
Experimental Investigation to Confirm the Presence of TiB2 Reinforcements in the Matrix and Effect of Artificial Aging on Hardness and Tensile Properties of Stir-Cast LM4-TiB2 Composite

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods Used in this Study
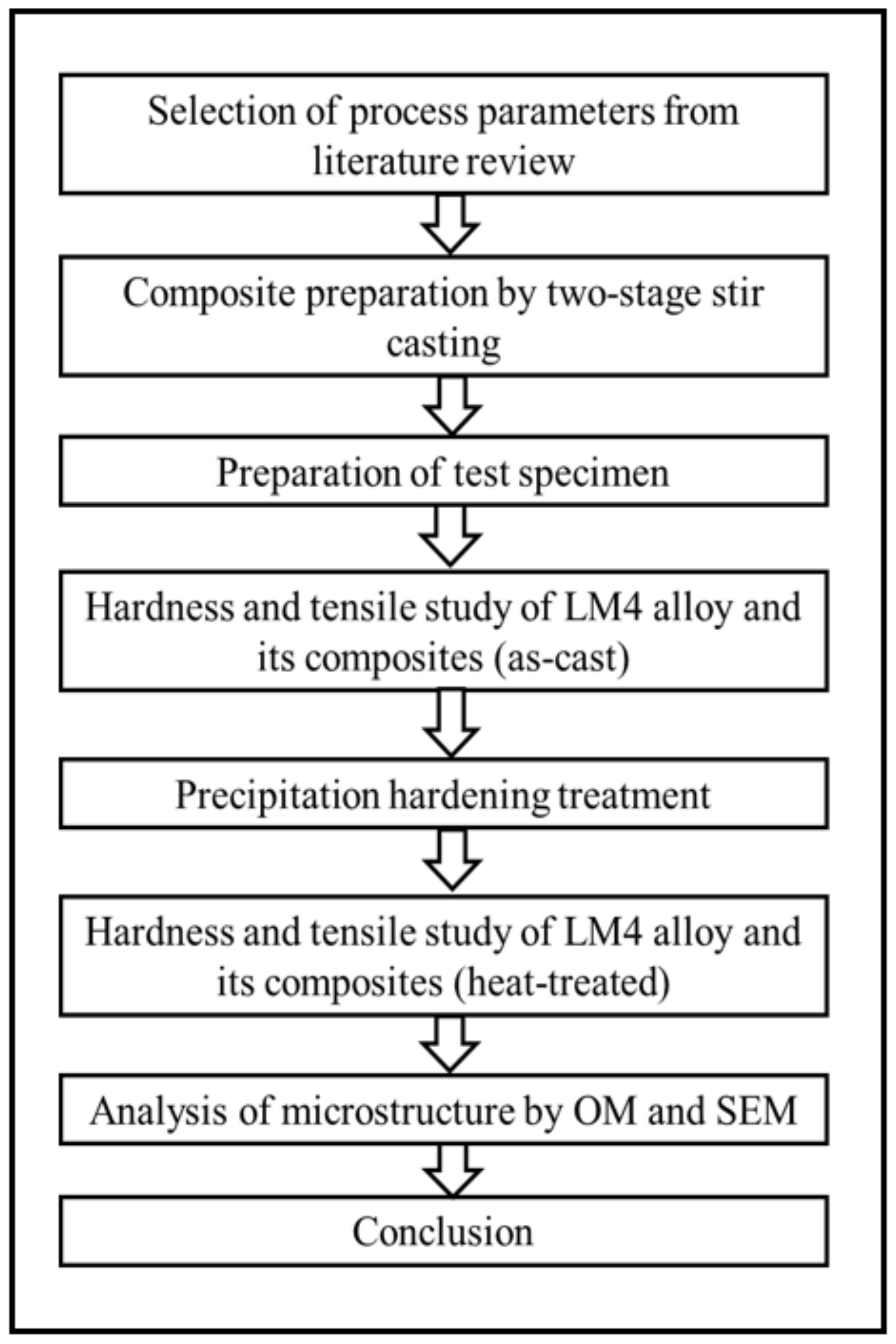
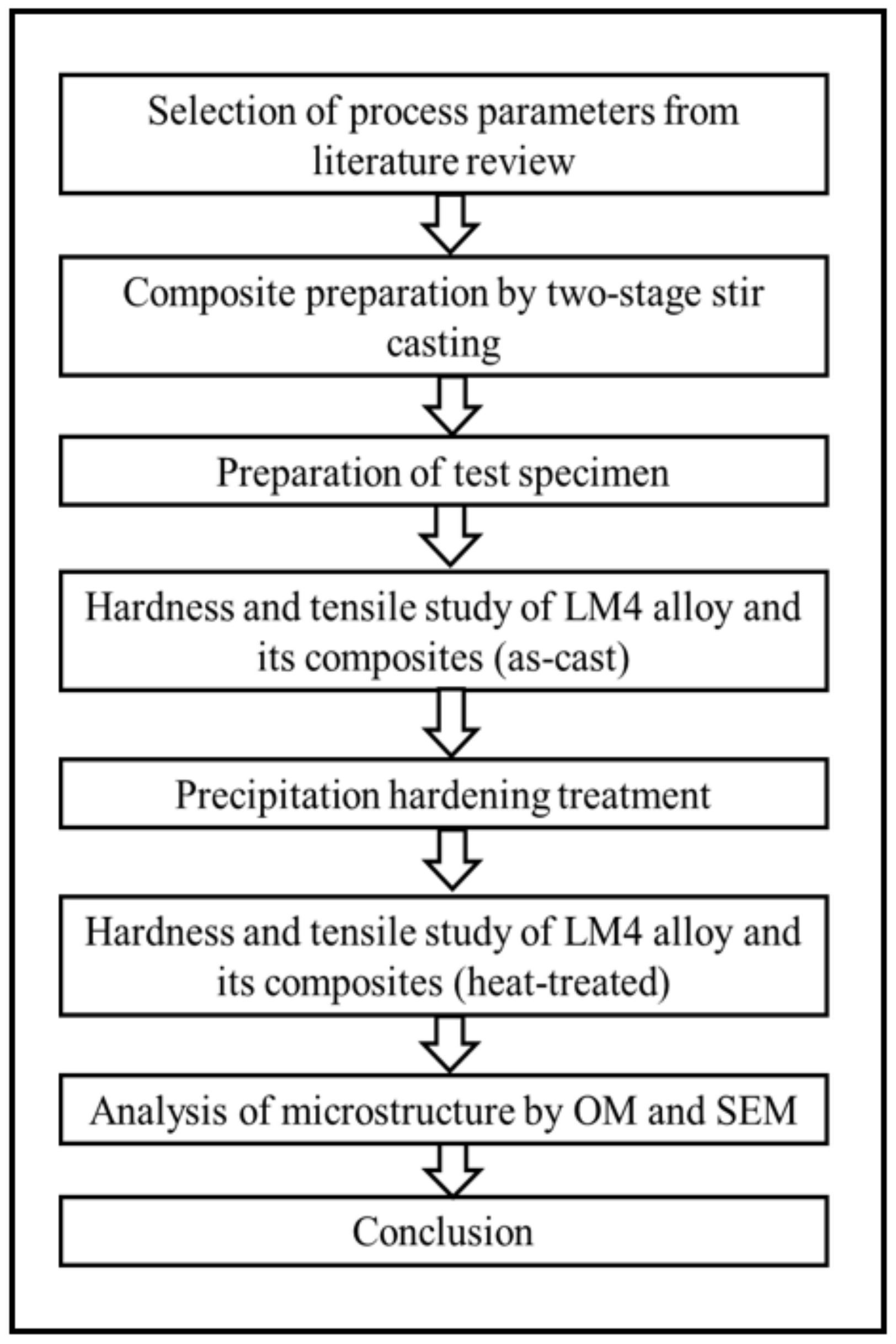
2.1. Methodology
2.2. Matrix and Reinforcement Material
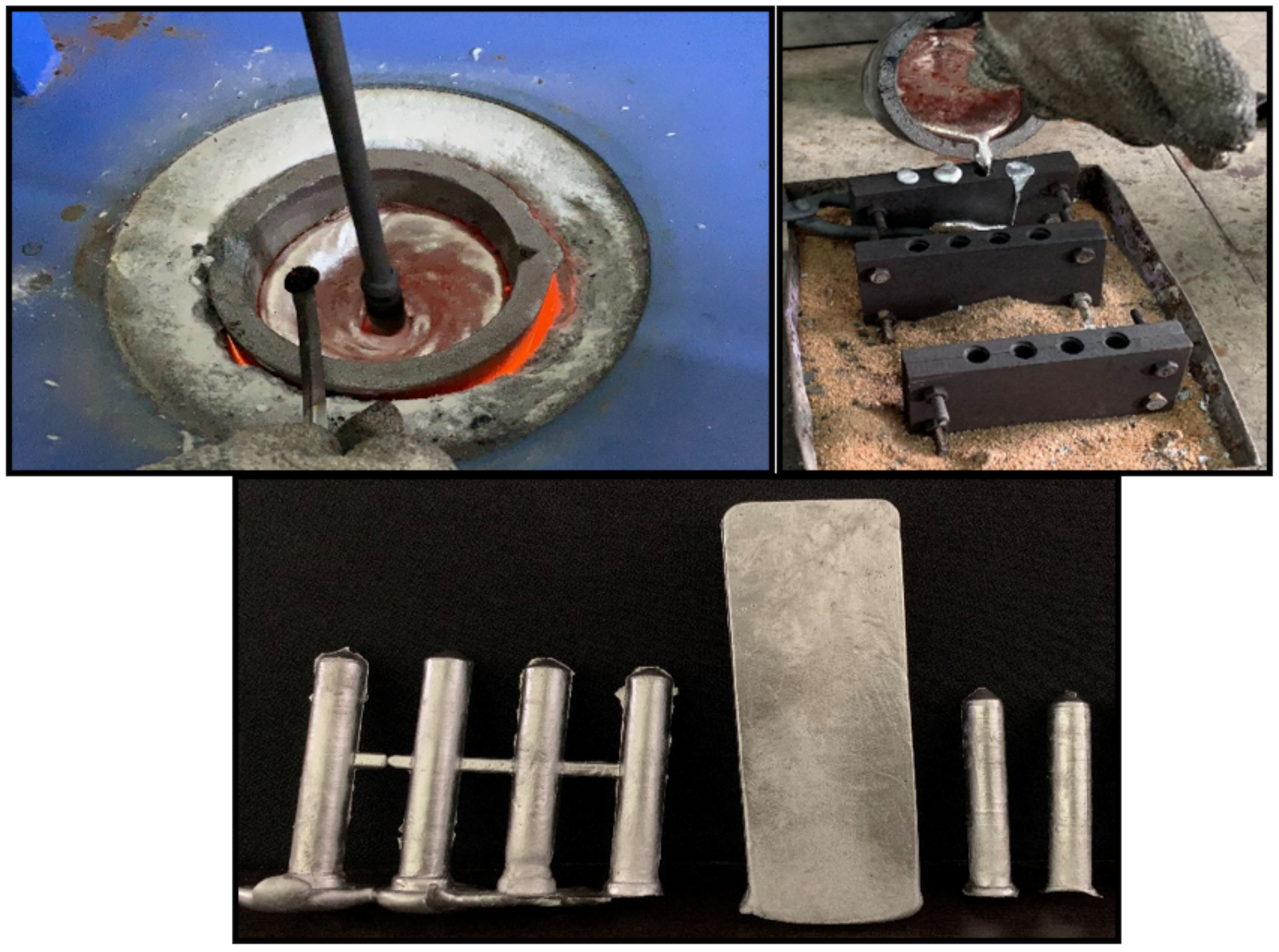
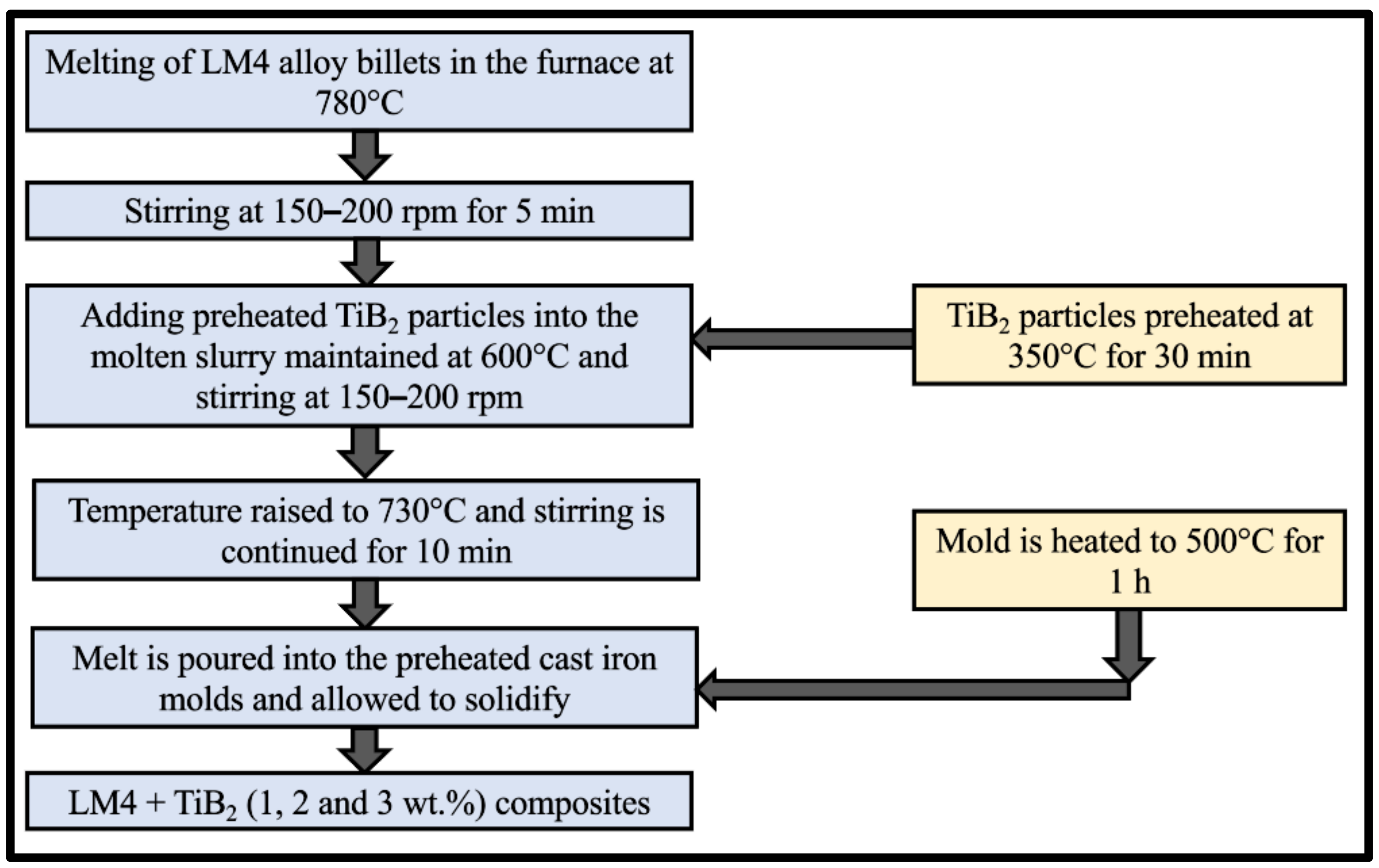
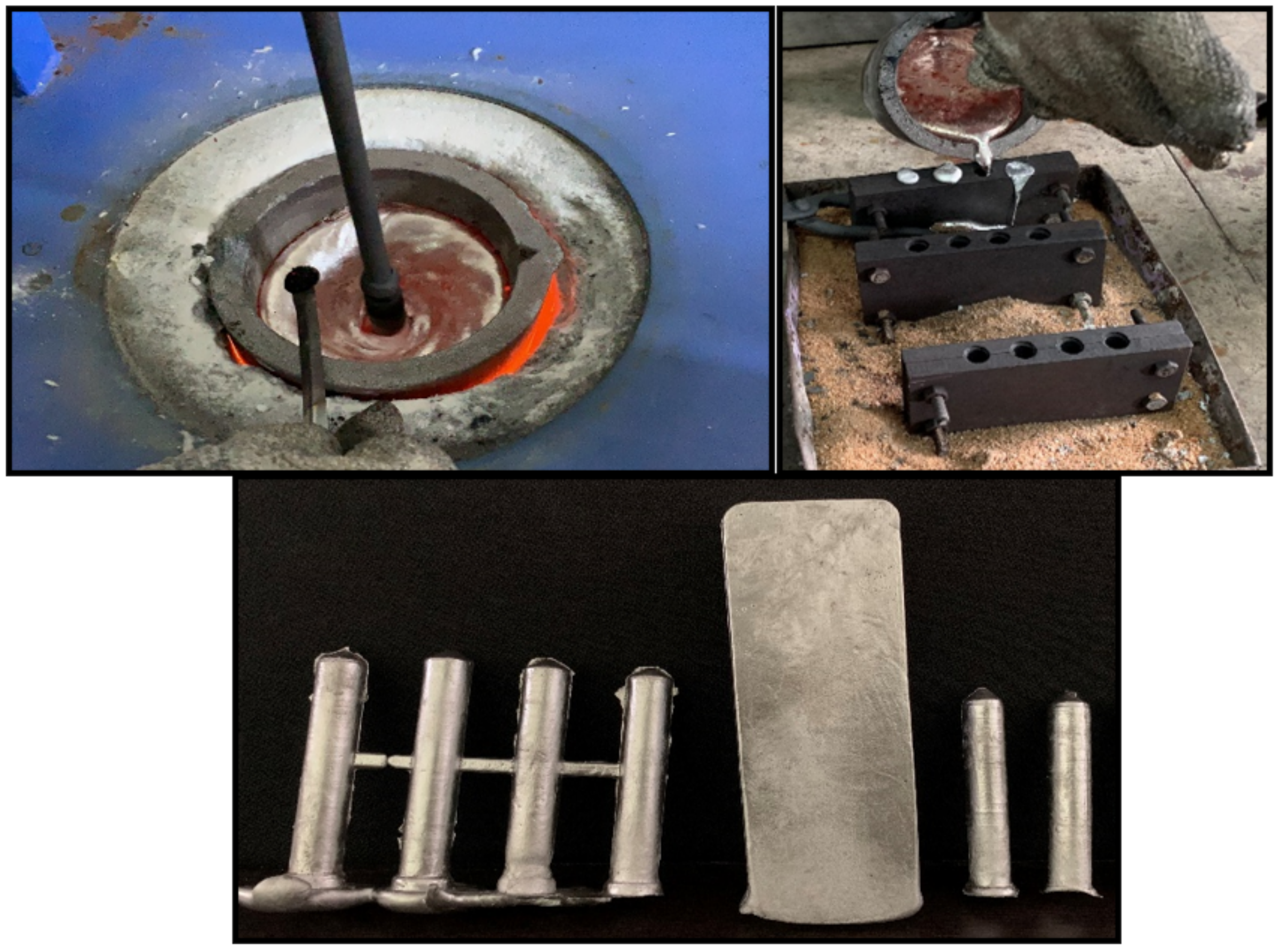
2.3. Composite Preparation
2.4. Hardness and Tensile Test
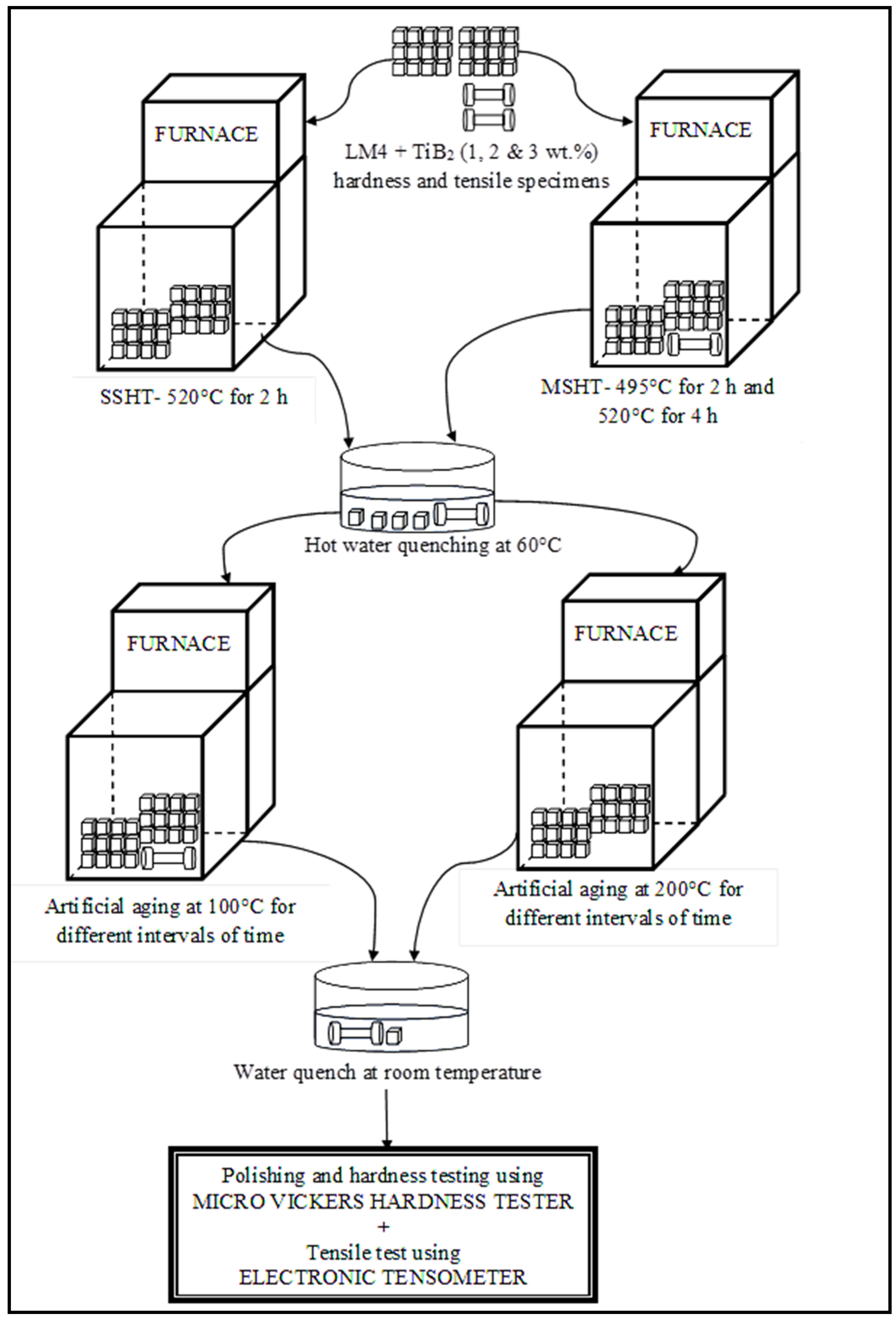
2.5. Age Hardening/Precipitation Hardening Treatment
3. Results and Discussion
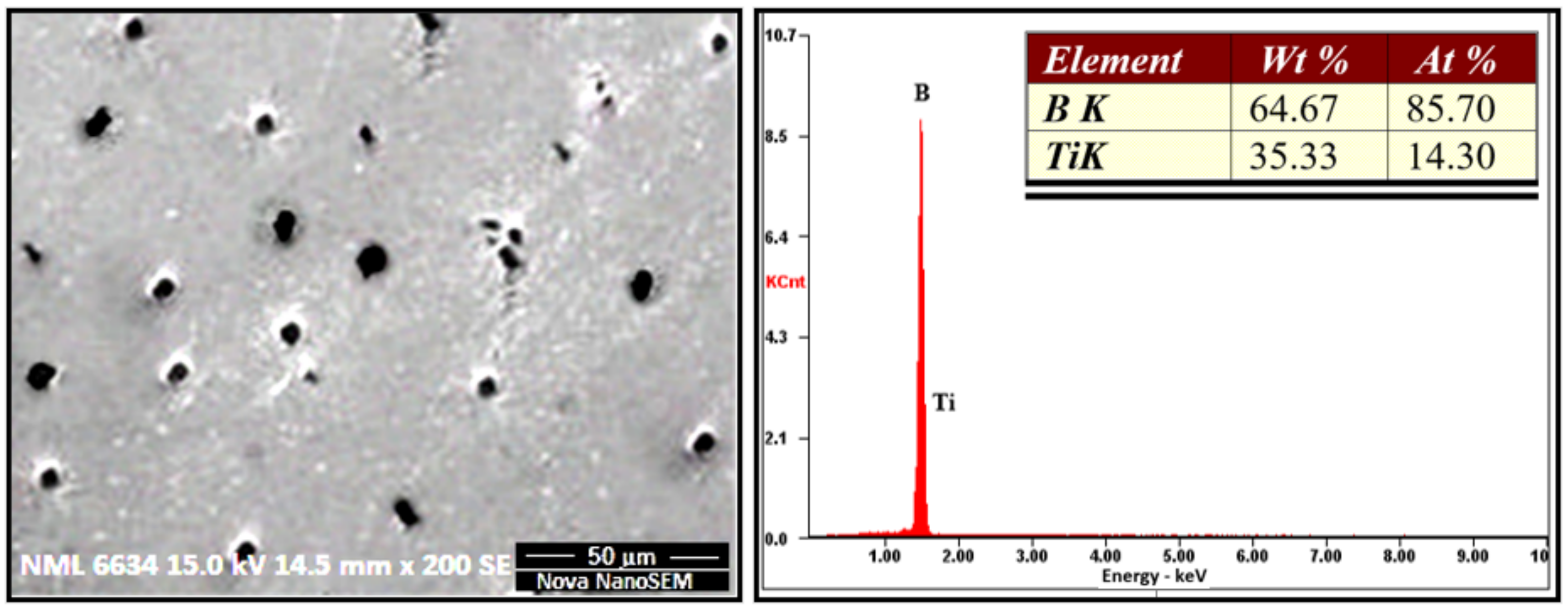
3.1. Microstructure Studies
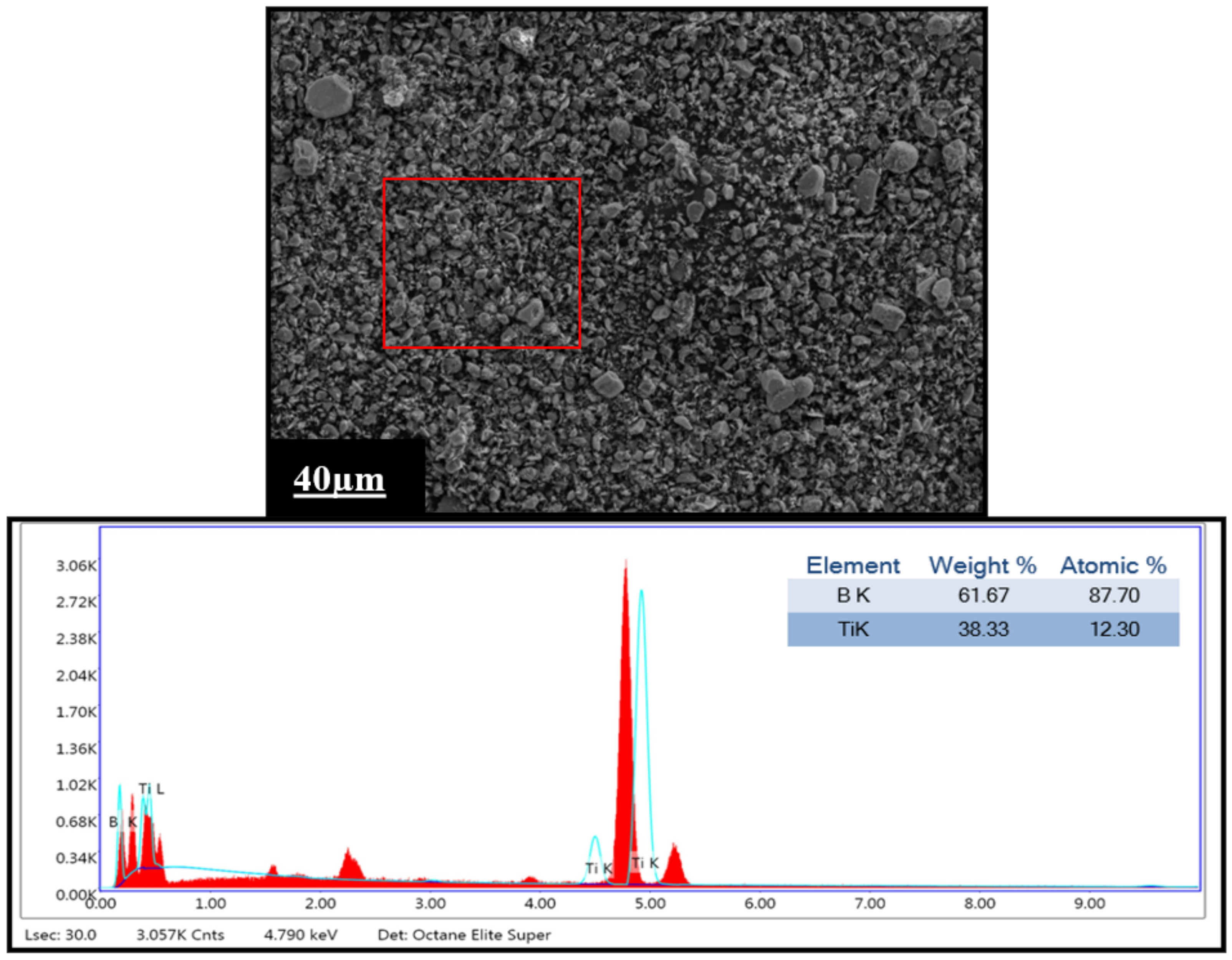
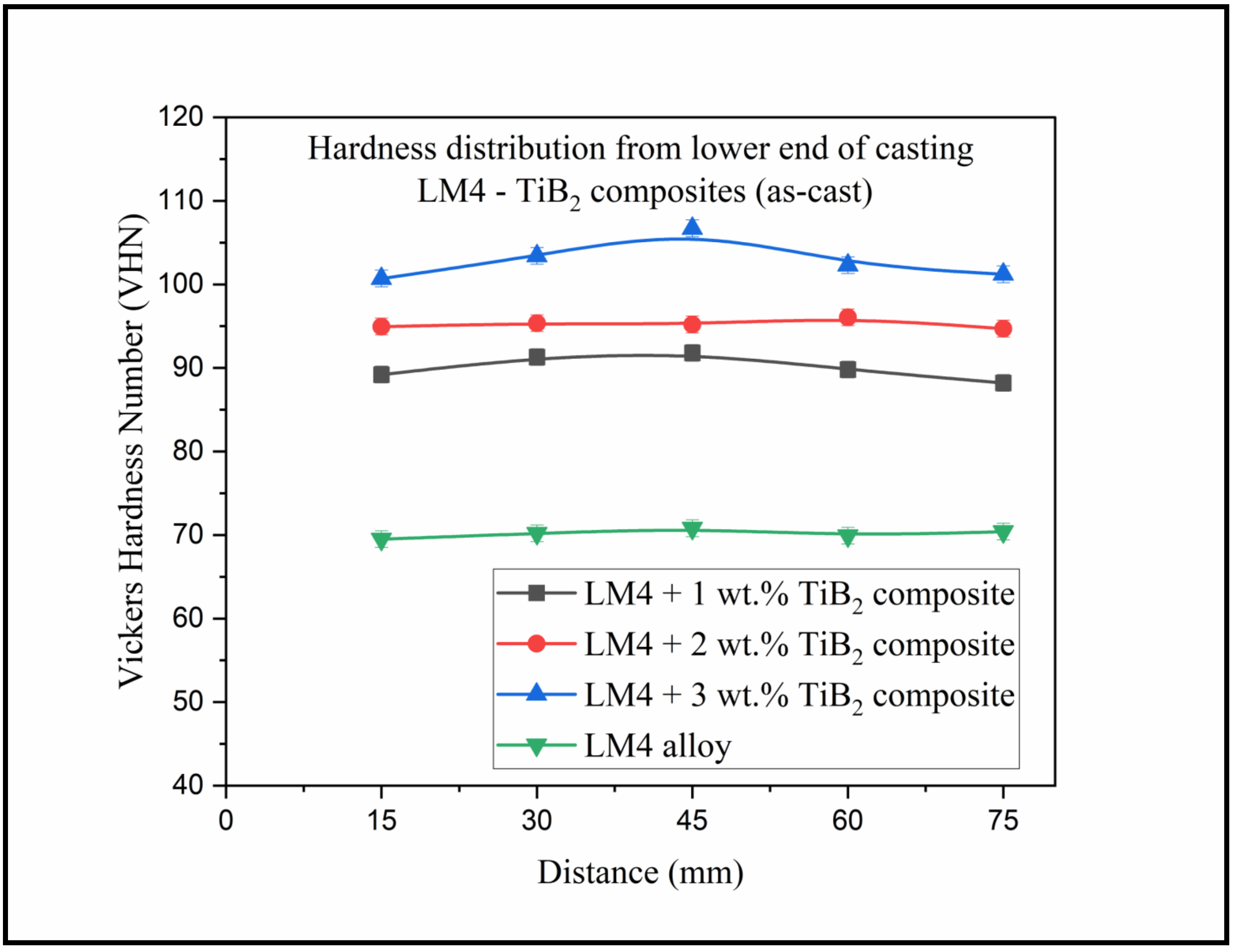
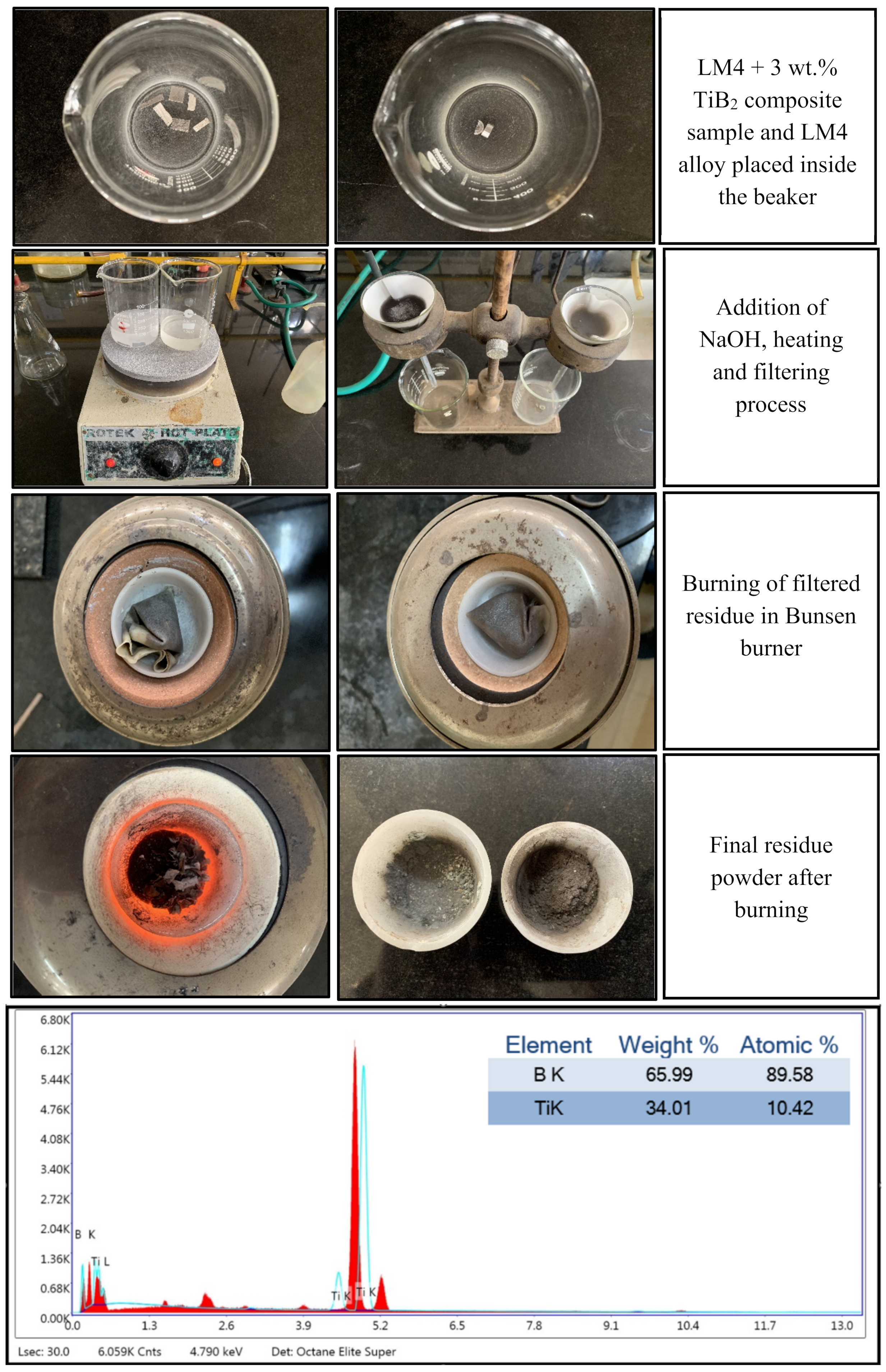
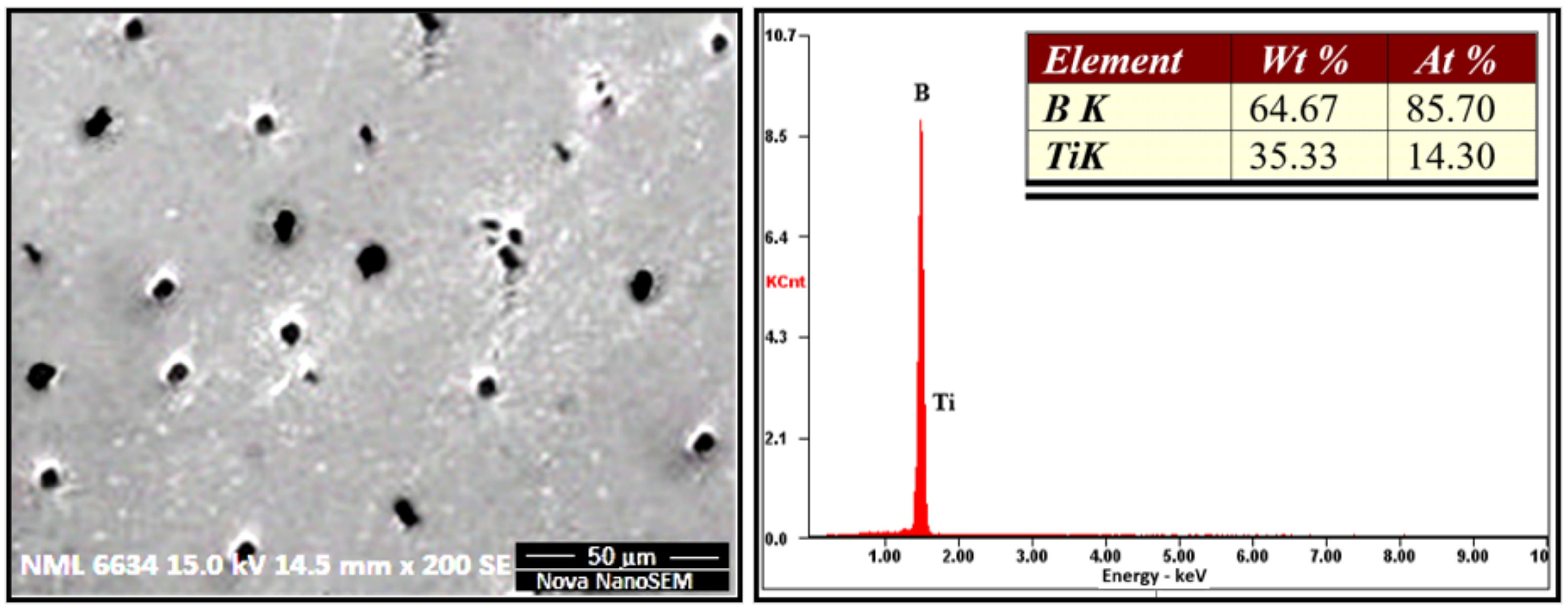
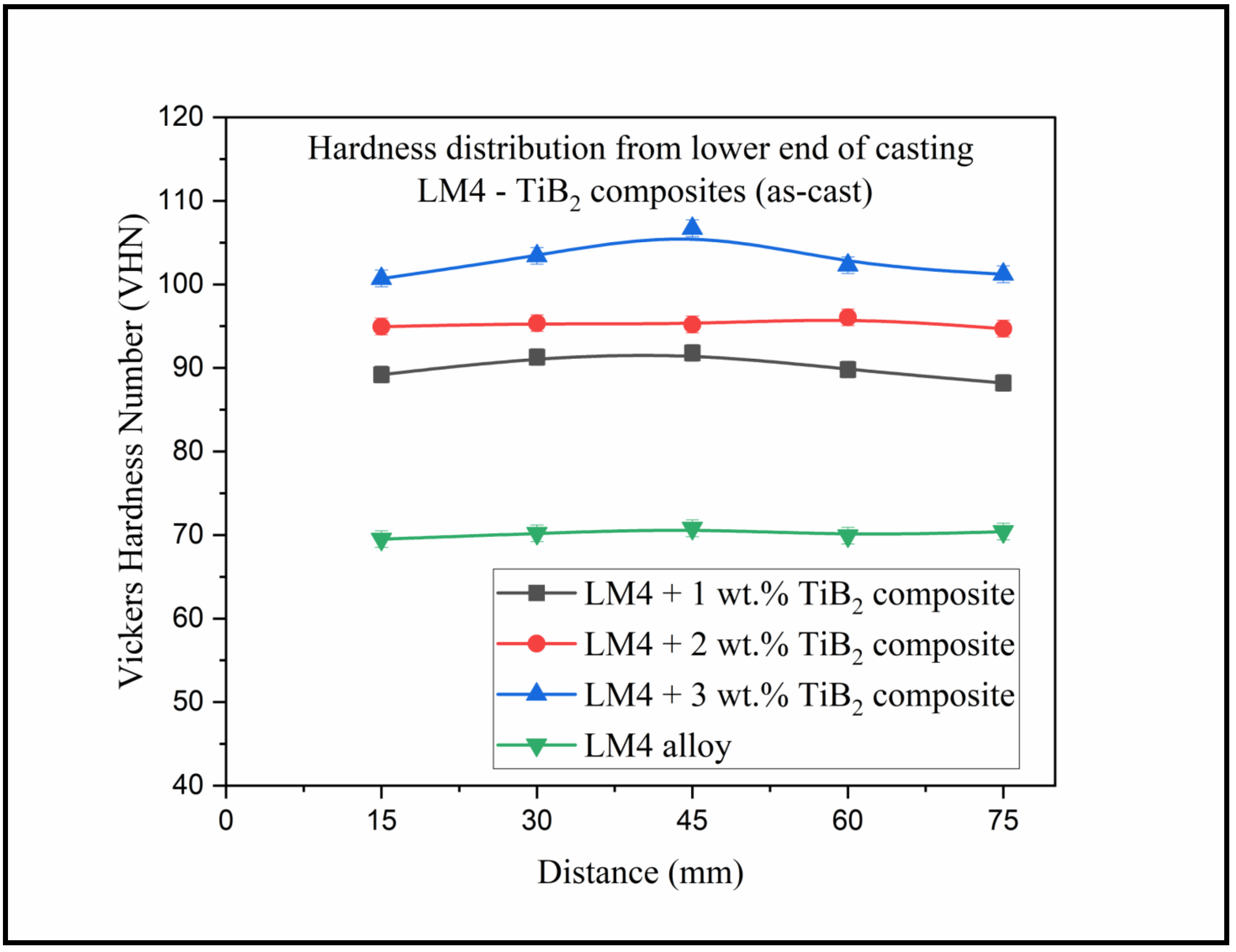
3.2. Confirmation Test through Chemical Analysis and Hardness Measurement
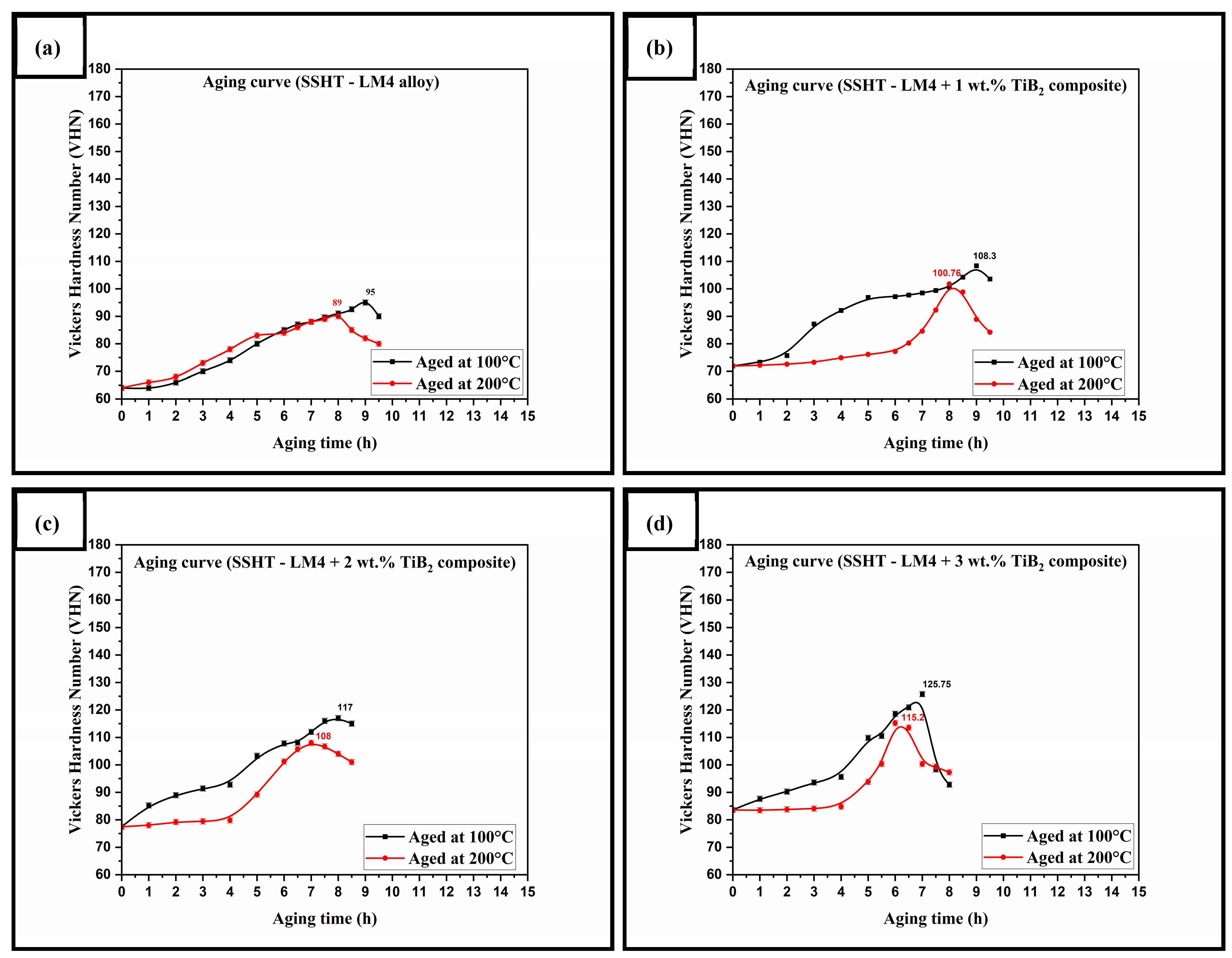
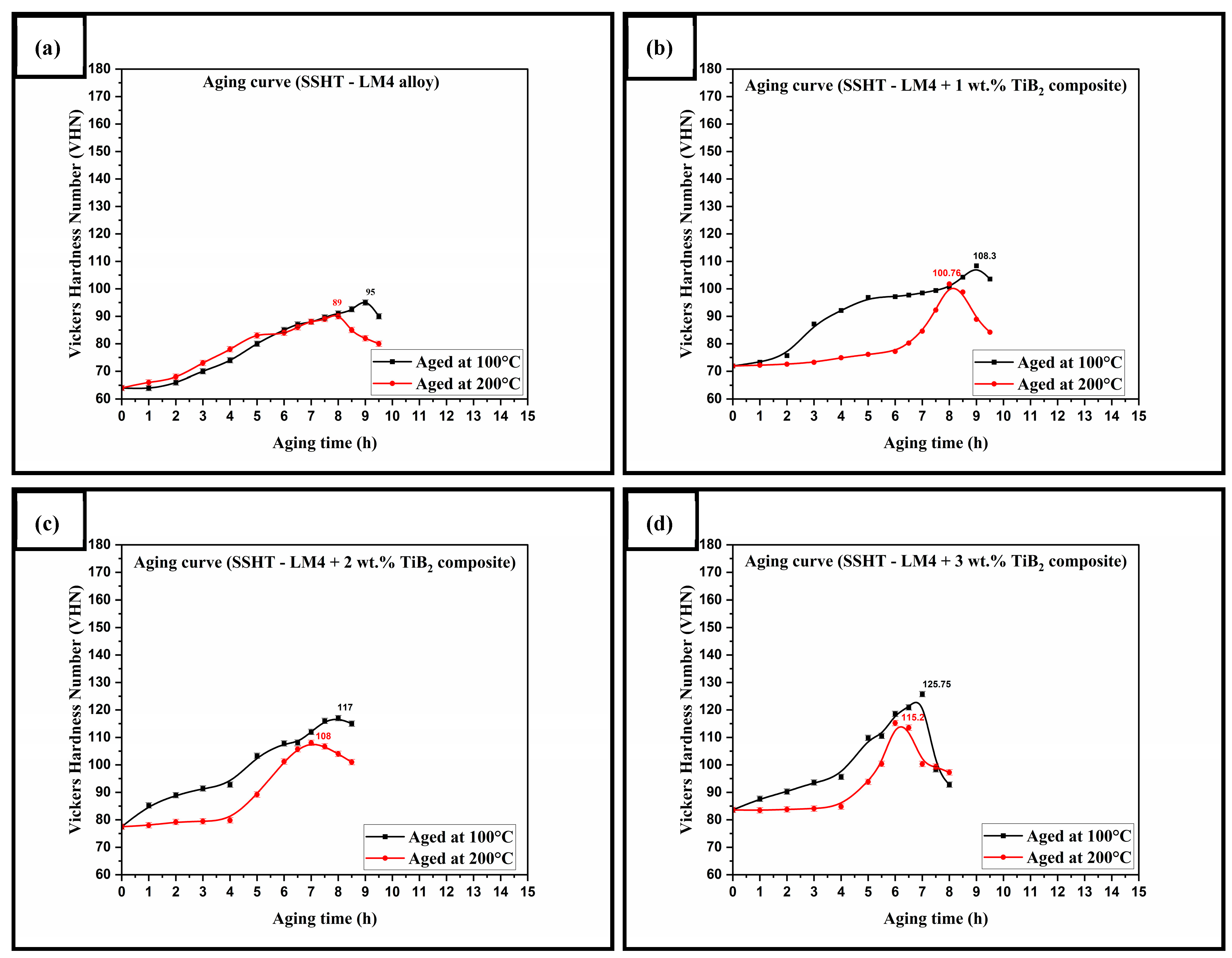
3.3. Aging Curve and Hardness
3.4. Tensile Properties
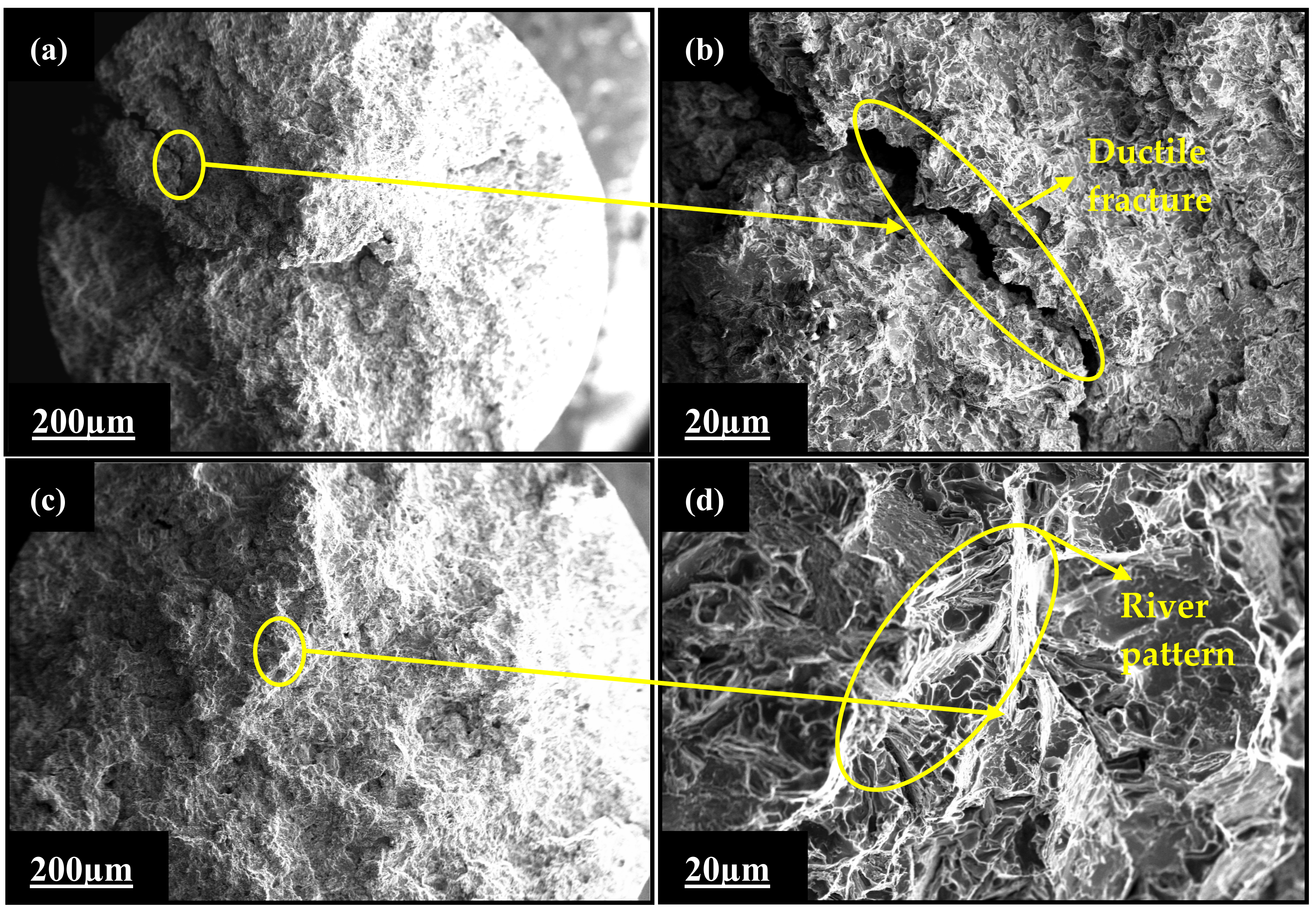
3.5. Fracture Surface Analysis of the LM4 Alloy
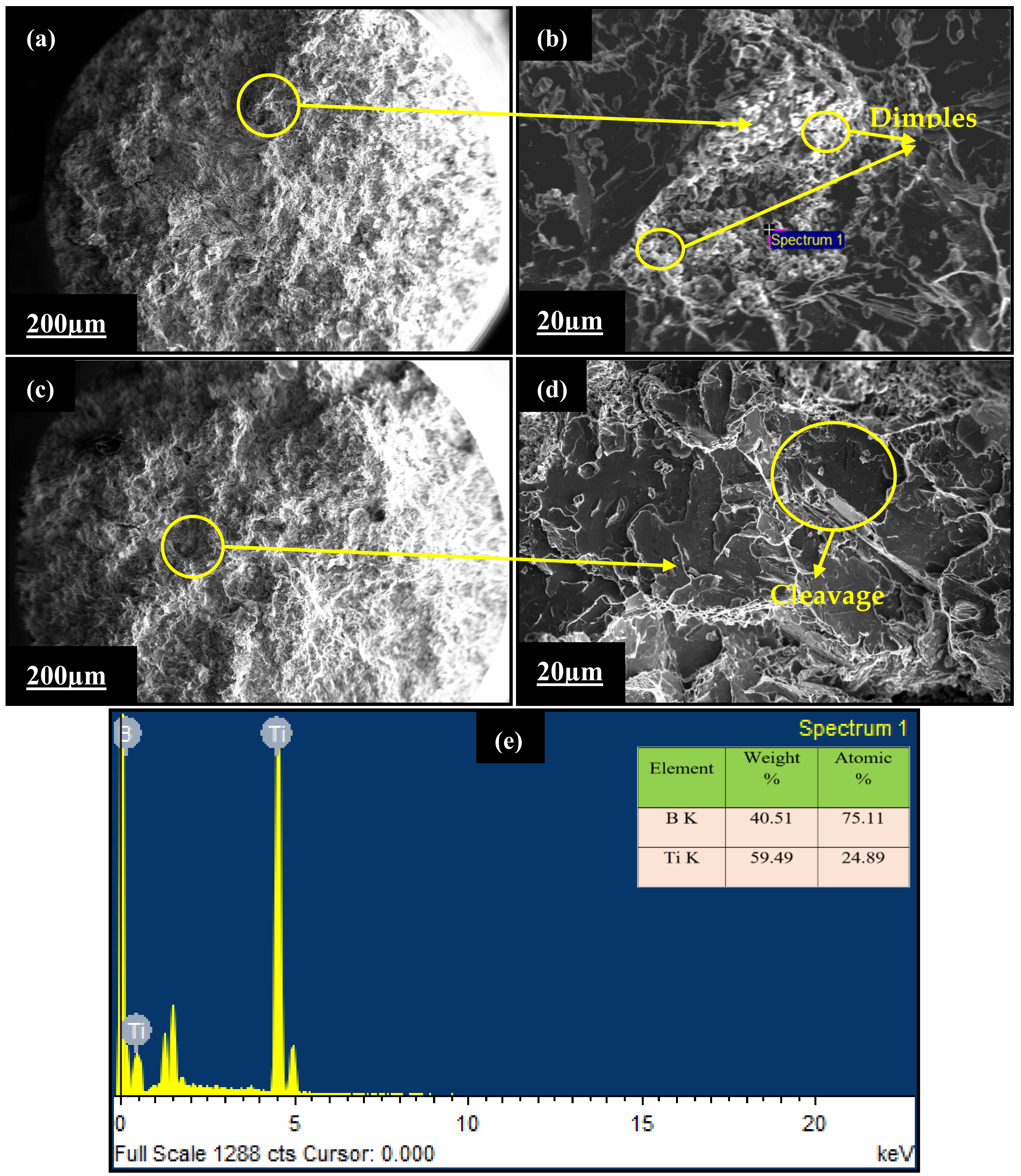
3.6. Fracture Surface Analysis of LM4 + TiB2 Composites
4. Conclusions
- The two-stage stir-casting process was proven to be the most effective method for producing composites; the hardness test confirmed the soundness of the casting, and chemical analysis confirmed the quantity of reinforcement present in the cast samples.
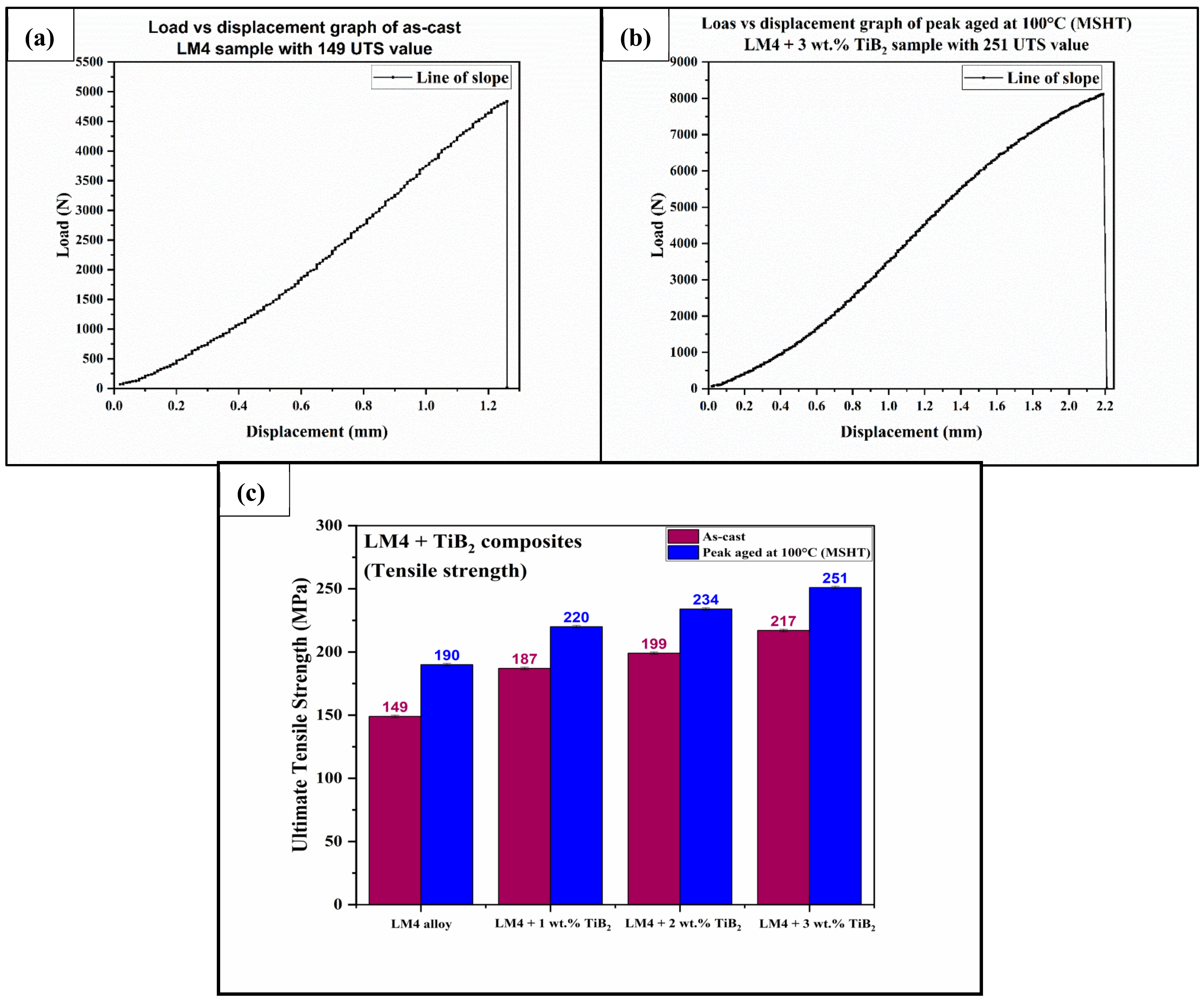
- There were 27–47% and 25–45% improvements in the hardness and UTS values observed in the LM4 + TiB2 (1, 2, and 3 wt.%) composites when compared to the as-cast LM4 alloy; this improvement in the properties was in large part due to the presence of hard TiB2 particulates.
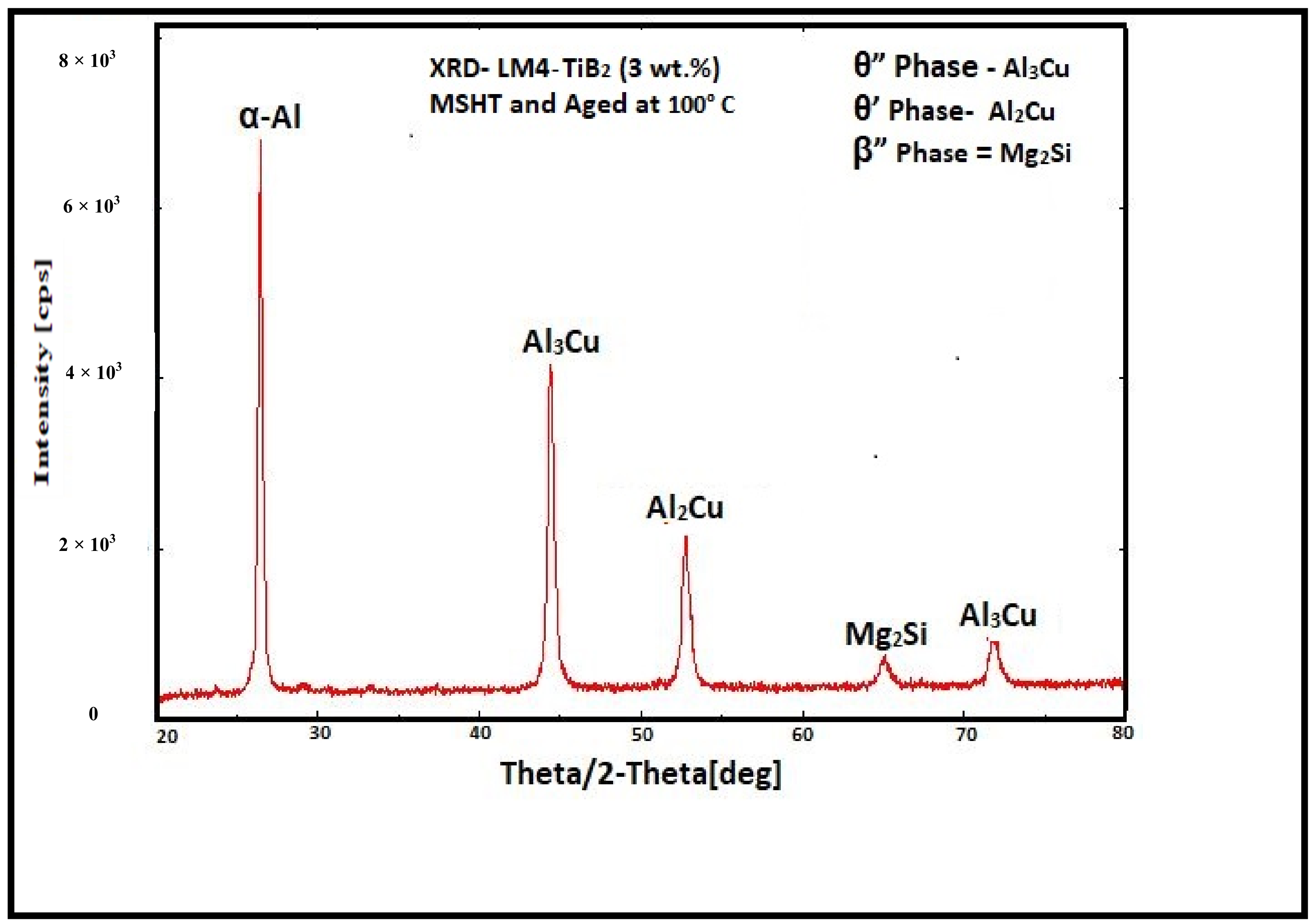
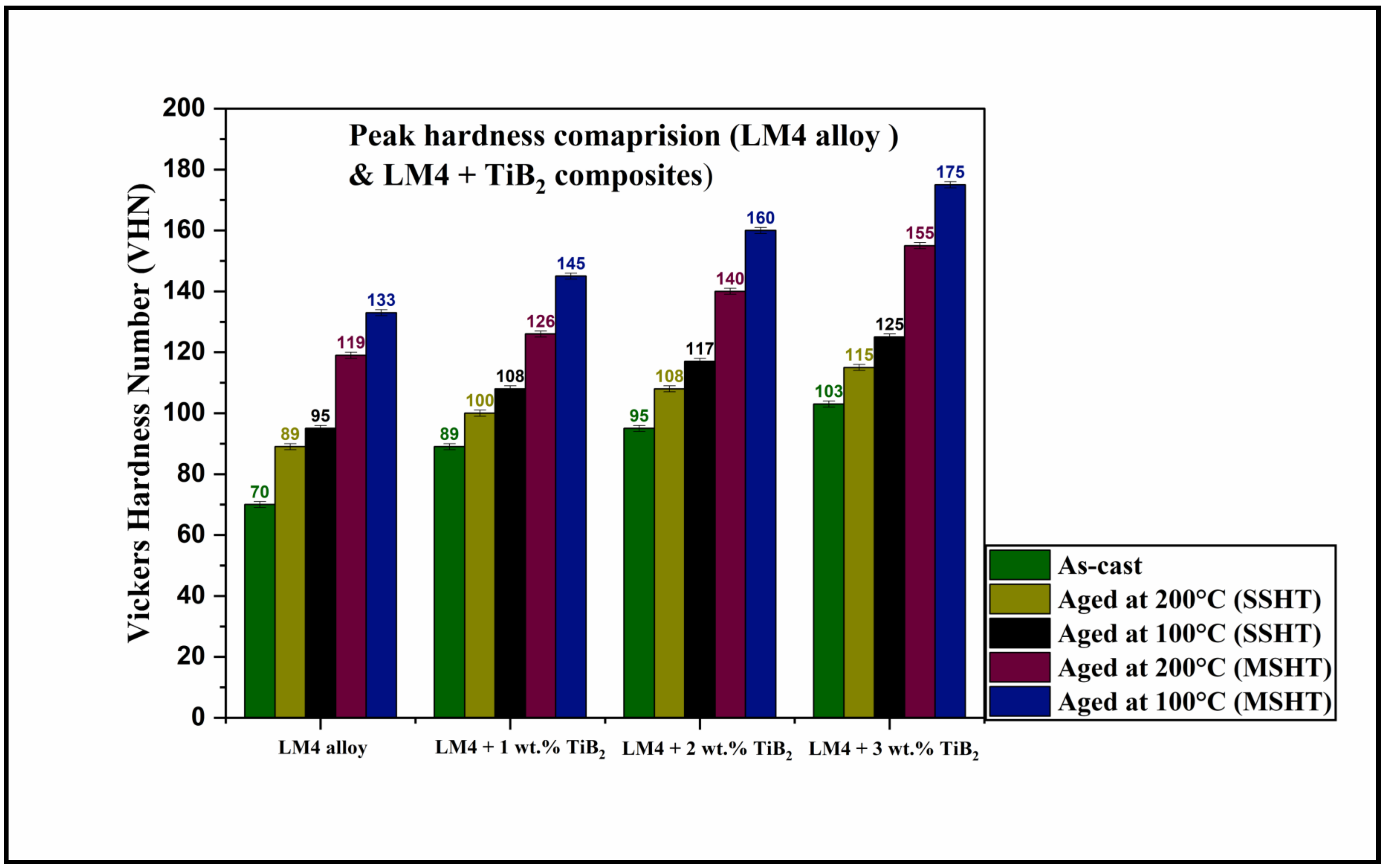
- The MSHT samples possessed a greater number of precipitates, and because of which, they displayed higher hardness values than the SSHT and as-cast samples. The MSHT samples aged at 100 °C displayed higher hardness and UTS values when compared to the SSHT samples aged at 100 and 200 °C. As shown in the XRD analysis, the Al2Cu and Al3Cu phases were the major reason for improving the properties such as the hardness and tensile strength.
- Compared to the as-cast alloy, the MSHT composite samples aged at 100 °C (peak-aged) showed a 107–150% and 47–68% improvement in hardness and tensile values, respectively.
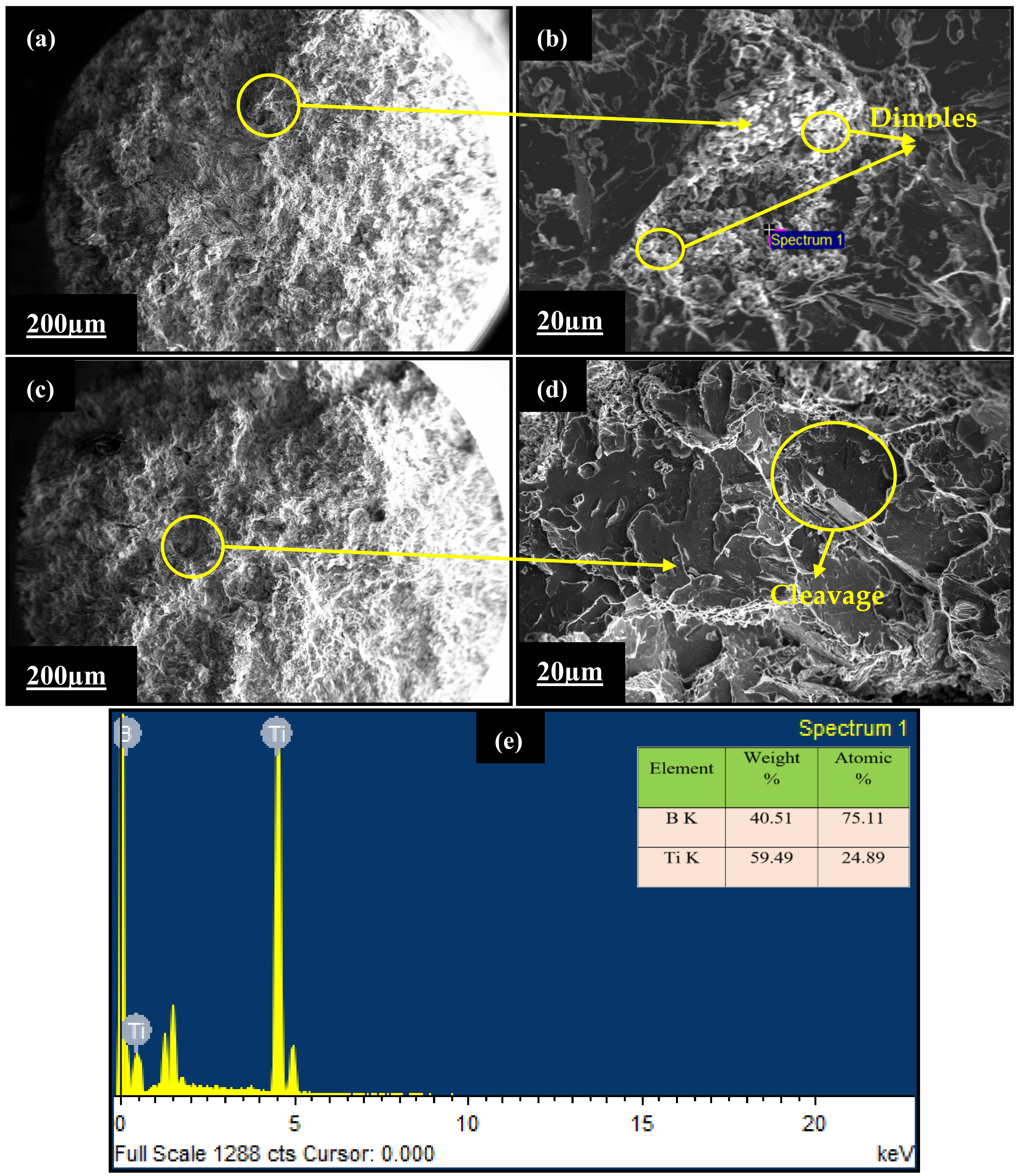
- The LM4 alloy’s fracture mechanism was mostly dimple rupture. The base alloy’s peak-aged tensile fracture surface indicated a mixed mode of failure. The fracture surface of the TiB2-reinforced composite fracture revealed quasi-cleavage fracture and plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S.; Messieri, S. The influence of cooling rate on microstructure, tensile and fatigue behavior of heat-treated Al-Si-Cu-Mg alloys. Mater. Sci. Forum 2017, 884, 81–92. [Google Scholar] [CrossRef]
- Li, Z.; Limodin, N.; Tandjaoui, A.; Quaegebeur, P.; Witz, J.F.; Balloy, D. Influence of Fe content on the damage mechanism in A319 aluminum alloy: Tensile tests and digital image correlation. Eng. Fract. Mech. 2017, 183, 94–108. [Google Scholar] [CrossRef]
- Tash, M.; Samuel, F.H.; Mucciardi, F.; Doty, H.W. Effect of metallurgical parameters on the hardness and microstructural characterization of as-cast and heat-treated 356 and 319 aluminum alloys. Mater. Sci. Eng. A 2007, 443, 185–201. [Google Scholar] [CrossRef]
- Poria, S.; Sahoo, P.; Sutradhar, G. Tribological characteristics of stir-cast Al–TiB2 metal matrix composites in lubricated condition using taguchi based grey relation analysis. Mater. Today Proc. 2018, 5, 23629–23637. [Google Scholar] [CrossRef]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of additives on the microstructure and tensile properties of Al-Si alloys. J. Mater. Res. Technol. 2019, 8, 2255–2268. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. The heat treatment of Al–Si–Cu–Mg casting alloys. J. Mater. Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef] [Green Version]
- Salleh, M.S.; Hanizam, O.; Mohd, Z.S.; Abu, B.A.R.; Soufhwee, Y.; Saifudin, H.A.R.; Mohd, W.A.Z. T6 heat treatment optimization of thixoformed LM4 aluminium alloy using response surface methodology. Malays. J. Compos. Sci. Manuf. 2020, 3, 1–13. [Google Scholar] [CrossRef]
- Mukund, A.; Aditya, S.N.; Raagavendran, S.; Premkumar, R.; Akhil, R.; Nidhin Shankar, A.; Karthik, V. Impact of solutionising temperature on the microstructure, hardness and tensile strength of Al-6.6Si-0.3Mg-3Ni alloys. Mater. Today Proc. 2021, 38, 2117–2122. [Google Scholar] [CrossRef]
- Yang, H.; Ji, S.; Yang, W.; Wang, Y.; Fan, Z. Effect of Mg level on the microstructure and mechanical properties of die-cast Al–Si–Cu alloys. Mater. Sci. Eng. A 2015, 642, 340–350. [Google Scholar] [CrossRef]
- Srinivas, D.; Sharma, S.; Gowrishankar, M.C.; Hiremath, P.; Shettar, M. Effect of single and multistage solution heat treatment on age hardened A319 alloy. AIP Conf. Proc. 2022, 2421, 040001. [Google Scholar] [CrossRef]
- Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Relationship between tensile and impact properties in Al–Si–Cu–Mg cast alloys and their fracture mechanisms. Mater. Des. 2014, 53, 938–946. [Google Scholar] [CrossRef]
- Li, Z.; Limodin, N.; Tandjaoui, A.; Quaegebeur, P.; Witz, J.F.; Balloy, D. Damage investigation in A319 aluminum alloy by digital image correlation during in-situ tensile tests. Procedia Struct. Integr. 2016, 2, 3415–3422. [Google Scholar] [CrossRef]
- Li, Z.; Limodin, N.; Tandjaoui, A.; Quaegebeur, P.; Witz, J.F.; Balloy, D. In-situ 3D characterization of tensile damage mechanisms in A319 aluminium alloy using X-ray tomography and digital volume correlation. Mater. Sci. Eng. A 2020, 794, 139920. [Google Scholar] [CrossRef]
- Samuel, E.; Golbahar, B.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of grain refiner on the tensile and impact properties of Al–Si–Mg cast alloys. Mater. Des. 2014, 56, 468–479. [Google Scholar] [CrossRef]
- Han, Y.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Optimizing the tensile properties of Al–Si–Cu–Mg 319-type alloys: Role of solution heat treatment. Mater. Des. 2014, 58, 426–438. [Google Scholar] [CrossRef]
- Rincon, E.; Lopez, H.F.; Cisneros, M.M.; Mancha, H. Temperature effects on the tensile properties of cast and heat treated aluminum alloy A319. Mater. Sci. Eng. A 2009, 519, 128–140. [Google Scholar] [CrossRef]
- Zhu, M.; Jian, Z.; Yang, G.; Zhou, Y. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. Mater. Des. 2012, 36, 243–249. [Google Scholar] [CrossRef]
- Poria, S.; Sahoo, P.; Sutradhar, G. Design of experiments analysis of wear behavior of stir cast Al–TiB2 composite in lubricated condition. Mater. Today Proc. 2018, 5, 5221–5228. [Google Scholar] [CrossRef]
- Karbalaei Akbari, M.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Xiao, C.; Hong-Tao, W.; Gang-Chang, J.; Xiao-Bo, B.; Wei, F. Microstructure and properties of TiB2–Ni coatings with different binder phase contents deposited by HVOF spray process. Rare Met. 2022, 41, 1385–1393. [Google Scholar] [CrossRef]
- Vandersluis, E.; Ravindran, C. Effects of solution heat treatment time on the as-quenched microstructure, hardness and electrical conductivity of B319 aluminum alloy. J. Alloys Compd. 2020, 838, 155577. [Google Scholar] [CrossRef]
- Akhil, M.G.; Preenu, S.; Hari, S.; Ravi, M. Effect of heat treatment on the mechanical properties of squeeze-cast Al–5Si–3Cu alloy for automotive applications. Trans. Indian Inst. Met. 2019, 72, 1129–1132. [Google Scholar] [CrossRef] [Green Version]
- Sokolowski, J.H.; Djurdjevic, M.B.; Kierkus, C.A.; Northwood, D.O. Improvement of 319 aluminum alloy casting durability by high temperature solution treatment. J. Mater. Process. Technol. 2001, 109, 174–180. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H.; Al kahtani, S. Influence of Mg and solution heat treatment on the occurrence of incipient melting in Al-Si-Cu-Mg cast alloys. Mater. Sci. Eng. A 2012, 543, 22–34. [Google Scholar] [CrossRef]
- Srinivas, D.; Shankar, G.; Sharma, S.; Shettar, M.; Hiremath, P. Artificial neural network for predicting hardness of multistage solutionized and artificially aged LM4 + TiB2 composites. Mater. Res. 2022, 25, 2022. [Google Scholar] [CrossRef]
- MC, G.; Hiremath, P.; Shettar, M.; Sharma, S.; Rao, U.S. Experimental validity on the casting characteristics of stir cast aluminium composites. J. Mater. Res. Technol. 2020, 9, 3340–3347. [Google Scholar] [CrossRef]
- Shettar, M.; Hiremath, P.; Shankar, G.; Kini, A.; Sharma, S. Tribolayer behaviour and wear of artificially aged Al6061 hybrid composites. Int. J. Automot. Mech. Eng. 2021, 18, 8668–8676. [Google Scholar] [CrossRef]
- Jayashree, P.K.; Gowrishankar, M.C.; Sharma, S.; Shetty, R.; Shettar, M.; Hiremath, P. Influence of homogenization and aging on tensile strength and fracture behavior of TIG welded Al6061-SiC composites. J. Mater. Res. Technol. 2020, 9, 3598–3613. [Google Scholar] [CrossRef]
- Donald, R.; Askeland, D.K.B.; Pradeep, P.F. Essentials of Materials Science and Engineering, 4th ed.; Cengage Learning, Inc.: Boston, MA, USA, 2010. [Google Scholar]
- Medrano-Prieto, H.M.; Garay-Reyes, C.G.; Gómez-Esparza, C.D.; Aguilar-Santillán, J.; Maldonado-Orozco, M.C.; Martínez-Sánchez, R. Evolution of microstructure in Al–Si–Cu system modified with a transition element addition and its effect on hardness. Mater. Res. 2016, 19, 59–66. [Google Scholar] [CrossRef] [Green Version]
- Hwang, J.Y.; Banerjee, R.; Doty, H.W.; Kaufman, M.J. The effect of Mg on the structure and properties of Type 319 aluminum casting alloys. Acta Mater. 2009, 57, 1308–1317. [Google Scholar] [CrossRef]
- Milan, M.T.; Bowen, P. Tensile and fracture toughness properties of SiCp reinforced Al alloys: Effects of particle size, particle volume fraction, and matrix strength. J. Mater. Eng. Perform. 2004, 13, 775–783. [Google Scholar] [CrossRef]
- Carlo, A.B.; Paola, B.; Jacopo, F.; Mihaela, A.; Ausonio, T. Selective laser melting of AlCu–TiB2 alloy using pulsed wave laser emission mode: Processability, microstructure and mechanical properties. Mater. Des. 2021, 204, 109628. [Google Scholar] [CrossRef]
- Siddique, R.A.; Abdul-Wahab, S.A.; Pervez, T. Effect of aging time and aging temperature on fatigue and fracture behavior of 6063 aluminum alloy under seawater influence. Mater. Des. 2008, 29, 70–79. [Google Scholar] [CrossRef]
- Herbert, M.A.; Das, G.; Maiti, R.; Chakraborty, M.; Mitra, R. Tensile properties of cast and mushy state rolled Al–4.5Cu alloy and in situ Al4.5Cu–5TiB2 composite. Int. J. Cast Met. Res. 2015, 23, 216–224. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Cu | Mg | Sn | Ni | Fe | Ti | Mn | Al |
|---|---|---|---|---|---|---|---|---|---|
| wt.% (Actual) | 5.925 | 2.476 | 0.176 | 0.045 | 0.03 | 0.641 | 0.045 | 0.121 | Bal. |
| wt.% (Standard) | 4–6 | 2–4 | 0–0.20 | 0–0.1 | 0–0.3 | 0–0.8 | 0–0.2 | 0.2–0.6 | Bal. |
| Properties | LM4 | TiB2 |
|---|---|---|
| Density (g/cm3) | 2.75 | 4.52 |
| Hardness (VHN) | 68–83 | 960 |
| Melting point (°C) | 660 | 2790 |
| Type | Value |
|---|---|
| Initial weight of alloy (LM4) and composite (LM4 + 3 wt.% TiB2) | 2 g each |
| Initial weight of two crucibles | 15.8969 g (alloy) and 15.9494 g (composite) |
| Final weight of two crucibles after burning filter paper | 15.9031 g (alloy) and 16.01342 g (composite) |
| Alloy residue weight | 15.9031 − 15.8969 = 0.0062 g (alloy residue weight is negligible) |
| Composite residue weight | 16.01342 − 15.9494 = 0.06402 g |
| Weight of reinforcement in composite | 0.06402 − 0.0062 = 0.05782 g |
| wt.% for reinforcement in composite | ((0.06402 − 0.0062)/2) × 100 = 2.891% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Doddapaneni, S.; Kumar, S.; Shettar, M.; Rao, S.; Sharma, S.; MC, G. Experimental Investigation to Confirm the Presence of TiB2 Reinforcements in the Matrix and Effect of Artificial Aging on Hardness and Tensile Properties of Stir-Cast LM4-TiB2 Composite. Crystals 2022, 12, 1114. https://doi.org/10.3390/cryst12081114
Doddapaneni S, Kumar S, Shettar M, Rao S, Sharma S, MC G. Experimental Investigation to Confirm the Presence of TiB2 Reinforcements in the Matrix and Effect of Artificial Aging on Hardness and Tensile Properties of Stir-Cast LM4-TiB2 Composite. Crystals. 2022; 12(8):1114. https://doi.org/10.3390/cryst12081114
Chicago/Turabian StyleDoddapaneni, Srinivas, Sathish Kumar, Manjunath Shettar, Suma Rao, Sathyashankara Sharma, and Gowrishankar MC. 2022. "Experimental Investigation to Confirm the Presence of TiB2 Reinforcements in the Matrix and Effect of Artificial Aging on Hardness and Tensile Properties of Stir-Cast LM4-TiB2 Composite" Crystals 12, no. 8: 1114. https://doi.org/10.3390/cryst12081114
APA StyleDoddapaneni, S., Kumar, S., Shettar, M., Rao, S., Sharma, S., & MC, G. (2022). Experimental Investigation to Confirm the Presence of TiB2 Reinforcements in the Matrix and Effect of Artificial Aging on Hardness and Tensile Properties of Stir-Cast LM4-TiB2 Composite. Crystals, 12(8), 1114. https://doi.org/10.3390/cryst12081114