
Effect of Plasma Etching Depth on Subsurface Defects in Quartz Crystal Elements


Abstract
:1. Introduction
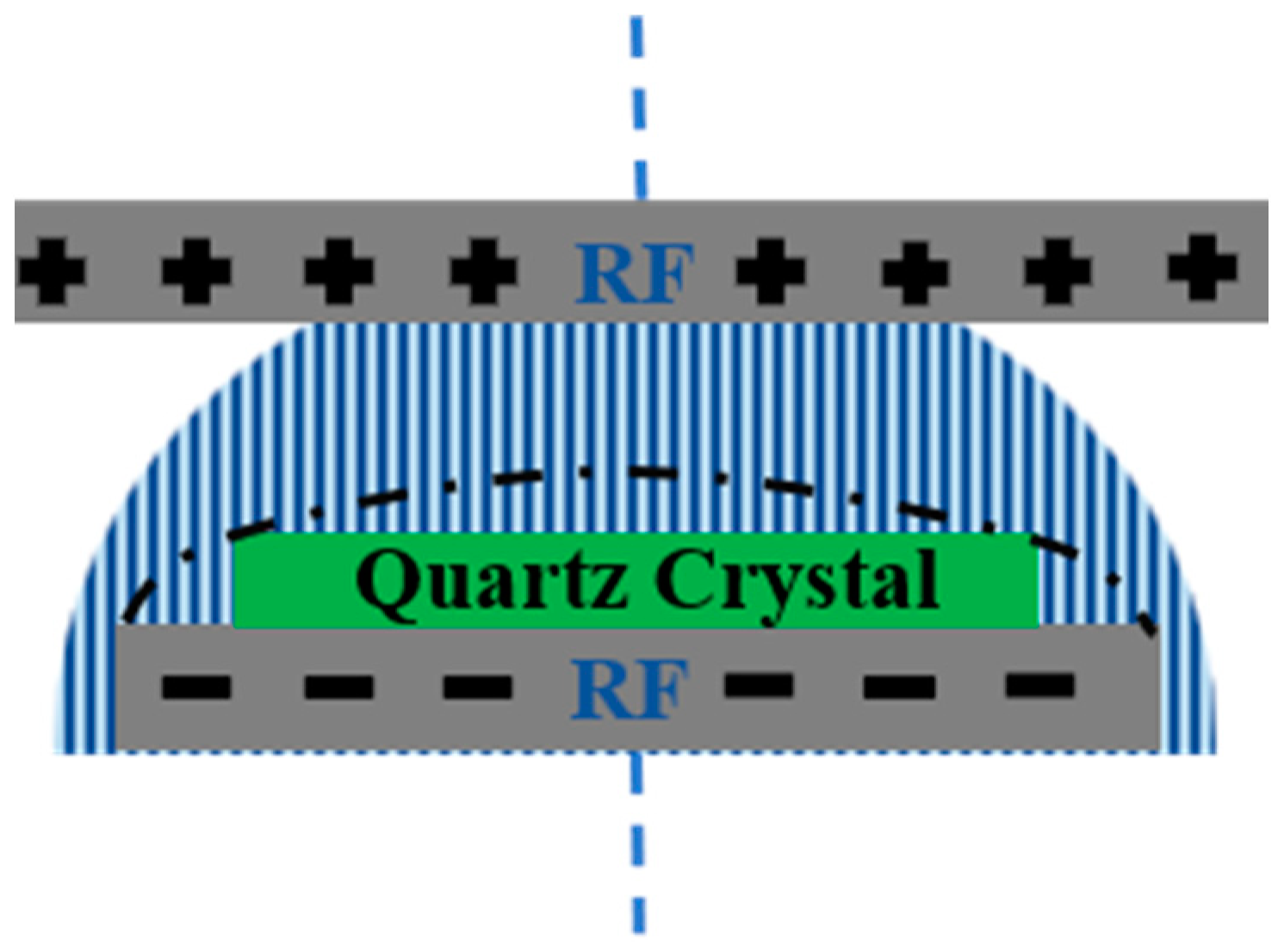
2. Experimental Section
3. Results and Discussion
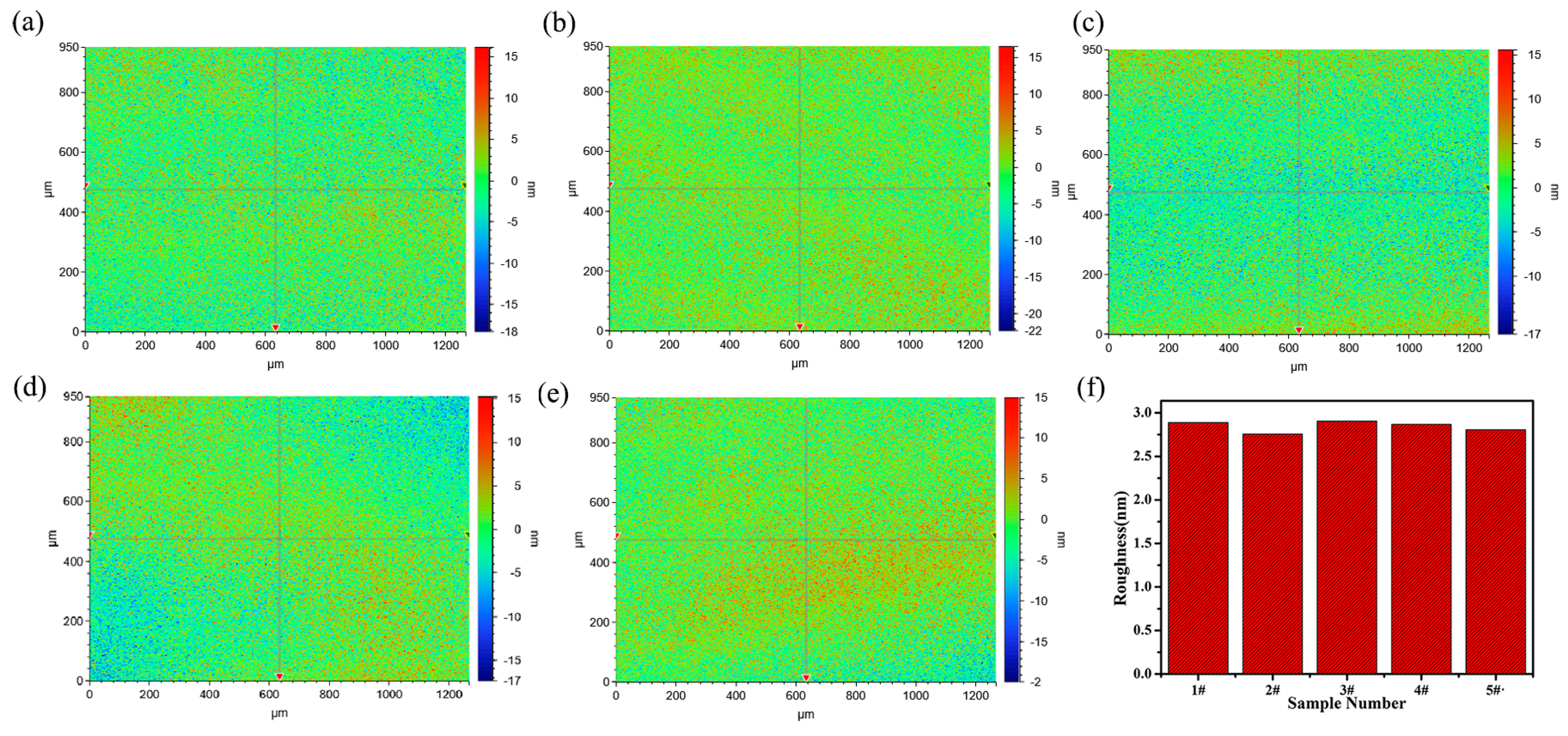
3.1. Surface Roughness Analysis
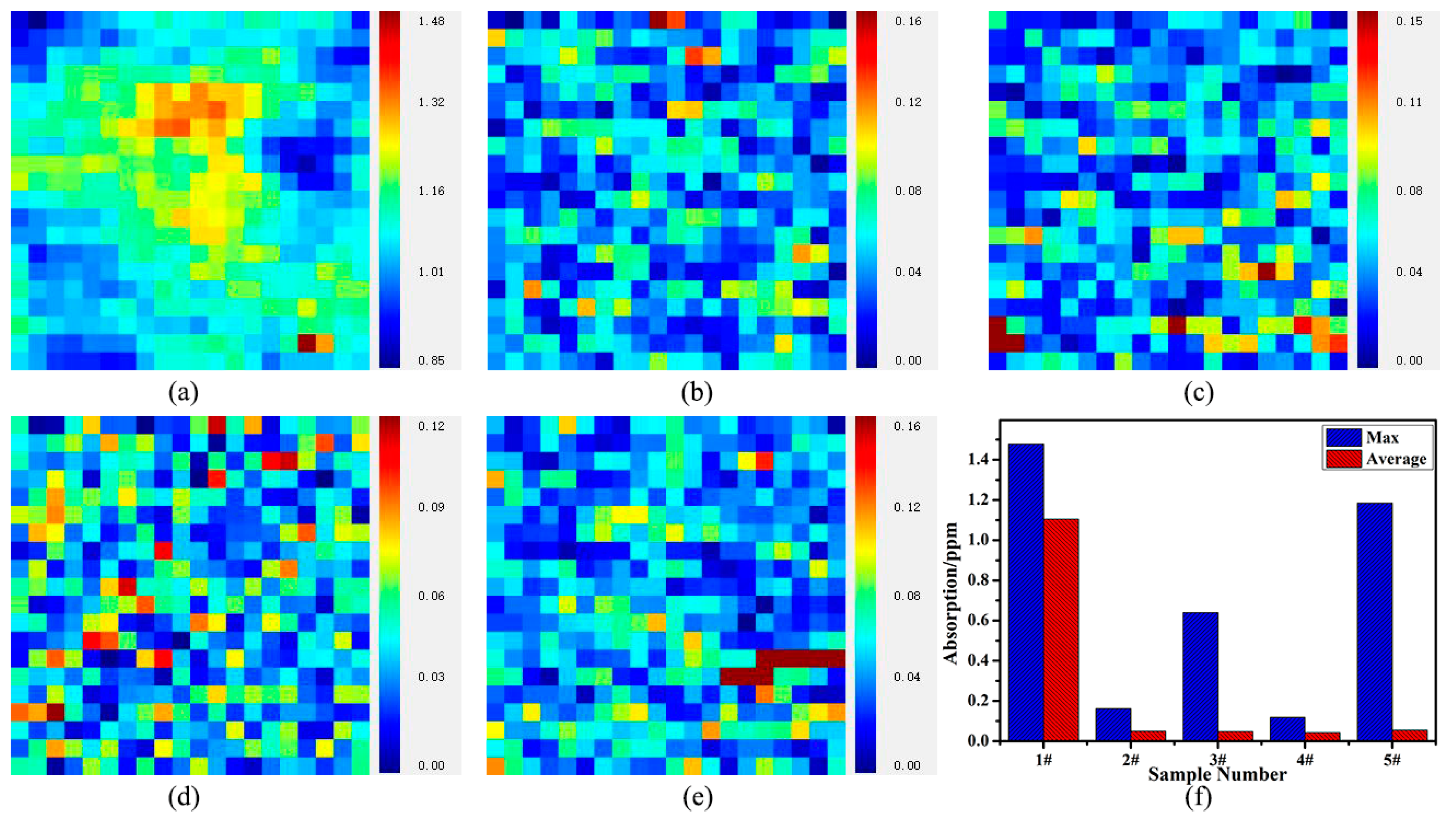
3.2. Photothermal Weak Absorption Analysis
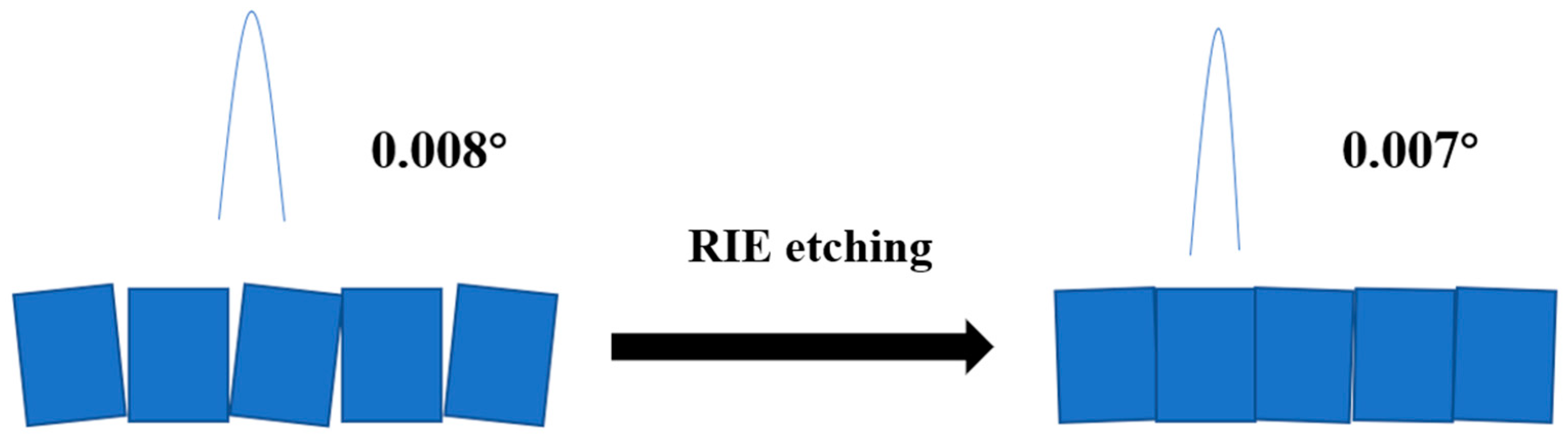
3.3. X-ray Diffraction Analysis
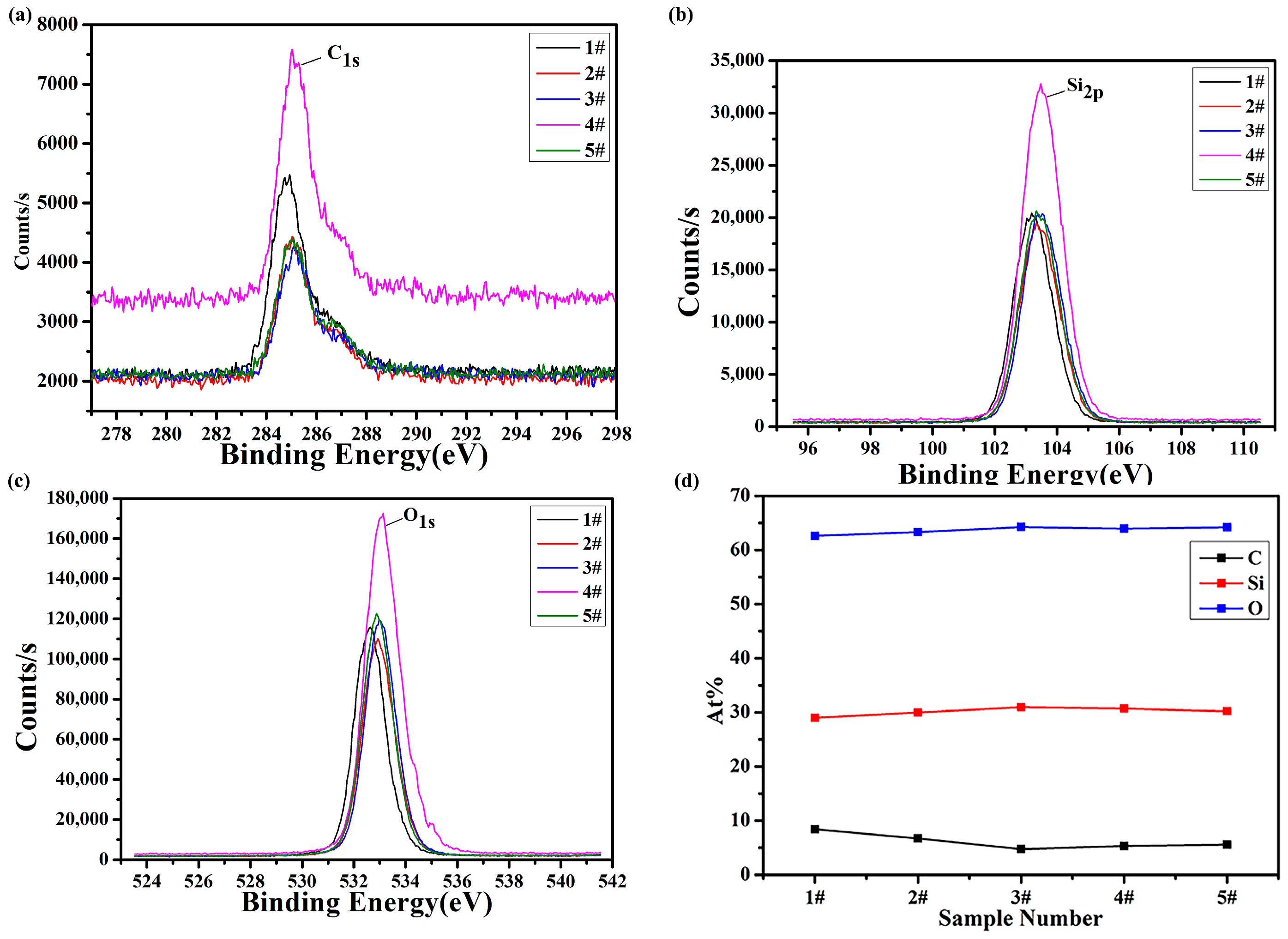
3.4. Chemical Structure Analysis
3.5. Fluorescence Spectral Analysis
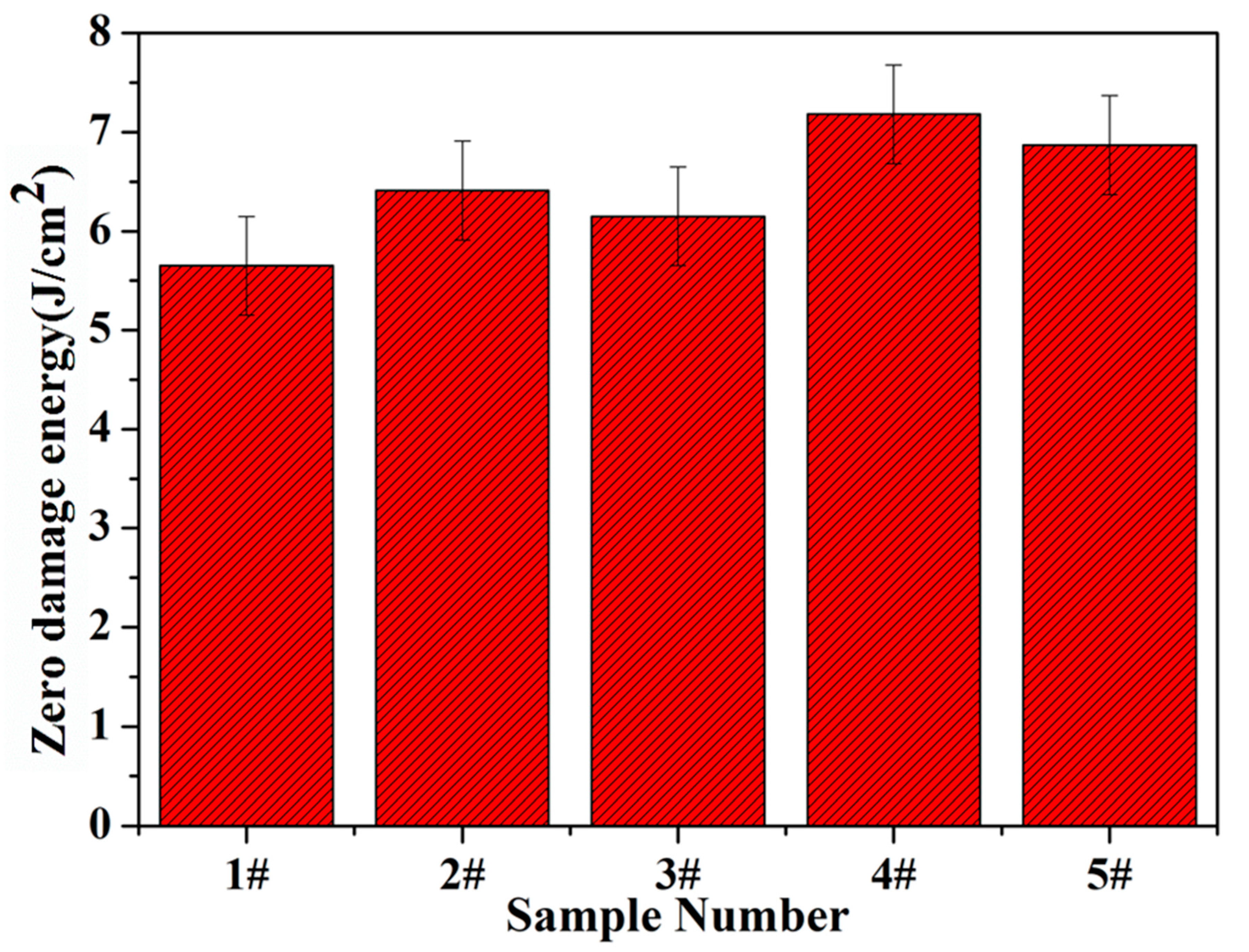
3.6. Laser Damage Threshold of the Sample
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Feng, Q.; Deng, H.; Huang, S.; Li, B.; Xiang, X.; Li, L.; Zu, X. Strong UV laser absorption source near 355 nm in fused silica and its origination. Opt. Express 2021, 29, 31849–31858. [Google Scholar] [CrossRef]
- Xiao, P.; Xin, C.; Chao, W.; Song, W.; Kai, N.; Zhen, N.; Yi, H.; Zhi, J.; Zhen, C.; Jian, S. Laser-based defect characterization and removal process for manufacturing fused silica optic with high ultraviolet laser damage threshold. Light Adv. Manuf. 2023, 4, 21. [Google Scholar]
- Zhong, Y.; Dai, Y.; Shi, F.; Song, C.; Tian, Y.; Lin, Z.; Shen, Y. Effects of ion beam etching on the nanoscale damage precursor evolution of fused silica. Materials 2020, 13, 1294. [Google Scholar] [CrossRef]
- Suratwala, T.I.; Miller, P.E.; Bude, J.D.; Steele, W.A.; Shen, N.; Monticelli, M.V.; Wong, L.L. HF-based etching processes for improving laser damage resistance of fused silica optical surfaces. J. Am. Ceram. Soc. 2011, 94, 416–428. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, C.; Shi, F.; Tian, Y.; Lin, Z. Research on rapid repairing of surface laser damage of fused silica optics. In Second Target Recognition and Artificial Intelligence Summit Forum; SPIE: Bellingham, WA, USA, 2020; Volume 11427, pp. 1006–1012. [Google Scholar]
- Long, J.; Ross, D.; Tastepe, E.; Lamb, M.; Funamoto, Y.; Shima, D.; Yamaguchi, H. Fused silica contamination layer removal using magnetic field-assisted finishing. J. Am. Ceram. Soc. 2020, 103, 3008–3019. [Google Scholar] [CrossRef]
- Li, Y.; Yuan, Z.; Wang, J.; Xu, Q. Laser-induced damage characteristics in fused silica surface due to mechanical and chemical defects during manufacturing processes. Opt. Laser Technol. 2017, 91, 149–158. [Google Scholar] [CrossRef]
- Menapace, J.A.; Penetrante, B.; Miller, P.E.; Parham, T.; Nichols, M.; Peterson, J.; Slomba, A. Combined advanced finishing and UV-laser conditioning for producing UV-damage-resistant fused silica optics. In Optical Fabrication and Testing; Optica Publishing Group: Washington, DC, USA, 2002; p. OMB4. [Google Scholar]
- Ishizuki, H.; Yahia, V.; Taira, T. Characteristics of crystal quartz for high-intensity, sub-nanosecond wavelength conversion. Opt. Mater. Express 2018, 8, 1259–1264. [Google Scholar] [CrossRef]
- Guo, X.; Yuan, S.; Huang, J.; Chen, C.; Kang, R.; Jin, Z.; Guo, D. Effects of pressure and slurry on removal mechanism during the chemical mechanical polishing of quartz glass using ReaxFF MD. Appl. Surf. Sci. 2020, 505, 144610. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, Z.; Shi, C.; Feng, J.; Zhuang, X.; Li, L.; Liu, D. Dispersion and polishing mechanism of a novel CeO2-LaOF-Based chemical mechanical polishing slurry for quartz glass. Materials 2023, 16, 1148. [Google Scholar] [CrossRef]
- Lapitskaya, V.A.; Kuznetsova, T.A.; Khudoley, A.L.; Khabarava, A.V.; Chizhik, S.A.; Aizikovich, S.M.; Sadyrin, E.V. Influence of polishing technique on crack resistance of quartz plates. Int. J. Fract. 2021, 231, 61–77. [Google Scholar] [CrossRef]
- Wang, Z.; Yan, H.; Yuan, X.; Li, Y.; Yang, K.; Yan, L.; Li, H. The effect of dynamic etching on surface quality and laser damage resistance for fused silica optics. In Fourth International Symposium on Laser Interaction with Matter; SPIE: Bellingham, WA, USA, 2017; Volume 10173, pp. 502–508. [Google Scholar]
- Shi, F.; Zhong, Y.; Dai, Y.; Peng, X.; Xu, M.; Sui, T. Investigation of surface damage precursor evolutions and laser-induced damage threshold improvement mechanism during Ion beam etching of fused silica. Opt. Express 2016, 24, 20842–20854. [Google Scholar] [CrossRef]
- Sun, L.; Shao, T.; Zhou, X.; Li, W.; Li, F.; Ye, X.; Zheng, W. Understanding the effect of HF-based wet shallow etching on optical performance of reactive-ion-etched fused silica optics. RSC Adv. 2021, 11, 29323–29332. [Google Scholar] [CrossRef]
- Hu, X.; Ye, X.; Wu, J.; Chen, S.; Chen, Y.; Huang, J.; Zheng, W. Effect of radio frequency power on nano-metal induced self-masking subwavelength structures mechanism. Results Phys. 2020, 16, 103155. [Google Scholar] [CrossRef]
- Sun, Y.; Hu, X.; Zhang, H.; Lai, F.; Zheng, Y.; Yan, L.; Zhang, X. SiO2–ORMOSIL double-layered broadband antireflective coating for high-power laser system. J. Sol-Gel Sci. Technol. 2016, 79, 558–563. [Google Scholar] [CrossRef]
- Ye, X.; Shao, T.; Sun, L.; Wu, J.; Wang, F.; He, J.; Zheng, W. Plasma-induced, self-masking, one-step approach to an ultrabroadband antireflective and superhydrophilic subwavelength nanostructured fused silica surface. ACS Appl. Mater. Interfaces 2018, 10, 13851–13859. [Google Scholar] [CrossRef]
- Sun, L.; Ni, R.; Xia, H.; Shao, T.; Huang, J.; Ye, X.; Cao, L. Theoretical and experimental research on laser-induced damage of fused silica optics due to stimulated Brillouin scattering. IEEE Photonics J. 2018, 10, 1–15. [Google Scholar] [CrossRef]
- Merkle, L.D.; Bass, M.; Swimm, R.T. Multiple Pulse Laser-Induced Bulk Damage in Crystalline and Fused Quartz at 1.064 and 0.532 õm. Opt. Eng. 1983, 22, 405–410. [Google Scholar] [CrossRef]
- Liu, T.; Yang, K.; Zhang, Z.; Yan, L.; Huang, B.; Li, H.; Yan, H. Hydrofluoric acid–based etching effect on surface pit, crack, and scratch and laser damage site of fused silica optics. Opt. Express 2019, 27, 10705–10728. [Google Scholar] [CrossRef]
- Cao, Z.; Wei, C.; Cheng, X.; Zhao, Y.; Peng, X.; Jiang, Z.; Shao, J. Ground fused silica processed by combined chemical etching and CO2 laser polishing with super-smooth surface and high damage resistance. Opt. Lett. 2020, 45, 6014–6017. [Google Scholar] [CrossRef]
- Chai, X.; Li, P.; Zhao, J.; Wang, G.; Zhu, D.; Jiang, Y.; Jing, Y. Laser-induced damage growth of large-aperture fused silica optics under high-fluence 351 nm laser irradiation. Optik 2021, 226, 165549. [Google Scholar] [CrossRef]
- Zhong, Y.; Dai, Y.; Tian, Y.; Shi, F. Effect on nanoscale damage precursors of fused silica with wet etching in KOH solutions. Opt. Mater. Express 2021, 11, 884–894. [Google Scholar] [CrossRef]
- Li, B.; Sun, W.; Xiang, X.; Jiang, X.; Liao, W.; Wang, H.; Zu, X. A two-step physical-chemical etching technique to improve laser damage resistance of fused silica. J. Mater. Res. Technol. 2022, 19, 3231–3240. [Google Scholar] [CrossRef]
- Yang, D.; Cheng, J.; Zhao, L.; Chen, M.; Liu, H.; Wang, J.; Xu, Q. Evolution of the point defects involved under the action of mechanical forces on mechanically machined fused silica surfaces. Opt. Express 2023, 31, 7684–7706. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Zheng, Q.; Wang, F.; Sun, L.; Yu, J.; He, H. Evolution of physical and mechanical properties of fused silica after subsurface damage layer removal by RIE treatment. J. Non-Cryst. Solids 2023, 616, 122475. [Google Scholar] [CrossRef]
- Miller, P.E.; Suratwala, T.I.; Wong, L.L.; Feit, M.D.; Menapace, J.A.; Davis, P.J.; Steele, R.A. The distribution of subsurface damage in fused silica. In Laser-Induced Damage in Optical Materials: 2005; SPIE: Bellingham, WA, USA, 2006; Volume 5991, p. 599101. [Google Scholar]
- Sun, R.; Huang, Y.; Zhang, X.; Zhao, F.; Zhang, Y.; Liu, J.; Hu, J. Study on subsurface damage of fused quartz in grinding stage. In Eighth Symposium on Novel Photoelectronic Detection Technology and Applications; SPIE: Bellingham, WA, USA, 2022; Volume 12169, p. 1216902. [Google Scholar]
- Xu, M.; Shi, F.; Zhou, L.; Dai, Y.; Peng, X.; Liao, W. Investigation of laser-induced damage threshold improvement mechanism during ion beam sputtering of fused silica. Opt. Express 2017, 25, 29260–29271. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | 1# | 2# | 3# | 4# | 5# |
|---|---|---|---|---|---|
| Etching depth (nm) | 0 | 100 | 500 | 1000 | 5000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Zhang, Y.; Shi, Z.; Li, W.; Ye, X. Effect of Plasma Etching Depth on Subsurface Defects in Quartz Crystal Elements. Crystals 2023, 13, 1477. https://doi.org/10.3390/cryst13101477
Li Q, Zhang Y, Shi Z, Li W, Ye X. Effect of Plasma Etching Depth on Subsurface Defects in Quartz Crystal Elements. Crystals. 2023; 13(10):1477. https://doi.org/10.3390/cryst13101477
Chicago/Turabian StyleLi, Qingzhi, Yubin Zhang, Zhaohua Shi, Weihua Li, and Xin Ye. 2023. "Effect of Plasma Etching Depth on Subsurface Defects in Quartz Crystal Elements" Crystals 13, no. 10: 1477. https://doi.org/10.3390/cryst13101477
APA StyleLi, Q., Zhang, Y., Shi, Z., Li, W., & Ye, X. (2023). Effect of Plasma Etching Depth on Subsurface Defects in Quartz Crystal Elements. Crystals, 13(10), 1477. https://doi.org/10.3390/cryst13101477