H.; Li, G.Q.; Sun, C.; Li, D.H.; Wan, X.L. On mechanical properties of novel high-Mn cryogenic steel in terms of SFE and microstructural evolution. Mater. Sci. Eng. A 2019, 753, 91–98. [Google Scholar] [CrossRef]
- Müllner, P.; Ferreira, P.J. On the energy of terminated stacking faults. Philos. Mag. Lett. 1996, 73, 289–298. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Dislocation Density (1014/m2) | Grain Boundary Density (μm−1) | Volume Fraction of Twins (%) | ||
|---|---|---|---|---|---|
| LAGBs | HAGBs | Σ3 | |||
| S0 | 0.34 | 0.020 | 0.308 | 0.071 | 0.9 |
| S5 | 2.01 | 0.030 | 0.324 | 0.082 | 1.0 |
| S15 | 5.52 | 0.067 | 0.365 | 0.119 | 3.1 |
| S25 | 9.45 | 0.202 | 0.584 | 0.184 | 9.2 |
| S35 | 11.50 | 0.280 | 0.884 | 0.341 | 13.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, C.; Xu, B.; Yan, X.; Zhu, Y.; Yu, J.; Hu, B.; Yu, Y.; Liu, S.; Jin, X. Revealing the Role of Pre-Strain on the Microstructure and Mechanical Properties of a High-Mn Austenitic Steel. Crystals 2024, 14, 1054. https://doi.org/10.3390/cryst14121054
Sun C, Xu B, Yan X, Zhu Y, Yu J, Hu B, Yu Y, Liu S, Jin X. Revealing the Role of Pre-Strain on the Microstructure and Mechanical Properties of a High-Mn Austenitic Steel. Crystals. 2024; 14(12):1054. https://doi.org/10.3390/cryst14121054
Chicago/Turabian StyleSun, Chao, Bin Xu, Xuqiang Yan, Yufei Zhu, Jieru Yu, Bin Hu, Yishuang Yu, Shilong Liu, and Xuejun Jin. 2024. "Revealing the Role of Pre-Strain on the Microstructure and Mechanical Properties of a High-Mn Austenitic Steel" Crystals 14, no. 12: 1054. https://doi.org/10.3390/cryst14121054
APA StyleSun, C., Xu, B., Yan, X., Zhu, Y., Yu, J., Hu, B., Yu, Y., Liu, S., & Jin, X. (2024). Revealing the Role of Pre-Strain on the Microstructure and Mechanical Properties of a High-Mn Austenitic Steel. Crystals, 14(12), 1054. https://doi.org/10.3390/cryst14121054