Abstract
Fe-30Mn-0.05C steel specimens with cold-rolled, partially recrystallized, fine-grained, and coarse-grained microstructures were fabricated by means of 80% cold rolling followed by annealing at 550–1000 °C. The initial and deformed microstructures were characterized, and the Charpy impact properties were tested at room temperature (RT) and liquid nitrogen temperature (LNT). It was found that the Charpy absorbed energy increased with the annealing temperature, while the specimens showed different trends: parabolic increase at RT and exponential increase at LNT, respectively. Compared with the fully recrystallized specimens, those with a partially recrystallized microstructure exhibited lower impact energy, especially at LNT. This was because cracks tended to nucleate and propagate along the recovery microstructure where stress concentration existed. The grain size played an important role in the twinning behavior and impact properties. High Charpy impact energy (~320 J) was obtained in the coarse-grained specimen having the grain size of 42.1 μm at both RT and LNT, which was attributed to the activation of high-density deformation twinning. However, deformation twinning was inhibited in the specimen with the average grain size of 3.1 μm, resulting in limited work hardening and lower impact energy.
1. Introduction
In recent years, high-manganese austenitic steels have received considerable interest as structural materials at cryogenic temperatures [1,2,3,4]. Because of their relatively low cost, excellent work-hardening ability, high ultimate tensile strength, and high uniform elongation compared with 9% Ni steel [5], austenite stainless steel [6,7,8], and medium-/high-entropy alloys [9,10], high-manganese steels have become promising candidate materials for liquified gas storage and transportation, ice breakers, and outer-space exploration [2,11].
The mechanical properties of high-manganese steels can be controlled by utilizing deformation mechanisms, which vary with stacking fault energy (SFE) [12,13,14]. When the SFE is in the range of 20–45 mJ/m2, deformation twinning occurs, while lower SFE (<18 mJ/m2) is conducive to martensitic transformation [15]. Once the SFE is higher than 45 mJ/m2, dislocation slip becomes the dominant deformation mechanism. As the temperature decreases from RT to LNT, the SFE of the high-manganese steel usually decreases by 20–50% [15]. Martensitic transformation in high-manganese steel can be effectively suppressed by adding austenite-stabilizing elements such as Mn, Al, or C; at the same time, the formation of deformation twins enhances the cryogenic mechanical properties [3,14,16].
Besides the SFE, the initial microstructure exerts critical effects on the deformation mechanism and mechanical properties of high-manganese steel [4,17,18,19,20]. Grain size plays an important role in the activation of deformation twinning and martensitic transformation [21]. It was found that Charpy absorbed energy can be increased by increasing the grain size, which is due to the activation of a higher fraction of secondary twins in coarse grains [17,20]. The high density of deformation twinning boundaries can provide capacious room for gathering dislocations and result in a stronger dynamic grain refinement effect, thereby improving the toughness and ductility of steel [22]. Moreover, Xie et al. [18] indicated that the improvement in the cryogenic impact toughness of Fe-25Mn-3Al-3Si steel was attributed to the TWIP and TRIP effects with the grain size increase from 2.7 to 47.8 μm. Additionally, the formation of deformation twins and martensitic phase was inhibited by grain refinement. However, higher cryogenic strength, ductility, and toughness were achieved in Fe-30Mn-0.11C steel at LNT, as the grain size was reduced from 47 to 5.6 μm [4]. The examination of deformed substructures showed that dislocation slip and deformation twinning were the main deformation mechanisms of fine-grained specimens, while martensitic transformation was hindered by grain refinement [4]. Different grain size effects on the mechanical properties may be relevant to the chemical composition of high-manganese steels, which determines the SFE. Meanwhile, the grain size impact on the cryogenic impact toughness has not been adequately understood so far.
According to recent reports, the introduction of heterogeneities into metals and alloys with laminated composite structure, bimodal grain size structure, gradient structure, or dual-phase structure can simultaneously enhance strength and ductility [2,19,23,24,25]. The excellent mechanical properties of such structures are attributed to considerable back-stress hardening due to the accumulation of geometrically necessary dislocations (GNDs) [23]. However, there are only a few studies on the cryogenic impact toughness of high-manganese steels with heterostructures. It is established that the yield strength is significantly improved, while the cryogenic impact toughness slightly decreases, in high-manganese steels with bimodal grain size (0.2–0.4 μm) [2] or double-strengthened structure comprising softened and hardened zones [19]. The cryogenic impact toughness is relevant to the deformation twinning behavior in coarse grains or softened zones.
In order to better control the mechanical properties of high-manganese steels by tailoring their microstructure, it is very important to understand the relationship between microstructure and impact toughness. In this work, the Fe-30Mn-0.05C steel specimens with cold-rolled, partially recrystallized, fine-grained, and coarse-grained microstructures were fabricated by means of 80% cold rolling and subsequent annealing at different temperatures. Charpy impact energy and deformation mechanisms were investigated at RT and LNT using the Charpy impact test and electron backscatter diffraction (EBSD) analysis.
2. Materials and Methods
The steel used in the present study has the nominal composition in the range of Fe-30Mn-0.05C (wt.%) (see Table 1). Steel was first melted using a vacuum induction furnace. The ingot was afterward heated to 1150 °C and held for 3 h at this temperature; then, it was forged at 600–800 °C to produce a 55 mm thick plate. The hot forged plate was cold-rolled for a thickness reduction of 80%, cut and subsequently annealed at 550 °C for 2 h and at 600, 700, and 1000 °C for 1 h, respectively. After that, the plates were quenched in water. The above cold-rolled and annealed steel plates were labeled as CR, A550, A600, A700, and A1000, respectively.

Table 1.
Chemical composition of Fe-30Mn-0.05C (wt.%) steel.
The phase composition of the specimens was investigated with X-ray diffraction (XRD) using a D/max 2400 diffractometer equipped with a Cu Kα radiation source. The scanning rate of 2 deg min−1 and the range of 40–100° were applied during the XRD measurements. The microstructural characterization of the steel specimens was implemented on their normal direction (ND)–rolling direction (RD) sections. In particular, electron backscatter diffraction (EBSD) was performed using a field-emission scanning electron microscope (FE-SEM) equipped with an EDAX EBSD system. The step size in EBSD scanning was 200 nm. Data acquisition and analysis were carried out using the OIMA software, version 7.0. The EBSD specimens were prepared by electro-polishing at room temperature for 60 s at 20 V using a 10 vol% perchloric acid alcohol electrolyte.
Flat, dog-bone-shaped tensile specimens with dimensions of 12 mm (gauge length) × 2 mm (width) × 2 mm (thickness) were cut by electro-discharge-machining the cold-rolled and annealed sheets along the RD. Tensile tests were performed at RT with a Zwick tensile machine at a strain rate of 10−3 s−1 up to fracture. Charpy V-notch (CVN) samples with a standard size of 10 × 10 × 55 mm3 and a V-notch radius of 0.25 ± 0.025 mm were used in the experiments. Charpy impact tests were carried out at RT and LNT using an MTS impact tester with a capacity of 600 J. The mechanical tests were repeated at least 3 times for each type of specimens, and the average value was calculated to guarantee the experimental reliability. Micro-hardness (HV) tests were conducted using a QNESS Q10 tester.
3. Results
3.1. Initial Microstructure Characterization
EBSD maps describing the microstructures on the ND-RD planes of the Fe-30Mn-0.05C steel specimens are presented in Figure 1, Figure 2 and Figure 3.
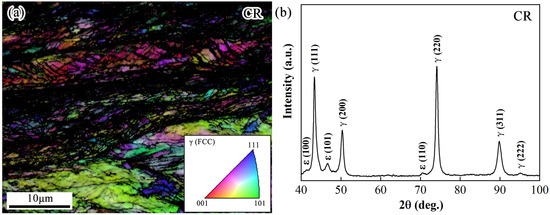
Figure 1.
Microstructure of the CR specimen: (a) EBSD IPF + IQ map and (b) X-ray diffraction intensity profile.
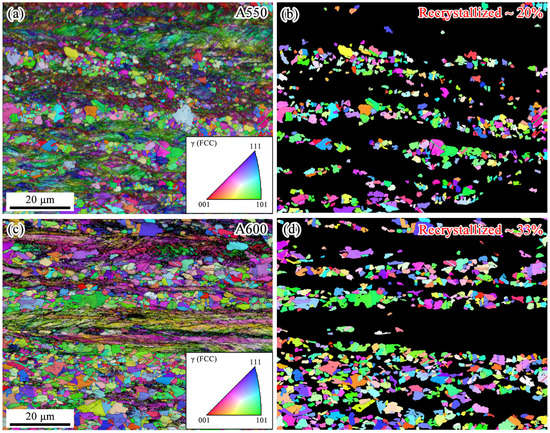
Figure 2.
EBSD inverse-pole-figure (IPF)+ image-quality (IQ) maps and corresponding recrystallization IPF maps of (a,b) A550 and (c,d) A600 specimens, respectively.
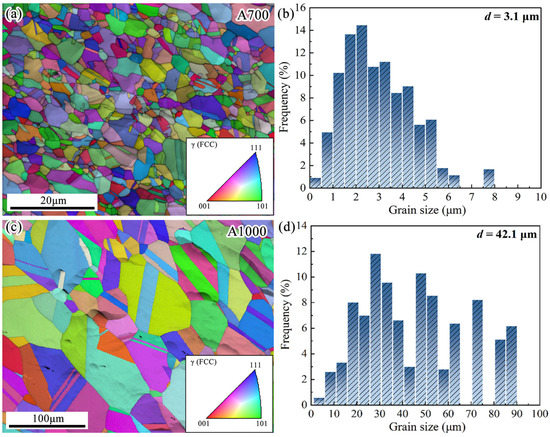
Figure 3.
EBSD IPF + IQ maps and corresponding grain size distribution of (a,b) A700 and (c,d) A1000 specimens, respectively.
Figure 1a shows the microstructure of CR specimen where elongated grains, shear bands and deformation twins are observed, indicating that high dislocation density was introduced by cold rolling [26]. The X-ray diffraction pattern (Figure 1b) reveals that the microstructure was mainly composed of a face-centered cubic (FCC) austenite phase. The strain-induced γ-austenite-to-ε-martensite transformation occurred during cold rolling due to low/medium SFE and high stress [27]. The intensity of martensite diffraction peaks is relatively low, and the volume fraction of ε-martensite calculated based on the XRD data is ~20%.
Since the specimens have the same initial microstructure and stored energy, the annealing temperature has a significant effect on the recrystallization kinetics [28]. The fraction of the recrystallized microstructure increases with the annealing temperature. According to Figure 2, the A550 and A600 specimens have composite structures consisting of partially recrystallized and recovered microstructures due to the medium annealing temperatures. Moreover, the A600 specimen possesses a relatively higher recrystallization fraction than the A550 steel. In the present study, a grain with the interior grain orientation spread below 2.5°, most of its boundary misorientation angles higher than 15°, and a grain size larger than 1 μm is considered as a recrystallized grain. Additionally, the area fraction was assumed to be equal to the volume fraction. Accordingly, as shown in Figure 2b,d, the estimated volume fractions of the recrystallized grains of the A550 and A600 specimens are 20% and 33%, respectively. After annealing at over 700 °C, the recrystallization process is complete. The microstructures of both A700 and A1000 specimens consist of equiaxed austenite grains. Some grains (Figure 3a,c) contain annealing twins without any pronounced internal subgrains. The average grain sizes of the A700 and A1000 specimens were 3.1 and 42.1 μm, respectively (see Figure 3b,d).
3.2. Mechanical Properties
Figure 4 shows the tensile engineering stress–strain curves and the related work-hardening curves of Fe-30Mn-0.05C steels recorded at RT. The tensile properties of these steels are summarized in Table 2, as well as their Charpy V-notch impact absorbed energy measured at RT and LNT.
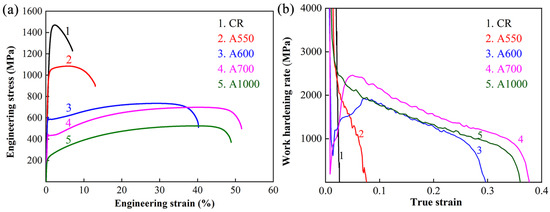
Figure 4.
(a) Engineering stress–strain curves and (b) corresponding work-hardening rate of Fe-30Mn-0.05C steels at RT.
Table 2.
Tensile properties and Charpy impact energy of Fe-30Mn-0.05C steel.
In Figure 4, the A600 and A700 specimens exhibit discontinuous yielding behavior, while other specimens demonstrate continuous yielding. Discontinuous yielding was normally observed in metals with grain sizes in the near-micrometer range, which was attributed to a lack of dislocation sources [29,30,31]. The tensile properties strongly depend on the microstructure. The CR specimen possesses the highest yield strength (YS) and ultimate tensile strength (UTS) with the lowest uniform elongation (UE). The ultrahigh YS was due to the high prestored dislocation density introduced by 80% cold rolling. The limited UE was attributed to early plastic instability, which resulted from limited work-hardening capacity (see Figure 4b). With the increase of annealing temperature, YS and UTS decrease, while UE and work-hardening rate increases, owing to recrystallization and recovery. It is worth noting that the A700 specimen with d = 3.1 μm exhibits a higher UE than that of the A1000 specimen with d = 42.1 μm, which is mainly ascribed to extensive work-hardening ability. Therefore, grain size refinement is an effective method to simultaneously increase strength and ductility. Moreover, the tensile test results indicate that the YS can be enhanced by grain refinement and partially recrystallized structure, which is consistent with previous reports [31,32,33,34,35].
The Charpy impact energy gradually increasea with the annealing temperature at both RT and LNT, while the specimens showed different trends: parabolic increase at RT and exponential increase at LNT, respectively. In other words, the Charpy impact energy increases with the increase of the recrystallized-grain volume fraction. The CR specimen possesses a low impact absorbed energy, less than 30 J at RT and LNT. For A550, A600, and A700 specimens, the impact absorbed energy at LNT decrease by 79%, 64%, and 38%, respectively, compared with those at RT. It is, however, noteworthy that extraordinary impact absorbed energy, more than 320 J, was obtained both at RT and at LNT for the A1000 specimen with a coarse-grained microstructure. The Charpy impact behavior of the A700 and A1000 specimens with fully recrystallized microstructures indicate that the impact absorbed energy could be improved by increasing the grain size.
4. Discussion
4.1. Hardness Analysis of Impact Specimens
To understand the effect of the microstructure on the Charpy impact properties at RT and LNT, the A600, A700, and A1000 specimens were further investigated. Figure 5 shows the microhardness plot as a function of depth in the intermediate fracture surface of the Charpy V-notch impact specimens. The microhardness test region is highlighted with a red line in the inset map of Figure 5. The hardness test direction is in the direction normal to the crack propagation direction. The hardness underneath the fracture surface of the A600 specimen at RT was higher than that at LNT, indicating more deformation at RT during impact. In the A700 specimen, the difference between the microhardness values at RT and LNT decreased. In turn, the microhardness values of the A1000 specimen were close to each other. The microhardness near the fracture was about HV 340 higher than the initial HV 150, suggesting extraordinary work hardening during the impact process. The trend of hardness was consistent with the impact results. The increase in hardness values underneath the fracture surface was assumed to be related to the formation of high-density twins and dislocations, which contributed to work hardening [36]. However, the detailed microstructure-based strengthening [37,38] and toughening mechanisms [39] at RT and LNT need further detailed and systematic investigations, taken into account not only the grain size effect but also the strain gradient effect, by advanced characterization methods including in-situ techniques [40].
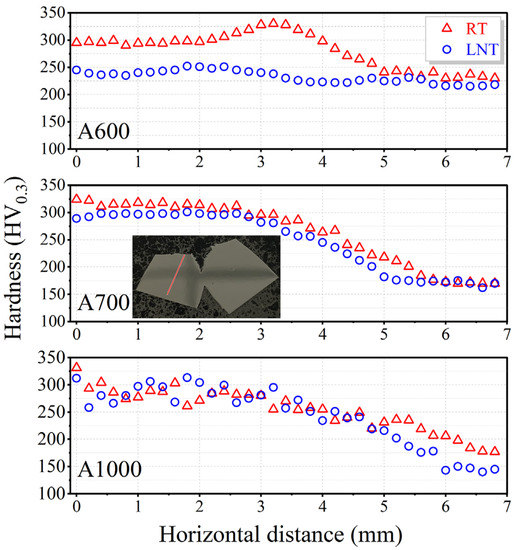
Figure 5.
Hardness as a function of depth on intermediate fracture surfaces of Charpy V-notch impact specimens.
4.2. Fracture Mechanisms of Fe-30Mn-0.05C Steel
4.2.1. Fractography of Impacted Specimens
Figure 6 shows the SEM fractographs of impacted specimens. The A600 specimen exhibited shallow dimples on their fracture surface at RT (Figure 6a), while cleavage and many secondary cracks were found at LNT (Figure 6b). In the case of the A700 specimen, the fracture surfaces impacted at RT also demonstrated multiple dimples, but a quasi-cleavage fracture surface was observed in the sample after impact at LNT. The above results indicate that the fracture mode in the A600 and A700 specimens was transformed from ductile fracture to cleavage or quasi-cleavage fracture as the temperature decreased from RT to LNT. It should be noted that the fracture morphology of the A1000 specimen (Figure 6e,f) contained ductile fracture features with a large number of elongated, shallow dimples independently of the impact temperature.
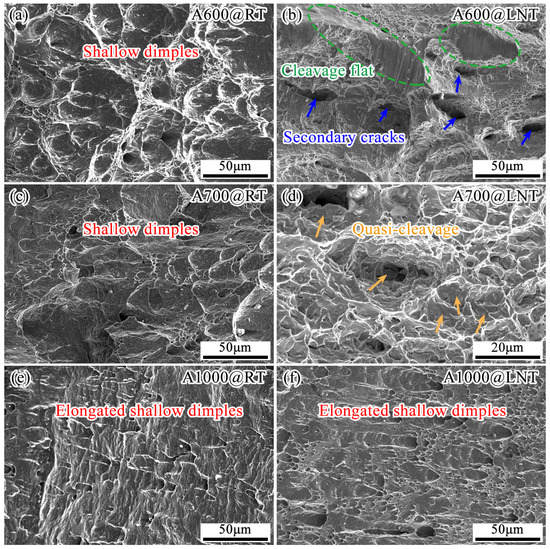
Figure 6.
SEM fractographs of impact specimens (a,b) A600, (c,d) A700, and (e,f) A1000 at (a,c,e) RT and (b,d,f) LNT. Blue arrows point to secondary cracks. Green dashed lines indicate cleavage flat areas. Yellow arrows indicate quasi-cleavage.
4.2.2. Microstructure Characterization after Impact Tests
The specimens for microstructure characterization were extracted from the vertical–sectional (RD × ND) regions close to the fracture surface of impact-tested samples. The deformed microstructures of the specimens at the depth of about 200 μm from the intermediate fracture surface were examined using EBSD, and the corresponding images are shown in Figure 7, Figure 8 and Figure 9. Figure 7 shows the IPF and the corresponding kernel average misorientation (KAM) maps of the A600 specimen after impact tests at RT and LNT where no deformation twins have been observed. The average KAM value is a signature of local misorientation, and the higher the KAM value is, the heavier the plastic deformation is [9]. The average KAM values of the A600 specimen at RT and LNT were calculated to be 1.48 and 0.97, respectively. Obviously, the A600 specimen underwent severe plastic deformation in a uniform manner during the impact at RT (see Figure 7b,d). In turn, a heterogeneous KAM distribution was observed in the A600 specimen after LNT impact. While the recovery microstructure zones exhibited the highest KAM values, the recrystallized regions possessed the lowest KAM values, indicating the non-uniformity of strain distribution. Moreover, micro-cracks formed at the boundaries of the recovery microstructure due to the stress concentration during the impact process at RT (see Figure 7a,b). Once the test temperature was reduced from RT to LNT, cracks might propagate along the recovery microstructure (see Figure 7c,d), resulting in lower impact energy. It was inferred that the lower impact energy of the A600 specimen with a partially recrystallized microstructure could probably be due to the stress/strain concentration in the recovery microstructure. The detailed processes for crack initiation in the heterogeneous microstructure need further detailed investigations, and these may be directly related to the interactions between dislocations and boundaries during deformation [41].
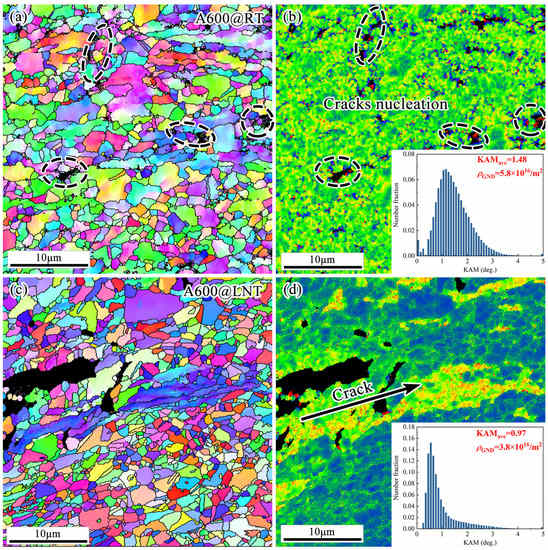
Figure 7.
EBSD characterization of deformed microstructure underneath fracture surface of A600 Charpy V-notch impact specimen at (a,b) RT and (c,d) LNT. (a,c) IPF maps. (b,d) Corresponding KAM maps and statistical KAM data (see insets). The dotted circles point to the crack nucleation sites.
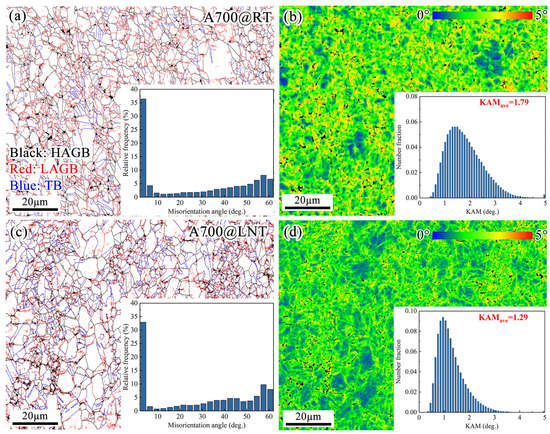
Figure 8.
EBSD characterization of deformed microstructures underneath fracture surface of A700 Charpy V-notch impact specimen at (a,b) RT and (c,d) LNT. (a,c) Grain boundary maps and misorientation angle statistical results (insets). (b,d) Corresponding KAM maps and statistical KAM data (insets).
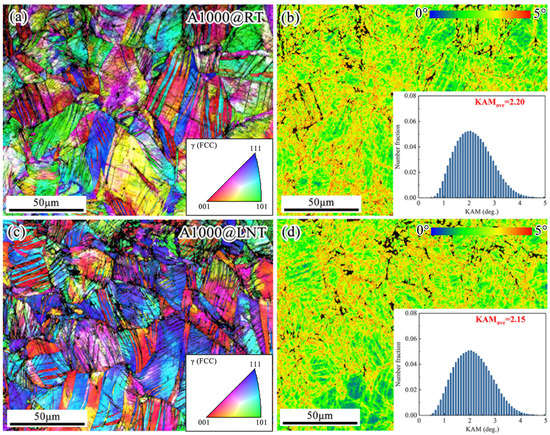
Figure 9.
EBSD characterization of deformed microstructures underneath fracture surface of A1000 Charpy V-notch impact specimen at (a,b) RT and (c,d) LNT. (a,c) IPF + IQ maps. (b,d) Corresponding KAM maps and statistical KAM data (see insets).
Figure 8 displays the grain boundaries and the corresponding KAM maps of the A700 specimen after the impact tests at RT and LNT. The high and low angle grain boundaries and the Σ3 twin boundary are delineated in black, red, and blue, respectively. Since the relative amount of twin boundaries captured using EBSD at RT and LNT was less than 10%, those were suggested to be the annealing-induced twin boundaries that pre-existed before impact testing. Similarly, the A700 specimen, after RT impact, exhibited higher KAM values than that at LNT. It is generally accepted that the deformation mechanism of high-manganese steel specimens depends on the SFE, which is affected by grain size, testing temperature, and chemical composition [1,15,42]. The temperature- and grain size-dependent SFE of the A700 specimen was calculated based on the thermodynamics model (the calculation procedure can be found in our previous work [4]). The SFE of the A700 specimen decreased from 27.5 mJ/m2 at RT to 22.4 mJ/m2 at LNT. The optimal SFE for deformation twinning in TWIP steel specimens is roughly between 18 and 45 mJ/m2 [15]. In addition, twin formation usually takes place at low SFE. However, deformation twinning in this study was insignificantly near the middle of the crack extended within the A700 specimen at both RT and LNT (see Figure 8). Except for SFE, the twinning behavior is also strongly dependent on grain size [33,43,44,45,46]. Rahman et al. [43] indicated that twin initiation stress increased with the decrease in grain size in TWIP steel with grain size of 0.7–84 μm during cyclic tensile deformation. The deformation twins in the fine-grained specimen were much thinner than those in the coarse-grained specimen. Additionally, an increase in the nucleation stress of deformation twinning with the decrease in grain size from 31 nm to 11.1 nm was observed using molecular dynamics (MD) simulations [45]. The twinning stress is generally described by the following equation [43,44]:
where m is the Taylor factor, γ is the SFE, b is the Burgers vector, is the Hall–Petch constant for twinning, and D is the grain size. According to this equation, fine grain size results in increased activation stress for mechanical twinning [45,47,48]. In the present study, the possible reason for the absence of deformation twins in the A700 specimen could be related to the small grain size, leading to the high critical resolved shear stress. Moreover, nanoscale deformation twins might have not been identified due to limited EBSD resolution. Nevertheless, the plastic deformation mechanism within the intermediate fracture surface of the A700 specimen was mainly dislocation slip.
Figure 9 displays the IPF + IQ maps and the corresponding KAM distributions of the A1000 specimen after the impact tests at RT and LNT. The average KAM values of the A1000 specimen at RT and LNT were calculated to be 2.20 and 2.15, respectively, which indicated a considerable degree of plastic deformation. In contrast to the A700 specimen, deformation-induced twins were prevalent in the A1000 specimen after the RT and LNT impact tests. Both the primary and secondary twinning systems were activated and interacted with each other. Furthermore, twin clusters were predominant after LNT impact. The SFE values of the A1000 specimen were estimated to be 19.6 mJ/m2 at RT and 15.0 mJ/m2 at LNT. It should be noted that SFE values calculated using different models were slightly different [49]. Nevertheless, the theoretical SFE values were close to the typical critical SFE for twinning (~18 mJ/m2). Moreover, the sample with grain size of 42.1 μm decreased the critical twinning stress compared with that of the A700 specimen (3.1 μm). Accordingly, deformation twining served as an important deformation mechanism in the A1000 specimen at both RT and LNT. When the SFE is less than 18 mJ/m2, martensitic transformation is favored during plastic deformation, with γ-austenite transforming into ε/α′-martensite [15]. Figure 10 depicts the X-ray diffraction patterns of the A1000 specimen before and after the RT and LNT impact tests. There were ε-martensite-related peaks in the specimen before the impact test. The volume fractions of ε-martensite phases measured using XRD analysis in the A1000 specimen before and after impact at RT and LNT were ~18%, ~21%, and ~23%, respectively. According to these results, martensitic transformation was not obvious after RT and LNT impact due to the high strain rate (~103 s−1) during the test, which is consistent with previous reports [13,50].
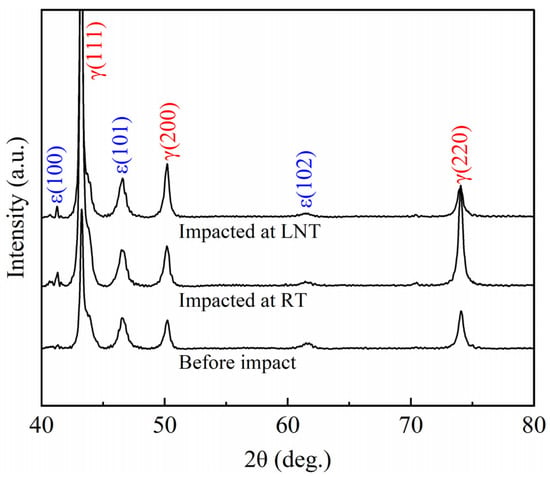
Figure 10.
X-ray diffraction patterns of A1000 specimen before and after RT and LNT impact tests.
4.3. Effect of Initial Microstructure on Charpy Impact Energy
Generally, the strength of metals or alloys is inversely related to their toughness, which is called the strength–toughness trade-off. As shown in Figure 4 and Table 2, the yield strength of the specimens gradually decreased with the increase in annealing temperature, while the Charpy impact energy at RT and LNT continuously increased. It has been previously demonstrated that the dramatic work hardening in the plastic zone ahead of the crack tip during deformation retards crack propagation, resulting in an increase in toughness [36,51]. In the CR specimen with a cold-rolled structure, the YS was very high, but the work-hardening capacity was limited due to the difficulty in storing more dislocations [52], thereby hindering plastic deformation and reducing toughness at both RT and LNT. In the A550 and A600 specimens, recrystallized grains could accumulate dislocations to sustain work hardening and plastic deformation. The toughness became higher as the volume fraction of recrystallization increased from 20% to 33%. However, during impact testing, cracks formed and propagated along the recovered microstructures (see Figure 7) due to inhomogeneous deformation, which resulted in lower work hardening near the fracture and greatly reduced the absorbed energy. Therefore, the Charpy impact energy values of partially recrystallized A550 and A600 specimens were significantly lower than those of fully recrystallized A700 and A1000 specimens at both RT and LNT.
Deformation twinning is the key microstructural mechanism to improve the fracture toughness of metals, which contributes to extensive work hardening to blunt the crack [36]. The dominant plastic flow mechanism in the A700 specimen with an average grain size of 3.1 μm was dislocation slip, and few deformation twins were observed during plastic deformation at RT and LNT (see Figure 7). This was due to the small grain size, which increased the critical twinning stress. However, twin bundles and secondary twinning systems were observed in the A1000 specimen with grain size of 42.1 μm (see Figure 9), and the impact energy was significantly improved. The results indicate that deformation twinning could be extensively activated by increases in grain size but inhibited by grain refinement [33,43,48]. In addition, according to Figure 5, the hardness values in the fracture region of the A1000 specimen were much higher than those in the initial state of the steel, indicating the higher work hardening. Evidently, the deformation twinning played a dominant role in the enhancement of work hardening, thereby increasing the impact energy at both RT and LNT. Twin boundaries effectively reduced the dislocation mean free path and acted as strong planer obstacles to the dislocation motion (known as the dynamic Hall–Petch effect) [53]. At the same time, twin boundaries with high interfacial strength retarded both crack nucleation and propagation, promoting homogeneous plastic deformation at the crack tip region [17]. Furthermore, the formation of deformation twins also dissipated a part of the mechanical energy [18]. Therefore, the stress concentration was effectively relieved, and the crack tip became blunt in the A1000 specimen, resulting in higher impact energy at RT and LNT.
According to the above results, the difference between the RT and LNT impact toughness of Fe-30Mn-0.05C steel decreased with the increase in annealing temperature. In the A600 and A700 specimens, in which the deformation mechanism was dislocation slip, the fracture mode changed from ductile fracture to cleavage or quasi-cleavage fracture as the test temperature decreased from RT to LNT (see Figure 6). Moreover, the degree of plastic deformation decreased with the decrease in temperature (see Figure 5, Figure 7 and Figure 8). It has been recognized that the fracture mechanism is the result of competition between dislocation source opening and crack extension at the crack front [54]. Lowering the temperature increases Peierls–Nabarro lattice friction, which leads to an increase in strength, thus making the dislocation source operation more complex [1,9]. In addition, cross-slip is more difficult at LNT, and dislocations are confined to specific slip planes due to the decrease in SFE, which increases stress concentration [55,56]. As a result, the Charpy impact energy of the A600 and A700 specimens significantly decreased with the temperature. In contrast to the A600 and A700 steel specimens, the differences in impact toughness, fracture mode, and degree of plastic deformation of the A1000 specimen at RT and LNT were minor, and deformation twinning was the dominant deformation mechanism (see Figure 6 and Figure 9). This might be due to the increased number of deformation twins and two groups of twins intersecting at LNT (see Figure 9), which contributed to the enhancement of the work-hardening ability and thus improved the cryogenic impact energy of steel [57].
5. Conclusions
In summary, Fe-30Mn-0.05C steel specimens with cold-rolled, partially recrystallized, fine-grained, and coarse-grained microstructures were obtained by means of 80% cold rolling followed by annealing at different temperatures. The effect of the initial microstructure on the Charpy impact energy and deformation mechanisms at RT and LNT was investigated. The main conclusions are as follows.
(1) The Charpy impact energy values of partially recrystallized A550 and A600 specimens were significantly lower than those of fully recrystallized A700 and A1000 specimens at both RT and LNT. This was due to large stress concentration in the recovery microstructure, which resulted in crack formation and propagation along the interface of the recovery microstructure, especially at LNT.
(2) The grain size played an important role in the Charpy impact energy of high-manganese steel. In the A1000 specimen with the average grain size of 42.1 μm, deformation twinning was prevalent during impact testing, which ensured higher work hardening and Charpy impact energy at RT and LNT. However, deformation twinning was inhibited in the A700 specimen with a grain size of 3.1 μm, resulting in lower Charpy impact energy.
Author Contributions
Y.W., X.Z. and J.X. conceived the study; H.L., L.K. and J.X. performed mechanical tests and characterization; Y.W., W.C., X.Z. and J.X. analyzed the data; Y.W., J.X., X.Z., and W.C. wrote the manuscript. All authors discussed the results and commented on the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research is supported by the National Natural Science Foundation of China (grant No. 51871194) and National Natural Foundation of Hebei Province, China (grant Nos. 226Z1003G and E2021203011). X.Z. acknowledges the support from European Research Council (ERC) under the European Union Horizon 2020 research and innovation program (grant agreement No. 788567-M4D) and support with a research grant (00028216) from VILLUM FONDEN.
Data Availability Statement
Not Applicable.
Acknowledgments
The authors gratefully acknowledge the technical support fromYanshan University and Technical University of Denmark.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tang, L.; Wang, L.; Wang, M.; Liu, H.; Kabra, S.; Chiu, Y.; Cai, B. Synergistic deformation pathways in a TWIP steel at cryogenic temperatures: In situ neutron diffraction. Acta Mater. 2020, 200, 943–958. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Y.; Li, W.; Khedr, M.; Liu, H.; Jin, X. Hierarchical microstructure design of a bimodal grained twinning-induced plasticity steel with excellent cryogenic mechanical properties. Acta Mater. 2018, 158, 79–94. [Google Scholar] [CrossRef]
- Sohn, S.; Hong, S.; Lee, J.; Suh, B.; Kim, S.; Lee, B.; Kim, N.; Lee, S. Effects of Mn and Al contents on cryogenic-temperature tensile and Charpy impact properties in four austenitic high-Mn steels. Acta Mater. 2015, 100, 39–52. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Godfrey, A.; Kang, J.; Peng, Y.; Wang, T.; Hansen, N.; Huang, X. Cryogenic toughness in a low-cost austenitic steel. Commun. Mater. 2021, 2, 44. [Google Scholar] [CrossRef]
- Hany, S.; Milochova, M.; Littrell, K.; Lorange, R.; Vogt, J.; Abi-Aad, E.; Bychkov, E. Advanced characterization of cryogenic 9Ni steel using synchrotron radiation, neutron scattering and 57Fe Mössbauer spectroscopy. Mater. Des. 2018, 146, 219–227. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.; Ghosh, S.; Chattopadhyay, P. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Zhang, L.; Wen, M.; Imade, M.; Fukuyama, S.; Yokogawa, K. Effect of nickel equivalent on hydrogen gas embrittlement of austenitic stainless steels based on type 316 at low temperatures. Acta Mater. 2008, 56, 3414–3421. [Google Scholar] [CrossRef]
- Sharma, D.K.; Filipponi, M.; Di Schino, A.; Rossi, F.; Castaldi, J. Corrosion behaviour of high temperature fuel cells: Issues for materials selection. Metalurgija 2019, 58, 347–351. [Google Scholar]
- Zhang, D.; Zhang, J.; Kuang, J.; Liu, G.; Sun, J. Superior strength-ductility synergy and strain hardenability of Al/Ta co-doped NiCoCr twinned medium entropy alloy for cryogenic applications. Acta Mater. 2021, 220, 117288. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, J.; Kuang, J.; Liu, G.; Sun, J. The B2 phase-driven microstructural heterogeneities and twinning enable ultrahigh cryogenic strength and large ductility in NiCoCr-based medium-entropy alloy. Acta Mater. 2022, 233, 117981. [Google Scholar] [CrossRef]
- Choi, J.; Lee, S.; Park, Y.; Han, I.; Morris, J. High manganese austenitic steel for cryogenic applications. In Proceedings of the Twenty-Second International Offshore and Polar Engineering Conference, Rhodes, Greece, 17–22 June 2012. [Google Scholar]
- Ren, J.; Chen, Q.; Chen, J.; Liu, Z. Role of vanadium additions on tensile and cryogenic-temperature charpy impact properties in hot-rolled high-Mn austenitic steels. Mater. Sci. Eng. A 2021, 811, 141063. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.; Kim, D.; Jo, Y.; Bae, J.; Sohn, S.; Lee, S. Effects of Ni and Cu addition on cryogenic-temperature tensile and Charpy impact properties in austenitic 22Mn-0.45C-1Al steels. J. Alloy. Compd. 2020, 815, 152407. [Google Scholar] [CrossRef]
- Lee, S.; Kim, B.; Jo, M.; Kim, K.; Lee, J.; Bae, J.; Lee, B.; Sohn, S.; Lee, S. Effects of Cr addition on Charpy impact energy in austenitic 0.45C-24Mn-(0,3,6)Cr steels. J. Mater. Sci. Technol. 2020, 50, 21–30. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Li, C.; Li, K.; Dong, J.; Wang, J.; Shao, Z. Mechanical behaviour and microstructure of Fe-20/27Mn–4Al-0.3C low magnetic steel at room and cryogenic temperatures. Mater. Sci. Eng. A 2021, 809, 140998. [Google Scholar] [CrossRef]
- Chen, J.; Dong, F.; Liu, Z.; Wang, G. Grain size dependence of twinning behaviors and resultant cryogenic impact toughness in high manganese austenitic steel. J. Mater. Res. Technol. 2021, 10, 175–187. [Google Scholar] [CrossRef]
- Xie, P.; Shen, S.; Wu, C.; Li, J.; Chen, J. Unusual relationship between impact toughness and grain size in a high-manganese steel. J. Mater. Sci. Technol. 2021, 89, 122–132. [Google Scholar] [CrossRef]
- Ren, J.; Chen, Q.; Chen, J.; Liu, Z. Enhancing strength and cryogenic toughness of high manganese TWIP steel plate by double strengthened structure design. Mater. Sci. Eng. A 2020, 786, 139397. [Google Scholar] [CrossRef]
- Chen, J.; Dong, F.; Jiang, H.; Liu, Z.; Wang, G. Influence of final rolling temperature on microstructure and mechanical properties in a hot-rolled TWIP steel for cryogenic application. Mater. Sci. Eng. A 2018, 724, 330–334. [Google Scholar] [CrossRef]
- Xiong, J.; Wang, Y.; Zhang, Y.; Wang, T.; Peng, Y.; Godfrey, A.; Hansen, N.; Huang, X. Tailoring the microstructure to enhance the cryogenic mechanical properties of a Fe-34.5Mn-0.04C steel. Mater. Sci. Eng. A 2022, 853, 143769. [Google Scholar] [CrossRef]
- De Cooman, B.; Estrin, Y.; Kim, S. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Zhu, Y.; Ameyama, K.; Anderson, P.; Beyerlein, I.; Gao, H.; Kim, H.; Lavernia, E.; Mathaudhu, S.; Mughrabi, H.; Ritchie, R.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2021, 9, 1–31. [Google Scholar] [CrossRef]
- Liu, Y.; Cao, Y.; Mao, Q.; Zhou, H.; Zhao, Y.; Jiang, W.; Liu, Y.; Wang, J.; You, Z.; Zhu, Y. Critical microstructures and defects in heterostructured materials and their effects on mechanical properties. Acta Mater. 2020, 189, 129–144. [Google Scholar] [CrossRef]
- Lu, W.; Luo, X.; Ning, D.; Wang, M.; Yang, C.; Li, M.; Yang, Y.; Li, P.; Huang, B. Excellent strength-ductility synergy properties of gradient nano-grained structural CrCoNi medium-entropy alloy. J. Mater. Sci. Technol. 2022, 112, 195–201. [Google Scholar] [CrossRef]
- Kang, J.; Wang, Y.; Chen, X.; Zhang, C.; Peng, Y.; Wang, T. Grain refinement and mechanical properties of Fe-30Mn-0.11C steel. Results Phys. 2019, 13, 102247. [Google Scholar] [CrossRef]
- Shintani, T.; Murata, Y. Evaluation of the dislocation density and dislocation character in cold rolled Type 304 steel determined by profile analysis of X-ray diffraction. Acta Mater. 2011, 59, 4314–4322. [Google Scholar] [CrossRef]
- Zhong, S.; Xu, C.; Li, Y.; Li, W.; Luo, H.; Peng, R.; Jia, X. Hierarchy modification induced exceptional cryogenic strength, ductility and toughness combinations in an asymmetrical-rolled heterogeneous-grained high manganese steel. Int. J. Plast. 2022, 154, 103316. [Google Scholar] [CrossRef]
- Huang, X. Tailoring dislocation structures and mechanical properties of nanostructured metals produced by plastic deformation. Scr. Mater. 2009, 60, 1078–1082. [Google Scholar] [CrossRef]
- Bai, Y.; Kitamura, H.; Gao, S.; Tian, Y.; Park, N.; Park, M.; Adachi, H.; Shibata, A.; Sato, M.; Murayama, M.; et al. Unique transition of yielding mechanism and unexpected activation of deformation twinning in ultrafine grained Fe-31Mn-3Al-3Si alloy. Sci. Rep. 2021, 11, 15870. [Google Scholar] [CrossRef]
- Liu, M.; Gong, W.; Zheng, R.; Li, J.; Zhang, Z.; Gao, S.; Ma, C.; Tsuji, N. Achieving excellent mechanical properties in type 316 stainless steel by tailoring grain size in homogeneously recovered or recrystallized nanostructures. Acta Mater. 2022, 226, 117629. [Google Scholar] [CrossRef]
- Wang, Y.; Kang, J.; Peng, Y.; Wang, T.; Hansen, N.; Huang, X. Laminated Fe-34.5 Mn-0.04C composite with high strength and ductility. J. Mater. Sci. Technol. 2018, 34, 1939–1943. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 2012, 66, 992–996. [Google Scholar] [CrossRef]
- Gao, J.; Jiang, S.; Zhang, H.; Huang, Y.; Guan, D.; Xu, Y.; Guan, S.; Bendersky, L.; Davydov, A.; Wu, Y.; et al. Facile route to bulk ultrafine-grain steels for high strength and ductility. Nature 2021, 590, 262–267. [Google Scholar] [CrossRef]
- Wang, Y.; Kang, J.; Peng, Y.; Wang, T.; Hansen, N.; Huang, X. Hall-Petch strengthening in Fe-34.5Mn-0.04C steel cold-rolled, partially recrystallized and fully recrystallized. Scr. Mater. 2018, 155, 41–45. [Google Scholar] [CrossRef]
- Yang, M.; Zhou, L.; Wang, C.; Jiang, P.; Yuan, F.; Ma, E.; Wu, X. High impact toughness of CrCoNi medium-entropy alloy at liquid-helium temperature. Scr. Mater. 2019, 172, 66–71. [Google Scholar] [CrossRef]
- Zhang, X. Exploring high strength metallic materials: A lesson from pearlitic steel wire. IOP Conf. Ser. Mater. Sci. Eng. 2019, 89, 012058. [Google Scholar] [CrossRef]
- Feng, H.; Cai, L.; Wang, L.; Zhang, X.; Fang, F. Microstructure and strength in ultrastrong cold-drawn medium carbon steel. J. Mater. Sci. Technol. 2022, 97, 89–100. [Google Scholar] [CrossRef]
- Chen, S.; Hu, J.; Zhang, X.; Dong, H.; Cao, W. High Ductility and Toughness of a Micro-duplex Medium-Mn Steel in a Large Temperature Range from -196 °C to 200 °C. J. Iron Steel Res. Int. 2015, 22, 1126–1130. [Google Scholar] [CrossRef]
- Zhang, X.; Godfrey, A.; Winther, G.; Hansen, N.; Huang, X. Plastic deformation of submicron-sized crystals studied by in-situ Kikuchi diffraction and dislocation imaging. Mater. Charact. 2012, 70, 21–27. [Google Scholar] [CrossRef]
- Pan, H.; He, Y.; Zhang, X. Interactions between dislocations and boundaries during deformation. Materials 2021, 14, 1012. [Google Scholar] [CrossRef]
- Liang, Z.; Luo, Z.; Huang, M. Temperature dependence of strengthening mechanisms in a twinning-induced plasticity steel. Int. J. Plast. 2019, 116, 192–202. [Google Scholar] [CrossRef]
- Rahman, K.; Vorontsov, V.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe-22wt.% Mn-0.6wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Mohammadzadeh, R.; Mohammadzadeh, M. Inverse grain size effect on twinning in nanocrystalline TWIP steel. Mater. Sci. Eng. A 2019, 747, 265–275. [Google Scholar] [CrossRef]
- Wang, Z.; Lu, W.; An, F.; Song, M.; Ponge, D.; Raabe, D.; Li, Z. High stress twinning in a compositionally complex steel of very high stacking fault energy. Nat. Commun. 2022, 13, 3598. [Google Scholar] [CrossRef]
- Kang, S.; Jung, J.; Kang, M.; Woo, W.; Lee, Y. The effects of grain size on yielding, strain hardening, and mechanical twinning in Fe-18Mn-0.6C-1.5Al twinning-induced plasticity steel. Mater. Sci. Eng. A 2016, 652, 212–220. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; McDermid, J. Microstructural evolution and mechanical behaviour of Fe-30Mn-C steels with various carbon contents. Mater. Sci. Technol. 2017, 33, 1159–1170. [Google Scholar] [CrossRef]
- Luo, Q.; Wang, H.; Li, G.; Sun, C.; Li, D.; Wan, X. On mechanical properties of novel high-Mn cryogenic steel in terms of SFE and microstructural evolution. Mater. Sci. Eng. A 2019, 753, 91–98. [Google Scholar] [CrossRef]
- Park, J.; Lee, K.; Sung, H.; Kim, Y.; Kim, S.; Kim, S. J-Integral Fracture Toughness of High-Mn Steels at Room and Cryogenic Temperatures. Metall. Mater. Trans. A 2019, 50, 2678–2689. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.; Roters, F.; Molodov, D.; Gottstein, G. Applying the texture analysis for optimizing thermomechanical treatment of high manganese twinning-induced plasticity steel. Acta Mater. 2014, 80, 327–340. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Dislocation and twin substructure evolution during strain hardening of an Fe-22wt.% Mn-0.6wt.% C TWIP steel observed by electron channeling contrast imaging. Acta Mater. 2011, 59, 6449–6462. [Google Scholar] [CrossRef]
- Ashby, M.; Embury, J. The influence of dislocation density on the ductile-brittle transition in BCC metals. Scr. Mater. 1985, 19, 557–562. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Byun, T.; Hashimoto, N.; Farrell, K. Temperature dependence of strain hardening and plastic instability behaviors in austenitic stainless steels. Acta Mater. 2004, 52, 3889–3899. [Google Scholar] [CrossRef]
- Wang, P.; Ren, J.; Chen, Q.; Chen, J.; Liu, Z. Effect of secondary twins on strain hardening behavior of a high manganese austenitic steel at 77 K by quasi in situ EBSD. Mater. Charact. 2021, 180, 111428. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).