
Identification of Intermetallic Phases Limiting the Growth of Austenite Grains in the Low-Pressure Carburizing Process



Abstract
:1. Introduction
2. Materials and Methods
3. Results
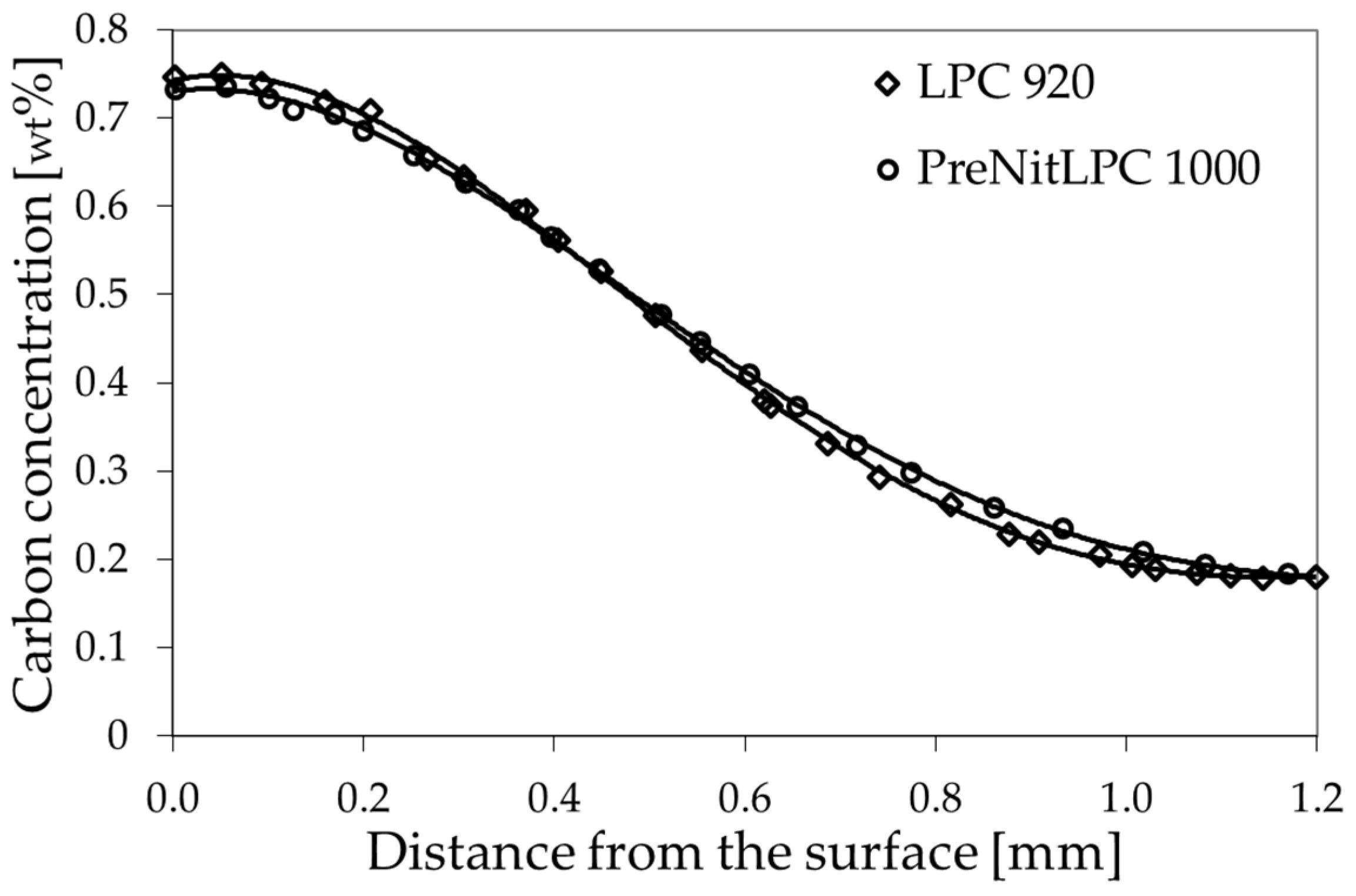
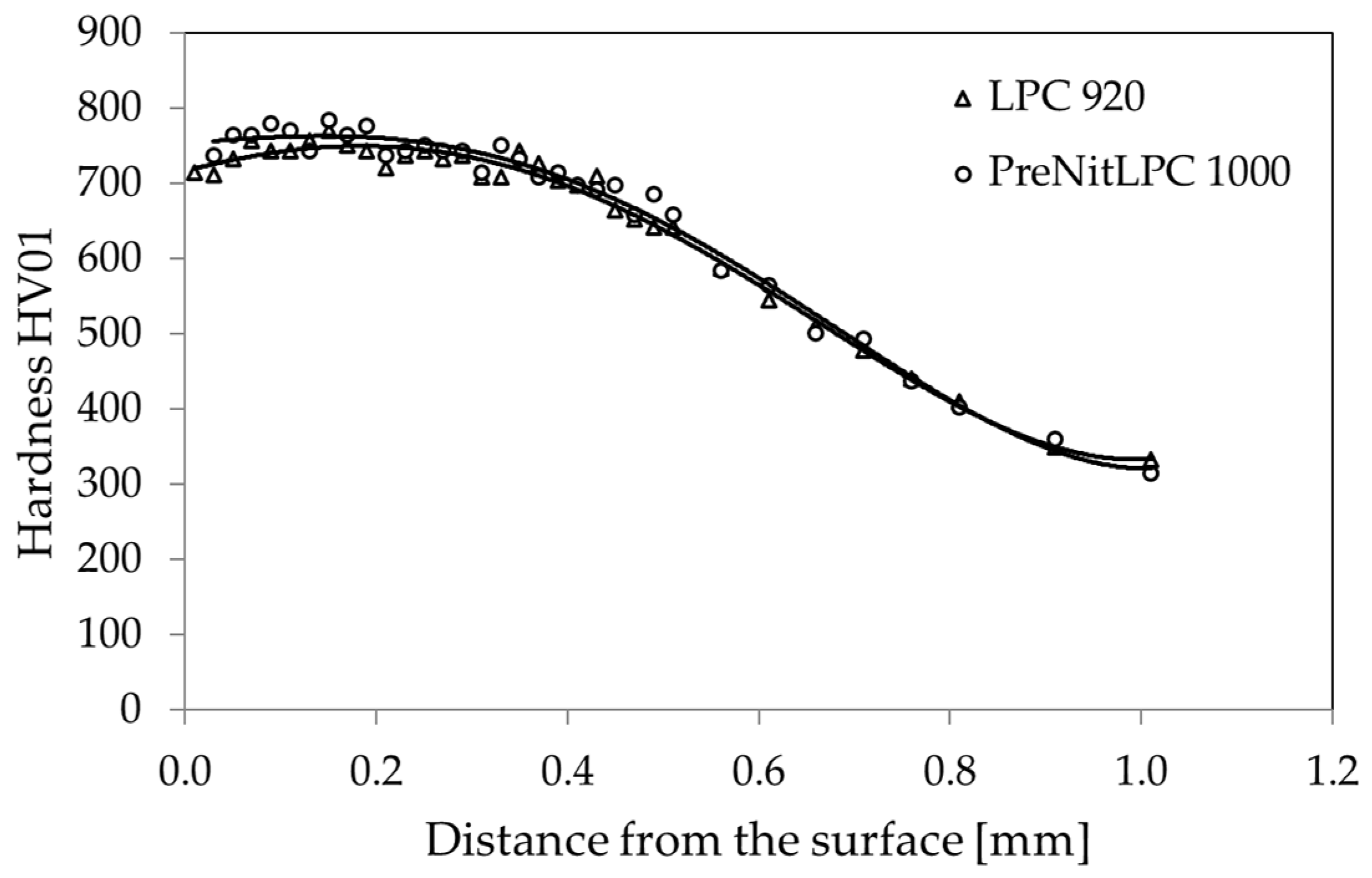
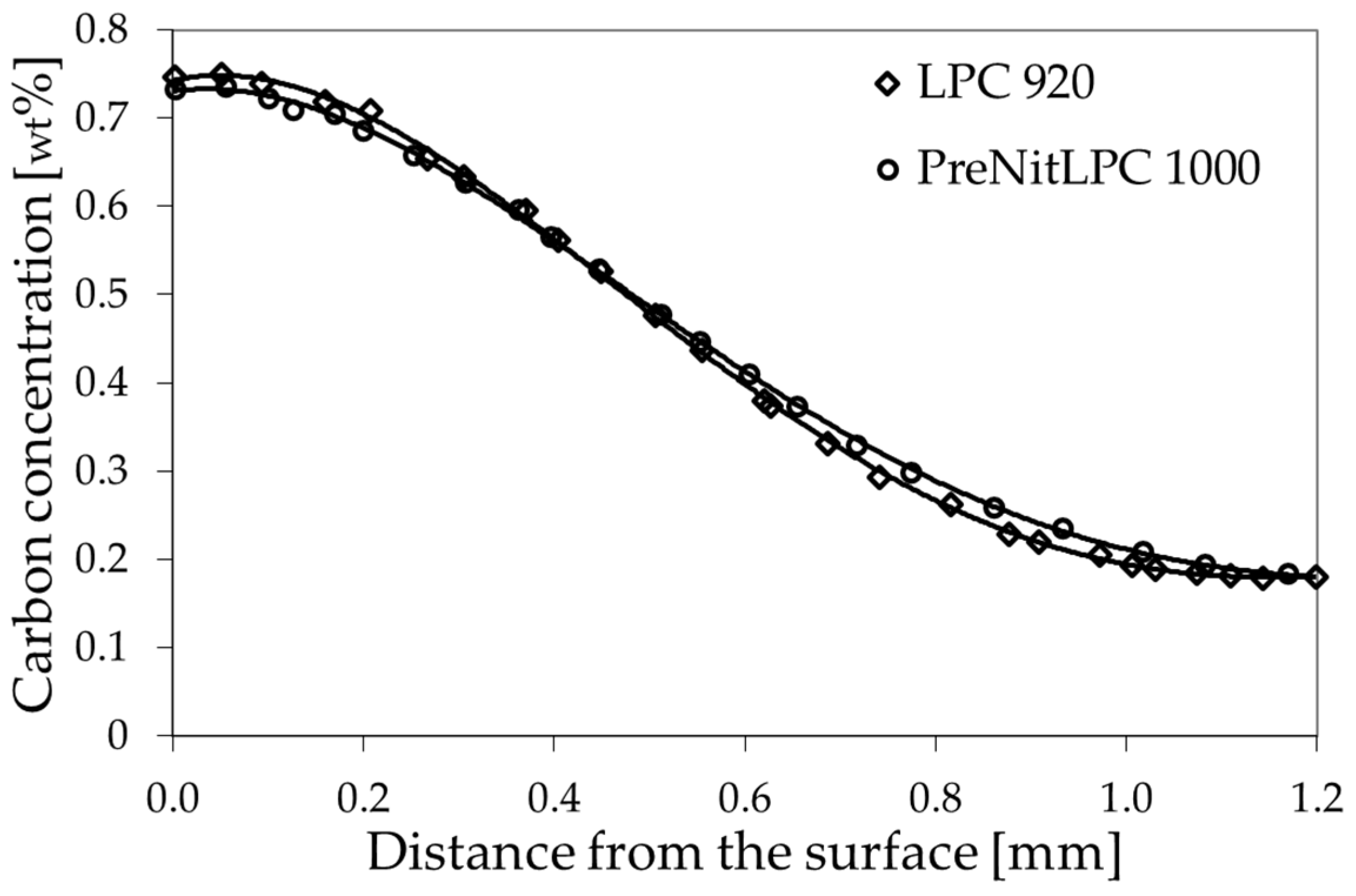
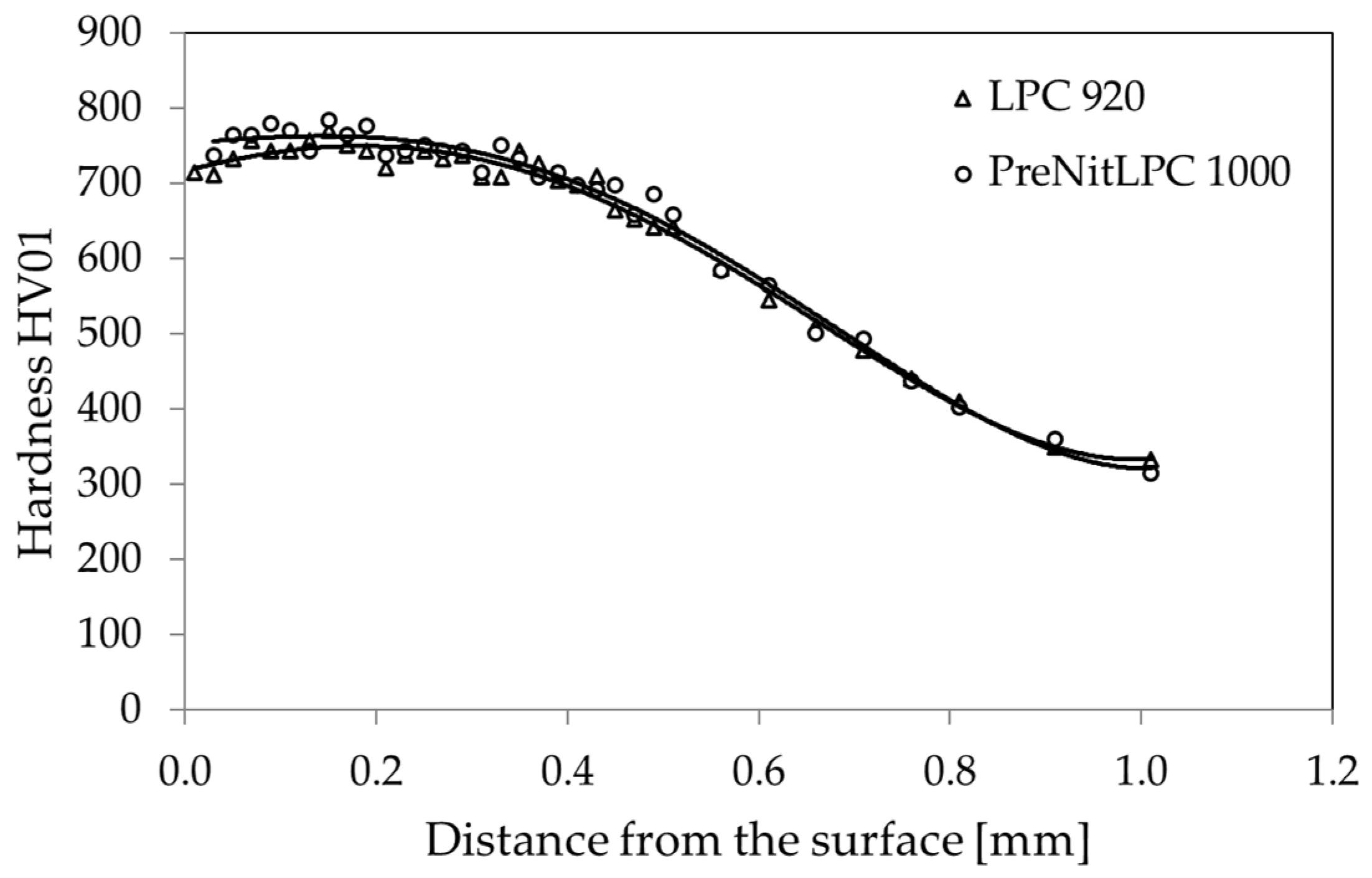
3.1. Carbon Concentration Gradient and Microhardness Distribution in the Surface Layer of Precipitates of 16MnCr5 Steel after LCP and PreNitLPC® Processes
3.2. Nitrogen Concentration Gradient in the Surface Layer of 16MnCr5 Steel after the PreNitLPC® Process
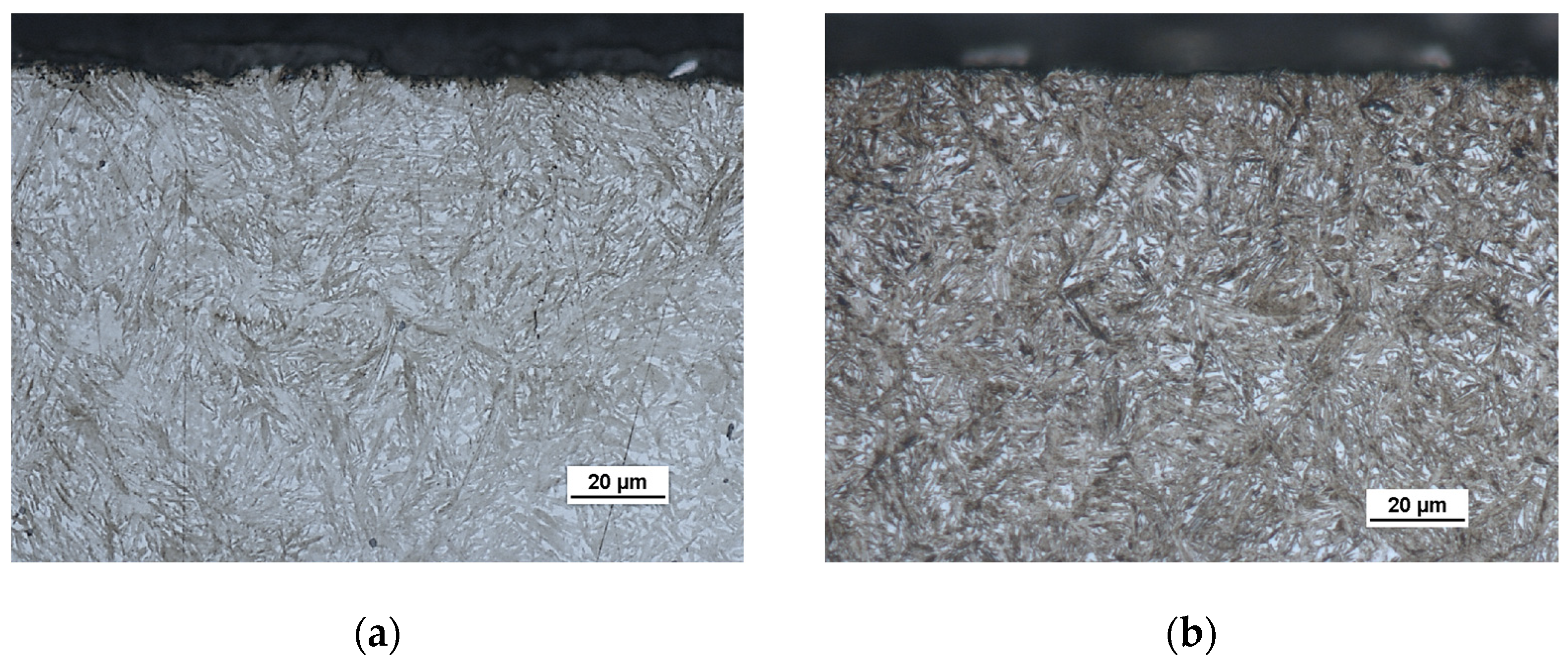
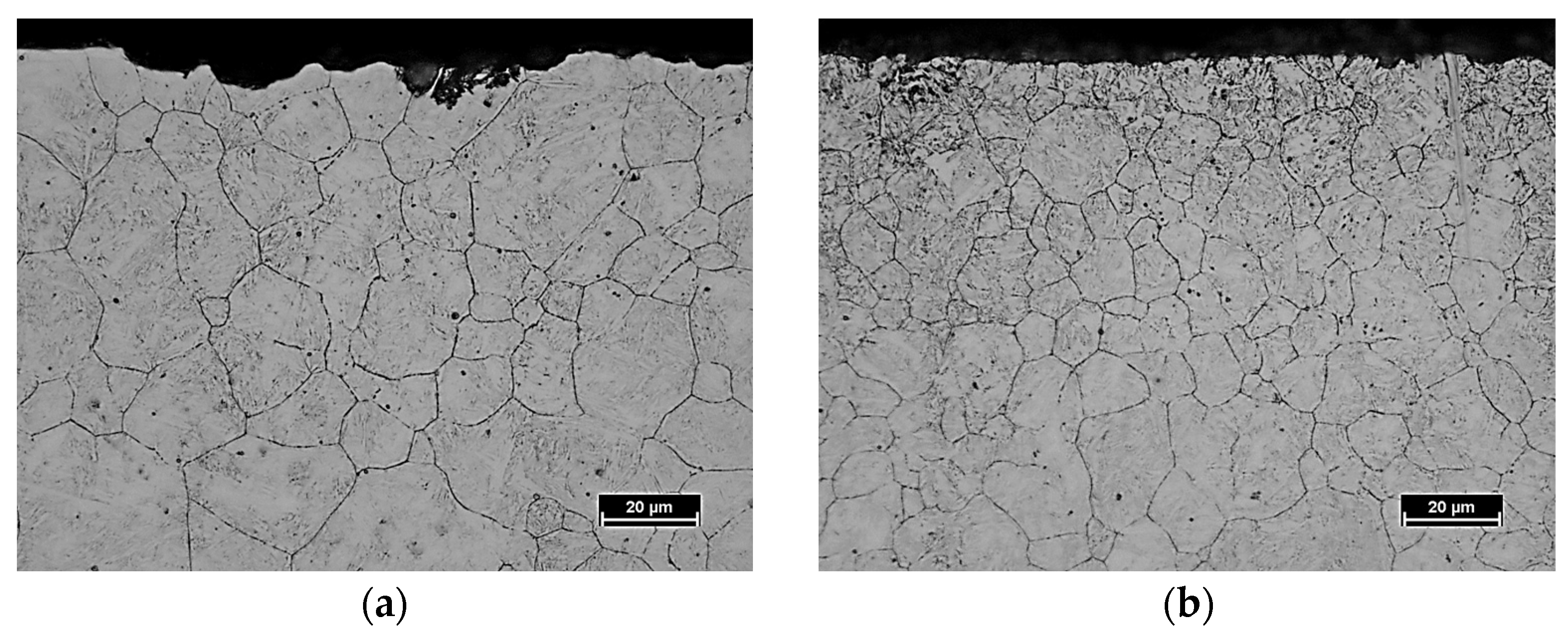
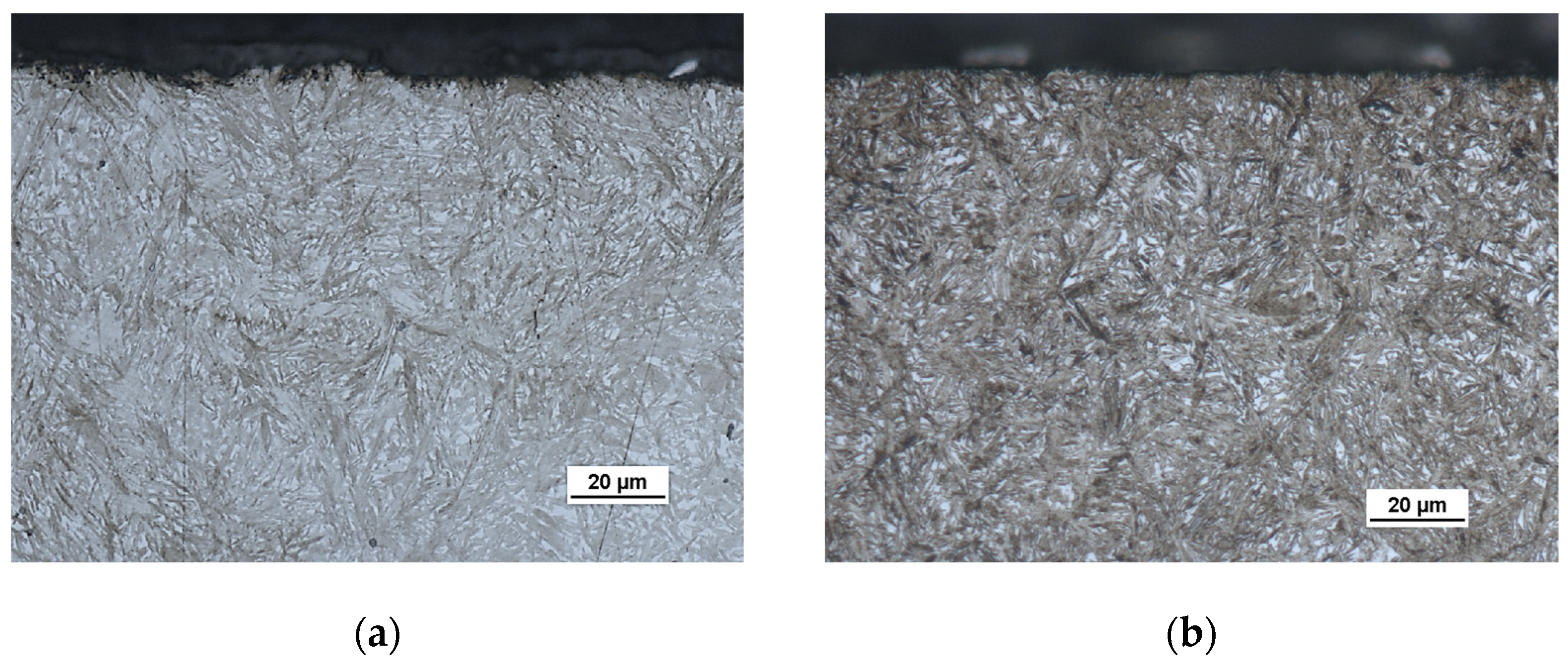
3.3. Microstructure Studies of the Surface Layer of 16MnCr5 Steel after LPC and PreNitLPC® Processes—Determination of Austenite Grain Size
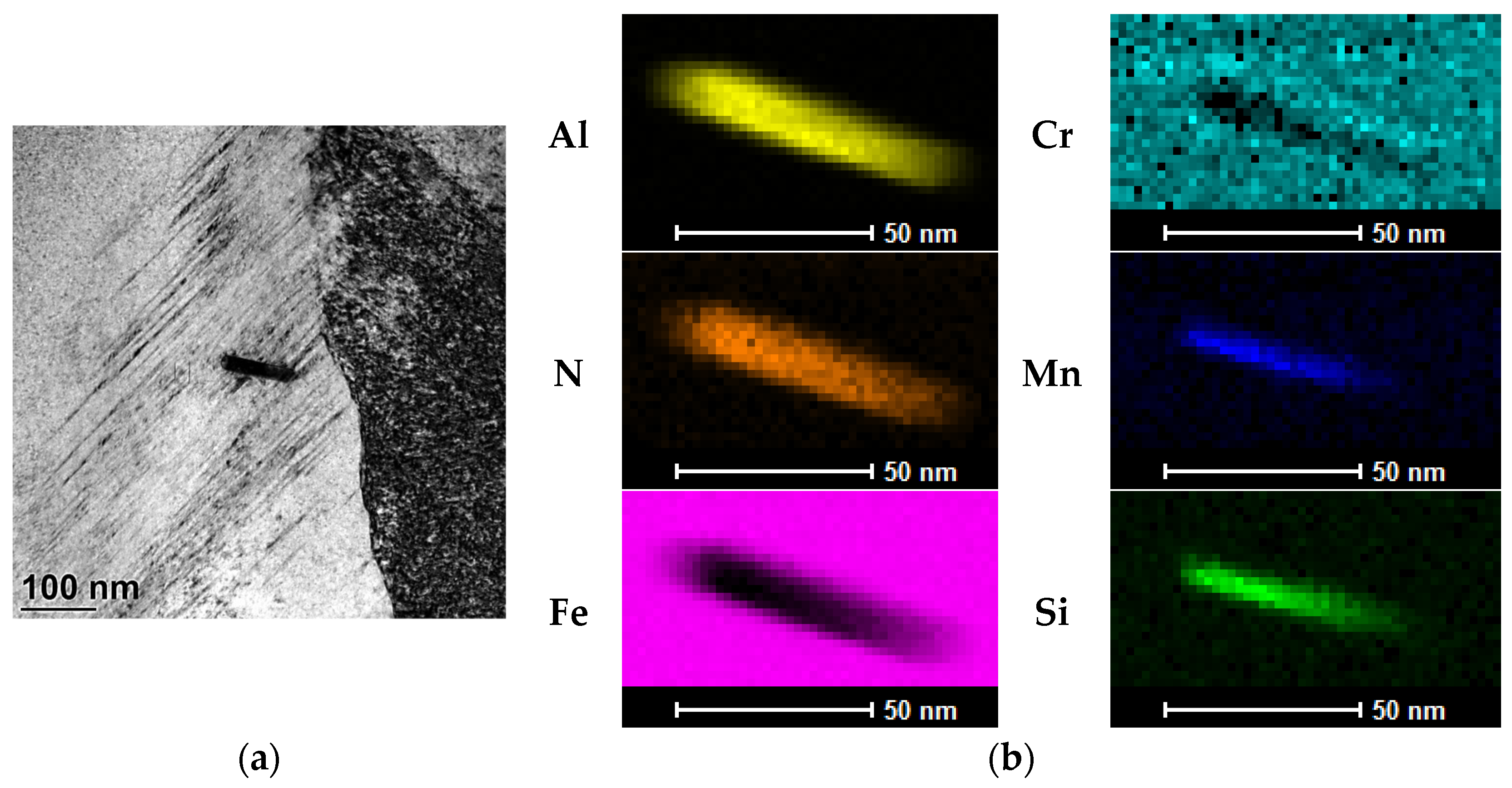
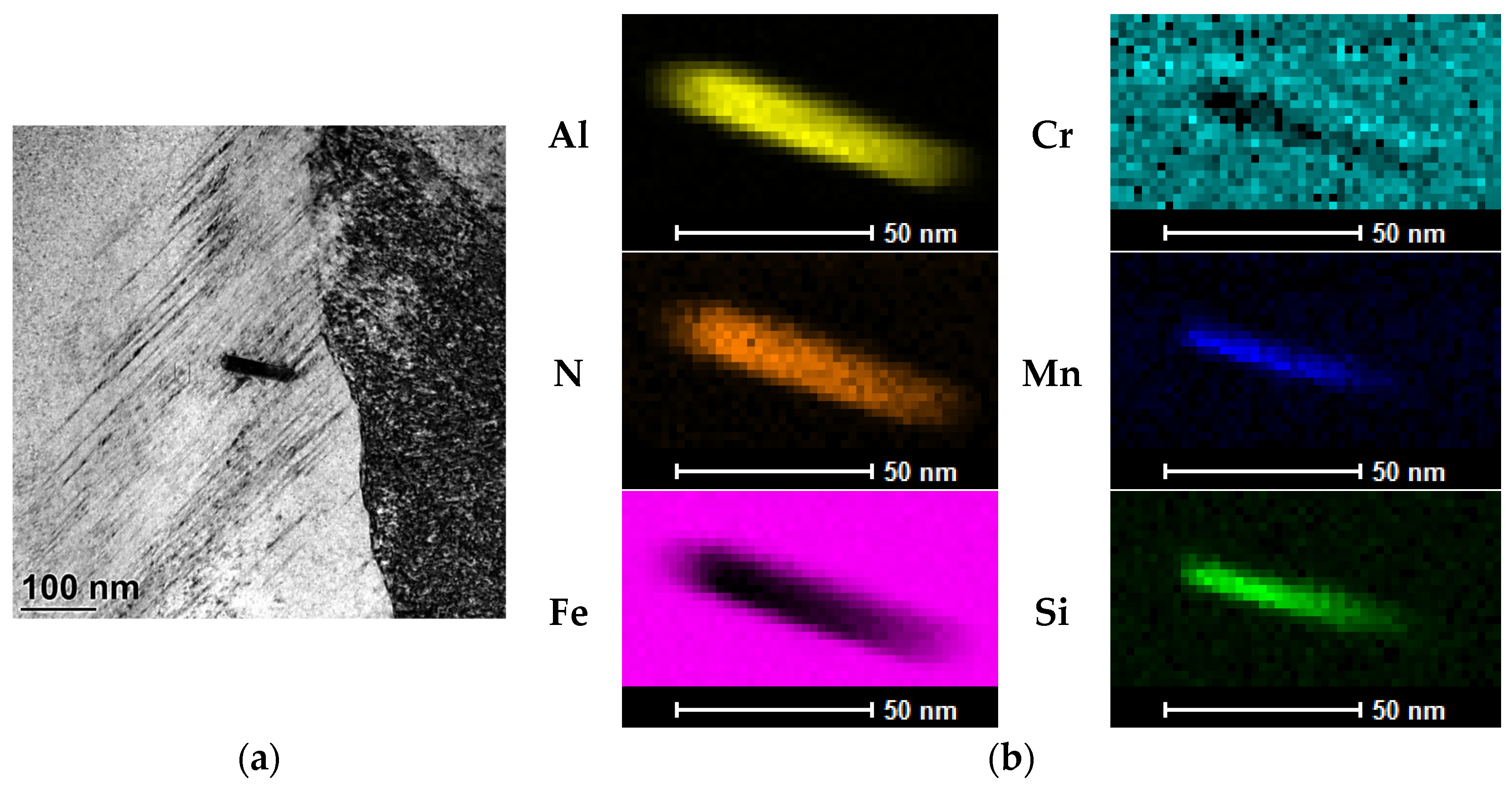
3.4. Identification of Intermetallic Phases in the Surface Layer of 16MnCr5 Steel after the PreNitLPC® Process
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Grafen, W.; Hornung, M.; Irretier, O.; Rink, M. Applications of Low-Pressure Carburizing with High Temperatures (1000 Deg C to 1050 Deg C) in Industrial Practice. Hart. Tech. Mitteilungen 2007, 62, 97–102. [Google Scholar]
- Kula, P.; Pietrasik, R.; Paweta, S.; Dybowski, K.; Kaczmarek, L.; Gladka, A. High Temperature Low Pressure Carburizing with Prenitriding Process—The Economic Option for Vacuum Carburizing. Chiang Mai J. Sci. 2013, 40, 865–873. [Google Scholar]
- Korecki, M.; Kula, P.; Pietrasik, R.; Dybowski, K.; Krasowski, M. Reducing Carburizing Time by PreNitLPC® Technology. In Proceedings of the ASM 25th Heat Treating Society Conference, Indianapolis, IN, USA, 14–17 September 2009; Volume 14, p. 17. [Google Scholar]
- Gräfen, W.; Edenhofer, B. New Developments in Thermo-Chemical Diffusion Processes. Surf. Coat. Technol. 2005, 200, 1830–1836. [Google Scholar] [CrossRef]
- Kula, P.; Pietrasik, R.; Dybowski, K. Vacuum Carburizing—Process Optimization. J. Mater. Process. Technol. 2005, 164, 876–881. [Google Scholar] [CrossRef]
- Bleck, W.; Hippenstiel, F.; Hoffmann, F.; Pichard, C.; Kueper, A.; Smith, H.; Leppänen, R.; Bertrand, C. Development of Carburising Steels for Ultra High Process Temperatures; European Commission: Brussels, Belgium, 2003; pp. 1–209.
- Gao, N.; Baker, T.N. Austenite Grain Growth Behaviour of Microalloyed Al–V–N and Al–V–Ti–N Steels. ISIJ Int. 1998, 38, 744–751. [Google Scholar] [CrossRef]
- Matlock, D.K.; Krauss, G.; Speer, J.G. New Microalloyed Steel Applications for the Automotive Sector. In Materials Science Forum; Trans Tech Publications: Stafa-Zurich, Switzerland, 2005; Volume 500, pp. 87–96. [Google Scholar]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Effects of Heating Rate on Austenite Grain Growth in a Ti-Modified SAE 8620 Steel with Controlled Niobium Additions. ISIJ Int. 2007, 47, 1034–1041. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Influence of Niobium Microalloying on Austenite Grain Coarsening Behavior of Ti-Modified SAE 8620 Steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Davidson, S.G.; Wise, J.P.; Speer, J.G. The influence of titanium on grain size in mGH-temperature carburized steels. In Proceedings of the ASM 20th Heat Treating Conference, St. Louis, MO, USA, 9–12 October 2000. [Google Scholar]
- Kubota, M.; Ochi, T. Development of Anti-Coarsening Extra-Fine Steel for Carburizing. Nippon. Steel Tech. Rep. 2003, 88, 81–86. [Google Scholar]
- Ma, L.; Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Influence of Niobium Microalloying on Rotating Bending Fatigue Poperties of Case Carburized Steels. Mater. Sci. Eng. A 2008, 498, 258–265. [Google Scholar] [CrossRef]
- San Martín, D.; Caballero, F.G.; Capdevila, C.; De Andres, C.G. Austenite Grain Coarsening under the Influence of Niobium Carbonitrides. Mater. Trans. 2004, 45, 2797–2804. [Google Scholar]
- Thompson, R.E.; Matlock, D.K.; Speer, J.G. The Fatigue Performance of High Temperature Vacuum Carburized Nb Modified 8620 Steel. SAE Trans. 2007, 116, 392–407. [Google Scholar]
- Ureshino, Y.; Nakano, O.; Fukuda, K.; Fujiwara, T. Development of New Alloy Steel for High-Temperature Low Pressure Carburizing; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2002. [Google Scholar]
- Gladman, T. Grain Size Control; CRC Press: Boca Raton, FL, USA, 2020; ISBN 978-1-00-010708-1. [Google Scholar]
- Saito, G.; Sakaguchi, N.; Ohno, M.; Matsuura, K.; Takeuchi, M.; Sano, T.; Minoguchi, K.; Yamaoka, T. Effects of Concentrations of Micro-Alloying Elements and Hot-Forging Temperature on Austenite Grain Structure Formed during Carburization of Case-Hardening Steel. ISIJ Int. 2020, 60, 2549–2557. [Google Scholar] [CrossRef]
- Graux, A.; Cazottes, S.; De Castro, D.; San Martín, D.; Capdevila, C.; Cabrera, J.M.; Molas, S.; Schreiber, S.; Mirković, D.; Danoix, F.; et al. Precipitation and Grain Growth Modelling in Ti-Nb Microalloyed Steels. Materialia 2019, 5, 100233. [Google Scholar] [CrossRef]
- Sha, Q.; Sun, Z. Grain Growth Behavior of Coarse-Grained Austenite in a Nb–V–Ti Microalloyed Steel. Mater. Sci. Eng. A 2009, 523, 77–84. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Liu, Y.; Liu, C.; Dong, J.; Yu, L.; Li, H. Study of the Kinetics of Austenite Grain Growth by Dynamic Ti-Rich and Nb-Rich Carbonitride Dissolution in HSLA Steel: In-Situ Observation and Modeling. Mater. Charact. 2020, 169, 110612. [Google Scholar] [CrossRef]
- de Morais, R.F.; Reguly, A.; de Almeida, L.H. Transmission Electron Microscopy Characterization of a Nb Microalloyed Steel for Carburizing at High Temperatures. J. Mater. Eng. Perform. 2006, 15, 494–498. [Google Scholar] [CrossRef]
- Liu, X.; Li, T.; Zhao, C.; Wang, Y. Effect of Nb, Ti Microalloying on Hot Deformation Behavior of High Strength Steel. AIP Adv. 2023, 13, 075317. [Google Scholar] [CrossRef]
- Militzer, M.; Hawbolt, E.B.; Ray Meadowcroft, T.; Giumelli, A. Austenite Grain Growth Kinetics in Al-Killed Plain Carbon Steels. Metall. Mater. Trans. A 1996, 27, 3399–3409. [Google Scholar] [CrossRef]
- Pous-Romero, H.; Lonardelli, I.; Cogswell, D.; Bhadeshia, H.K.D.H. Austenite Grain Growth in a Nuclear Pressure Vessel Steel. Mater. Sci. Eng. A 2013, 567, 72–79. [Google Scholar] [CrossRef]
- Hansen, S.S.; Sande, J.B.V.; Cohen, M. Niobium Carbonitride Precipitation and Austenite Recrystallization in Hot-Rolled Microalloyed Steels. Met. Trans. A 1980, 11, 387–402. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; De Ardo, A.J. Compositional and Microstructural Changes Which Attend Reheating and Grain Coarsening in Steels Containing Niobium. Met. Mater. Trans. A 1994, 25, 277–286. [Google Scholar] [CrossRef]
- Speer, J.G.; Hansen, S.S. Austenite Recrystallization and Carbonitride Precipitation in Niobium Microalloyed Steels. Met. Trans. A 1989, 20, 25–38. [Google Scholar] [CrossRef]
- Wilson, F.G.; Gladman, T. Aluminium Nitride in Steel. Int. Mater. Rev. 1988, 33, 221–286. [Google Scholar] [CrossRef]
- Hashimoto, K.; Tanaka, T.; Nishimori, H.; Hiraoka, K. Grain Growth Property of Ti-Modified Carburizing Steels; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2005. [Google Scholar]
- Tanaka, T.; Fujimatsu, T.; Hashimoto, K.; Hiraoka, K. Austenite Grain Stability of Titanium-Modified Carburizing Steel. Solid State Phenom. 2006, 118, 3–8. [Google Scholar] [CrossRef]
- Apple, C.A.; Krauss, G. Microcracking and Fatigue in a Carburized Steel. Metall. Trans. 1973, 4, 1195–1200. [Google Scholar] [CrossRef]
- Krishtal, M.A.; Tsepov, S.N. Properties of Steels after High-Temperature Vacuum Carburizing. Met. Sci. Heat Treat. 1980, 22, 379–385. [Google Scholar] [CrossRef]
- Kula, P.; Olejnik, J.; Heilman, P. Method for Under-Pressure Carburizing of Steel Workpieces. U.S. Patent 7550049B2, 23 June 2009. [Google Scholar]
- Kula, P.; Pietrasik, R.; Dybowski, K.; Paweta, S.; Wołowiec, E. Properties of Surface Layers Processed by a New, High-Temperature Vacuum Carburizing Technology with Prenitriding—PreNitLPC®. Adv. Mater. Res. 2012, 452–453, 401–406. [Google Scholar] [CrossRef]
- Kula, P.; Kaczmarek, Ł.; Dybowski, K.; Pietrasik, R.; Krasowski, M. Activation of Carbon Deposit in the Process of Vacuum Carburizing with Preliminary Nitriding. Vacuum 2013, 87, 26–29. [Google Scholar] [CrossRef]
- Szala, J. Application of Computer Picture Analysis Methods to Quantitative Assessment of Structure in Materials. Sci. J. Silesian Univ. Technol. 2008, 82, 34–42. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Ni | Cr | Cu | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.16 | 1.21 | 0.37 | 0.022 | 0.030 | 0.19 | 0.96 | 0.16 | 0.03 | 0.027 | rest |
| Carburizing Temperature | Temperature Range for Ammonia Feeding | Surface Concentration of Carbon | Effective Layer Thickness (ECD) | Total Layer Thickness (TCD) | Process Time Boost/Diffusion |
|---|---|---|---|---|---|
| [°C] | [°C] | [wt%] | [mm] | [mm] | [min.] |
| 920 | - | 0.75 | 0.6 | 1.0 | 5/10, 4/16, 4/23, 3.5/30, 3/42, 3/40 |
| 1000 | 400–700 | 4.5/6, 3/16, 2/17 |
| LPC | PreNitLPC® | |
|---|---|---|
| Average number of precipitates | 8 | 54 |
| Standard deviation | 1.7 | 8.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dybowski, K.; Klimek, L. Identification of Intermetallic Phases Limiting the Growth of Austenite Grains in the Low-Pressure Carburizing Process. Crystals 2023, 13, 1683. https://doi.org/10.3390/cryst13121683
Dybowski K, Klimek L. Identification of Intermetallic Phases Limiting the Growth of Austenite Grains in the Low-Pressure Carburizing Process. Crystals. 2023; 13(12):1683. https://doi.org/10.3390/cryst13121683
Chicago/Turabian StyleDybowski, Konrad, and Leszek Klimek. 2023. "Identification of Intermetallic Phases Limiting the Growth of Austenite Grains in the Low-Pressure Carburizing Process" Crystals 13, no. 12: 1683. https://doi.org/10.3390/cryst13121683
APA StyleDybowski, K., & Klimek, L. (2023). Identification of Intermetallic Phases Limiting the Growth of Austenite Grains in the Low-Pressure Carburizing Process. Crystals, 13(12), 1683. https://doi.org/10.3390/cryst13121683