
Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy

 ,
, 

Abstract
1. Introduction
2. Experimental and Modeling
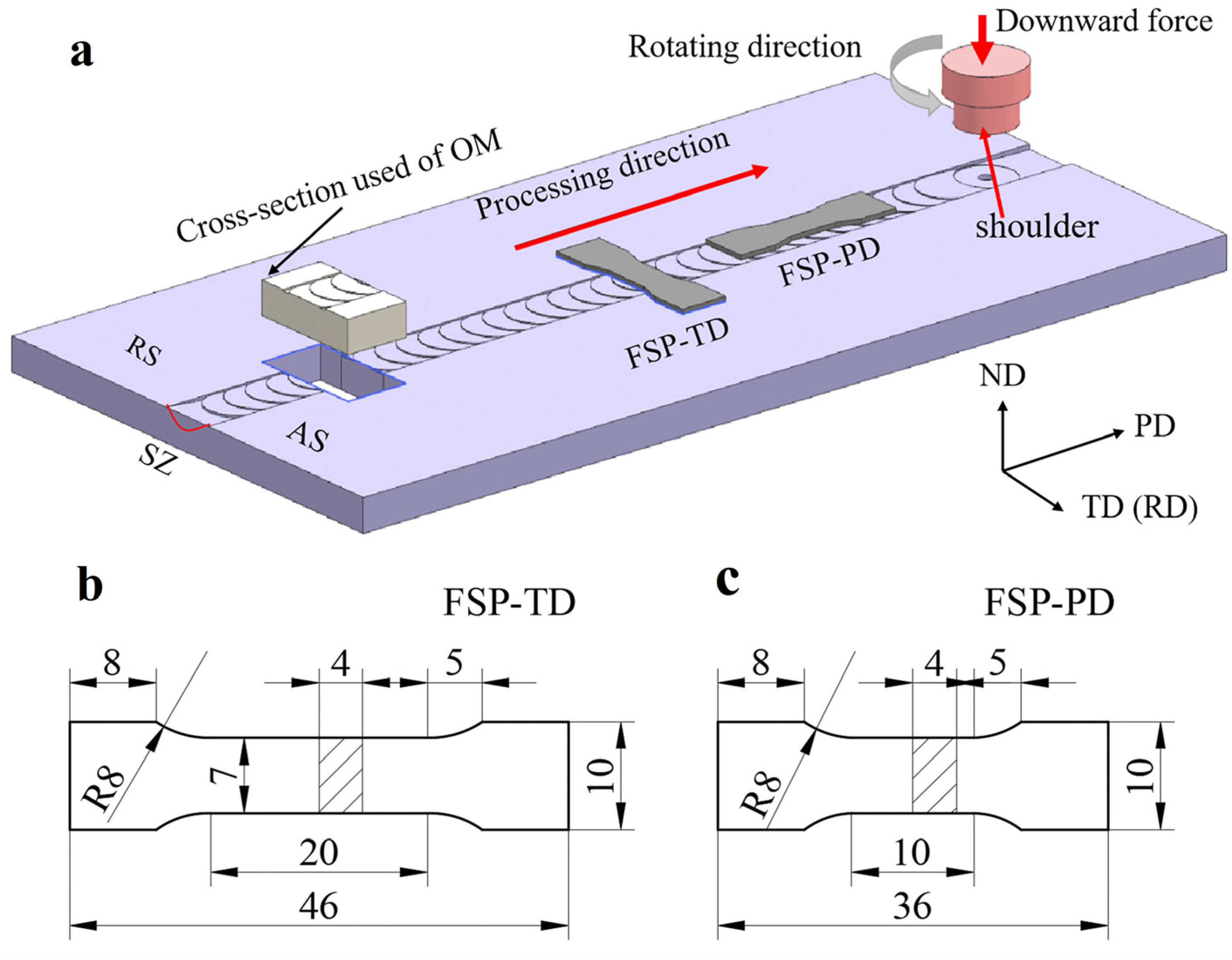
2.1. Experimental
2.2. Modeling
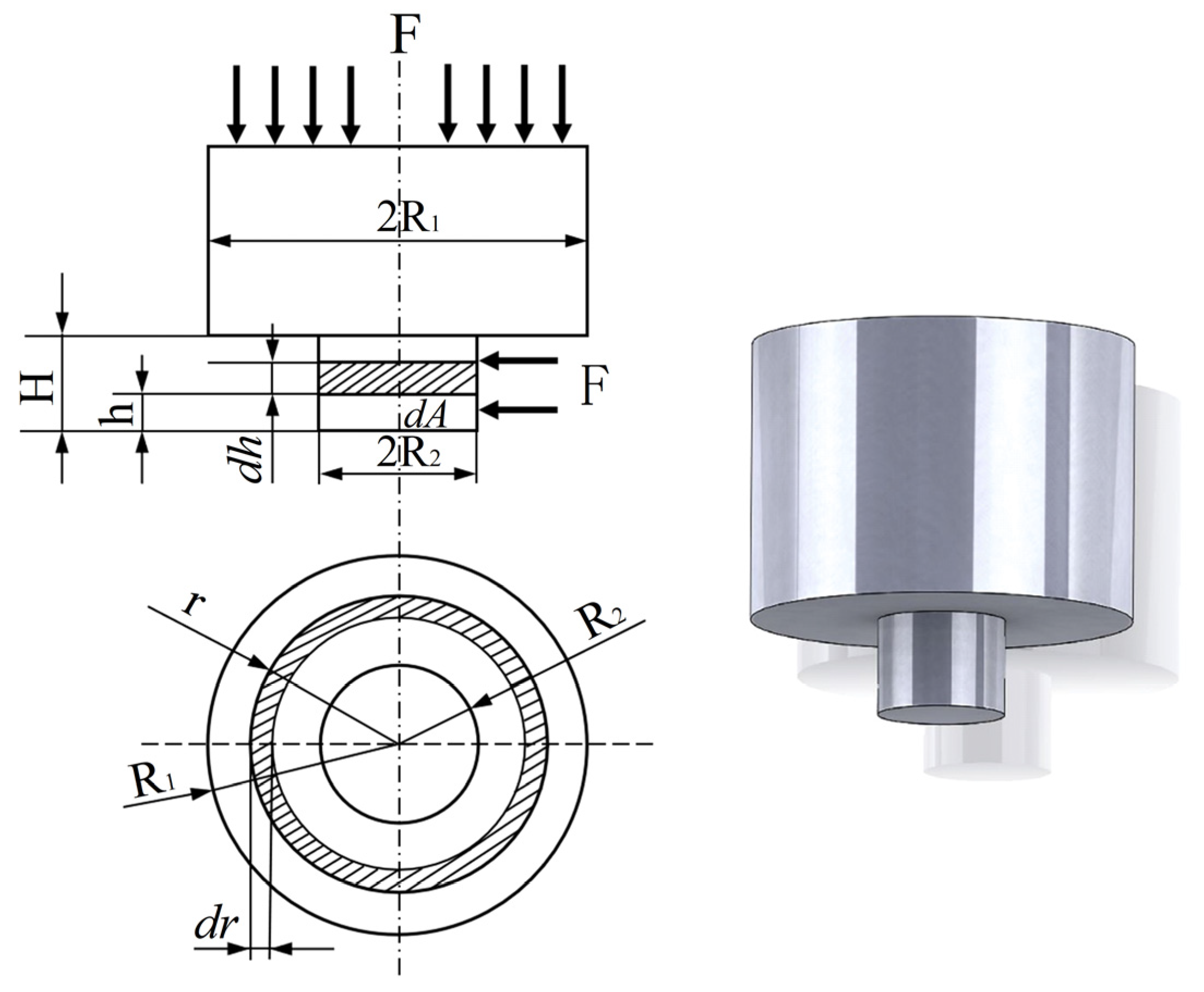
2.2.1. Moving Heat-Source Modeling
2.2.2. Finite Element Modeling
3. Results and Discussion
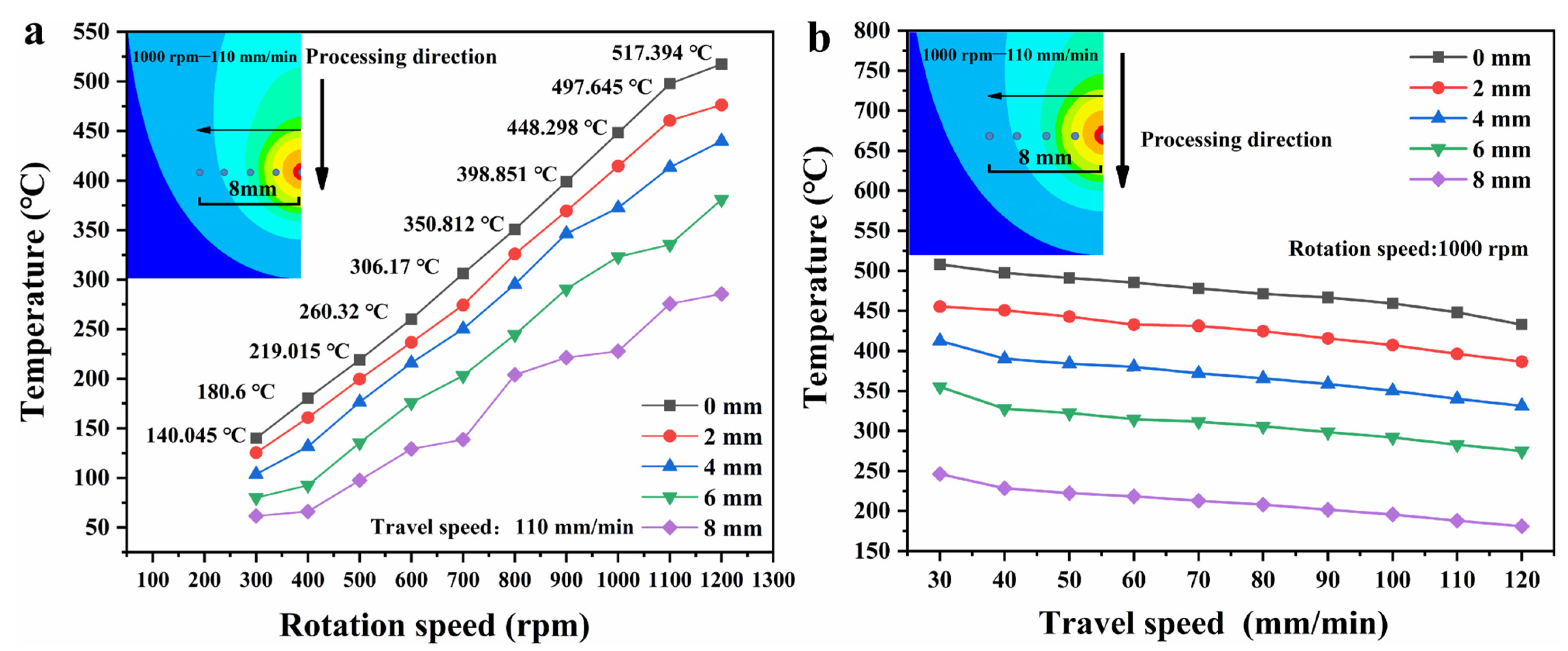
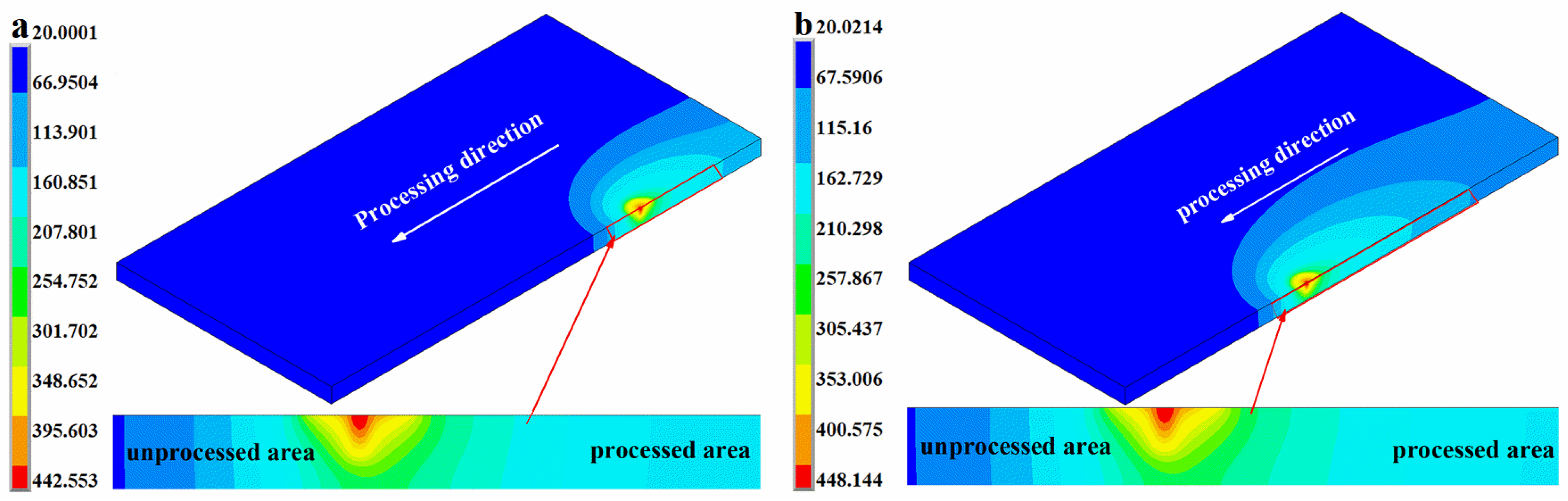
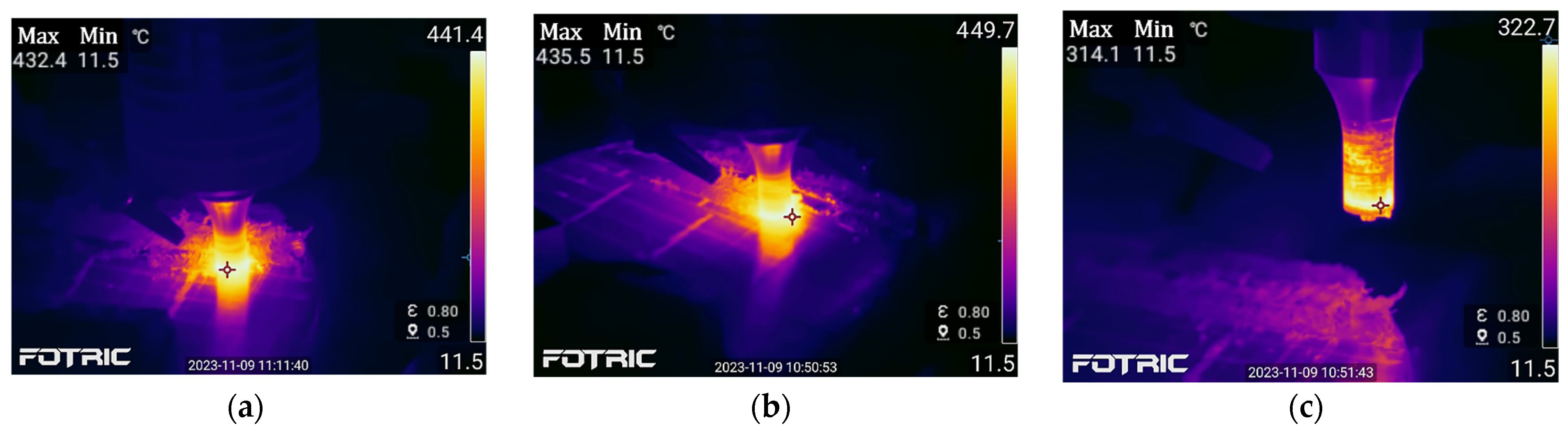
3.1. Temperature Distribution
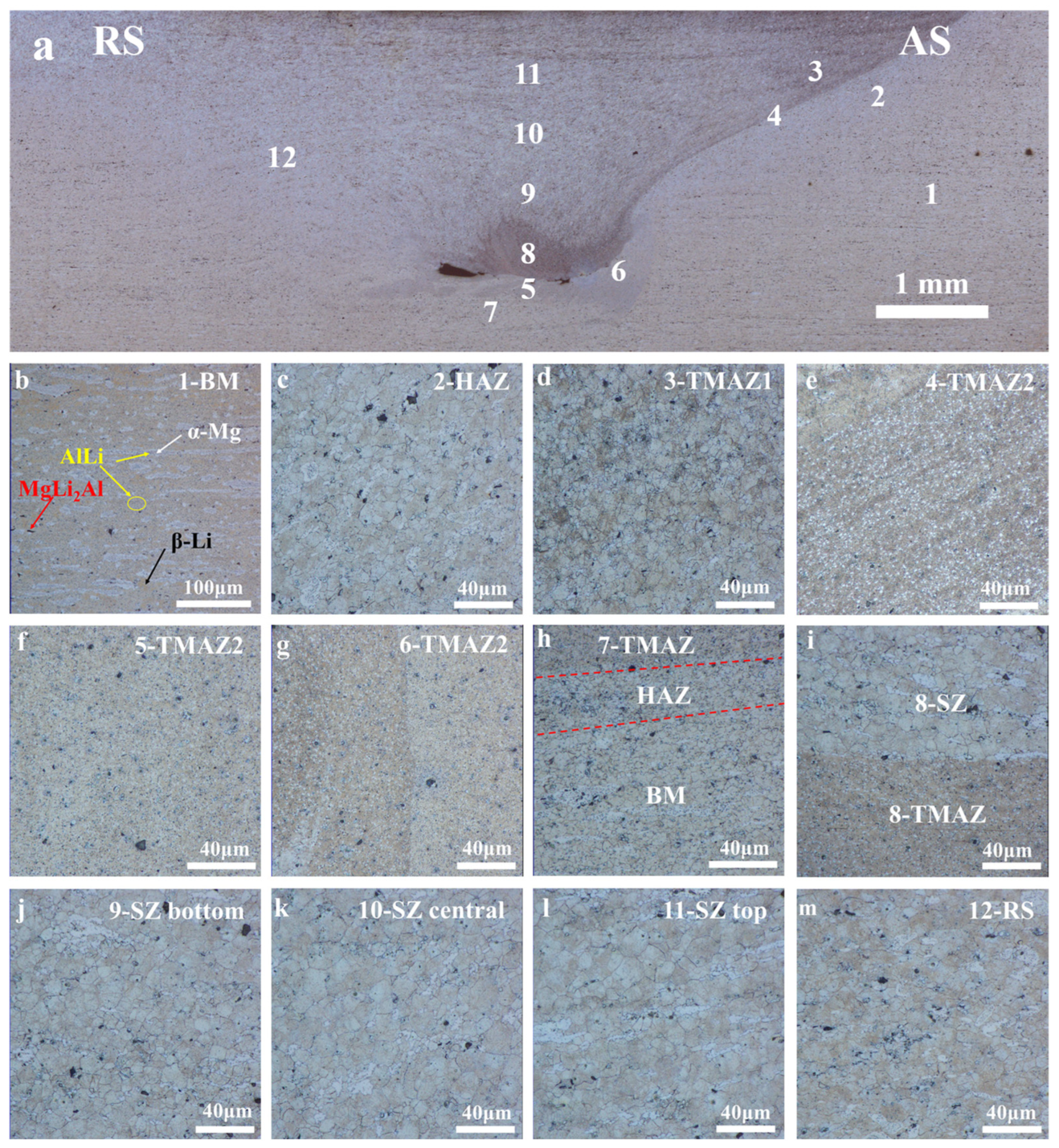
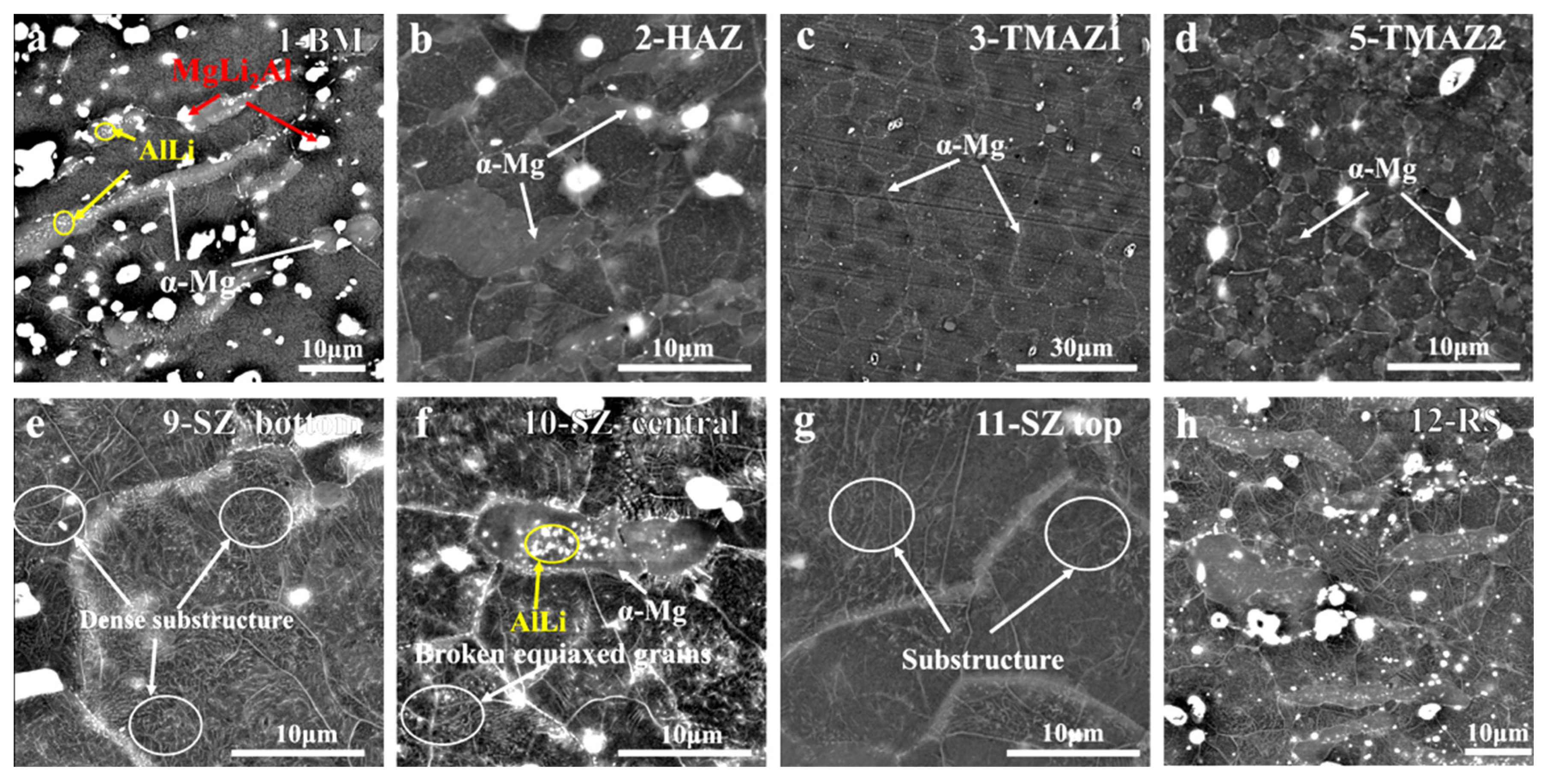
3.2. Microstructures
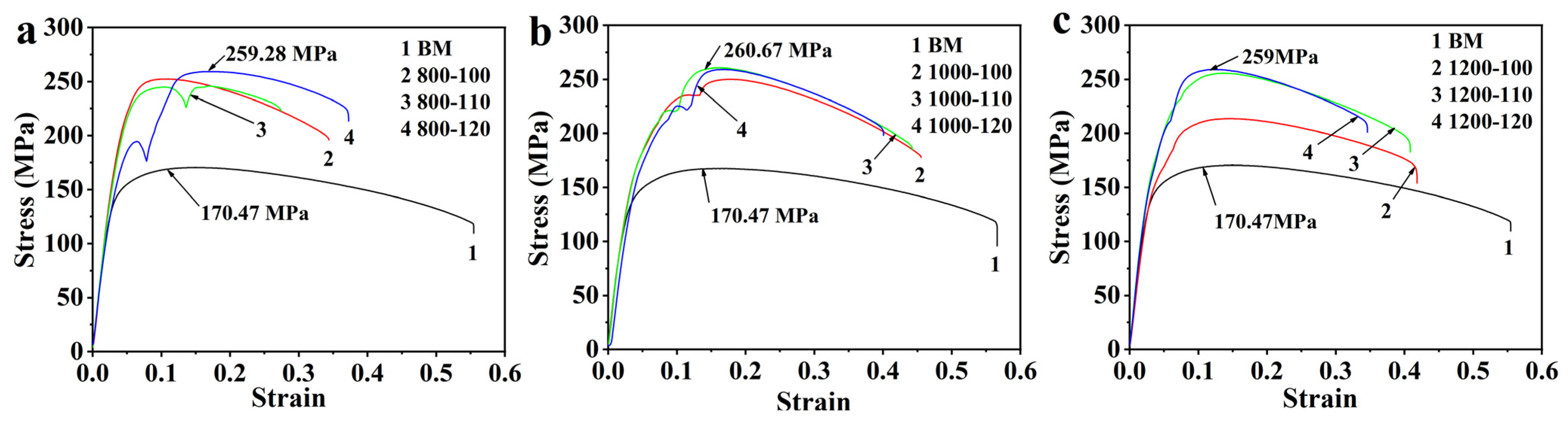
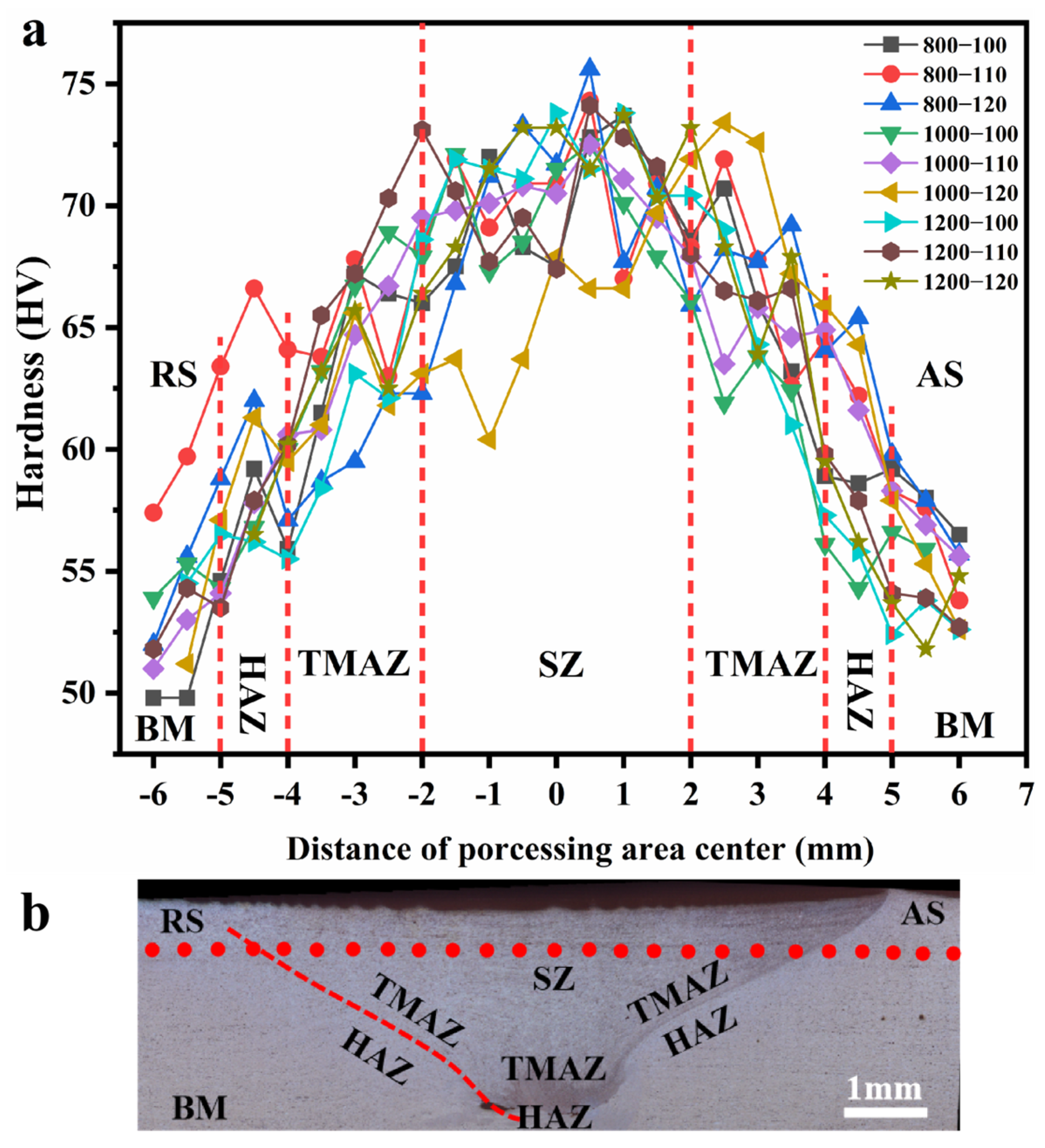
3.3. Mechanical Properties
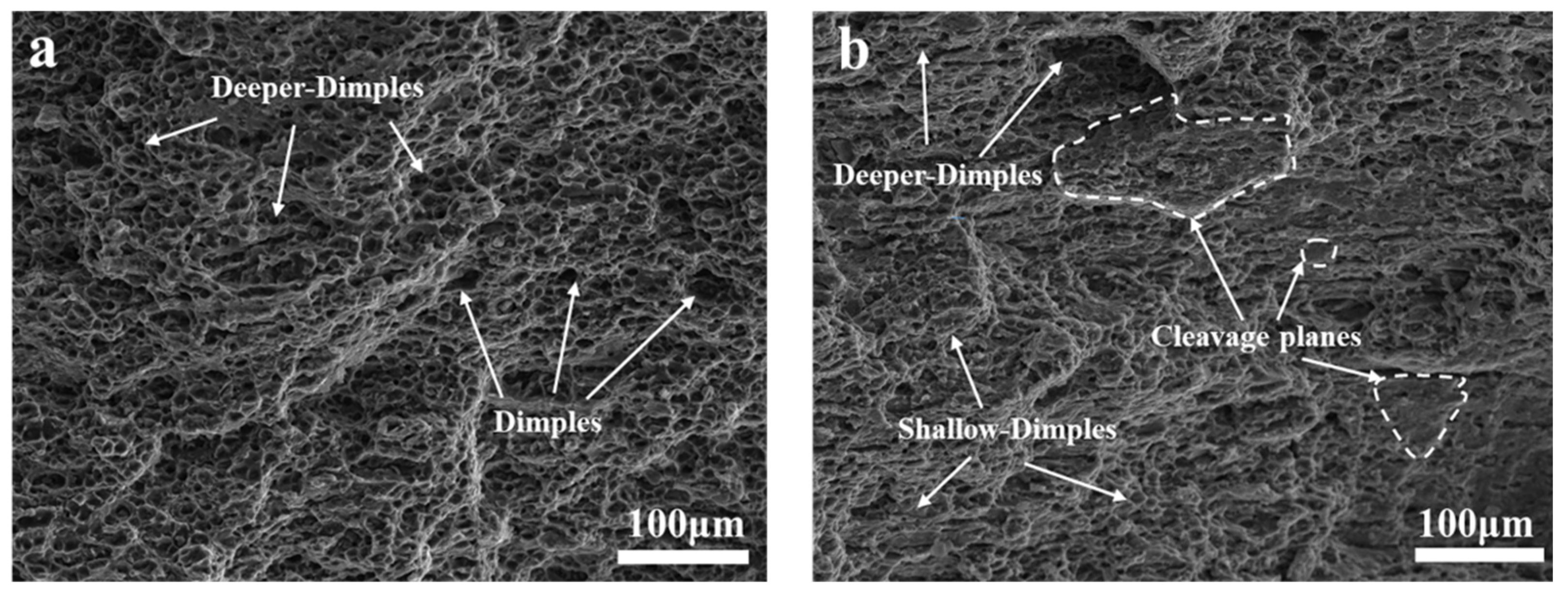
3.4. Analysis of Tensile Fracture Surfaces
4. Conclusions
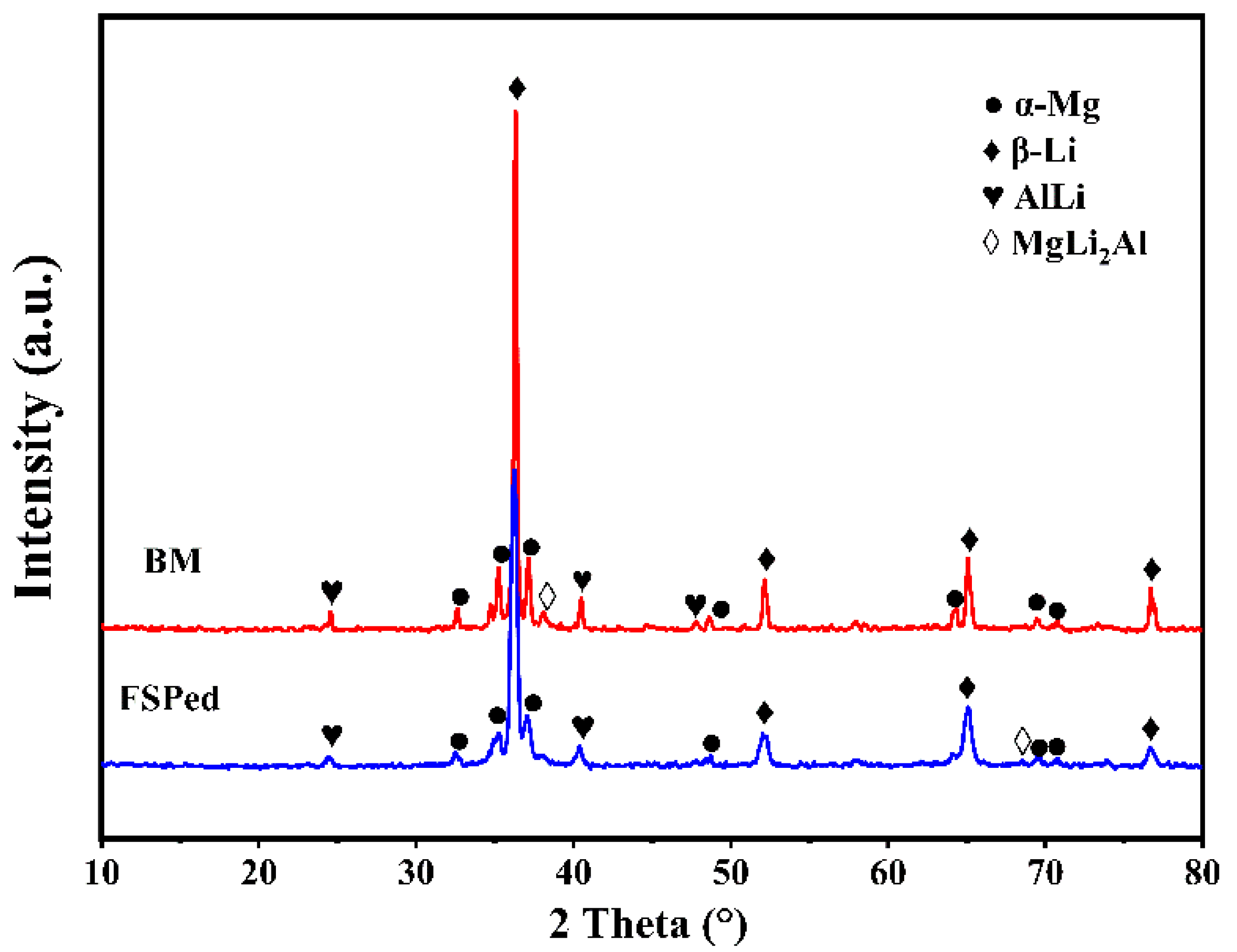
- Friction stir processing does not change the phase composition. The grain size is refined and the texture of the hot-rolled Mg-Li alloy plate is weakened.
- The distribution of the temperature field in the processing area is closely related to the rotation speed and travel speed, and the influence of the rotation speed on the distribution of the temperature field is greater than that of the travel speed.
- The strengthening in the SZ is mainly due to the solid solution, precipitation, and recrystallization of the α-Mg, the high-density dislocation in the β-Li matrix, and a large number of subgrains. The enhancement in the TMAZ is mainly attributed to the ultrafine β-Li matrix, and the submicron α-Mg phase precipitated discontinuously at β-Li grain boundaries.
- Friction stir processing obviously improves the tensile strength of Mg-Li alloy to 260.65 MPa from the 170.4 MPa of the hot-rolled plate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, S.; Sun, Y.; Wu, R.; Wang, X.; Chen, X.-B.; Fernandez, C.; Peng, Q. Coherent interface strengthening of ultrahigh pressure heat-treated mg-li-y alloys. J. Mater. Sci. Technol. 2020, 51, 79–83. [Google Scholar] [CrossRef]
- Mineta, T.; Hasegawa, K.; Sato, H. High strength and plastic deformability of mg–li–al alloy with dual bcc phase produced by a combination of heat treatment and multi-directional forging in channel die. Mater. Sci. Eng. A 2020, 773, 138867. [Google Scholar] [CrossRef]
- Rahulan, N.; Gopalan, S.; Kumaran, S. Mechanical behavior of mg-li-al alloys. Mater. Today Proc. 2018, 5, 17935–17943. [Google Scholar] [CrossRef]
- Tang, H.; Yan, Y.-D.; Zhang, M.-L.; Li, X.; Han, W.; Xue, Y.; Zhang, Z.-J.; He, H. Fabrication of mg–pr and mg–li–pr alloys by electrochemical co-reduction from their molten chlorides. Electrochim. Acta 2013, 107, 209–215. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B.; Pelton, A.D. The li-mg (lithium-magnesium) system. Bull. Alloy Phase Diagr. 1984, 5, 365–374. [Google Scholar] [CrossRef]
- Li, X.; Ren, L.; Le, Q.; Jin, P.; Cheng, C.; Wang, T.; Wang, P.; Zhou, X.; Chen, X.; Li, D. The hot deformation behavior, microstructure evolution and texture types of as-cast mg–li alloy. J. Alloys Compd. 2020, 831, 154868. [Google Scholar] [CrossRef]
- Ding, H.-B.; Liu, Q.; Zhou, H.-T.; Zhou, X.; Atrens, A. Effect of thermal-mechanical processing on microstructure and mechanical properties of duplex-phase mg-8li-3al-0.4y alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 2587–2597. [Google Scholar] [CrossRef]
- Zou, Y.; Zhang, L.; Li, Y.; Wang, H.; Liu, J.; Liaw, P.K.; Bei, H.; Zhang, Z. Improvement of mechanical behaviors of a superlight mg-li base alloy by duplex phases and fine precipitates. J. Alloys Compd. 2018, 735, 2625–2633. [Google Scholar] [CrossRef]
- Pugazhendhi, B.S.; Kar, A.; Sinnaeruvadi, K.; Suwas, S. Effect of aluminium on microstructure, mechanical property and texture evolution of dual phase mg-8li alloy in different processing conditions. Arch. Civ. Mech. Eng. 2018, 18, 1332–1344. [Google Scholar] [CrossRef]
- Tang, Y.; Le, Q.; Misra, R.D.K.; Su, G.; Cui, J. Influence of extruding temperature and heat treatment process on microstructure and mechanical properties of three structures containing mg-li alloy bars. Mater. Sci. Eng. A 2018, 712, 266–280. [Google Scholar] [CrossRef]
- Cao, F.; Zhou, B.; Ding, X.; Zhang, J.; Xu, G. Mechanical properties and microstructural evolution in a superlight mg-7.28li-2.19al-0.091y alloy fabricated by rolling. J. Alloys Compd. 2018, 745, 436–445. [Google Scholar] [CrossRef]
- Wu, J.; Shi, Q.; Chiu, Y.L. Fragmentation of mg 24 y 5 intermetallic particles in an mg-zn-y alloy during the equal channel angular pressing. Mater. Charact. 2017, 129, 46–52. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Bobrowski, P.; Rusz, S.; Hilser, O.; Tański, T.A.; Borek, W.; Łagoda, M.; Ostachowski, P.; Pałka, P.; Boczkal, G.; et al. Effect of various spd techniques on structure and superplastic deformation of two phase mglial alloy. Met. Mater. Int. 2018, 24, 1077–1089. [Google Scholar] [CrossRef]
- Klu, E.E.; Song, D.; Li, C.; Wang, G.; Zhou, Z.; Gao, B.; Sun, J.; Ma, A.; Jiang, J. Development of a high strength mg-9li alloy via multi-pass ecap and post-rolling. Metals 2019, 9, 1008. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Xu, R. The microstructure and mechanical properties of nanocrystalline mg-zn-y alloy achieved by a combination of aging and high pressure torsion. Vacuum 2020, 178, 109396. [Google Scholar] [CrossRef]
- Yousefi Mehr, V.; Toroghinejad, M.R.; Rezaeian, A.; Asgari, H.; Szpunar, J.A. A texture study of nanostructured al–cu multi-layered composite manufactured via the accumulative roll bonding (arb). J. Mater. Res. Technol. 2021, 14, 2909–2919. [Google Scholar] [CrossRef]
- Bheekya Naik, R.; Venkateswara Reddy, K.; Madhusudhan Reddy, G.; Arockia Kumar, R. Microstructure, mechanical and wear properties of friction stir processed cu-1.0%cr alloys. Fusion Eng. Des. 2021, 164, 112202. [Google Scholar] [CrossRef]
- Gotawala, N.; Kumar, A.; Mishra, S.; Shrivastava, A. Microstructure and texture evolution of complete mg-3al-0.2ce alloy blanks upon multi-pass friction stir processing with spiral strategy. Mater. Today Commun. 2021, 26, 101850. [Google Scholar] [CrossRef]
- Kumar, A.; Gotawala, N.; Mishra, S.; Shrivastava, A. Defects, microstructure and mechanical behaviour upon multi-pass friction stir processing of magnesium alloy with spiral tool path. CIRP J. Manuf. Sci. Technol. 2021, 32, 170–178. [Google Scholar] [CrossRef]
- Che, Q.-Y.; Wang, K.-S.; Wang, W.; Huang, L.-Y.; Li, T.-Q.; Xi, X.-P.; Peng, P.; Qiao, K. Microstructure and mechanical properties of magnesium–lithium alloy prepared by friction stir processing. Rare Met. 2019, 40, 2552–2559. [Google Scholar] [CrossRef]
- Kumar, N.; Mishra, R.S.; Dahotre, N.B.; Brennan, R.E.; Doherty, K.J.; Cho, K.C. Effect of friction stir processing on microstructure and mechanical properties of laser-processed mg4y3nd alloy. Mater. Des. 2016, 110, 663–675. [Google Scholar] [CrossRef]
- Xue, P.; Wang, B.B.; Chen, F.F.; Wang, W.G.; Xiao, B.L.; Ma, Z.Y. Microstructure and mechanical properties of friction stir processed cu with an ideal ultrafine-grained structure. Mater. Charact. 2016, 121, 187–194. [Google Scholar] [CrossRef]
- Adetunla, A.; Akinlabi, E.T. Investigating the effects of process parameters on the mechanical integrity of friction stir processed aluminium alloy. Mater. Today Proc. 2021, 44, 1238–1242. [Google Scholar] [CrossRef]
- Ardalanniya, A.; Nourouzi, S.; Jamshidi Aval, H. Fabrication of a laminated aluminium matrix composite using friction stir processing as a cladding method. Mater. Sci. Eng. B 2021, 272, 115326. [Google Scholar] [CrossRef]
- Babapour Golafshani, K.; Nourouzi, S.; Jamshidi Aval, H. Hot tensile deformation and fracture behavior of friction stir processed al-si-cu alloy. CIRP J. Manuf. Sci. Technol. 2021, 35, 41–52. [Google Scholar] [CrossRef]
- Mazaheri, H.; Aval, H.J.; Jamaati, R. Pre-strain assisted low heat-input friction stir processing to achieve ultrafine-grained copper. Mater. Sci. Eng. A 2021, 826, 141958. [Google Scholar] [CrossRef]
- Liu, G.; Ma, Z.; Wei, G.; Xu, T.; Zhang, X.; Yang, Y.; Xie, W.; Peng, X. Microstructure, tensile properties and corrosion behavior of friction stir processed mg-9li-1zn alloy. J. Mater. Process. Technol. 2019, 267, 393–402. [Google Scholar] [CrossRef]
- Jiang, L.; Jiang, W.; Guo, F.; Huang, W.; Dong, H.; Hu, H.; Dai, Q. Micro-nano structure characteristics and texture evolution of the friction stir processed dual-phase mg li alloy. Mater. Charact. 2021, 173, 110979. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, Y.; Cong, M. Effect of friction stir processing on microstructure and tensile properties of as-cast mg–8li–3al–2sn (wt. %) alloy. Vacuum 2020, 175, 109292. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhou, M.; Geng, Y.; Zhang, S.; Xin, T.; Chen, G.; Zhou, Y.; Zhou, X.; Wu, R.; Shi, Q. Microstructural evolution and its influence on mechanical and corrosion behaviors in a high-Al/Zn containing duplex Mg-Li alloy after friction stir processing. J. Mater. Sci. Technol. 2024, 184, 245–255. [Google Scholar] [CrossRef]
- Li, Y.; Guan, Y.; Liu, Y.; Zhai, J.; Hu, K.; Lin, J. Effect of processing parameters on the microstructure and tensile properties of a dual-phase mg–li alloy during friction stir processing. J. Mater. Res. Technol. 2022, 17, 2714–2724. [Google Scholar] [CrossRef]
- Gao, E.-Z.; Zhang, X.-X.; Liu, C.-Z.; Ma, Z.-Y. Numerical simulations on material flow behaviors in whole process of friction stir welding. Trans. Nonferrous Met. Soc. China 2018, 28, 2324–2334. [Google Scholar] [CrossRef]
- Ji, S.D.; Shi, Q.Y.; Zhang, L.G.; Zou, A.L.; Gao, S.S.; Zan, L.V. Numerical simulation of material flow behavior of friction stir welding influenced by rotational tool geometry. Comput. Mater. Sci. 2012, 63, 218–226. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2021.
- Meyghani, B.; Awang, M.; Emamian, S.; Khalid, N.M. Developing a finite element model for thermal analysis of friction stir welding by calculating temperature dependent friction coefficient. In 2nd International Conference on Mechanical, Manufacturing and Process Plant Engineering; Awang, M., Ed.; Springer: Singapore, 2017; pp. 107–126. [Google Scholar] [CrossRef]
- Feulvarch, E.; Roux, J.-C.; Bergheau, J.-M. Finite element modeling of friction stir welding. In Thermomechanical Industrial Processes: Modeling and Numerical Simulation; Wiley: New York, NY, USA, 2014; pp. 155–186. [Google Scholar] [CrossRef]
- Li, H.; Xu, R.; Hou, Y.; Cui, S.; Wei, Z. Feasibility and interface migration characteristics of friction stir lap welding of LA141 Mg-Li alloy. Rev. Adv. Mater. Sci. 2019, 58, 123–131. [Google Scholar] [CrossRef]
- Lu, S.; Qi, F.; Chen, J.; Jia, X.D. Numerical simulation and experiment of temperature field on mg alloy weld processed by friction-stir welding. J. Comput. Theor. Nanosci. 2012, 9, 1231–1235. [Google Scholar] [CrossRef]
- Prasanna, P.; Rao, B.S.; Rao, G. Finite element modeling for maximum temperature in friction stir welding and its validation. Int. J. Adv. Manuf. Technol. 2010, 51, 925–933. [Google Scholar] [CrossRef]
- Albakri, A.N.; Mansoor, B.; Nassar, H.; Khraisheh, M.K. Thermo-mechanical and metallurgical aspects in friction stir processing of az31 mg alloy—A numerical and experimental investigation. J. Mater. Process. Technol. 2013, 213, 279–290. [Google Scholar] [CrossRef]
- Ji, H.; Deng, Y.L.; Xu, H.Y.; Yin, X.; Zhang, T.; Wang, W.Q.; Dong, H.G.; Wang, T.Y.; Wu, J.P. Numerical modeling for the mechanism of shoulder and pin features affecting thermal and material flow behavior in friction stir welding. J. Mater. Res. Technol. 2022, 21, 662–678. [Google Scholar] [CrossRef]
- Chen, G.; Zhu, J.; Zhao, Y.; Hao, Y.; Yang, C.; Shi, Q. Digital twin modeling for temperature field during friction stir welding. J. Manuf. Process. 2021, 64, 898–906. [Google Scholar] [CrossRef]
- Wei, Z.; Zhang, J.; Bao, R.; Wu, R.; Zhang, H. Achieving high strength in a mg–li–zn–y alloy by α-mg precipitation. Mater. Sci. Eng. A 2022, 846, 143272. [Google Scholar] [CrossRef]
- Abbasi, M.; Bagheri, B.; Sharifi, F. Simulation and experimental study of dynamic recrystallization process during friction stir vibration welding of magnesium alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 2626–2650. [Google Scholar] [CrossRef]
- Zhai, M.; Wu, C.; Shi, L. Numerical simulation of friction stir lap welding of al-to-mg alloys under different lap configurations and pin lengths. J. Mater. Res. Technol. 2022, 20, 2889–2904. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, J.; Ding, X.; Xue, G.; Liu, S.; Sun, C.; Su, R.; Teng, X. Mechanical properties and microstructural evolution in a superlight mg-6.4li-3.6zn-0.37al-0.36y alloy processed by multidirectional forging and rolling. Mater. Sci. Eng. A 2019, 760, 377–393. [Google Scholar] [CrossRef]
- Starink, M.J. Dislocation versus grain boundary strengthening in spd processed metals: Non-causal relation between grain size and strength of deformed polycrystals. Mater. Sci. Eng. A 2017, 705, 42–45. [Google Scholar] [CrossRef]
- Arora, H.S.; Singh, H.; Dhindaw, B.K. Numerical simulation of temperature distribution using finite difference equations and estimation of the grain size during friction stir processing. Mater. Sci. Eng. A 2012, 543, 231–242. [Google Scholar] [CrossRef]
- Shi, H.; Li, J.; Mao, J.; Lu, W. The elimination of the yield point phenomenon in a new zirconium alloy: Influence of degree of recrystallization on the tensile properties. Scr. Mater. 2019, 169, 28–32. [Google Scholar] [CrossRef]
- Jiang, F.; Zhang, T. Stress-induced long-range ordering snoek atmosphere. Scr. Metall. 1988, 22, 773–777. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T/°C | 100 | 200 | 300 | 400 | 500 |
| Density ρ/(kg·m3) | 1350 | 1350 | 1350 | 1350 | 1350 |
| Thermal conductivity λ/(W/(m·°C)) | 74.84 | 73.97 | 72.21 | 71.10 | 70.10 |
| Specific heat C/(J/(kg·°C)) | 1453 | 1461.9 | 1464 | 1465 | 1466 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, W.; Wu, Z.; He, S.; Liu, J.; Yang, G.; Liu, Y.; Jin, H.; He, Y.; Heng, Z. Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy. Crystals 2024, 14, 64. https://doi.org/10.3390/cryst14010064
Song W, Wu Z, He S, Liu J, Yang G, Liu Y, Jin H, He Y, Heng Z. Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy. Crystals. 2024; 14(1):64. https://doi.org/10.3390/cryst14010064
Chicago/Turabian StyleSong, Wenjie, Zongyu Wu, Shuai He, Jie Liu, Guang Yang, Yanhui Liu, Huijin Jin, Yupeng He, and Zhonghao Heng. 2024. "Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy" Crystals 14, no. 1: 64. https://doi.org/10.3390/cryst14010064
APA StyleSong, W., Wu, Z., He, S., Liu, J., Yang, G., Liu, Y., Jin, H., He, Y., & Heng, Z. (2024). Effects of Friction Stir Processing on the Microstructure and Mechanical Properties of an Ultralight Mg-Li Alloy. Crystals, 14(1), 64. https://doi.org/10.3390/cryst14010064