
Two-Step Fabrication of BPO4 Ceramics with Acid Corrosion Resistance and Neutron Shielding Performance

Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of BPO4 Powder
2.2. Preparation of BPCs
2.3. Evaluation Methods
3. Results and Discussion
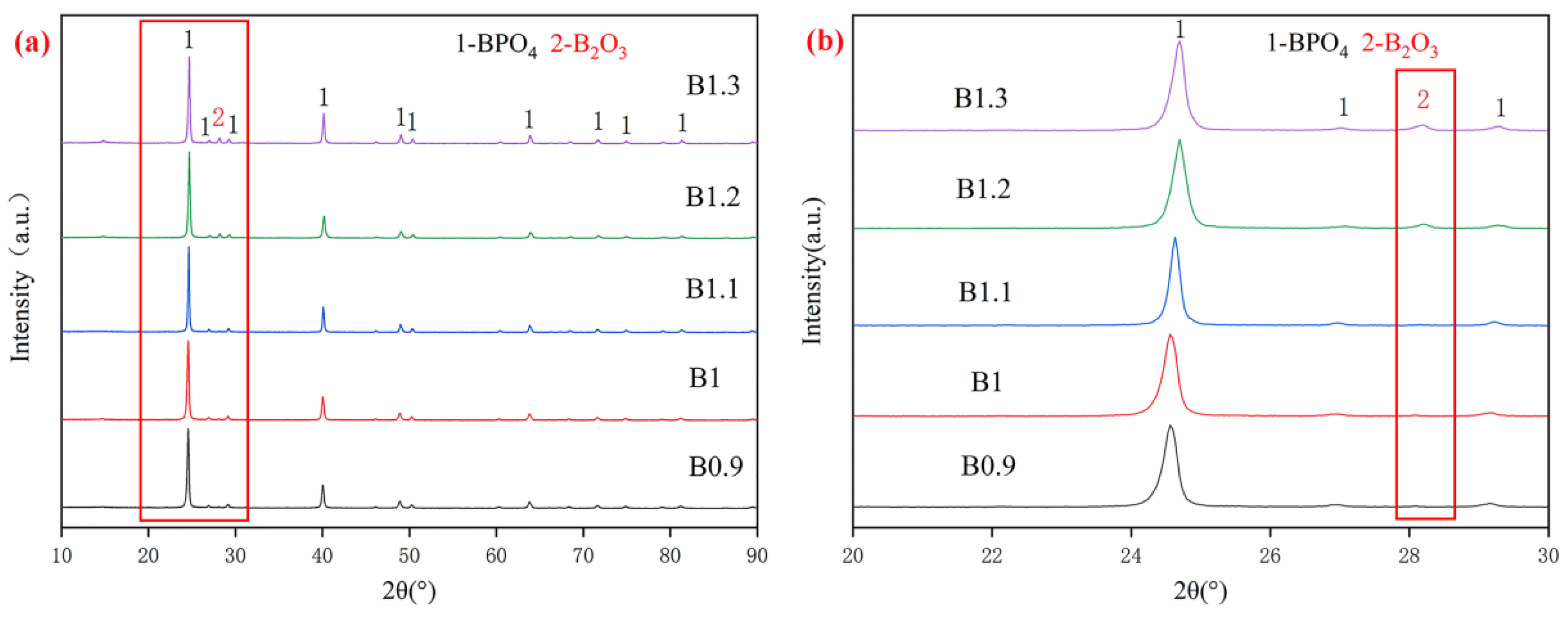
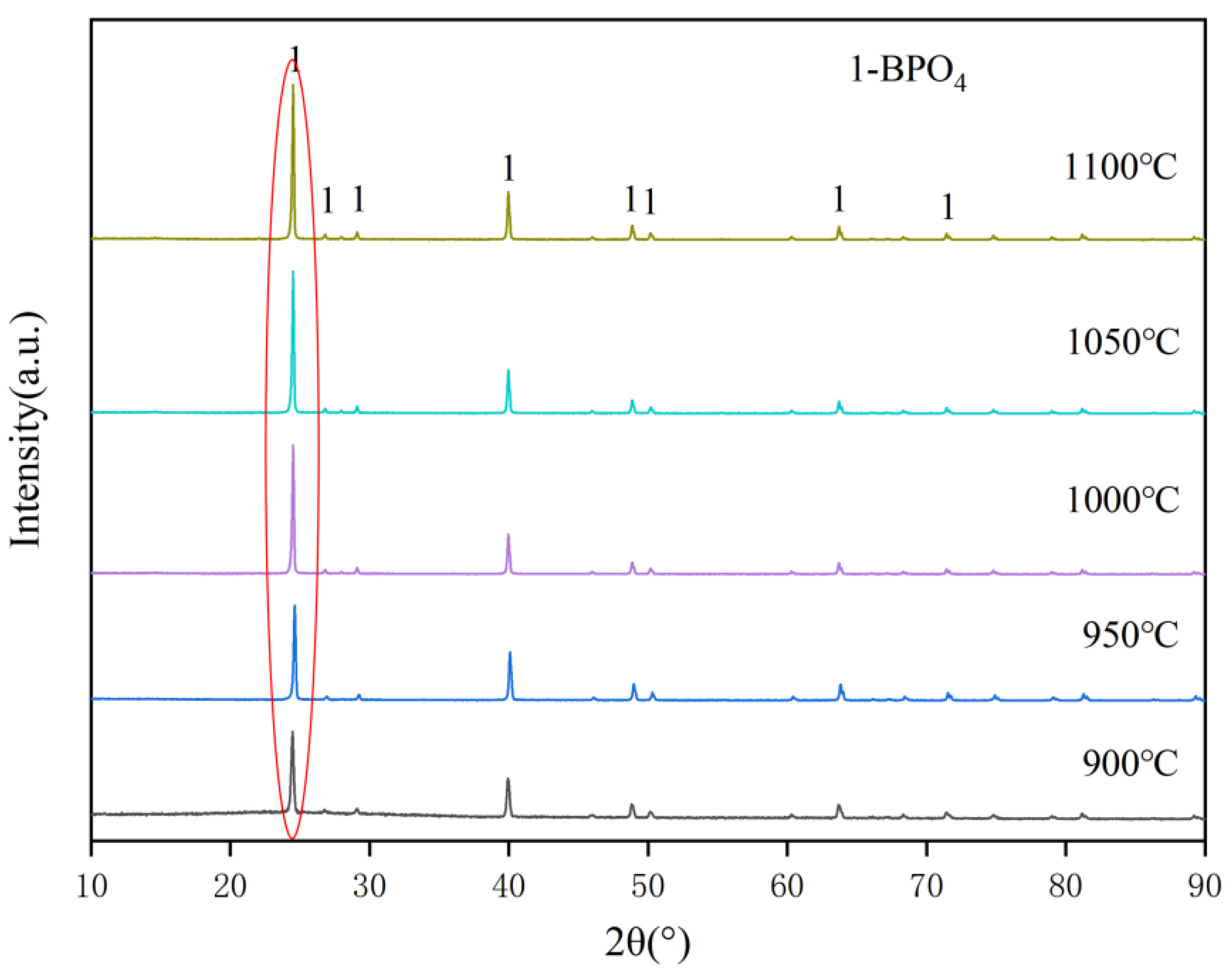
3.1. Phase Composition
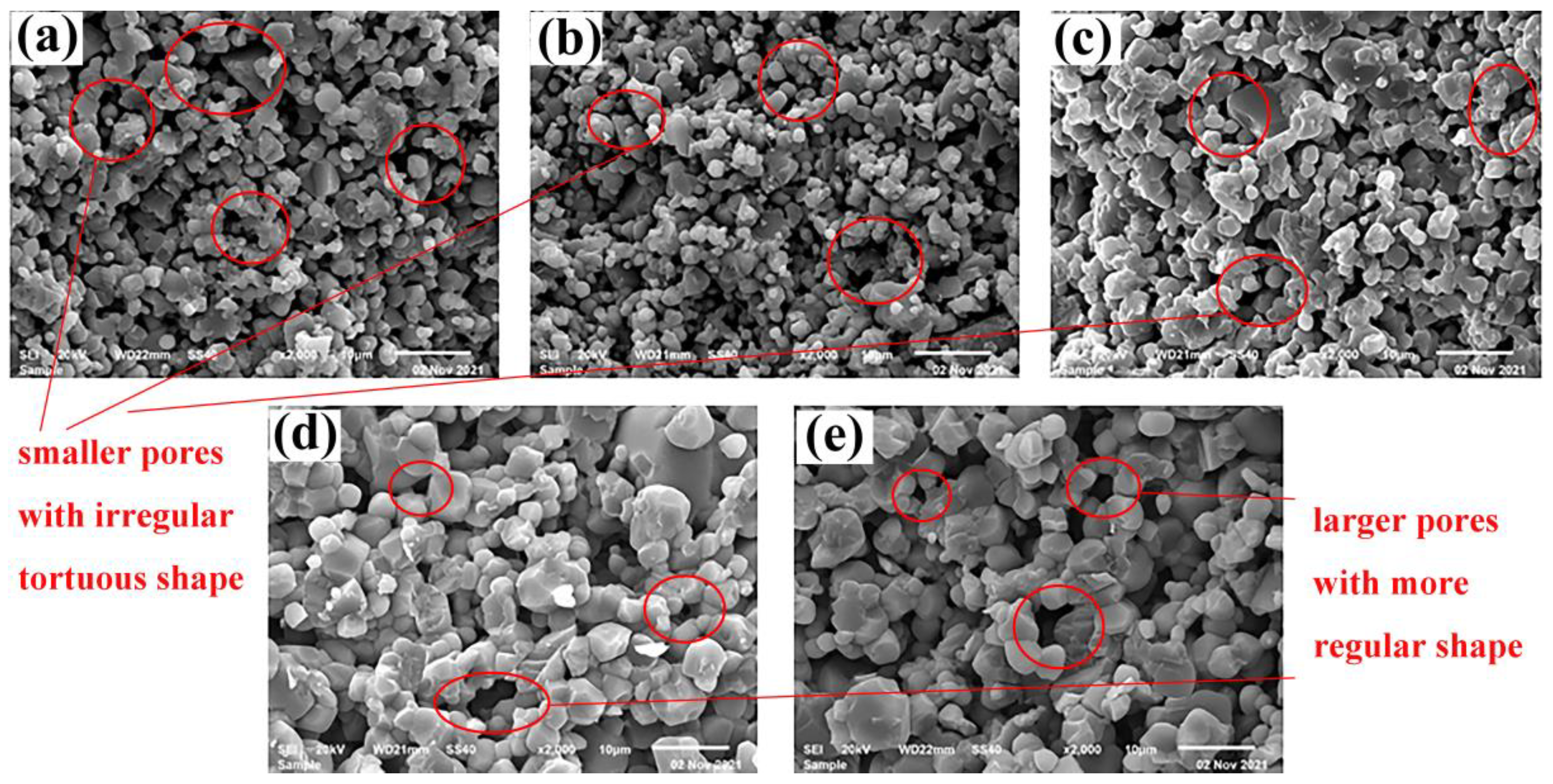
3.2. Microstructures
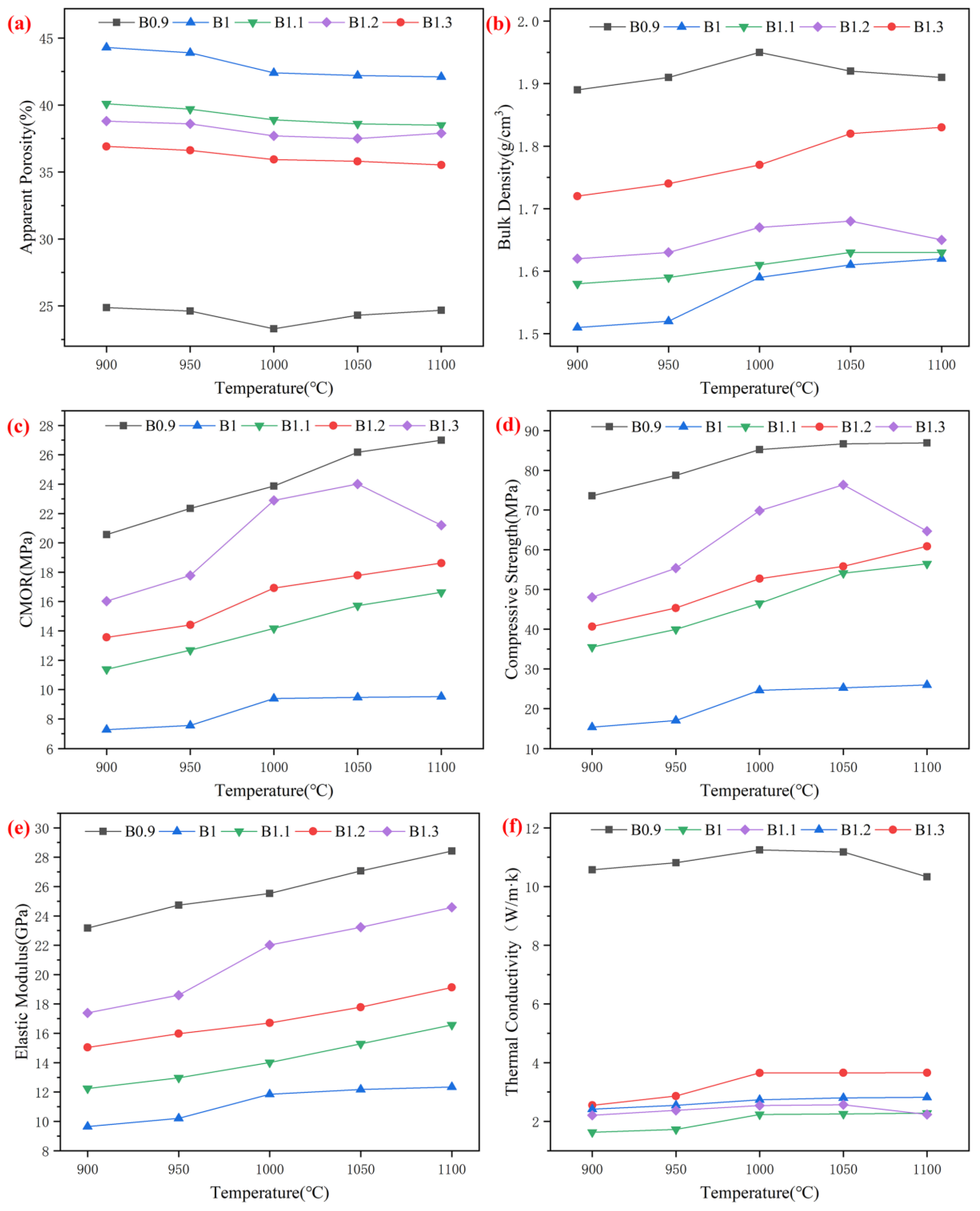
3.3. Mechanical and Thermal Properties
3.4. Acid-Corrosion Resistance
3.5. Neutron Shielding Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hei, D.; Chen, R.; Liu, F.; Lao, D.; Jia, W. A novel design of neutron shielding composite materials with three-dimensionally interwoven structure and excellent properties. J. Alloys Compd. 2020, 845, 156328. [Google Scholar] [CrossRef]
- Hu, H.; Wang, Q.; Qin, J.; Wu, Y.; Zhang, T.; Xie, Z.; Jiang, X.; Zhang, G.; Xu, H.; Zheng, X.; et al. Study on Composite Material for Shielding Mixed Neutron and γ-Rays. IEEE Trans. Nucl. Sci. 2008, 55, 2376–2384. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, M.; Zhang, X.; Wu, H.; Guo, S.; Wang, Y. Enhancing the neutron shielding ability of polyethylene composites with an alternating multi-layered structure. Compos. Sci. Technol. 2017, 150, 16–23. [Google Scholar] [CrossRef]
- Mahmoud, M.E.; El-Khatib, A.M.; Badawi, M.S.; Rashad, A.R.; El-Sharkawy, R.; Thabet, A.A. Recycled high-density polyethylene plastics added with lead oxide nanoparticles as sustainable radiation shielding materials. J. Clean. Prod. 2018, 176, 276–287. [Google Scholar] [CrossRef]
- Soltani, Z.; Beigzadeh, A.; Ziaie, F.; Asadi, E. Effect of particle size and percentages of Boron carbide on the thermal neutron radiation shielding properties of HDPE/B4C composite: Experimental and simulation studies. Radiat. Phys. Chem. 2016, 127, 182–187. [Google Scholar] [CrossRef]
- Feng, Y.C.; Geng, L.; Fan, G.H.; Li, A.B.; Zheng, Z.Z. The properties and microstructure of hybrid composites reinforced with WO3 particles and Al18B4O33 whiskers by squeeze casting. Mater. Des. 2009, 30, 3632–3635. [Google Scholar] [CrossRef]
- Tekin, H.; Altunsoy, E.; Kavaz, E.; Sayyed, M.; Agar, O.; Kamislioglu, M. Photon and neutron shielding performance of boron phosphate glasses for diagnostic radiology facilities. Results Phys. 2019, 12, 1457–1464. [Google Scholar] [CrossRef]
- Wang, X.; Li, L.; Bin Hong, W.; Yan, H.; Wu, S.Y.; Chen, X.M. Preparation and microwave dielectric properties of BPO4 ceramics with ultra-low dielectric constant. J. Mater. Sci. Mater. Electron. 2021, 32, 6660–6667. [Google Scholar] [CrossRef]
- Shan, Z.C. A new method for preparation of BPO4. Chem. World 2003, 6, 289–290. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, R.; Jiang, H.; Gong, H. Synthesis of BPO4 powder by solvent azeotropic dehydration method. Sci. Technol. Chem. Indus. 2012, 20, 37–39. [Google Scholar] [CrossRef]
- Rashad, M.; Balasubramanian, M. Characteristics of porous mullite developed from clay and AlF3·3H2O. J. Eur. Ceram. Soc. 2018, 38, 3673–3680. [Google Scholar] [CrossRef]
- Li, Y.; Luo, H.; He, Z.; Xiang, R.; Jia, W.; Li, S.; Lao, D.; Zhou, Z.; Dong, C. Structural stability and neutron-shielding capacity of GdBO3-Al18B4O33 composite ceramics: Experimental investigation and numerical simulation. Ceram. Int. 2021, 47, 20935–20947. [Google Scholar] [CrossRef]
- Li, S.; Li, Y.; Li, S.; Xu, N.; Wang, H.; Luo, H.; Chen, P. Novel two-step sintering and in situ bonding method for fabrication of ZrP2O7 ceramics. Ceram. Int. 2021, 47, 23875–23879. [Google Scholar] [CrossRef]
- Sun, Z.; Fan, J.; Hu, P.; Ding, F.; Yang, J.; Yuan, F. A novel low-temperature strategy for synthesis of alumina ceramics with uniform and interconnected pores by silica coating. J. Mater. Sci. 2016, 52, 1603–1616. [Google Scholar] [CrossRef]
- Xiao, Q.; Lu, Z.; Chen, J.; Yao, M.; Chen, Z.; Ejaz, A. The effects of temperature and aeration on the corrosion of A508III low alloy steel in boric acid solutions at 25–95 °C. J. Nucl. Mater. 2016, 480, 88–99. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient (wt%) | B0.9 | B1 | B1.1 | B1.2 | B1.3 |
|---|---|---|---|---|---|
| H3BO3 | 32.6 | 34.9 | 37.1 | 39.2 | 41.1 |
| H3PO4 | 67.4 | 65.1 | 62.9 | 60.8 | 58.9 |
| Ingredient (wt%) | B0.9 | B1 | B1.1 | B1.2 | B1.3 |
|---|---|---|---|---|---|
| Unreacted H3BO3 | 0 | 0 | 3.38 | 6.61 | 9.52 |
| Unreacted H3PO4 | 6.59 | 0 | 0 | 0 | 0 |
| Temperature (°C) | B0.9 | B1 | B1.1 | B1.2 | B1.3 |
|---|---|---|---|---|---|
| 900 | −0.13 | 0.30 | 1.38 | 1.41 | 1.62 |
| 950 | −0.07 | 0.59 | 1.67 | 1.72 | 1.89 |
| 1000 | 0.27 | 1.92 | 2.04 | 2.33 | 2.77 |
| 1050 | 0.38 | 2.34 | 2.46 | 2.72 | 3.91 |
| 1100 | 0.39 | 3.18 | 3.58 | 3.63 | 4.27 |
| Temperature (°C) | B0.9 | B1 | B1.1 | B1.2 | B1.3 |
|---|---|---|---|---|---|
| 900 | 0.022 | 0.594 | - | - | - |
| 950 | 0.018 | 0.571 | - | - | - |
| 1000 | 0.016 | 0.537 | 1.375 | - | - |
| 1050 | 0.020 | 0.461 | 1.263 | - | - |
| 1100 | 0.021 | 0.453 | 1.244 | - | - |
| Temperature (°C) | B0.9 | B1 | B1.1 | B1.2 | B1.3 |
|---|---|---|---|---|---|
| 5 | 53.52 | 52.51 | 53.25 | 53.41 | 53.92 |
| 10 | 58.54 | 57.34 | 59.21 | 59.57 | 59.46 |
| 15 | 64.78 | 63.39 | 63.54 | 64.63 | 65.11 |
| Materials | Acid Corrosion Rate (%) | Neutron Shielding Rate (%) | Compressive Strength (MPa) | Refractoriness (°C) | Refs. |
|---|---|---|---|---|---|
| BPCs | 0.016 | 65.11 (15 mm) | 86.89 | 1200 | Our work |
| Epoxy resin-B4C | 0.027 | 89.3 (100 mm) | 71.14 | 140 | [1] |
| A508III steel | 1.4 | 24.6 (10 mm) | - | 1540 | [15] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Li, Y.; Li, S.; Jia, W.; Chen, R.; Lao, D. Two-Step Fabrication of BPO4 Ceramics with Acid Corrosion Resistance and Neutron Shielding Performance. Crystals 2022, 12, 1371. https://doi.org/10.3390/cryst12101371
Zhang Y, Li Y, Li S, Jia W, Chen R, Lao D. Two-Step Fabrication of BPO4 Ceramics with Acid Corrosion Resistance and Neutron Shielding Performance. Crystals. 2022; 12(10):1371. https://doi.org/10.3390/cryst12101371
Chicago/Turabian StyleZhang, Yi, Yuanbing Li, Shujing Li, Wenbao Jia, Ruoyu Chen, and Dong Lao. 2022. "Two-Step Fabrication of BPO4 Ceramics with Acid Corrosion Resistance and Neutron Shielding Performance" Crystals 12, no. 10: 1371. https://doi.org/10.3390/cryst12101371
APA StyleZhang, Y., Li, Y., Li, S., Jia, W., Chen, R., & Lao, D. (2022). Two-Step Fabrication of BPO4 Ceramics with Acid Corrosion Resistance and Neutron Shielding Performance. Crystals, 12(10), 1371. https://doi.org/10.3390/cryst12101371