








The Influence of Nanoparticle Dispersions on Mechanical and Thermal Properties of Polymer Nanocomposites Using SLA 3D Printing
 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
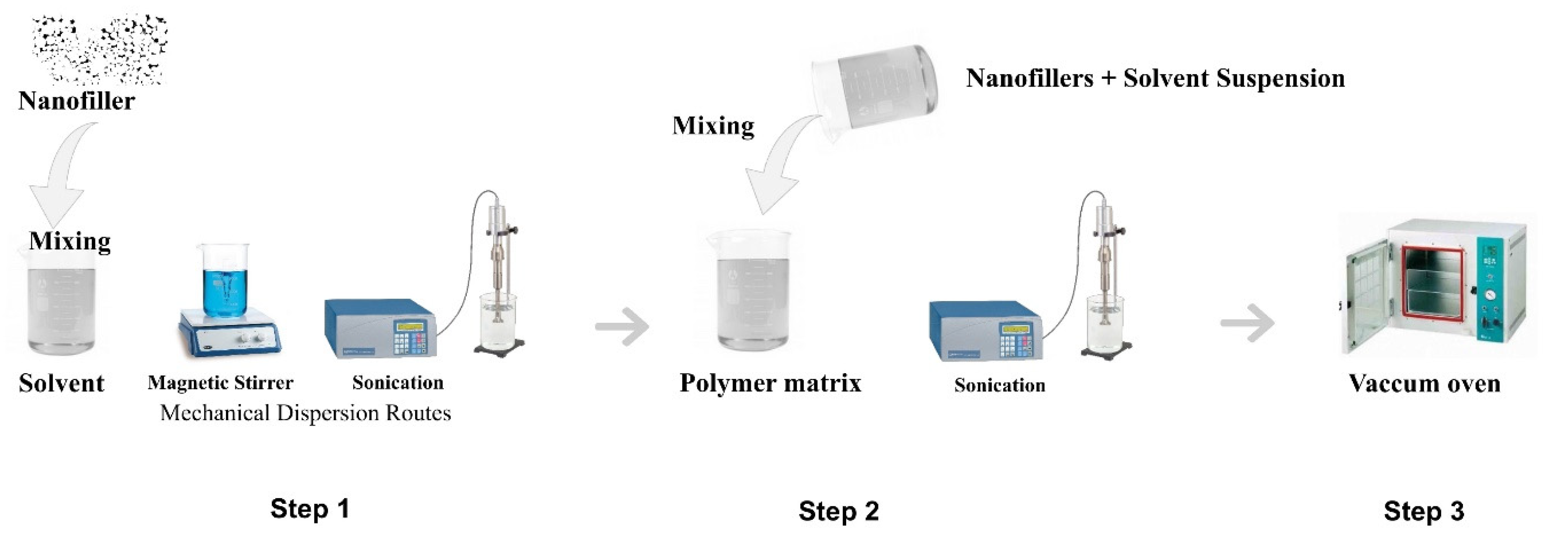
2.1. Preparation Method of Nanocomposite Resin
2.2. Ultrasonication
2.3. 3D Printing
2.4. Characterizations
3. Results and Discussion
3.1. Morphology and Structure Analysis of Graphene Oxide
3.2. Effect of Sonication on Dispersion
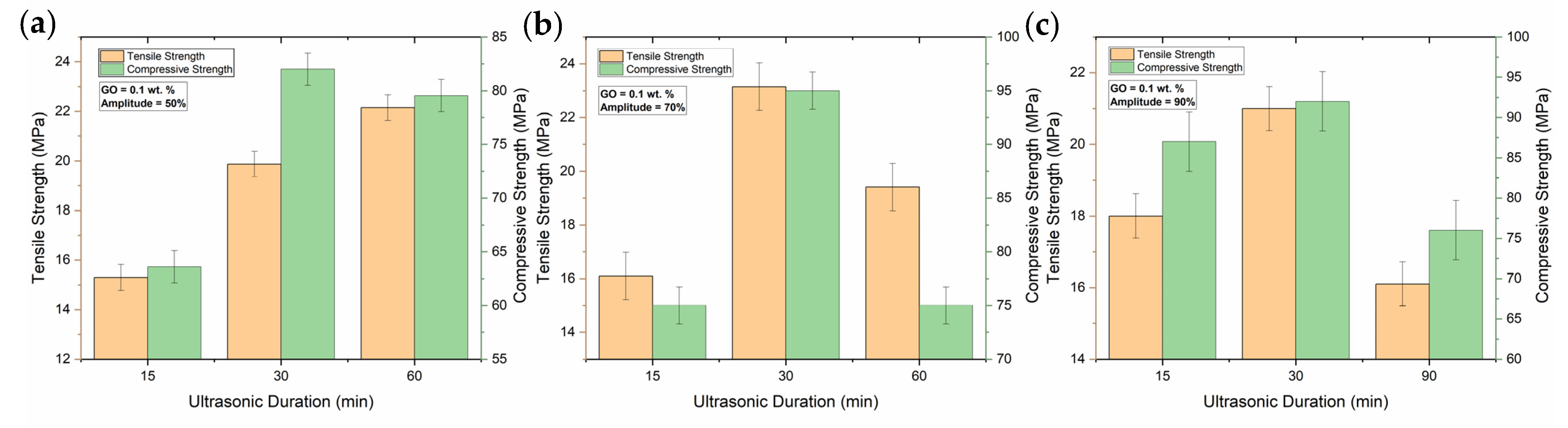
3.2.1. Effect of Ultrasonic Duration
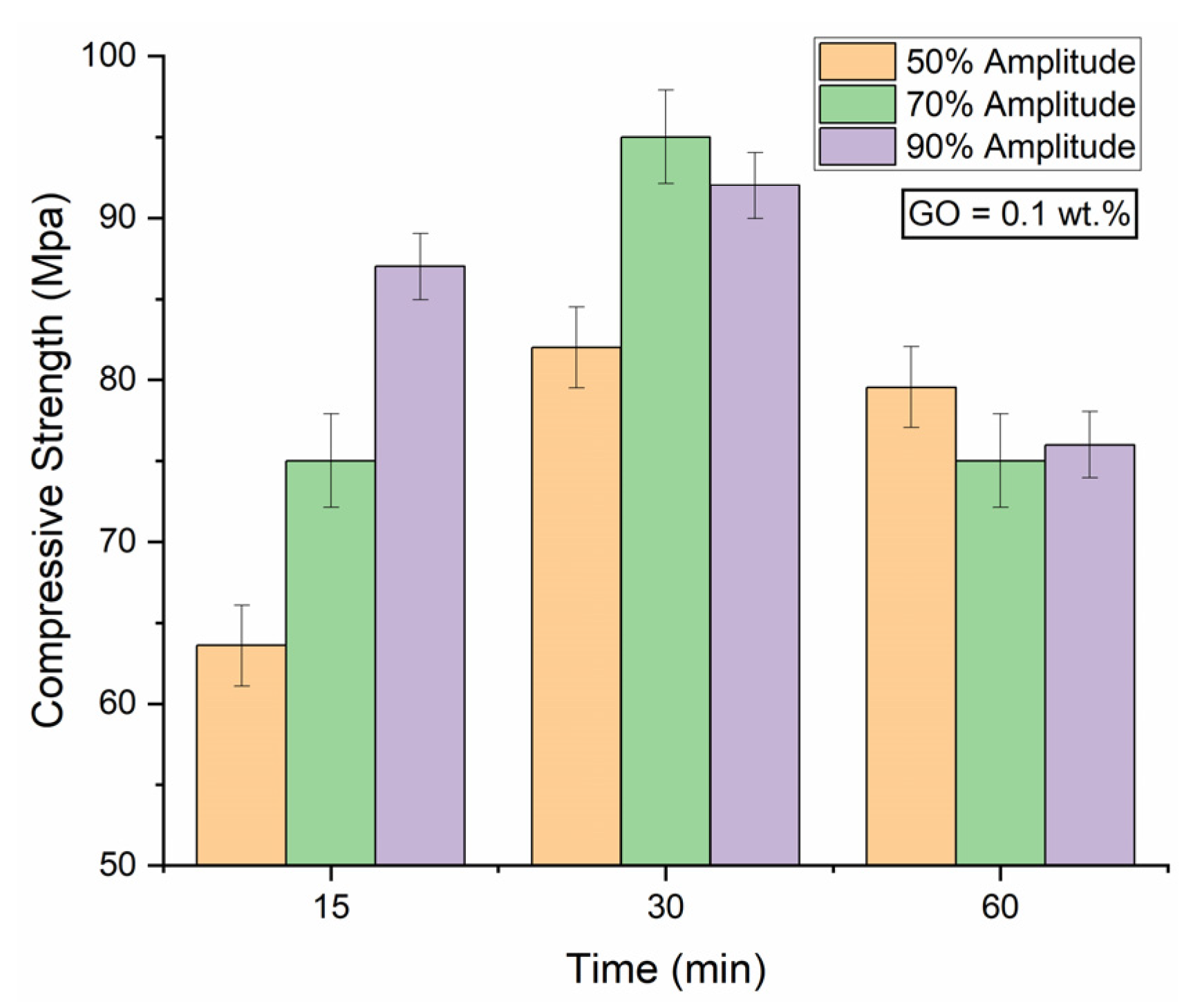
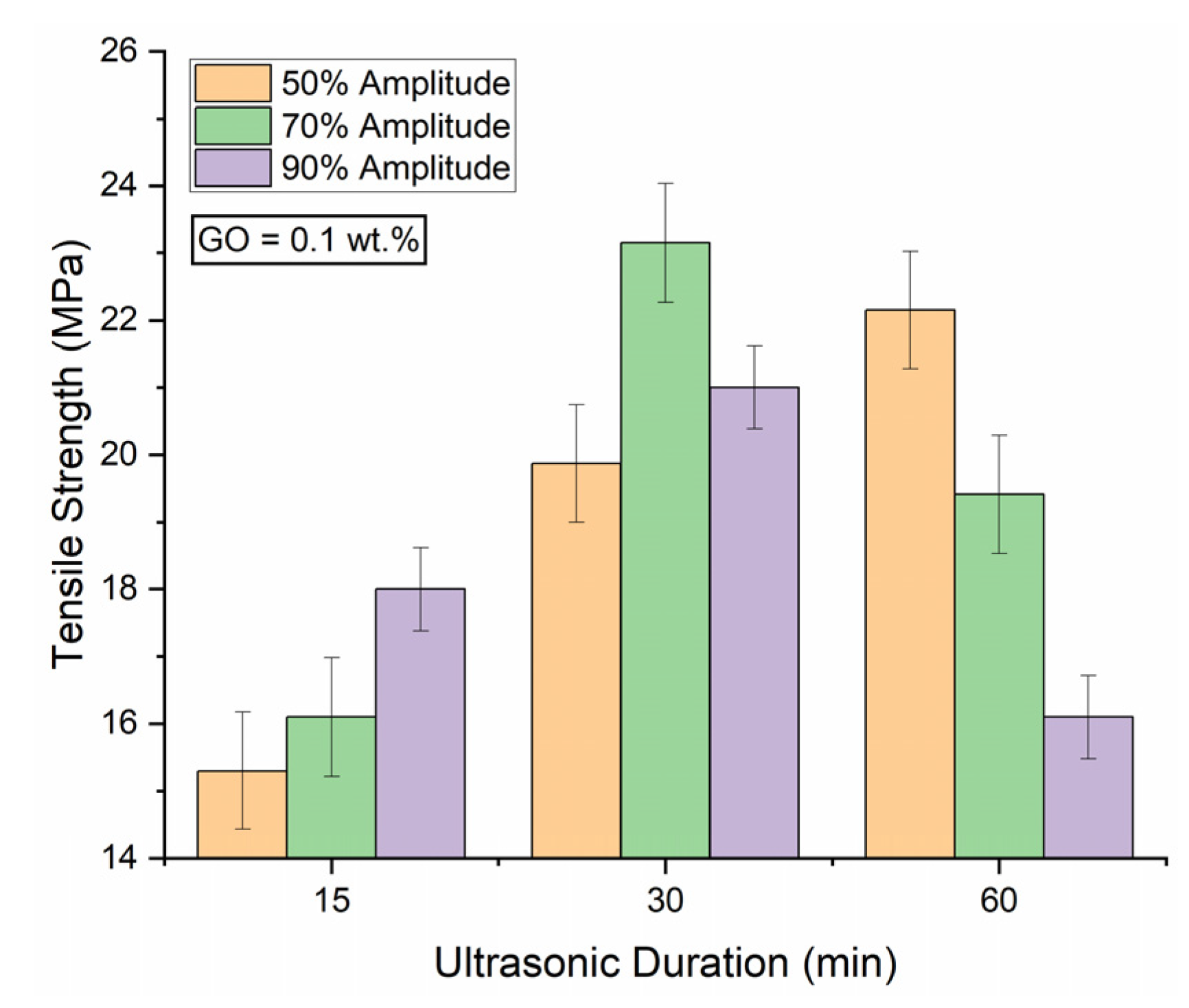
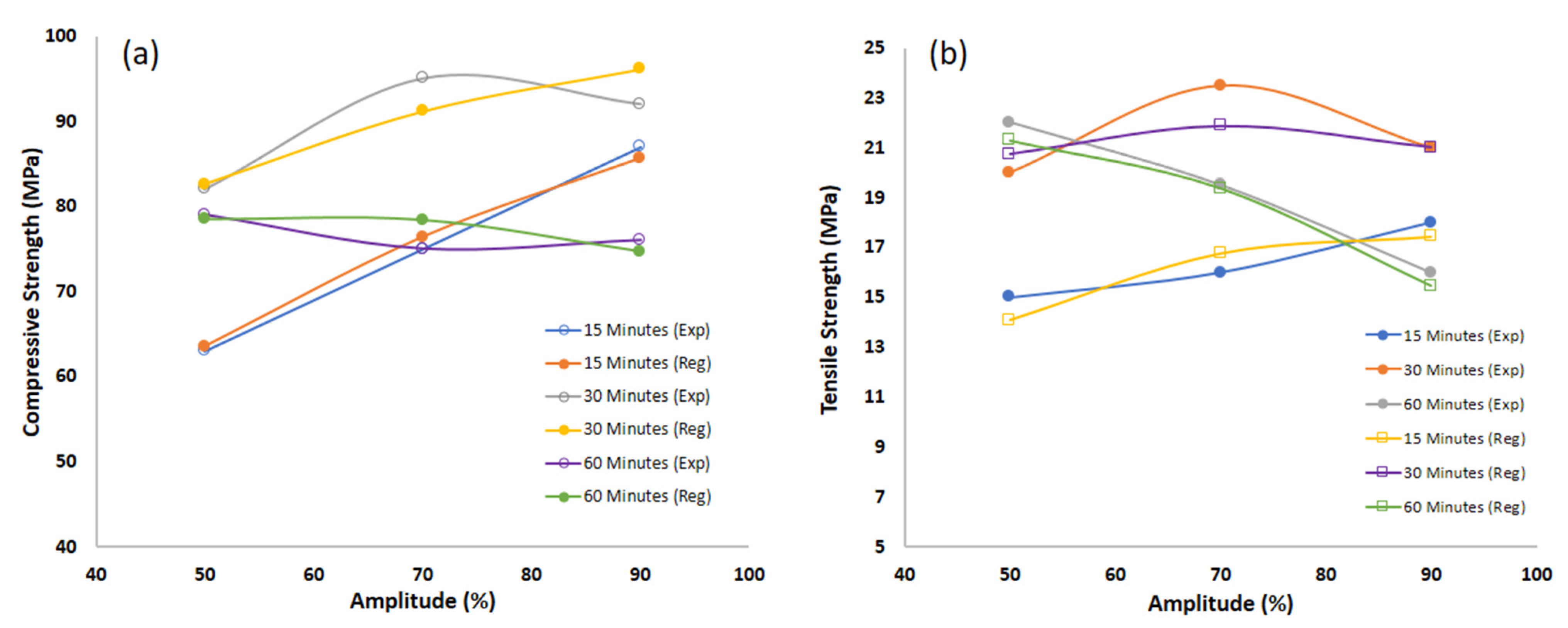
3.2.2. Effect of Ultrasonic Amplitude
3.3. Regression Model Analysis Based upon Experimental Data
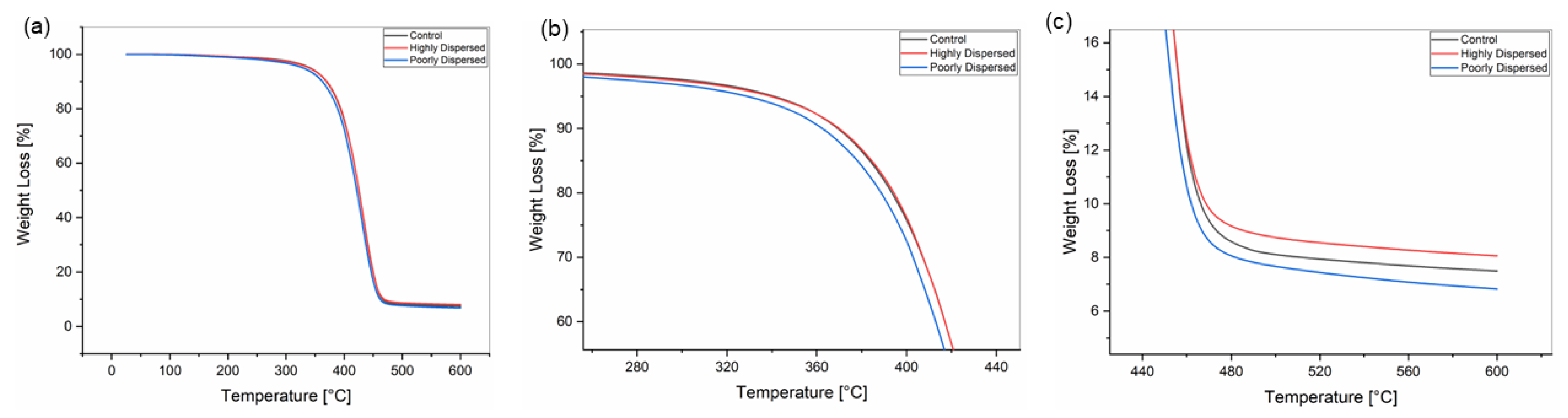
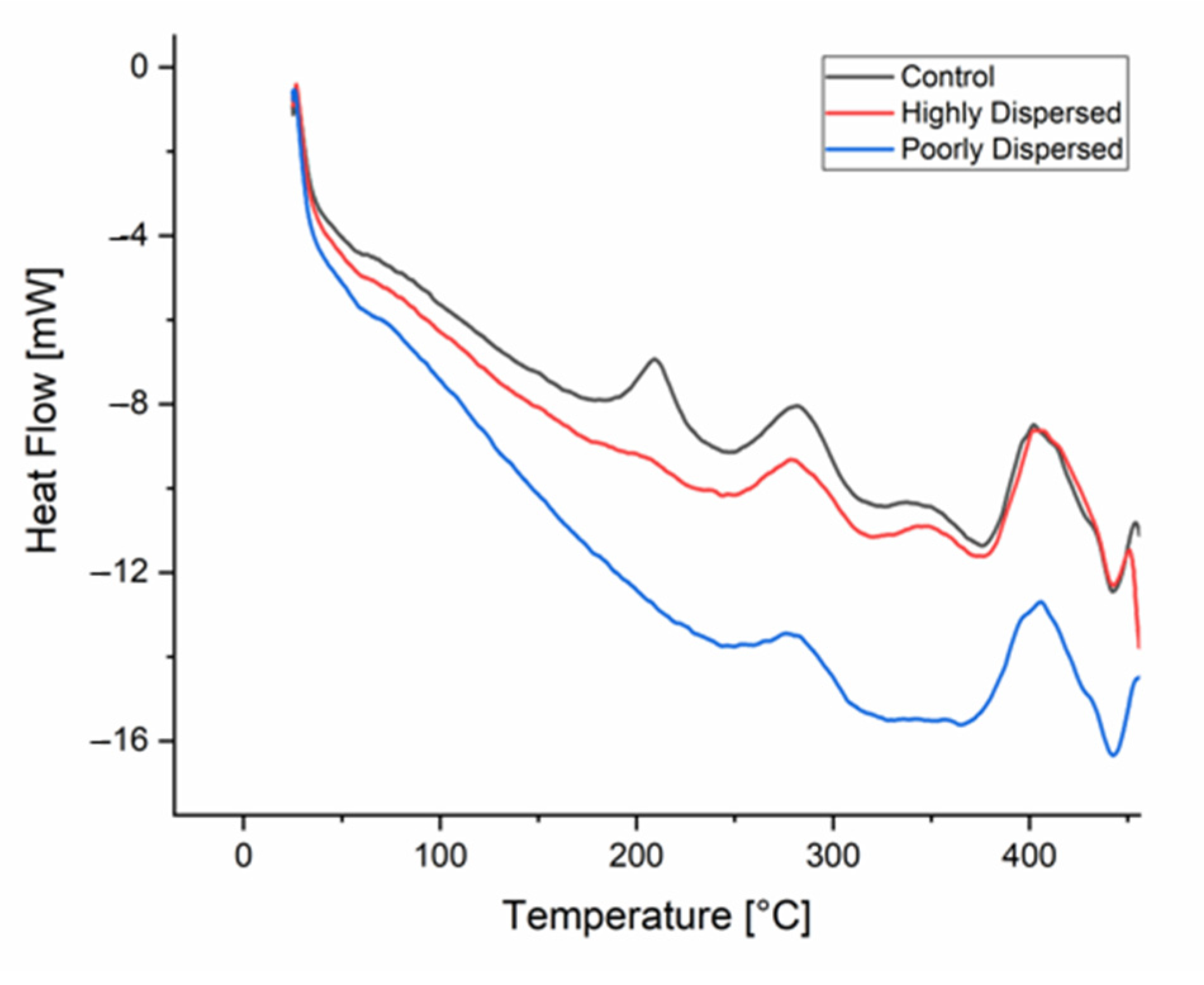
3.4. Thermal Properties of Poorly and Highly Dispersed Composites
3.5. Mechanical Properties with Varying GO Concentration
4. Conclusions
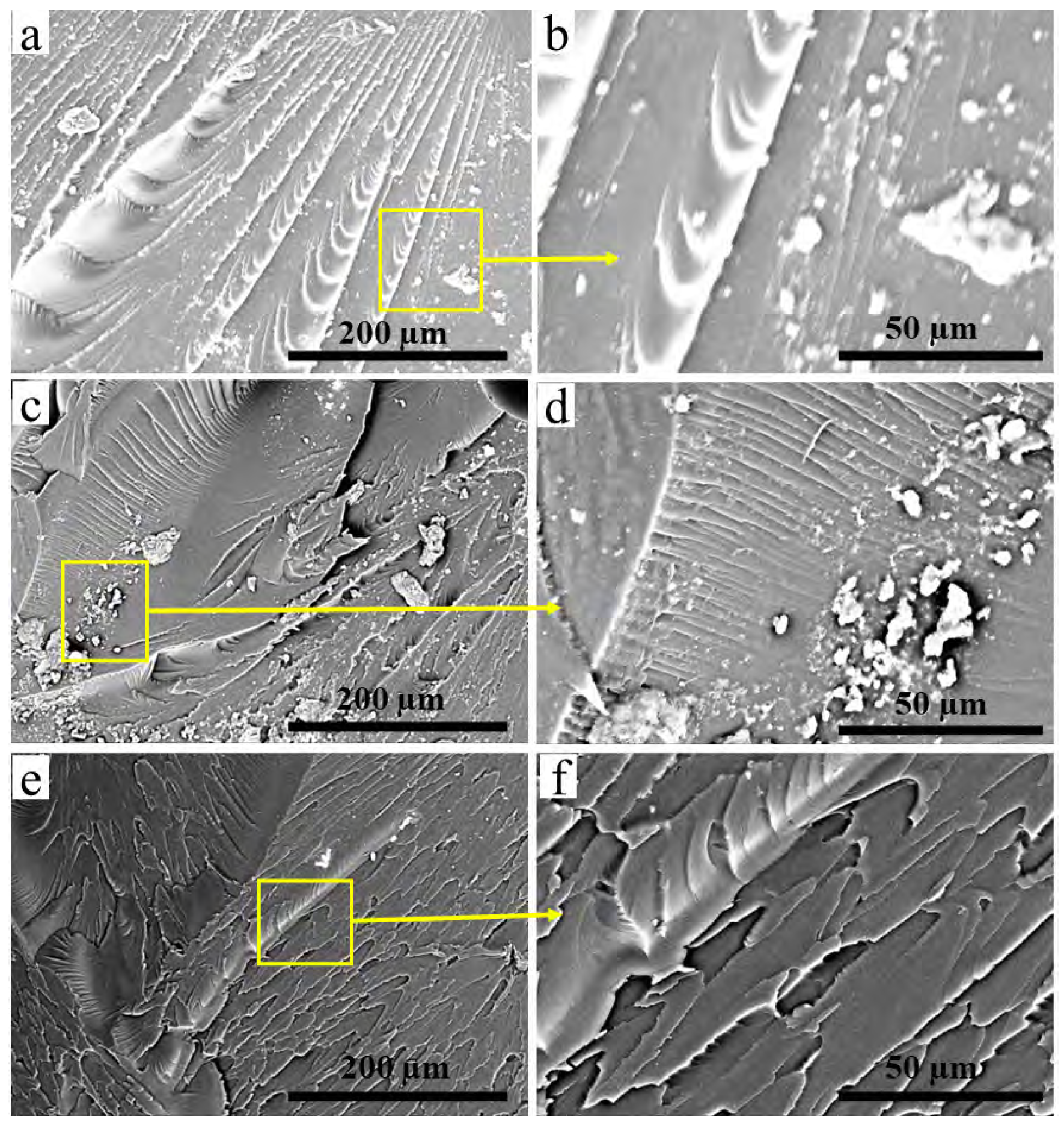
- The mechanical properties of the final 3D-printed parts greatly depend upon the sonication duration. Increasing the sonication duration up to some extent results in the breaking of GO agglomerates, which directly affects the mechanical properties. Beyond a certain duration limit, there is no effect on the breaking of clusters, but, rather, it helps the GO to re-agglomerate and form clusters. The most efficient and optimized sonication duration is 30 min, which has high dispersion.
- Similar effects were observed for ultrasonic amplitude. A low amplitude employed for more time or a high amplitude employed for less time has nearly the same properties. In fact, 70% amplitude shows high dispersion and high mechanical properties. The most favorable parameters for maximum mechanical properties achieved are 30 min and 70%.
- Thermal properties were rarely disturbed. In short, there was no or little effect on thermal properties by varying dispersion parameters.
- Increasing the GO concentration beyond 0.05 wt.% results in a gradual decrease in mechanical properties. The compressive strength was increased by 35.7% while tensile strength was increased by 43.7% compared with the control specimens. These high-strength GO-reinforced 3D-printed nanocomposites can be used in automotive and sports applications, etc.
- This graphene oxide dispersion route was employed for the first time in vat-photopolymerization-based 3D-printing and can be extended to other nanoparticles such as CNCs (cellulose nanocrystals), CNT carbon nanotubes, etc., for their uses in specific applications.
- Similarly, using various nanoparticles in commercial photopolymer resins as well as in customized lab-made resins that can be used to enhance thermal, mechanical, and electrical properties are some of the recommendations for future work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shah, M.; Ullah, A.; Azher, K.; Rehman, A.U.; Juan, W.; Aktürk, N.; Tüfekci, C.S.; Salamci, M.U. Vat photopolymerization-based 3D printing of polymer nanocomposites: Current trends and applications. RSC Adv. 2023, 13, 1456–1496. [Google Scholar] [CrossRef] [PubMed]
- Ullah, A.; Ur Rehman, A.; Salamci, M.U.; Pıtır, F.; Liu, T. The influence of laser power and scanning speed on the microstructure and surface morphology of Cu2O parts in SLM. Rapid Prototyp. J. 2022, 28, 1796–1807. [Google Scholar] [CrossRef]
- ASTM ISO/ASTM52900-15; Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM: West Conshohocken, PA, USA, 2015.
- Feng, Z.; Li, Y.; Xin, C.; Tang, D.; Xiong, W.; Zhang, H. Fabrication of Graphene-Reinforced Nanocomposites with Improved Fracture Toughness in Net Shape for Complex 3D Structures via Digital Light Processing. J. Carbon Res. 2019, 5, 25. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero-Zambrano, D.; Loganathan, A.; Boesl, B.; Agarwal, A. Stereolithography-based 3D printed photosensitive polymer/boron nitride nanoplatelets composites. Polym. Compos. 2019, 40, 379–388. [Google Scholar] [CrossRef]
- Markandan, K.; Seetoh, I.P.; Lai, C.Q. Mechanical anisotropy of graphene nanocomposites induced by graphene alignment during stereolithography 3D printing. J. Mater. Res. 2021, 36, 4262–4274. [Google Scholar] [CrossRef]
- Lai, C.Q.; Markandan, K.; Luo, B.; Lam, Y.C.; Chung, W.C.; Chidambaram, A. Viscoelastic and high strain rate response of anisotropic graphene-polymer nanocomposites fabricated with stereolithographic 3D printing. Addit. Manuf. 2021, 37, 101721. [Google Scholar] [CrossRef]
- Ullah, I.; Zhang, S.; Waqar, S. Numerical and experimental investigation on thermo-mechanically induced residual stress in high-speed milling of Ti-6Al-4V alloy. J. Manuf. Process. 2022, 76, 575–587. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G.; et al. 3D printing for polymer/particle-based processing: A review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Sampson, K.L.; Deore, B.; Go, A.; Nayak, M.A.; Orth, A.; Gallerneault, M.; Malenfant, P.R.L.; Paquet, C. Multimaterial Vat Polymerization Additive Manufacturing. ACS Appl. Polym. Mater. 2021, 3, 4304–4324. [Google Scholar] [CrossRef]
- Momper, R.; Landeta, A.I.; Yang, L.; Halim, H.; Therien-Aubin, H.; Bodenschatz, E.; Landfester, K.; Riedinger, A. Plasmonic and Semiconductor Nanoparticles Interfere with Stereolithographic 3D Printing. ACS Appl. Mater. Interfaces 2020, 12, 50834–50843. [Google Scholar] [CrossRef]
- Tsang, C.H.A.; Zhakeyev, A.; Leung, D.Y.C.; Xuan, J. GO-modified flexible polymer nanocomposites fabricated via 3D stereolithography. Front. Chem. Sci. Eng. 2019, 13, 736–743. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, S.; Liang, H.; Liu, Y.; Bai, J.; Wang, M. Digital light processing (DLP) of nano biphasic calcium phosphate bioceramic for making bone tissue engineering scaffolds. Ceram. Int. 2022, 48, 27681–27692. [Google Scholar] [CrossRef]
- Xiao, R.; Ding, M.; Wang, Y.; Gao, L.; Fan, R.; Lu, Y. Stereolithography (SLA) 3D printing of carbon fiber-graphene oxide (CF-GO) reinforced polymer lattices. Nanotechnology 2021, 32, 235702. [Google Scholar] [CrossRef] [PubMed]
- Lin, D.; Jin, S.; Zhang, F.; Wang, C.; Wang, Y.; Zhou, C.; Cheng, G.J. 3D stereolithography printing of graphene oxide reinforced complex architectures. Nanotechnology 2015, 26, 434003. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Ni, X. The effect of the inorganic nanomaterials on the UV-absorption, rheological and mechanical properties of the rapid prototyping epoxy-based composites. Polym. Bull. 2017, 74, 2063–2079. [Google Scholar] [CrossRef]
- Monzón, M.; Ortega, Z.; Hernández, A.; Paz, R.; Ortega, F. Anisotropy of Photopolymer Parts Made by Digital Light Processing. Materials 2017, 10, 64. [Google Scholar] [CrossRef]
- Asadi, A.; Alarifi, I.M.; Ali, V.; Nguyen, H.M. An experimental investigation on the effects of ultrasonication time on stability and thermal conductivity of MWCNT-water nanofluid: Finding the optimum ultrasonication time. Ultrason. Sonochemistry 2019, 58, 104639. [Google Scholar] [CrossRef]
- Ruan, B.; Jacobi, A.M. Ultrasonication effects on thermal and rheological properties of carbon nanotube suspensions. Nanoscale Res. Lett. 2012, 7, 127. [Google Scholar] [CrossRef]
- Wei, J.; Vo, T.; Inam, F. Epoxy/graphene nanocomposites—Processing and properties: A review. RSC Adv. 2015, 5, 73510–73524. [Google Scholar] [CrossRef]
- Chiappone, A.; Roppolo, I.; Naretto, E.; Fantino, E.; Calignano, F.; Sangermano, M.; Pirri, F. Study of graphene oxide-based 3D printable composites: Effect of the in situ reduction. Compos. Part B Eng. 2017, 124, 9–15. [Google Scholar] [CrossRef]
- Karak, N. Chapter 1—Fundamentals of Nanomaterials and Polymer Nanocomposites. In Nanomaterials and Polymer Nanocomposites; Karak, N., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–45. [Google Scholar]
- Manapat, J.Z.; Mangadlao, J.D.; Tiu, B.D.B.; Tritchler, G.C.; Advincula, R.C. High-Strength Stereolithographic 3D Printed Nanocomposites: Graphene Oxide Metastability. ACS Appl. Mater. Interfaces 2017, 9, 10085–10093. [Google Scholar] [CrossRef] [PubMed]
- Mahbubul, I.M.; Saidur, R.; Hepbasli, A.; Amalina, M.A. Experimental investigation of the relation between yield stress and ultrasonication period of nanofluid. Int. J. Heat Mass Transf. 2016, 93, 1169–1174. [Google Scholar] [CrossRef]
- Cai, X.; Jiang, Z.; Zhang, X.; Zhang, X. Effects of Tip Sonication Parameters on Liquid Phase Exfoliation of Graphite into Graphene Nanoplatelets. Nanoscale Res. Lett. 2018, 13, 241. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Jiang, R.; Song, W.; Liu, H. Controlling dispersion of graphene nanoplatelets in aqueous solution by ultrasonic technique. Russ. J. Phys. Chem. A 2017, 91, 1517–1526. [Google Scholar] [CrossRef]
- Montazeri, A.; Chitsazzadeh, M. Effect of sonication parameters on the mechanical properties of multi-walled carbon nanotube/epoxy composites. Mater. Des. (1980–2015) 2014, 56, 500–508. [Google Scholar] [CrossRef]
- Malas, A.; Isakov, D.; Couling, K.; Gibbons, G.J. Fabrication of High Permittivity Resin Composite for Vat Photopolymerization 3D Printing: Morphology, Thermal, Dynamic Mechanical and Dielectric Properties. Materials 2019, 12, 3818. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Li, F.; Li, L.; Zhong, G.; Zhai, Y.; Li, Z. Effects of ultrasonic time, size of aggregates and temperature on the stability and viscosity of Cu-ethylene glycol (EG) nanofluids. Int. J. Heat Mass Transf. 2019, 129, 278–286. [Google Scholar] [CrossRef]
- Tarawneh, M.a.A.; Ahmad, S.H.; EhNoum, S.; Lau, K.-t. Sonication effect on the mechanical properties of MWCNTs reinforced natural rubber. J. Compos. Mater. 2012, 47, 579–585. [Google Scholar] [CrossRef]
- Sha, X.; Beyle, A.; Ibeh, C.C. Effect of sonication on mechanical properties of polymers and nanocomposites. Tech-Connect. Briefs 2009, 2, 458–460. [Google Scholar]
- Razali, N.Z.; Abidin, M.H.; Romli, A.Z. The effect of sonication method on the mechanical properties of nanosilicon/epoxy composite. AIP Conf. Proc. 2017, 1885, 020065. [Google Scholar] [CrossRef]
- Löwa, N.; Fabert, J.-M.; Gutkelch, D.; Paysen, H.; Kosch, O.; Wiekhorst, F. 3D-printing of novel magnetic composites based on magnetic nanoparticles and photopolymers. J. Magn. Magn. Mater. 2019, 469, 456–460. [Google Scholar] [CrossRef]
- Alba, D.; Roos, A.; Wimmer, G.; Gonzalez, A.; Hanke, S.; Dos Santos, J. Application of Response Surface Methodology for Optimization of Hybrid Friction Diffusion Bonding of Tube-to-Tube-Sheet Connections in Coil-Wound Heat Exchangers. J. Mater. Res. Technol. 2019, 8, 1701–1711. [Google Scholar] [CrossRef]
- Muzamil, M.; Wu, J.; Akhtar, M.; Azher, K.; Majeed, A.; Zhang, Z.; Shazad, A. Nanoparticle-induced control (MWCNTs–TiO2) on grain size and tensile strength response and multi-response optimization on TIG welded joints. Trans. Can. Soc. Mech. Eng. 2022, 46, 626–638. [Google Scholar] [CrossRef]
- Ohyama, A.; Imai, Y. Differential Scanning Calorimetric Study of Acrylic Resin Powders Used in Dentistry. Dent. Mater. J. 2000, 19, 346–351. [Google Scholar] [CrossRef] [PubMed]
- Tang, L.-C.; Wan, Y.-J.; Yan, D.; Pei, Y.-B.; Zhao, L.; Li, Y.-B.; Wu, L.-B.; Jiang, J.-X.; Lai, G.-Q. The effect of graphene dispersion on the mechanical properties of graphene/epoxy composites. Carbon 2013, 60, 16–27. [Google Scholar] [CrossRef]
- Markandan, K.; Lai, C.Q. Enhanced mechanical properties of 3D printed graphene-polymer composite lattices at very low graphene concentrations. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105726. [Google Scholar] [CrossRef]
- Valencia, L.M.; Herrera, M.; de la Mata, M.; de León, A.S.; Delgado, F.J.; Molina, S.I. Synthesis of Silver Nanocomposites for Stereolithography: In Situ Formation of Nanoparticles. Polymers 2022, 14, 1168. [Google Scholar] [CrossRef]
- ASTM E3-01; Standard Practice for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–15.
- Gao, H.; Qiang, T. Fracture Surface Morphology and Impact Strength of Cellulose/PLA Composites. Materials 2017, 10, 624. [Google Scholar] [CrossRef]
- Zhang, S.; Li, M.; Hao, N.; Ragauskas, A.J. Stereolithography 3D Printing of Lignin-Reinforced Composites with Enhanced Mechanical Properties. ACS Omega 2019, 4, 20197–20204. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Michailidis, N.; Kechagias, J.D.; Mountakis, N.; Argyros, A.; Boura, O.; Grammatikos, S. High-performance medical-grade resin radically reinforced with cellulose nanofibers for 3D printing. J. Mech. Behav. Biomed. Mater. 2022, 134, 105408. [Google Scholar] [CrossRef] [PubMed]
- Dong, D.; Su, H.; Li, X.; Fan, G.; Zhao, D.; Shen, Z.; Liu, Y.; Guo, Y.; Yang, C.; Liu, L.; et al. Microstructures and mechanical properties of biphasic calcium phosphate bioceramics fabricated by SLA 3D printing. J. Manuf. Process. 2022, 81, 433–443. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time (min) | Amplitude (%) | GO Concentration (wt.%) | Optimized Parameter |
|---|---|---|---|
| 15, 30, 60 | 50 | 0.1 | — |
| 15, 30, 60 | 70 | 0.1 | — |
| 15, 30, 60 | 90 | 0.1 | 30, 70 |
| 30 | 90 | 0.05, 0.075, 0.25, 0.5 | 0.05 |
| Time (min) | Amplitude (%) | Compressive Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|---|
| 15 | 50 | 63 | 15 |
| 30 | 50 | 82 | 20 |
| 60 | 50 | 79 | 22 |
| 15 | 70 | 75 | 16 |
| 30 | 70 | 95 | 23.5 |
| 60 | 70 | 75 | 19.5 |
| 15 | 90 | 87 | 18 |
| 30 | 90 | 92 | 21 |
| 60 | 90 | 76 | 16 |
| Source | DF | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Amplitude (%) | 2 | 333.77 | 166.88 | 2.47 × 1029 | 0.00 |
| Time (minutes) | 2 | 773.77 | 386.88 | 5.74 × 1029 | 0.00 |
| Amp*Time | 4 | 444.88 | 111.22 | 1.65 × 1029 | 0.00 |
| Error | 9 | 0.00 | 0.00 | 0.00 | 0.00 |
| Total | 17 | 1552.44 | |||
| R-sq = 100% | R-sq(adj) = 100% |
| Source | DF | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Amplitude (%) | 2 | 5.33 | 2.66 | 1.75 × 1028 | 0.00 |
| Time (minutes) | 2 | 80.33 | 40.16 | 2.64 × 1029 | 0.00 |
| Amp*Time | 4 | 53.33 | 13.33 | 8.79 × 1028 | 0.00 |
| Error | 9 | 0.00 | 0.00 | 0.00 | 0.00 |
| Total | 17 | 139.00 | |||
| R-sq = 100% | R-sq(adj) = 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shah, M.; Ullah, A.; Azher, K.; Ur Rehman, A.; Akturk, N.; Juan, W.; Tüfekci, C.S.; Salamci, M.U. The Influence of Nanoparticle Dispersions on Mechanical and Thermal Properties of Polymer Nanocomposites Using SLA 3D Printing. Crystals 2023, 13, 285. https://doi.org/10.3390/cryst13020285
Shah M, Ullah A, Azher K, Ur Rehman A, Akturk N, Juan W, Tüfekci CS, Salamci MU. The Influence of Nanoparticle Dispersions on Mechanical and Thermal Properties of Polymer Nanocomposites Using SLA 3D Printing. Crystals. 2023; 13(2):285. https://doi.org/10.3390/cryst13020285
Chicago/Turabian StyleShah, Mussadiq, Abid Ullah, Kashif Azher, Asif Ur Rehman, Nizami Akturk, Wang Juan, Celal Sami Tüfekci, and Metin Uymaz Salamci. 2023. "The Influence of Nanoparticle Dispersions on Mechanical and Thermal Properties of Polymer Nanocomposites Using SLA 3D Printing" Crystals 13, no. 2: 285. https://doi.org/10.3390/cryst13020285
APA StyleShah, M., Ullah, A., Azher, K., Ur Rehman, A., Akturk, N., Juan, W., Tüfekci, C. S., & Salamci, M. U. (2023). The Influence of Nanoparticle Dispersions on Mechanical and Thermal Properties of Polymer Nanocomposites Using SLA 3D Printing. Crystals, 13(2), 285. https://doi.org/10.3390/cryst13020285