
Research on Secondary Recrystallization Mechanism of Oriented Silicon Steel


Abstract
:1. Introduction
2. Materials and Methods
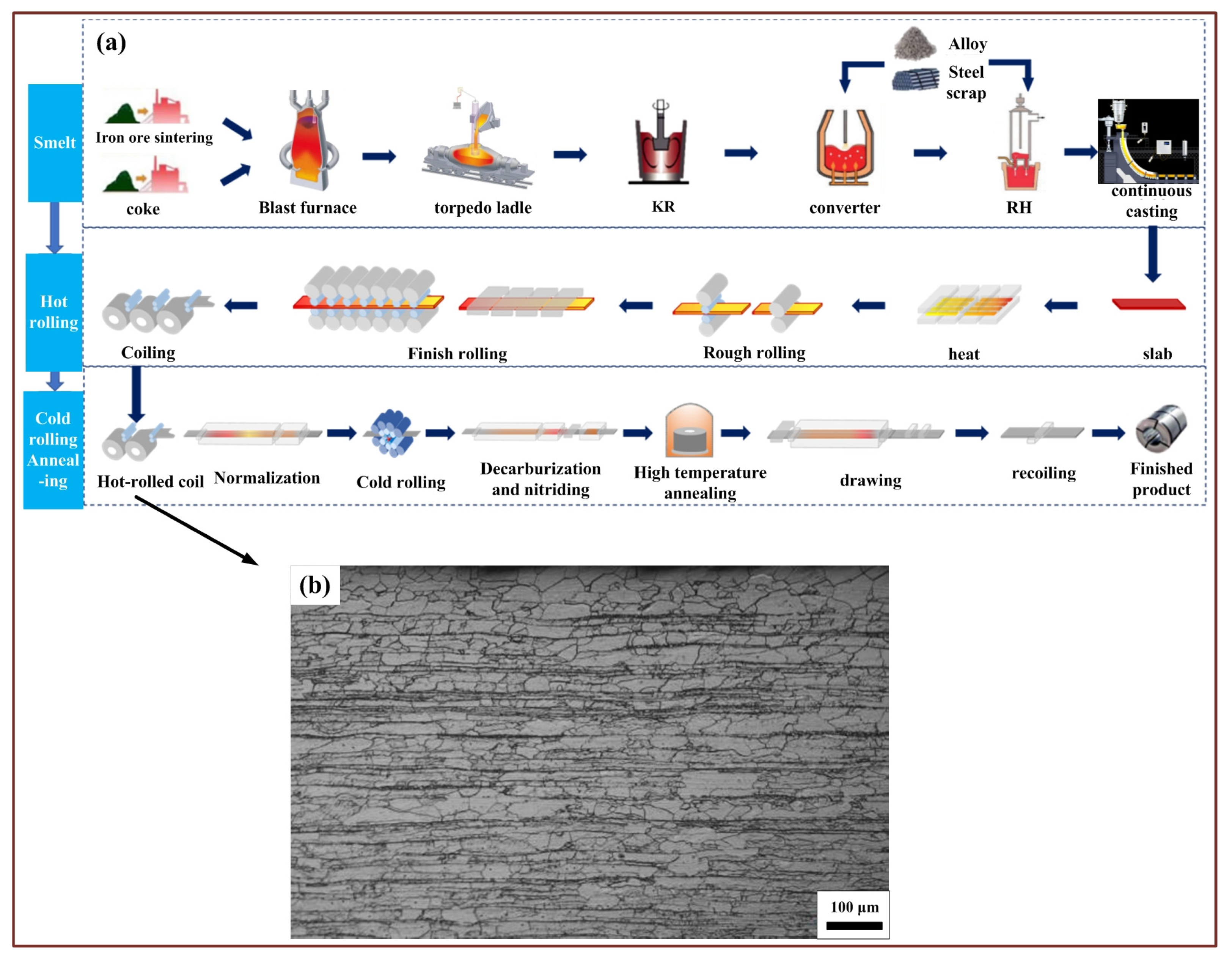
2.1. Process Flow of Low-Temperature Nitrided-Oriented Silicon Steel
2.2. Characterizations
3. Results
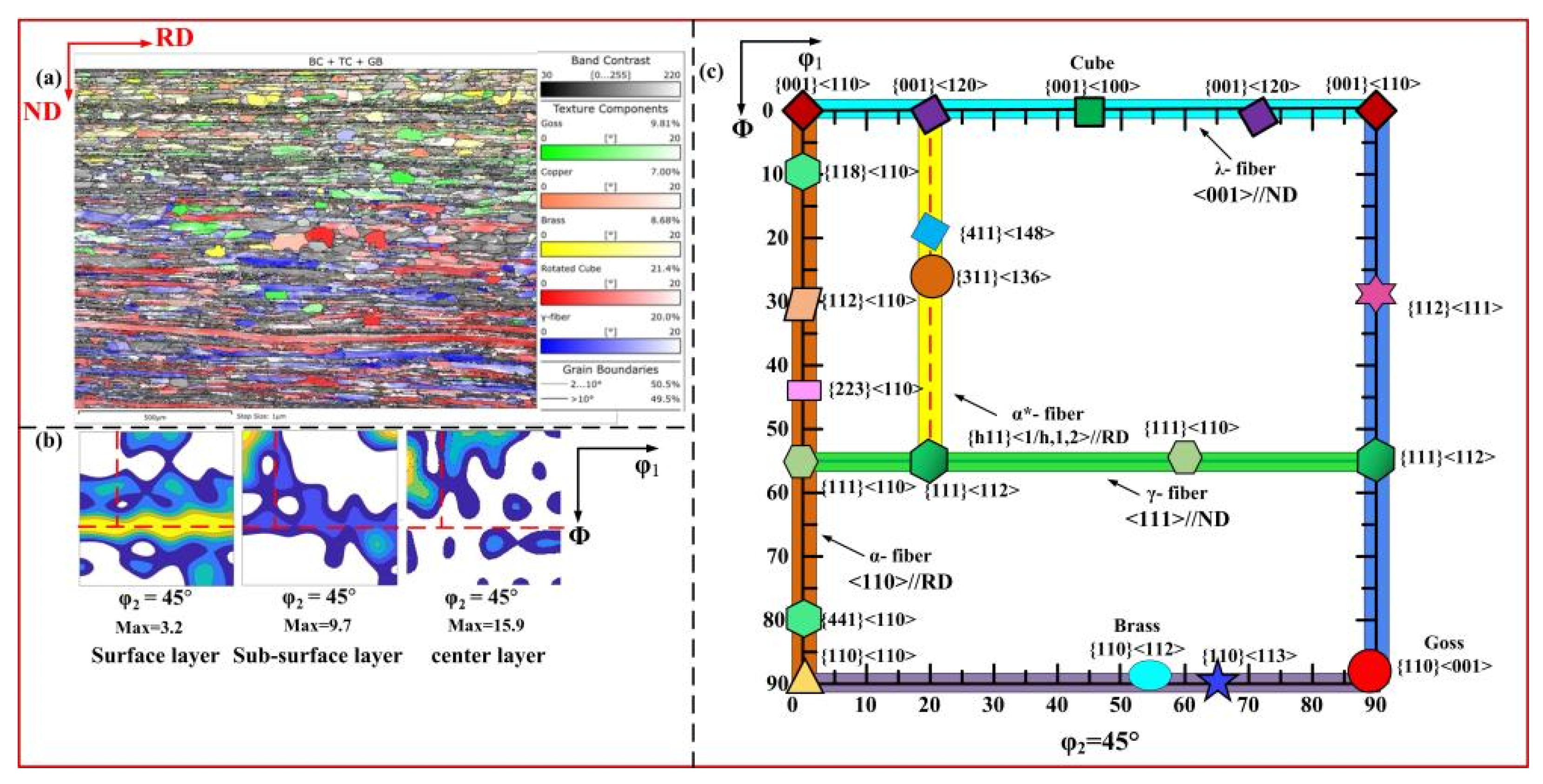
3.1. The Origination of Goss Texture
3.2. The Hereditary Characteristics of Goss Texture before Secondary Recrystallization
3.2.1. In Situ Inheritance of Goss Texture after Normalizing
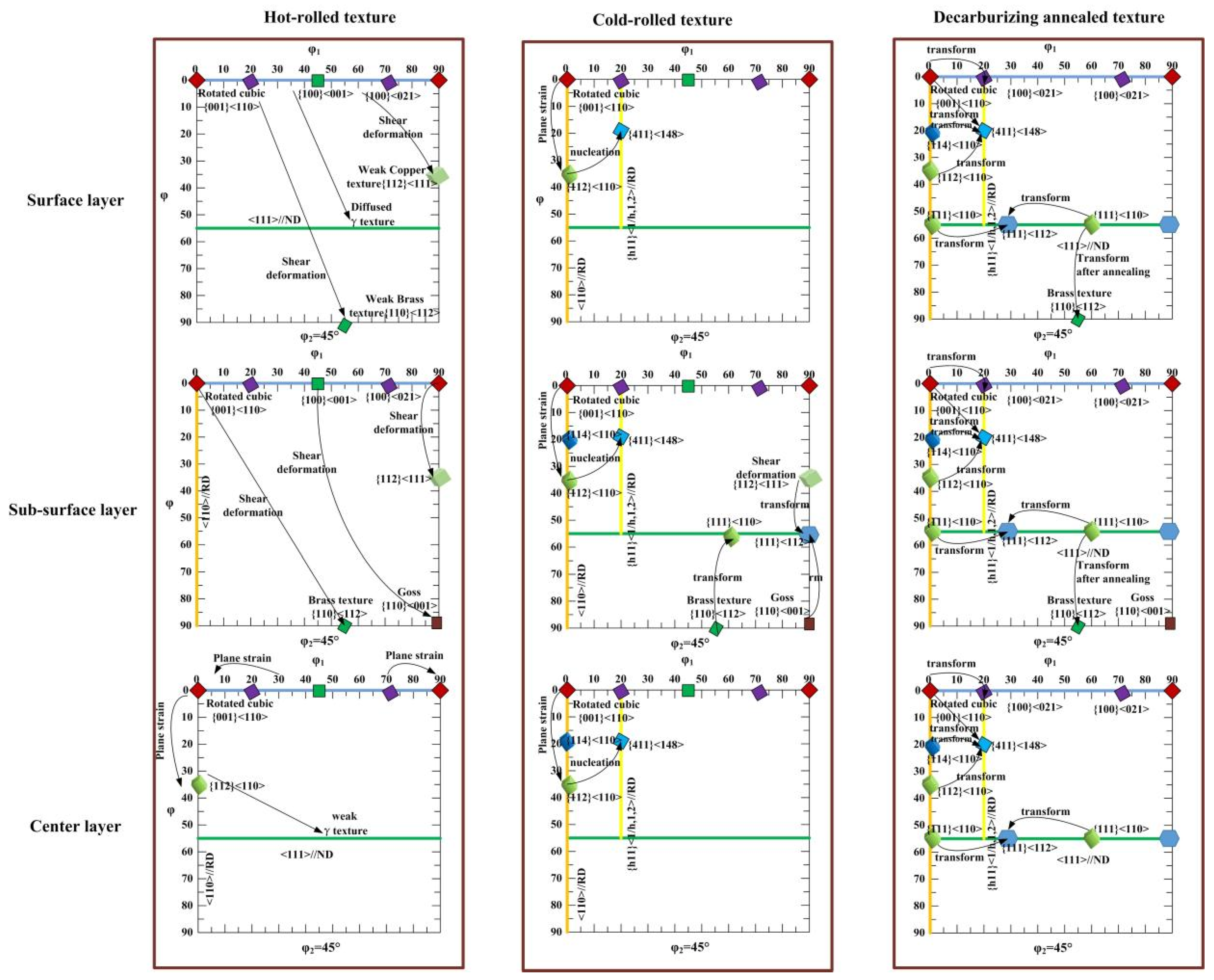
3.2.2. The Goss Texture Orientation Changes after Cold Deformation
3.2.3. The Goss Texture Orientation Changed in Primary Recrystallization
4. Discussion
4.1. Directed Inheritance Behavior of Goss Texture before Secondary Recrystallization
4.2. The Preferred Environment for Goss to Grow Up Abnormally
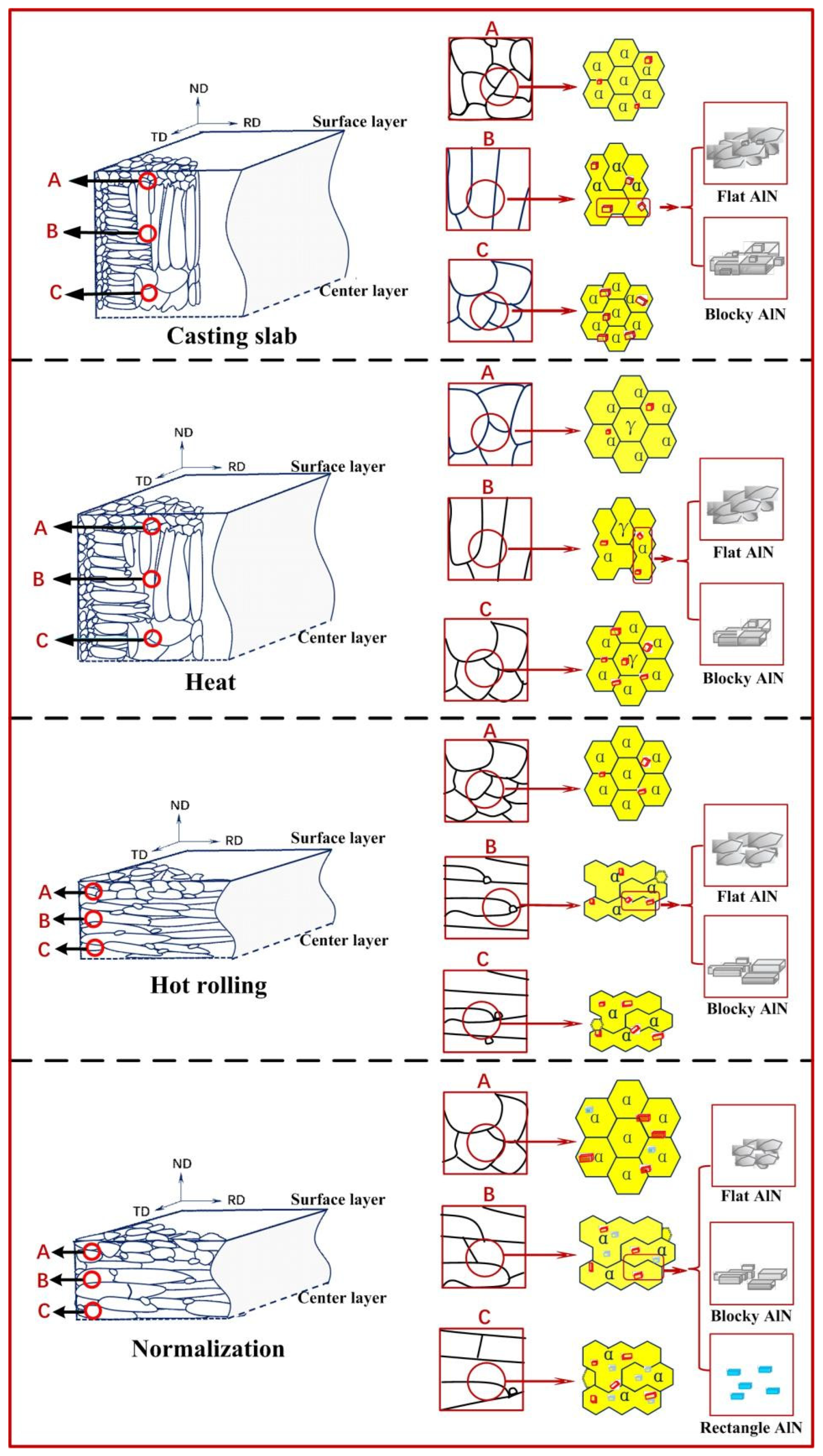
4.2.1. Control Principle of Near-Constant Inhibition of Innate Inhibitor AlN
4.2.2. The Control Principle of Near-Constant Inhibition of Acquired Inhibitor AlN
4.3. The Mechanism of Goss Texture Abnormal Growth
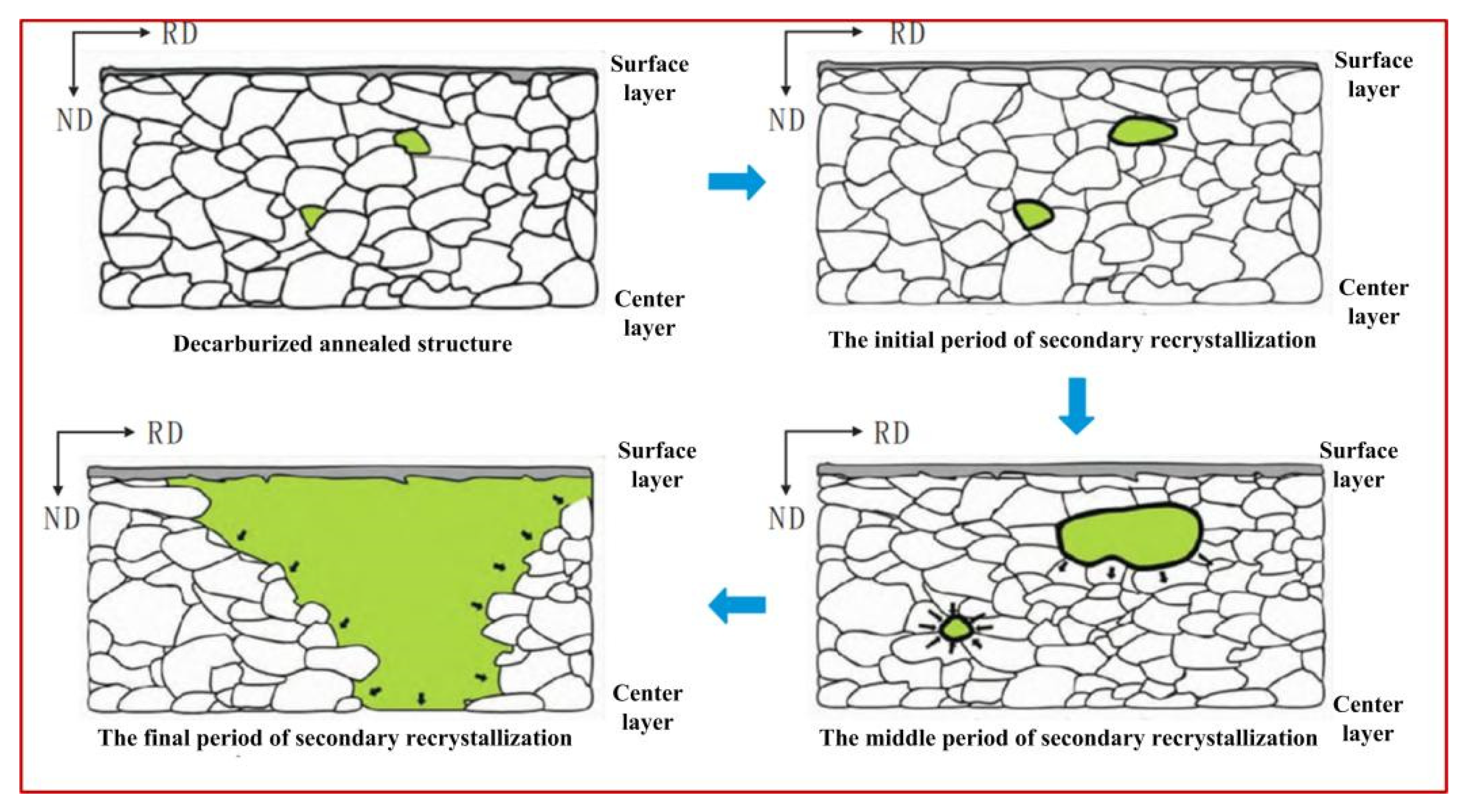
4.3.1. Role of the Pinning Force at the Initial Stage of Secondary Recrystallization
4.3.2. Role of the Grain Boundary Energy at the Middle Stage of Secondary Recrystallization
4.3.3. Role of the Interface Energy at the Later Stage of Secondary Recrystallization
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Matsuo, M. Texture control in the production of grain oriented silicon steels. ISIJ Int. 1989, 29, 809–827. [Google Scholar] [CrossRef]
- Xia, Z.S.; Kang, Y.L.; Wang, Q.L. Developments in the production of grain-oriented electrical steel. J. Magn. Magn. Mater. 2008, 320, 3229–3233. [Google Scholar] [CrossRef]
- Vratislav, S.; Dlouhá, M.; Kalvoda, L. Neutron diffraction texture analysis of grain-oriented steel sheets. Solid State Phenom. 2005, 105, 175–180. [Google Scholar] [CrossRef]
- Yasuyuki, H. Mechanism of secondary recrystallization of Goss grains in grain-oriented electrical steel. Sci. Technol. Adv. Mater. 2017, 18, 480–497. [Google Scholar]
- GOSS, N.P. Electrical Sheet and Method and Apparatus for Its Manufacture and Test. U.S. Patent 1965559, 3 July 1934. [Google Scholar]
- May, J.E.; Turnbull, D. Secondary recrystallization in silicon iron. Trans. Metall. Soc. AIME 1958, 212, 769–781. [Google Scholar]
- Inokuti, Y.; Maeda, C.; Ito, Y. Computer color mapping of configuration of Goss grains after transverse cold rolling in grain oriented silicon steel. Trans. Iron Steel Inst. Jpn. 2006, 27, 302–311. [Google Scholar] [CrossRef]
- Hwang, N.M.; Lee, B.J.; Han, C.H. Texture evolution by grain growth under a system of anisotropic grain boundary energy. Scripta Mater. 1997, 37, 1761–1767. [Google Scholar] [CrossRef]
- Chen, N.; Zaefferer, S.; Lahn, L.; Günther, K.; Raabe, D. Effects of topology on abnormal grain growth in silicon steel. Acta Mater. 2003, 51, 1755–1765. [Google Scholar] [CrossRef]
- Lücke, K.; Brandt, R.; Abbruzzese, G. Normal and abnormal grain growth as transient phenomena. Interface Sci. 1998, 6, 67–76. [Google Scholar] [CrossRef]
- Thompson, C.V.; Frost, H.J.; Spaepen, F. The relative rates of secondary and normal grain growth. Acta Metall. 1987, 35, 887–890. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Szpunar, J.A.; Palumbo, G.; Lin, P. The role of grain boundary character distribution in Goss texture development in electrical steels. J. Magn. Magn. Mater. 1996, 160, 143–144. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Szpunar, J.A. The role of grain boundary character distribution in secondary recrystallization of electrical steels. Acta Mater. 1997, 45, 1285–1295. [Google Scholar] [CrossRef]
- Harase, J.; Shimizu, R. Distribution of {110)<001>oriented grains in the primary recrystallized 3% Si-Fe alloy. Trans. Jpn. Inst. Met. 1988, 29, 388–398. [Google Scholar]
- Wang, M.; Xu, Y.; Hu, J.; Fang, F.; Jin, J.; Jia, T.; Peng, Q. Phase-Field Simulation on the Effect of Second-Phase Particles on Abnormal Growth of Goss Grains in Fe-3%Si Steels. Nanomaterials 2022, 12, 4148. [Google Scholar] [CrossRef] [PubMed]
- Xu, Z.Y.; Sha, Y.H.; Zhang, F.; Zhang, H.B.; Li, B.G.; Chu, S.J.; Zuo, L. Orientation selection behavior during secondary recrystallization in grain-oriented silicon steel. Acta Metall Sin. 2020, 56, 1067–1074. [Google Scholar]
- Yan, M.Q.; Qian, H.; Yang, P.; Song, H.J. Behaviors of brass texture and its influence on Goss texture in grain oriented electrical steel. Acta Metall Sin. 2012, 48, 16–22. [Google Scholar] [CrossRef]
- Liu, L.; Qiao, J.L.; Yin, S.B.; Hu, J.W.; Xiang, L.; Qiu, S.T. Kinetics of precipitation for AlN in austenite of grain-oriented silicon steel. Iron Steel Vanadium Titanium. 2020, 41, 158–162. [Google Scholar]
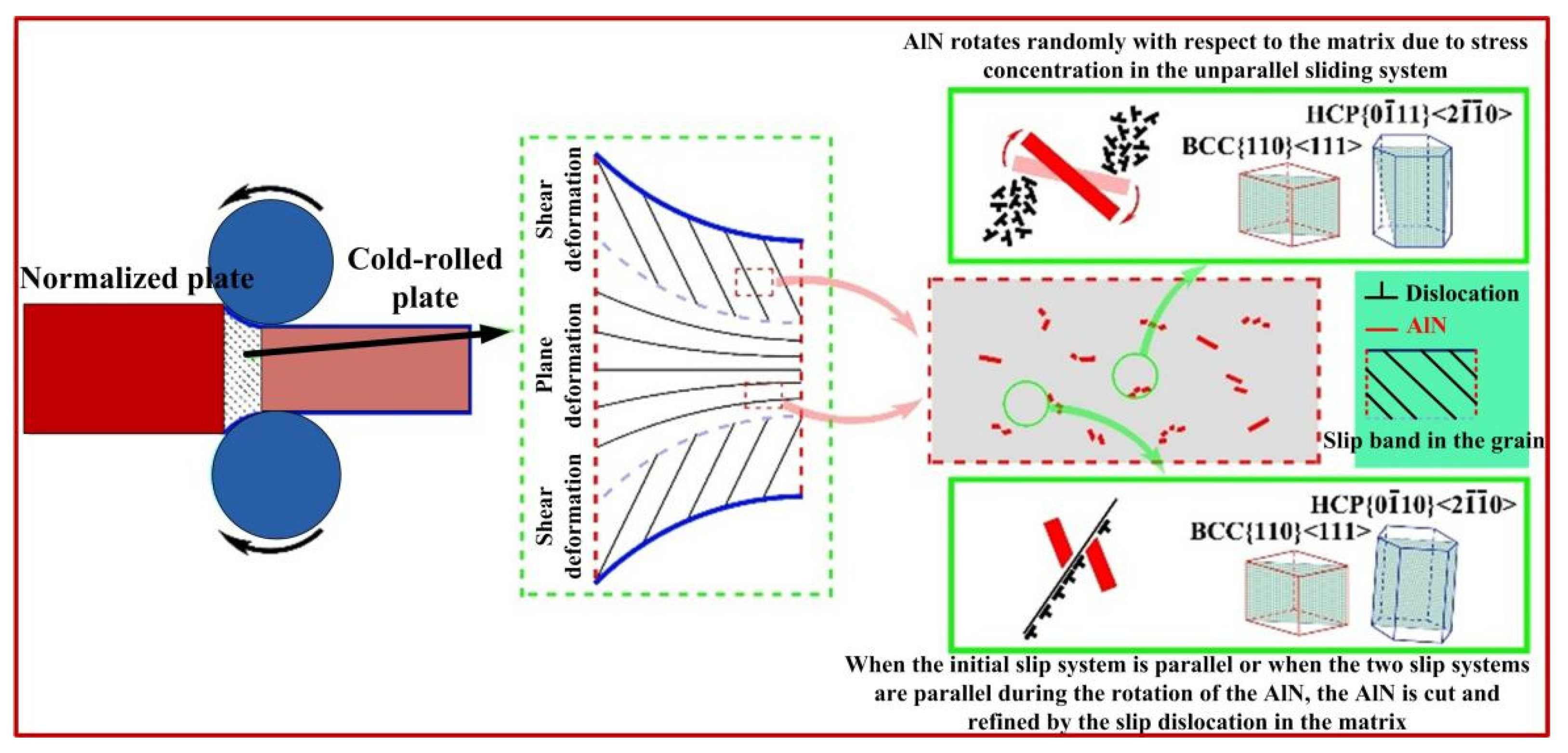
- Wang, X.L.; Zhang, W.N.; Hao, Y.S.; Jiang, Q.W.; Li, D.G.; Li, Y.H.; Li, L. Refinement of coarse AlN by the shear effect of dislocation slip during cold rolling in low-temperature grain-oriented silicon steel. Intermetallics 2021, 132, 107136. [Google Scholar] [CrossRef]
- Cicalé, S. Process for the Production of Grain Oriented Electrical Steel Sheet with High Magnetic Characteristics. E. P. Patent 0950119B1, 2 July 1998. [Google Scholar]
- Xu, Z.Y.; Sha, Y.H.; He, Z.H.; Zhang, F.; Liu, W.; Zhang, H.B.; Zuo, L. Complete Goss secondary recrystallization by control of the grain size and texture of primary recrystallization in grain-oriented silicon steel. Materials 2021, 14, 5383. [Google Scholar] [CrossRef]
- Zener, C. Grains, phase, and interfaces: An interpretation of microstructure. Trans. Am. Inst. Min. Metall. Soc. 1948, 175, 15–51. [Google Scholar]
- Jiang, W.N.; Wu, X.L.; Yang, P.; Gu, X.F.; Xie, Q.G. Formation of dynamic recrystallization zone and characteristics of shear texture in surface layer of hot-rolled silicon steel. Acta Metall. Sin. 2022, 58, 1545–1556. [Google Scholar]
- Yan, M.Q.; Qian, H.; Yang, P.; Mao, W.M.; Jian, Q.W.; Jin, W.X. Analysis of micro-texture during secondary recrystallization in a Hi-B electrical steel. J. Mater. Sci. Technol. 2011, 27, 1065–1071. [Google Scholar] [CrossRef]
- Hondros, E.D.; Stuart, E.H. Interfacial energies of textured silicon iron in the presence of oxygen. Philos. Mag. 1968, 17, 711–727. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | N | Als | Fe |
|---|---|---|---|---|---|---|---|
| 0.04–0.056 | 2.9–3.2 | 0.1–0.2 | 0.01–0.013 | 0.005–0.007 | 0.006–0.008 | 0.01–0.02 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Jiang, Q.; Wang, Y.; Zhang, H.; Jia, Z.; Wang, X.; Wang, X.; You, Q.; Hu, Z.; Meng, J.; et al. Research on Secondary Recrystallization Mechanism of Oriented Silicon Steel. Crystals 2023, 13, 1396. https://doi.org/10.3390/cryst13091396
Liu X, Jiang Q, Wang Y, Zhang H, Jia Z, Wang X, Wang X, You Q, Hu Z, Meng J, et al. Research on Secondary Recrystallization Mechanism of Oriented Silicon Steel. Crystals. 2023; 13(9):1396. https://doi.org/10.3390/cryst13091396
Chicago/Turabian StyleLiu, Xuming, Qiwu Jiang, Yitong Wang, Haili Zhang, Zhiwei Jia, Xianglong Wang, Xiaoda Wang, Qinglei You, Zhiping Hu, Jinsong Meng, and et al. 2023. "Research on Secondary Recrystallization Mechanism of Oriented Silicon Steel" Crystals 13, no. 9: 1396. https://doi.org/10.3390/cryst13091396
APA StyleLiu, X., Jiang, Q., Wang, Y., Zhang, H., Jia, Z., Wang, X., Wang, X., You, Q., Hu, Z., Meng, J., & Wang, Y. (2023). Research on Secondary Recrystallization Mechanism of Oriented Silicon Steel. Crystals, 13(9), 1396. https://doi.org/10.3390/cryst13091396