
The Effect of Scanning Strategies on FeCrAl Nuclear Thin-Wall Cladding Manufacturing Accuracy by Laser Powder Bed Fusion

Abstract
:1. Introduction
2. Model for LPBF Process
2.1. Thermal Models
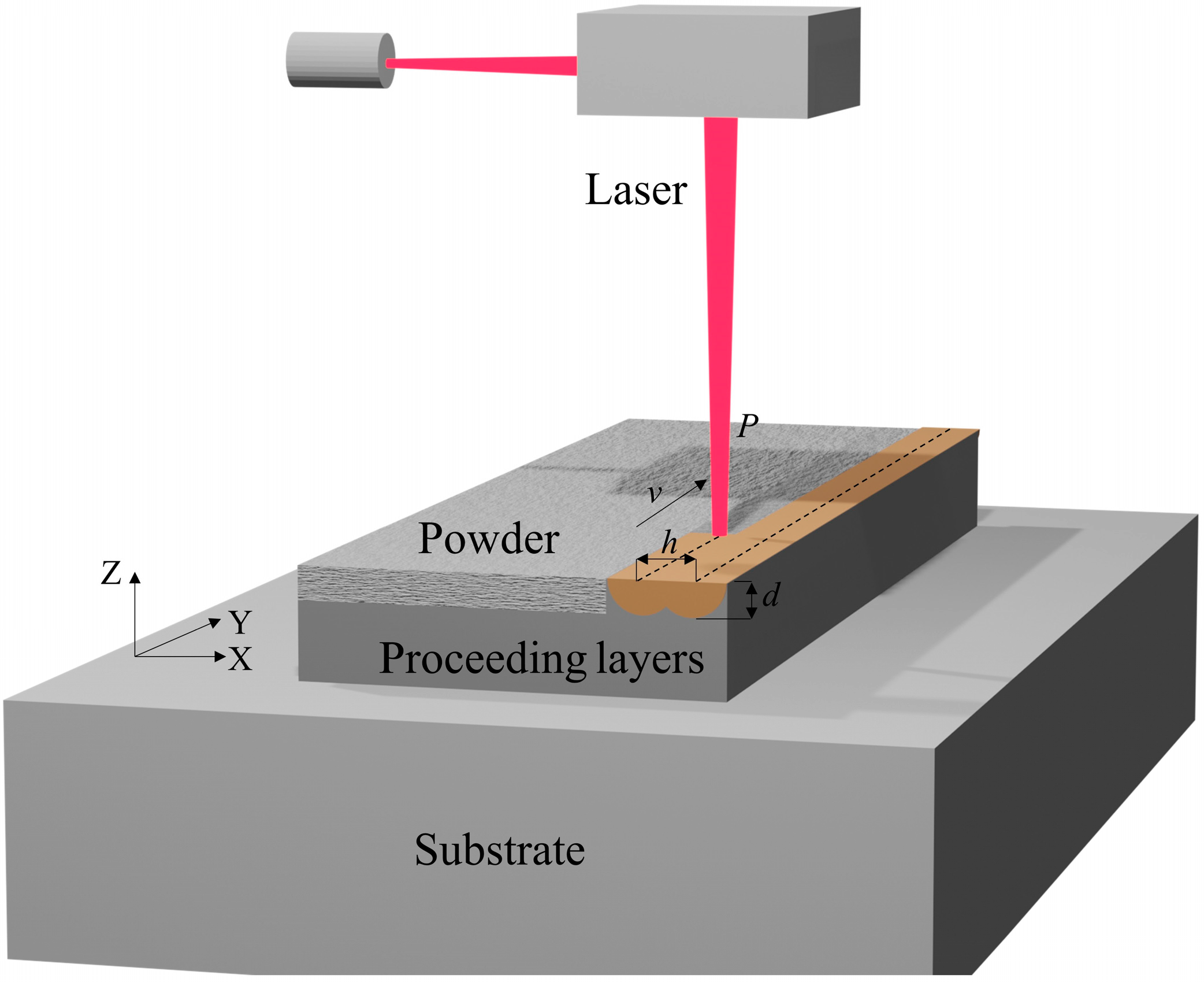
2.2. Heat Source Model
2.3. Finite Element Model
- (1)
- The whole FeCrAl powder bed is assumed to be a continuous and uniform medium and the heat transfer between the powder pores is not considered.
- (2)
- The shrinkage of the powder bed is negligible for simplifying the calculation.
- (3)
- The surface of the molten pool is assumed to be flat without respect to evaporation and capillary flow.
- (4)
- The moving laser heat source is modeled as the Gaussian distribution and is input directly on the surface of the powder layer.
2.4. Boundary Conditions
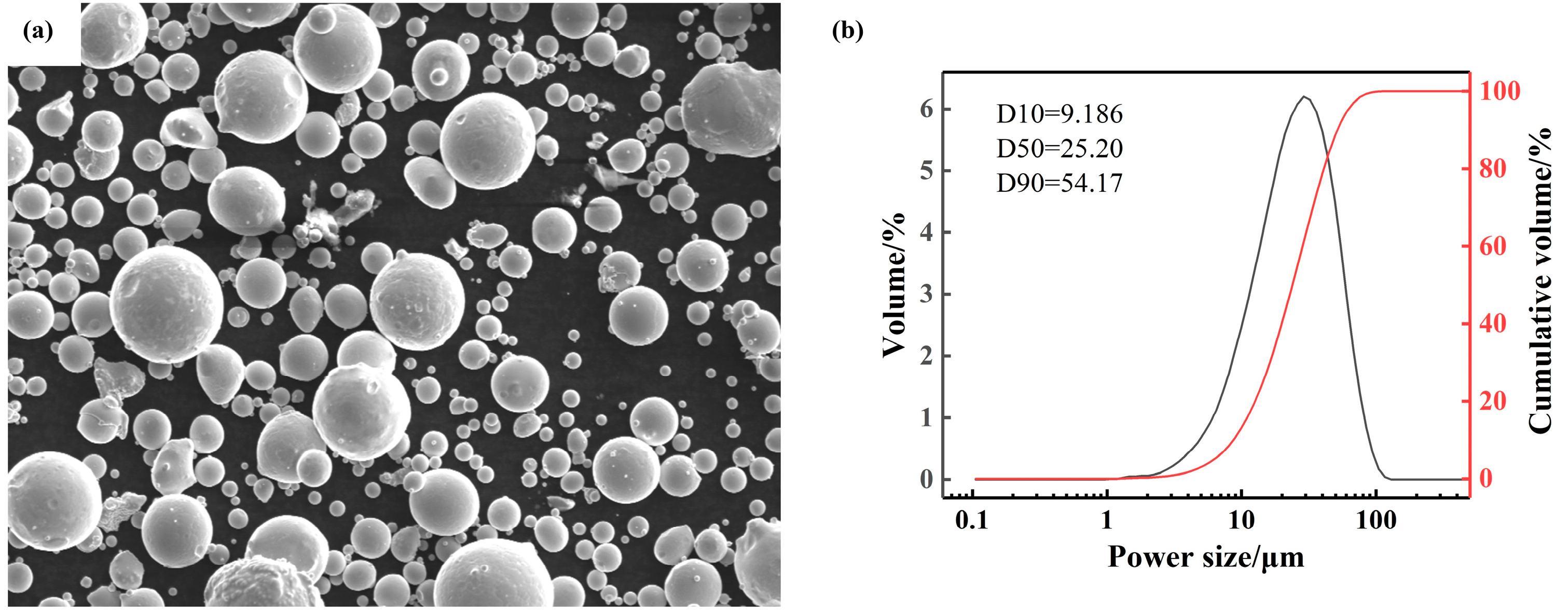
3. Materials and Experiment
4. Results and Discussion
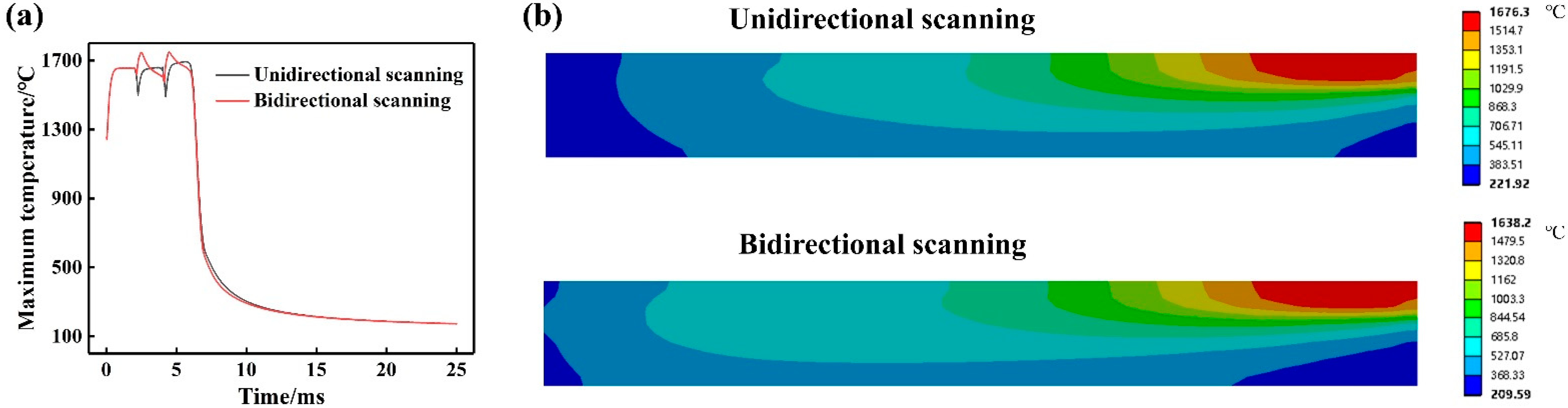
4.1. Linear Scanning Simulation
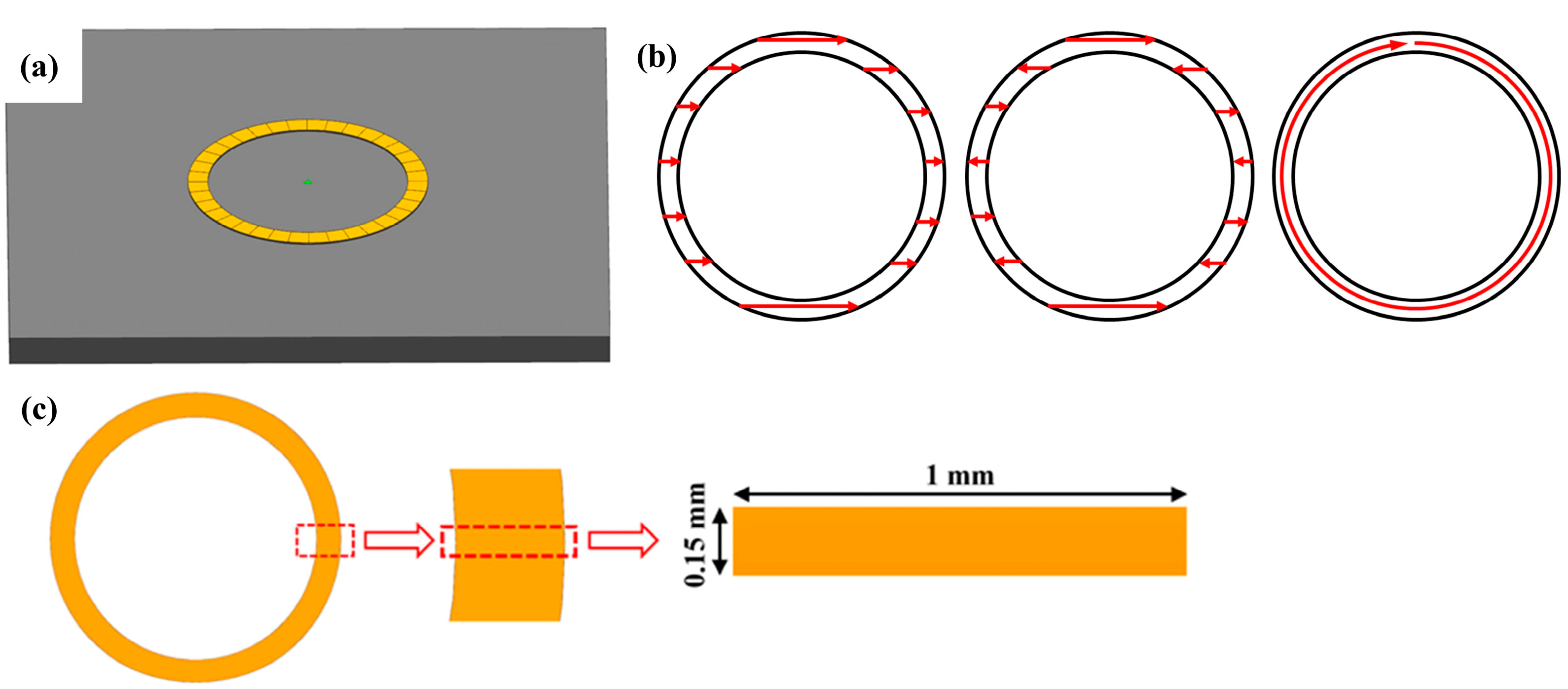
4.2. Ring Scanning Simulation
4.3. Forming Accuracy
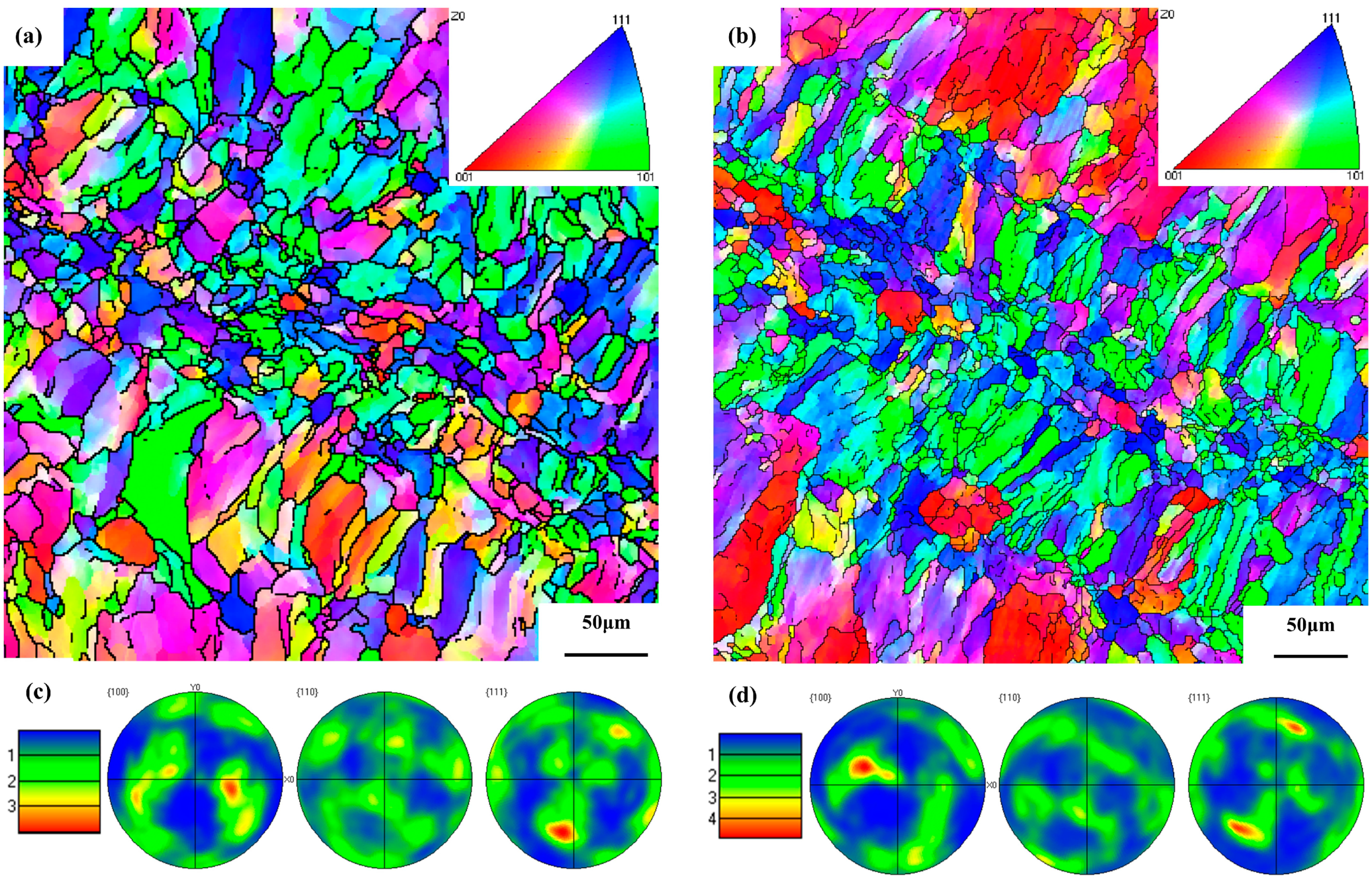
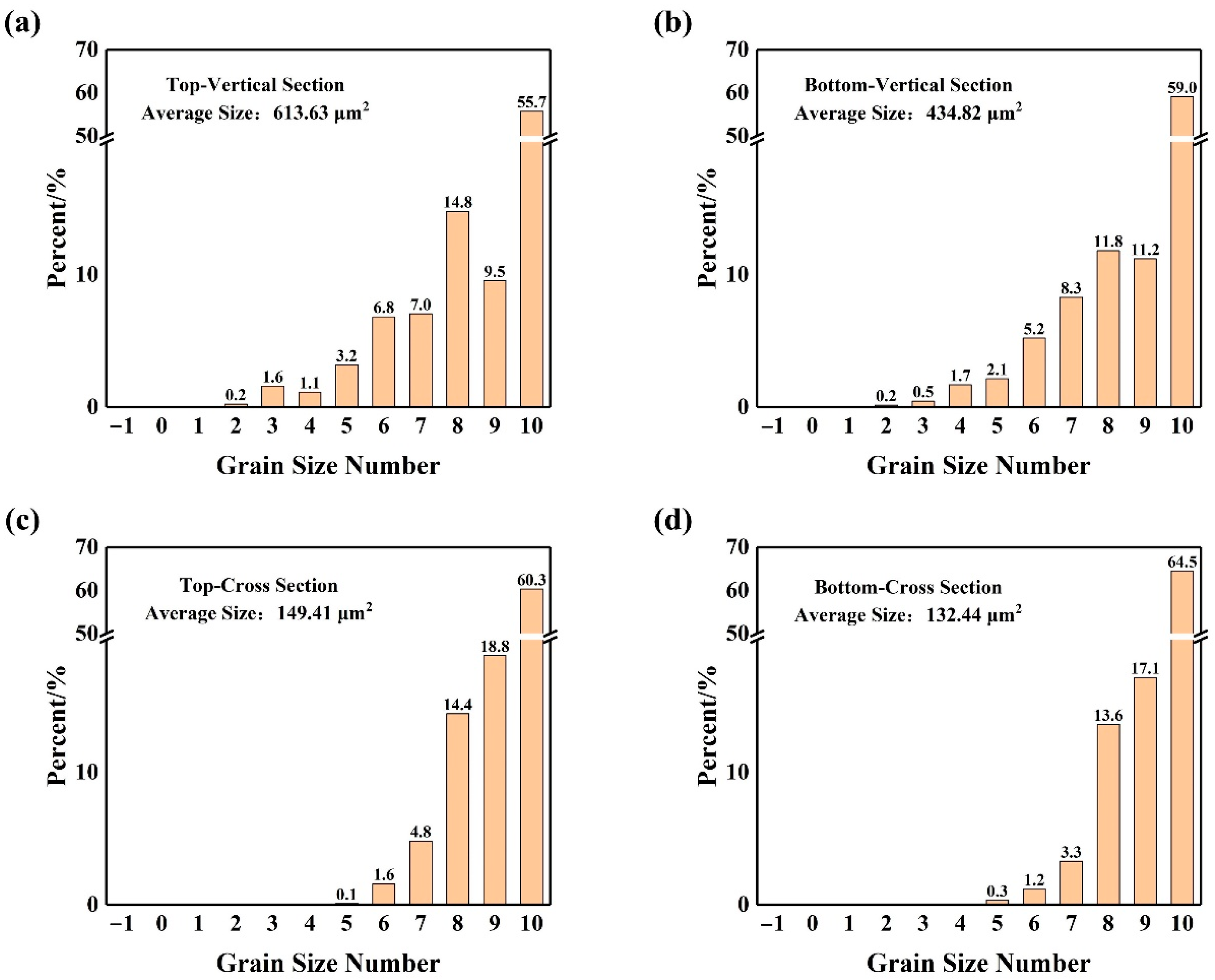
4.4. Microstructure
5. Conclusions
- (1)
- Linear scanning simulation shows that the maximum temperature of unidirectional scanning is stable. The maximum temperature of bidirectional scanning is higher than that of unidirectional scanning. The bidirectional scanning has a smaller temperature gradient along the radial direction. It can help to improve the dimensional accuracy of the FeCrAl cladding.
- (2)
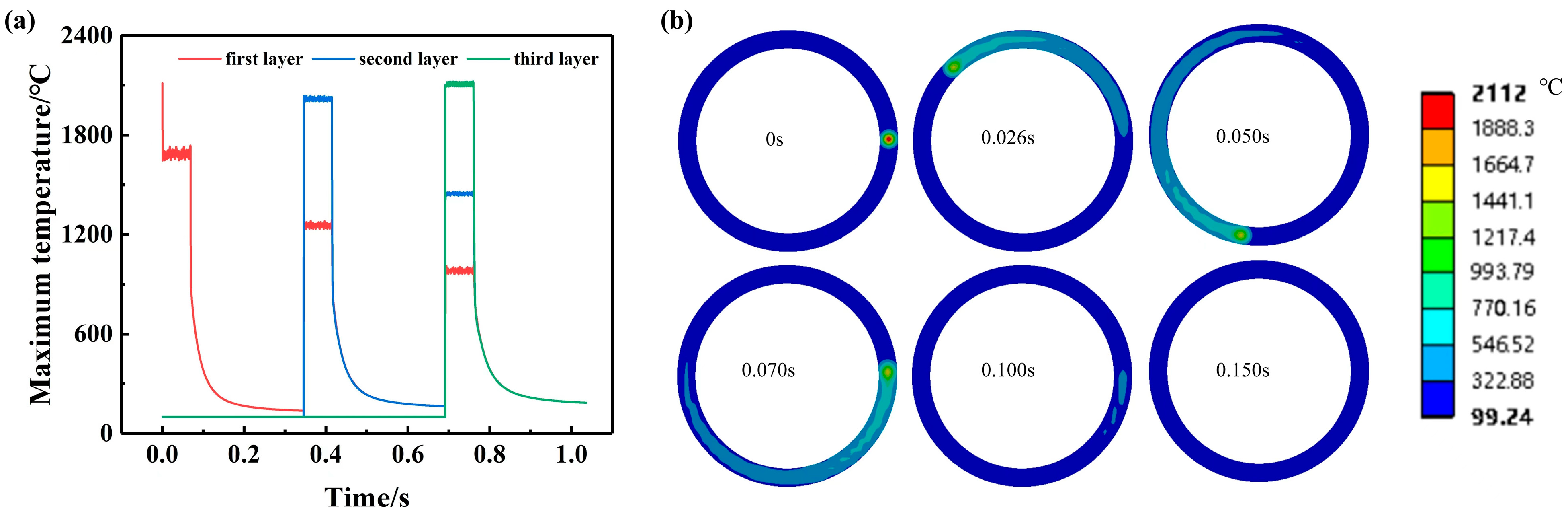
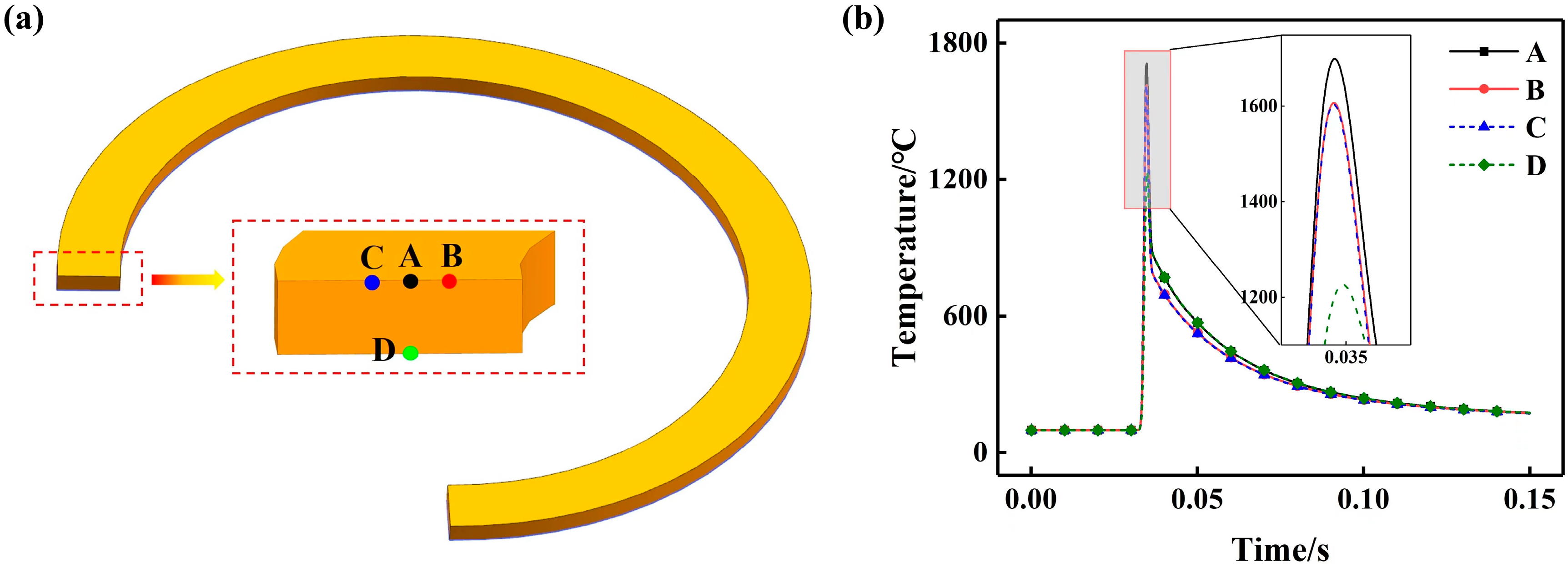
- Ring scanning simulation gives the maximum temperature fluctuated within a very small temperature range after the laser scanning began. The maximum temperature gradually increases and then tends to be stable with the increase of layers. The temperature gradient is greatest along the building direction.
- (3)
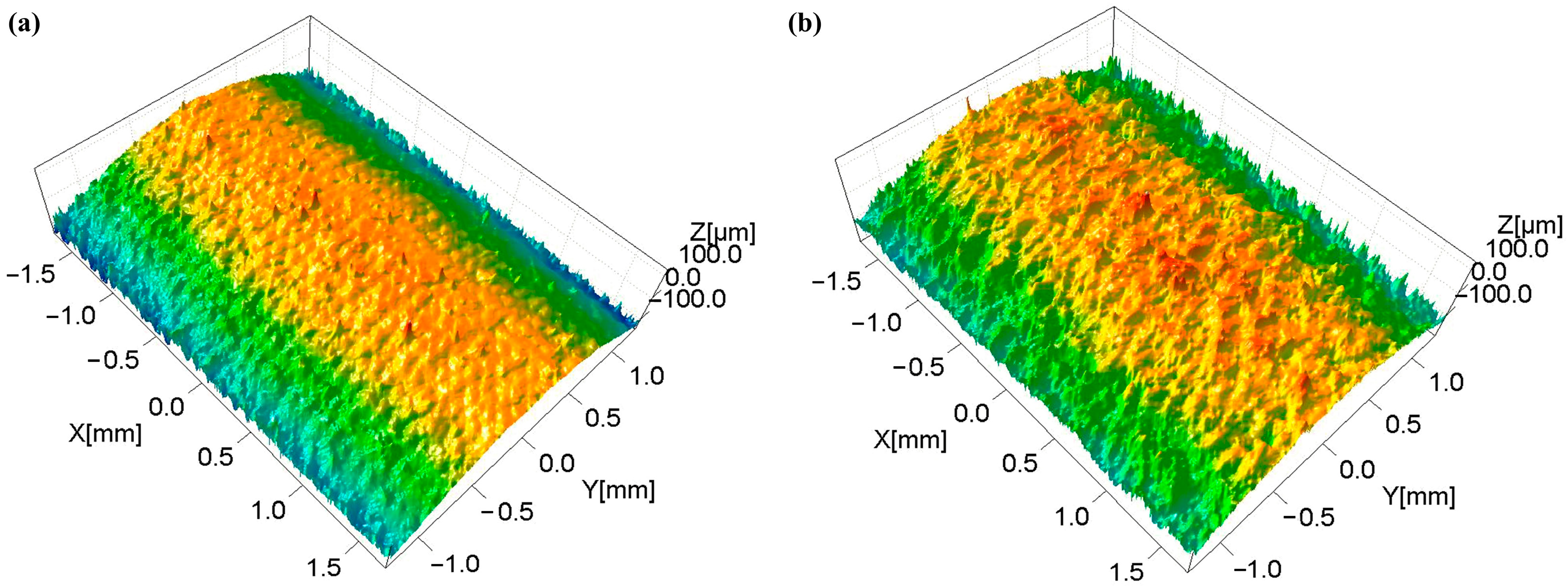
- Thin-wall cladding samples were fabricated by LPBF. The thinnest shell thickness is 0.37 mm in the bidirectional scanning strategy, and 0.14 mm in ring scanning strategy. The cladding used for the ring scanning has a smaller roughness value (Ra = 4.061 μm) than the cladding used for bidirectional scanning (Ra = 7.946 μm). When the thickness of thin-walled cladding is less than 0.4 mm, the manufacturing accuracy of ring scanning is better than that of bidirectional scanning.
- (4)
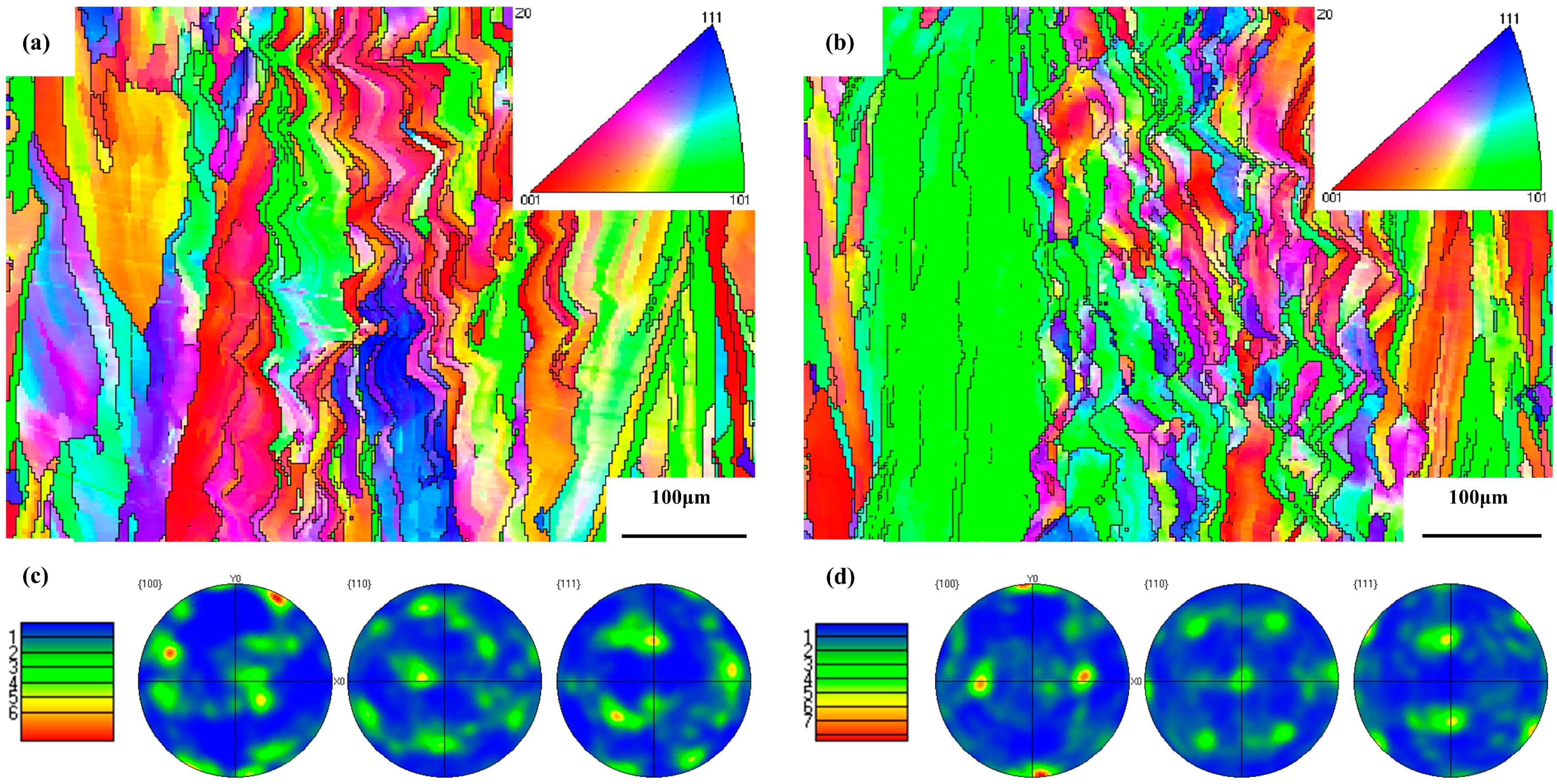
- The grain size of the top and bottom of the cladding was analyzed. The grain of the cladding is columnar. The grain size at the top is larger than that at the bottom due to thermal accumulation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, P.; Qiu, B.; Wu, J.; Zheng, M.; Gao, S.; Zhang, K.; Zhou, Y.; Wu, Y. A comparative study of in-pile behaviors of FeCrAl cladding under normal and accident conditions with updated FROBA-ATF code. Nucl. Eng. Des. 2021, 371, 110889. [Google Scholar] [CrossRef]
- Tang, C.; Jianu, A.; Steinbrueck, M.; Grosse, M.; Weisenburger, A.; Seifert, H.J. Influence of composition and heating schedules on compatibility of FeCrAl alloys with high-temperature steam. J. Nucl. Mater. 2018, 511, 496–507. [Google Scholar] [CrossRef]
- Duan, Z.; Yang, H.; Satoh, Y.; Murakami, K.; Kano, S.; Zhao, Z.; Shen, J.; Abe, H. Current status of materials development of nuclear fuel cladding tubes for light water reactors. Nucl. Eng. Des. 2017, 316, 131–150. [Google Scholar] [CrossRef]
- Park, D.J.; Kim, H.G.; Jung, Y.I.; Park, J.H.; Yang, J.H.; Koo, Y.H. Microstructure and mechanical behavior of Zr substrates coated with FeCrAl and Mo by cold-spraying. J. Nucl. Mater. 2018, 504, 261–266. [Google Scholar] [CrossRef]
- Chang, K.; Meng, F.; Ge, F.; Zhao, G.; Du, S.; Huang, F. Theory-guided bottom-up design of the FeCrAl alloys as accident tolerant fuel cladding materials. J. Nucl. Mater. 2019, 516, 63–72. [Google Scholar] [CrossRef]
- Field, K.G.; Yamamoto, Y.; Pint, B.A.; Gussev, M.N.; Terrani, K.A. Accident tolerant FeCrAl fuel cladding: Current status towards commercialization. In Proceedings of the 18th International Conference on Environmental Degradation of Materials in Nuclear Power Systems–Water Reactors, Portland, OR, USA, 13–17 August 2019; pp. 1381–1389. [Google Scholar]
- Park, D.J.; Kim, H.G.; Park, J.Y.; Jung, Y.I.; Park, J.H.; Koo, Y.H. A study of the oxidation of FeCrAl alloy in pressurized water and high-temperature steam environment. Corros. Sci. 2015, 94, 459–465. [Google Scholar] [CrossRef]
- Gupta, V.K.; Larsen, M.; Rebak, R.B. Utilizing FeCrAl oxidation resistance properties in water, air and steam for accident tolerant fuel cladding. ECS Trans. 2018, 85, 3. [Google Scholar] [CrossRef]
- Alrwashdeh, M.; Alameri, S.A. Preliminary neutronic analysis of alternative cladding materials for APR-1400 fuel assembly. Nucl. Eng. Des. 2021, 384, 111486. [Google Scholar] [CrossRef]
- Bartkowiak, K.; Ullrich, S.; Frick, T.; Schmidt, M. New developments of laser processing aluminium alloys via additive manufacturing technique. Phys. Procedia 2011, 12, 393–401. [Google Scholar] [CrossRef]
- Amato, K.; Gaytan, S.; Murr, L.E.; Martinez, E.; Shindo, P.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Nagahari, T.; Nagoya, T.; Kakehi, K.; Sato, N.; Nakano, S. Microstructure and creep properties of Ni-Base Superalloy IN718 built up by selective laser melting in a vacuum environment. Metals 2020, 10, 362. [Google Scholar] [CrossRef]
- Xiao, Z.; Yang, Y.; Wang, D.; Song, C.; Bai, Y. Structural optimization design for antenna bracket manufactured by selective laser melting. Rapid Prototyp. J. 2018, 24, 539–547. [Google Scholar] [CrossRef]
- Mohanty, S.; Hattel, J. Cellular scanning strategy for selective laser melting: Capturing thermal trends with a low-fidelity, pseudo-analytical model. Math. Probl. Eng. 2014, 2014, 715058. [Google Scholar] [CrossRef]
- He, K.; Zhao, X. 3D thermal finite element analysis of the SLM 316L parts with microstructural correlations. Complexity 2018, 2018, 6910187. [Google Scholar] [CrossRef]
- Roberts, I.A.; Wang, C.; Esterlein, R.; Stanford, M.; Mynors, D. A three-dimensional finite element analysis of the temperature field during laser melting of metal powders in additive layer manufacturing. Int. J. Mach. Tools Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Walker, J.C.; Berggreen, K.M.; Jones, A.R.; Sutcliffe, C.J. Fabrication of Fe–Cr–Al oxide dispersion strengthened PM2000 alloy using selective laser melting. Adv. Eng. Mater. 2009, 11, 541–546. [Google Scholar] [CrossRef]
- Boegelein, T.; Louvis, E.; Dawson, K.; Tatlock, G.J.; Jones, A.R. Characterisation of a complex thin walled structure fabricated by selective laser melting using a ferritic oxide dispersion strengthened steel. Mater. Charact. 2016, 112, 30–40. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, Y.; Pint, B.A.; Terrani, K.A.; Field, K.G.; Yang, Y.; Snead, L.L. Development and property evaluation of nuclear grade wrought FeCrAl fuel cladding for light water reactors. J. Nucl. Mater. 2015, 467, 703–716. [Google Scholar] [CrossRef]
- Field, K.G.; Snead, M.A.; Yamamoto, Y.; Terrani, K.A. Handbook on the Material Properties of FeCrAl Alloys for Nuclear Power Production Applications; Nuclear Technology Research and Development; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2017. [Google Scholar]
- Yin, J.; Zhu, H.; Ke, L.; Lei, W.; Dai, C.; Zuo, D. Simulation of temperature distribution in single metallic powder layer for laser micro-sintering. Comput. Mater. Sci. 2012, 53, 333–339. [Google Scholar] [CrossRef]
- Huang, W.; Zhang, Y. Finite element simulation of thermal behavior in single-track multiple-layers thin wall without-support during selective laser melting. J. Manuf. Processes 2019, 42, 139–148. [Google Scholar] [CrossRef]
- Kosky, P.; Balmer, R.T.; Keat, W.D.; Wise, G. Exploring Engineering: An Introduction to Engineering and Design, 5th ed.; Academic Press: Cambridge, MA, USA, 2021; pp. 317–340. [Google Scholar]
- Duan, W.; Yin, Y.; Zhou, J. Temperature field simulations during selective laser melting process based on fully threaded tree. Chin. Foundry 2017, 14, 405–411. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IDs | Fe | Mo | Al | Cr | C | O | N | S |
|---|---|---|---|---|---|---|---|---|
| FeCrAl | 81.27 | 1.98 | 3.92 | 12.82 | <0.018 | <0.008 | <0.074 | <0.003 |
| C35M | 80.15 | 2 | 4.5 | 13 | - | - | - | - |
| Temperature (K) | 270 | 400 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 |
|---|---|---|---|---|---|---|---|---|---|
| Thermal conductivity (W/m K) | 12.5 | 14.3 | 17.0 | 19.5 | 21.9 | 24.0 | 26.1 | 28.0 | 29.7 |
| Specific heat (J/kg K) | 423.3 | 513.8 | 616.8 | 791.4 | 742.9 | 709.4 | 741.3 | 855.9 | 1082.5 |
| Density (kg/m3) | 7.10 | 7.06 | 7.01 | 6.94 | 6.84 | 6.72 | 6.59 | 6.43 | 6.26 |
| Parameter | Unit | Value |
|---|---|---|
| Laser power | W | 200 |
| Scan speed | mm/s | 500 |
| Hatching spaces | mm | 0.05 |
| Layer thickness | mm | 0.03 |
| Initial temperature | °C | 25 |
| Thermal conductivity | W/m K | Table 2 |
| Specific heat | J/kg K | Table 2 |
| Density | kg/m3 | Table 2 |
| Absorption | % | 70 |
| Radius of laser spot | mm | 0.5 |
| Convective heat transfer coefficient | W/K m2 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, F.; Zhang, H.; Zhou, H.; Han, Y.; Li, S.; Ran, Y.; Zhang, J.; Miao, K.; Lu, Z.; Li, D. The Effect of Scanning Strategies on FeCrAl Nuclear Thin-Wall Cladding Manufacturing Accuracy by Laser Powder Bed Fusion. Crystals 2022, 12, 1197. https://doi.org/10.3390/cryst12091197
Cao F, Zhang H, Zhou H, Han Y, Li S, Ran Y, Zhang J, Miao K, Lu Z, Li D. The Effect of Scanning Strategies on FeCrAl Nuclear Thin-Wall Cladding Manufacturing Accuracy by Laser Powder Bed Fusion. Crystals. 2022; 12(9):1197. https://doi.org/10.3390/cryst12091197
Chicago/Turabian StyleCao, Fusheng, Haitian Zhang, Hang Zhou, Yu Han, Sai Li, Yang Ran, Jiawei Zhang, Kai Miao, Zhongliang Lu, and Dichen Li. 2022. "The Effect of Scanning Strategies on FeCrAl Nuclear Thin-Wall Cladding Manufacturing Accuracy by Laser Powder Bed Fusion" Crystals 12, no. 9: 1197. https://doi.org/10.3390/cryst12091197
APA StyleCao, F., Zhang, H., Zhou, H., Han, Y., Li, S., Ran, Y., Zhang, J., Miao, K., Lu, Z., & Li, D. (2022). The Effect of Scanning Strategies on FeCrAl Nuclear Thin-Wall Cladding Manufacturing Accuracy by Laser Powder Bed Fusion. Crystals, 12(9), 1197. https://doi.org/10.3390/cryst12091197