
Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods



Abstract
:1. Introduction
2. Experimental Method
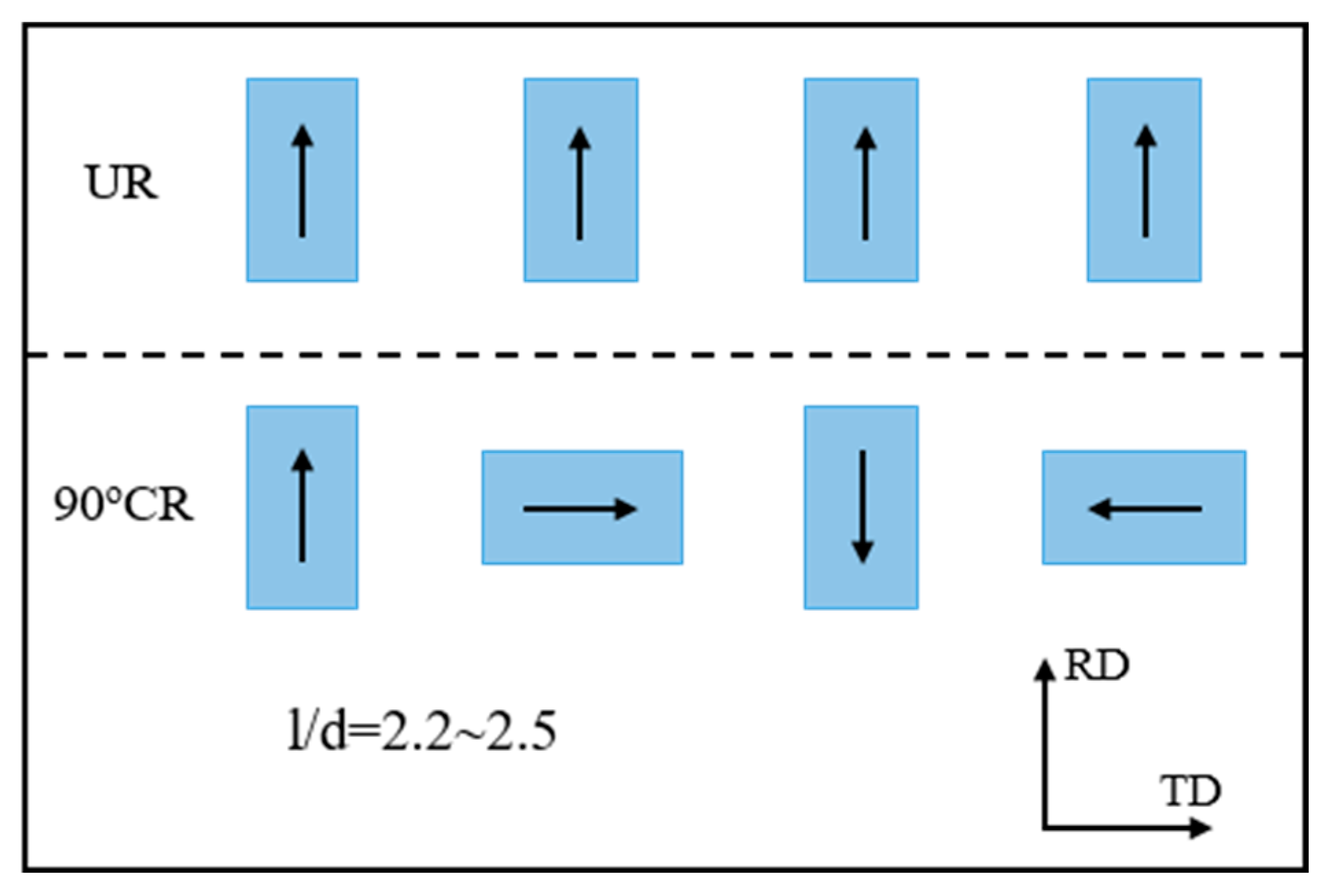
2.1. As-Received Materials and Rolling Experiment
2.2. Characterization Methods
3. Results and Discussion
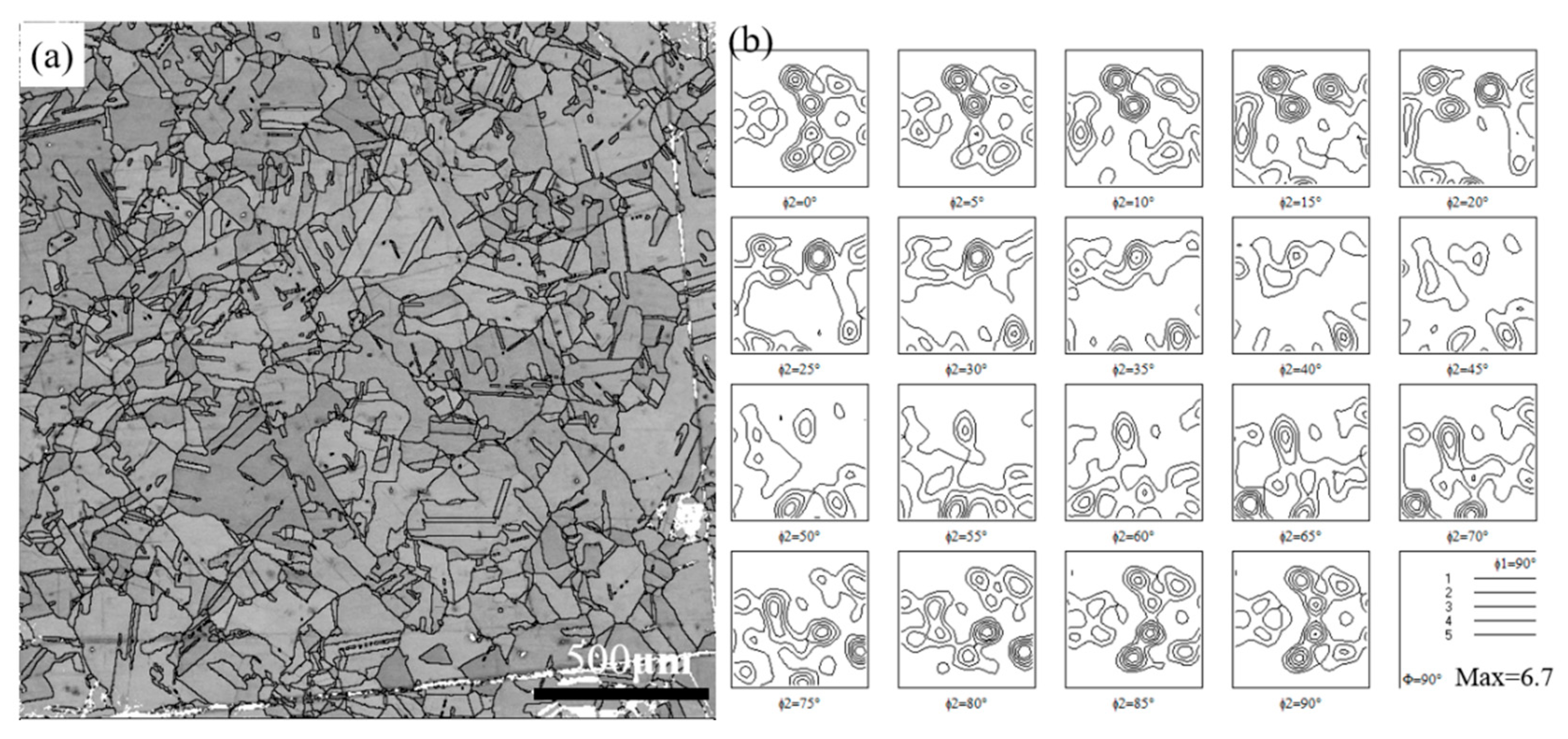
3.1. Initial Grain and Texture Distribution
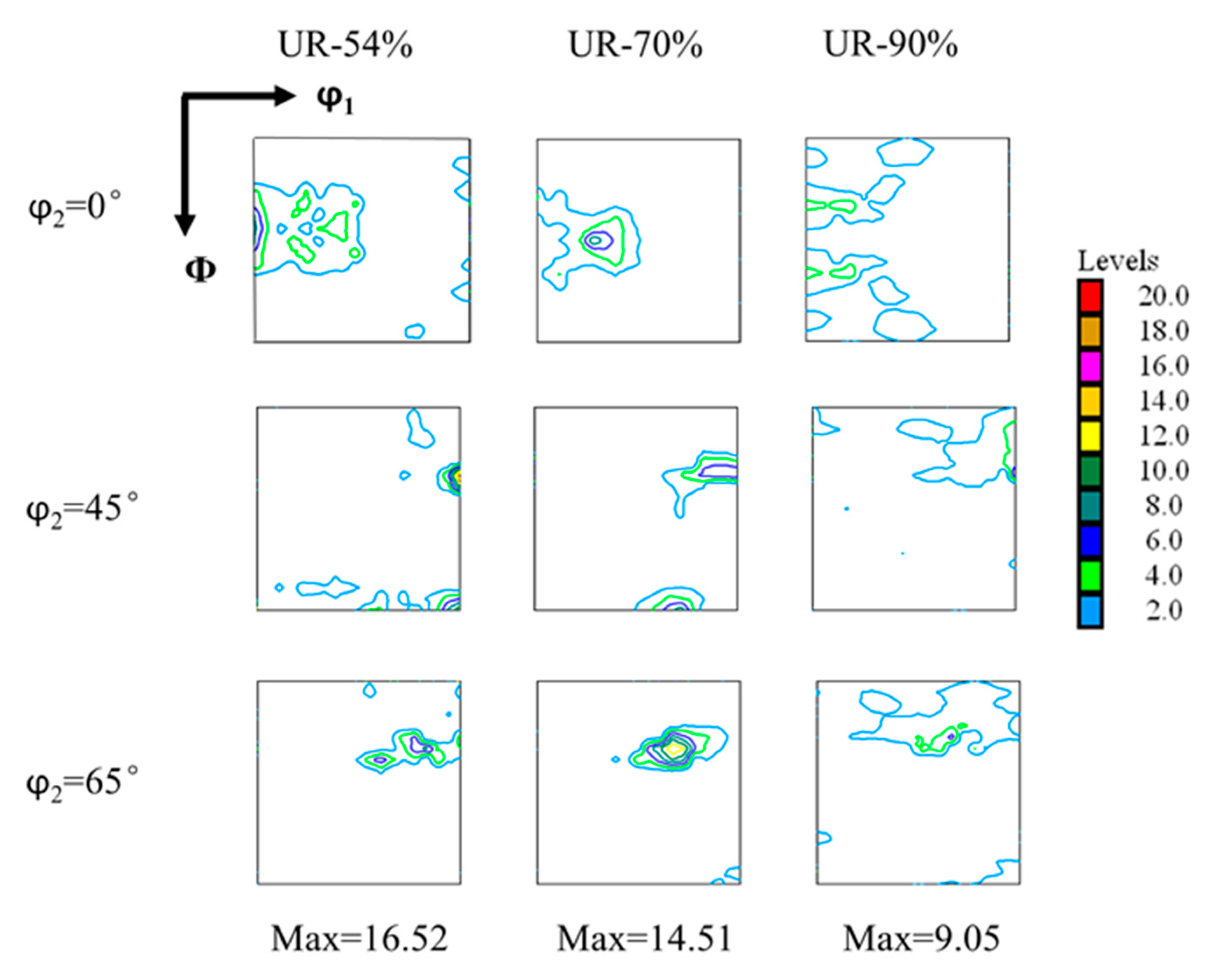
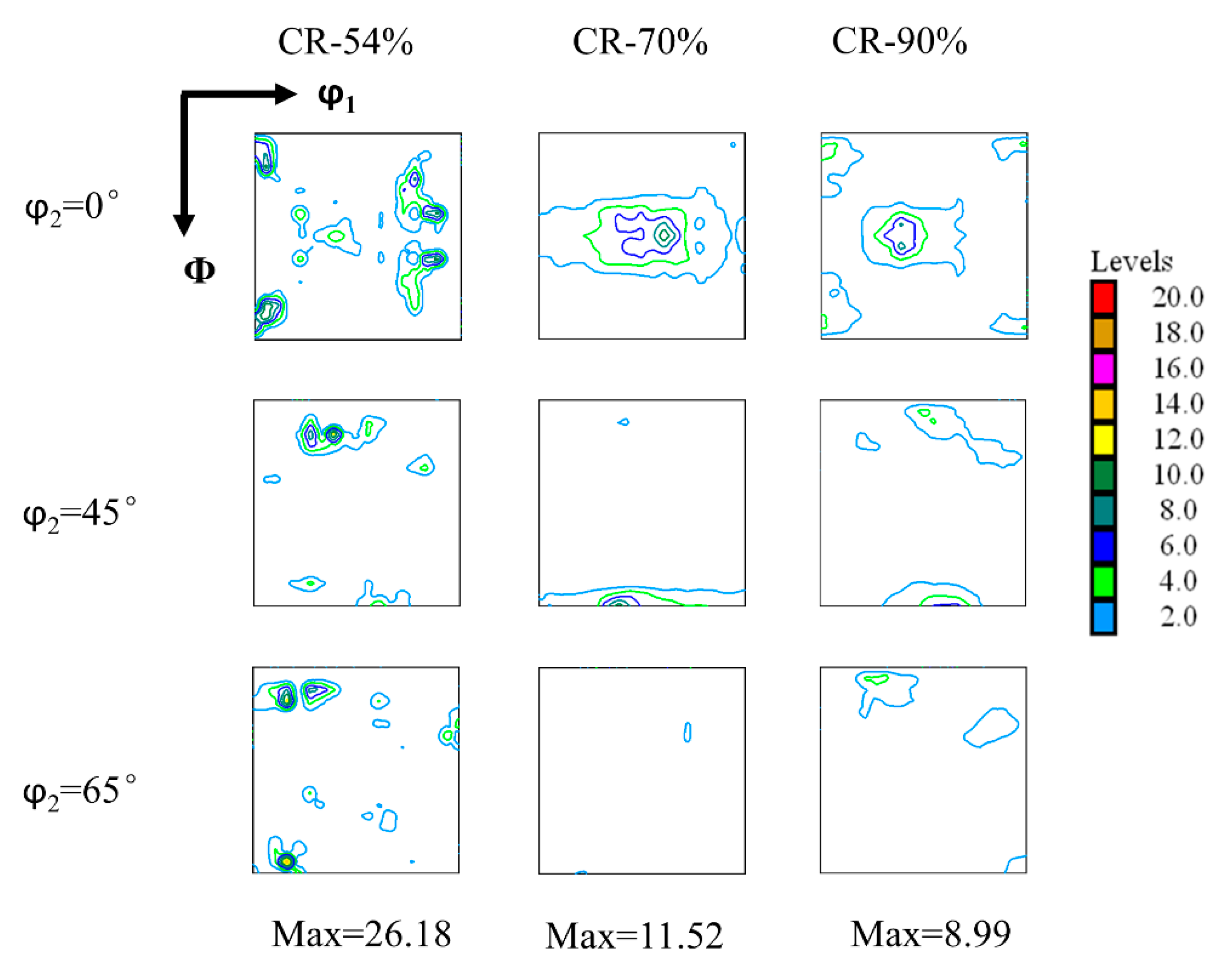
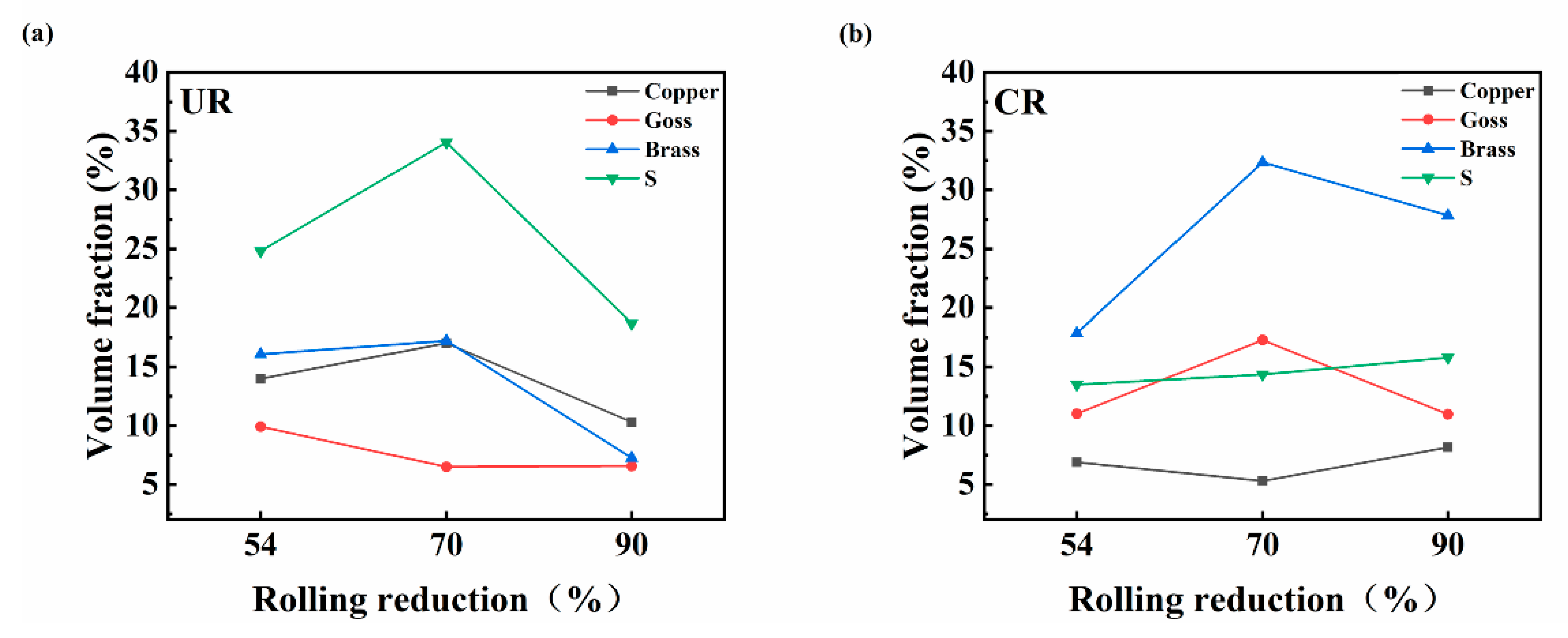
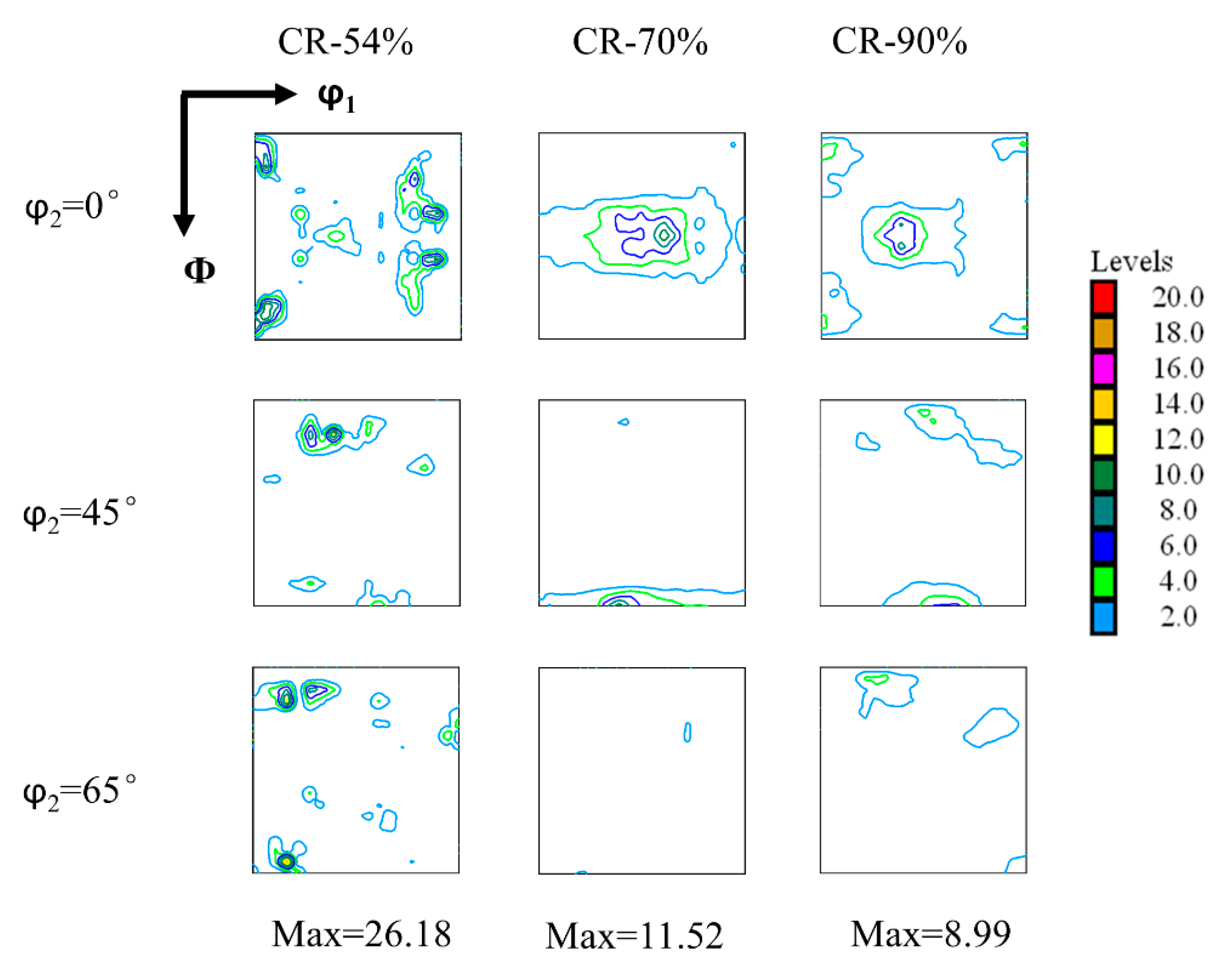
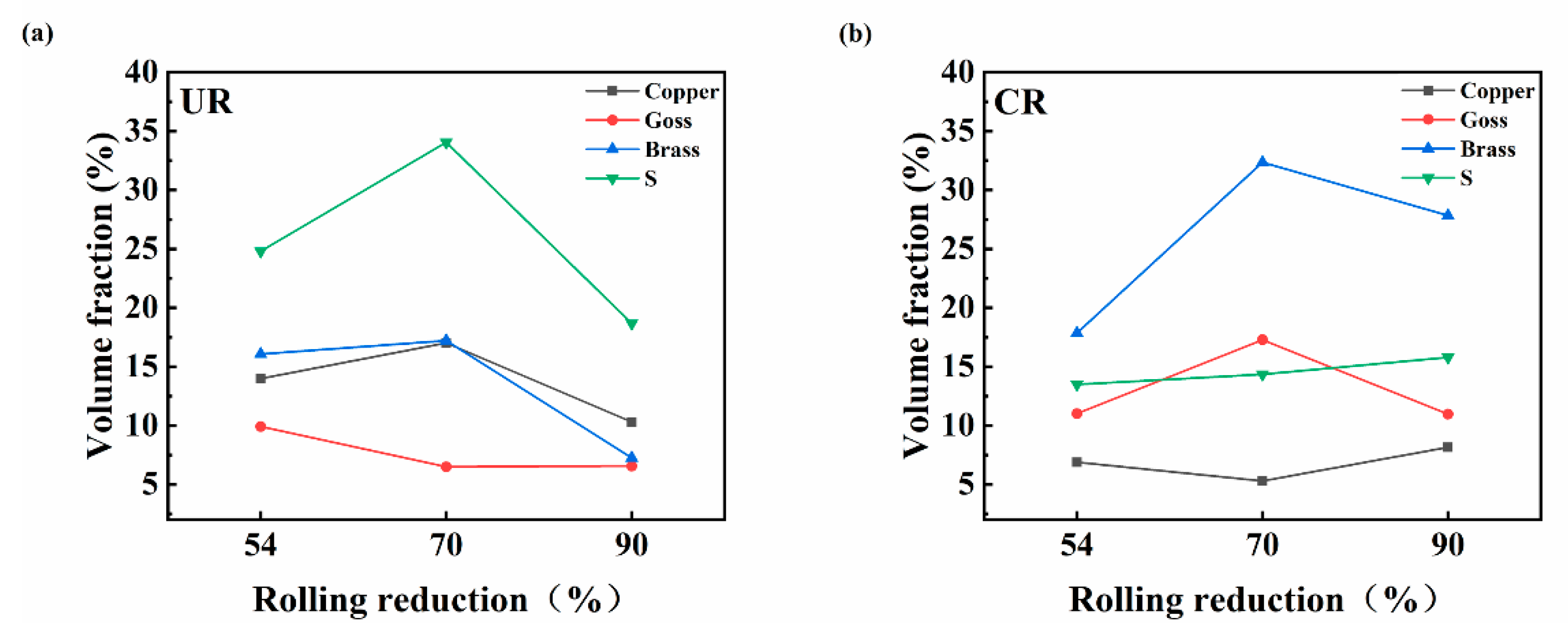
3.2. Deformation Texture Evolution
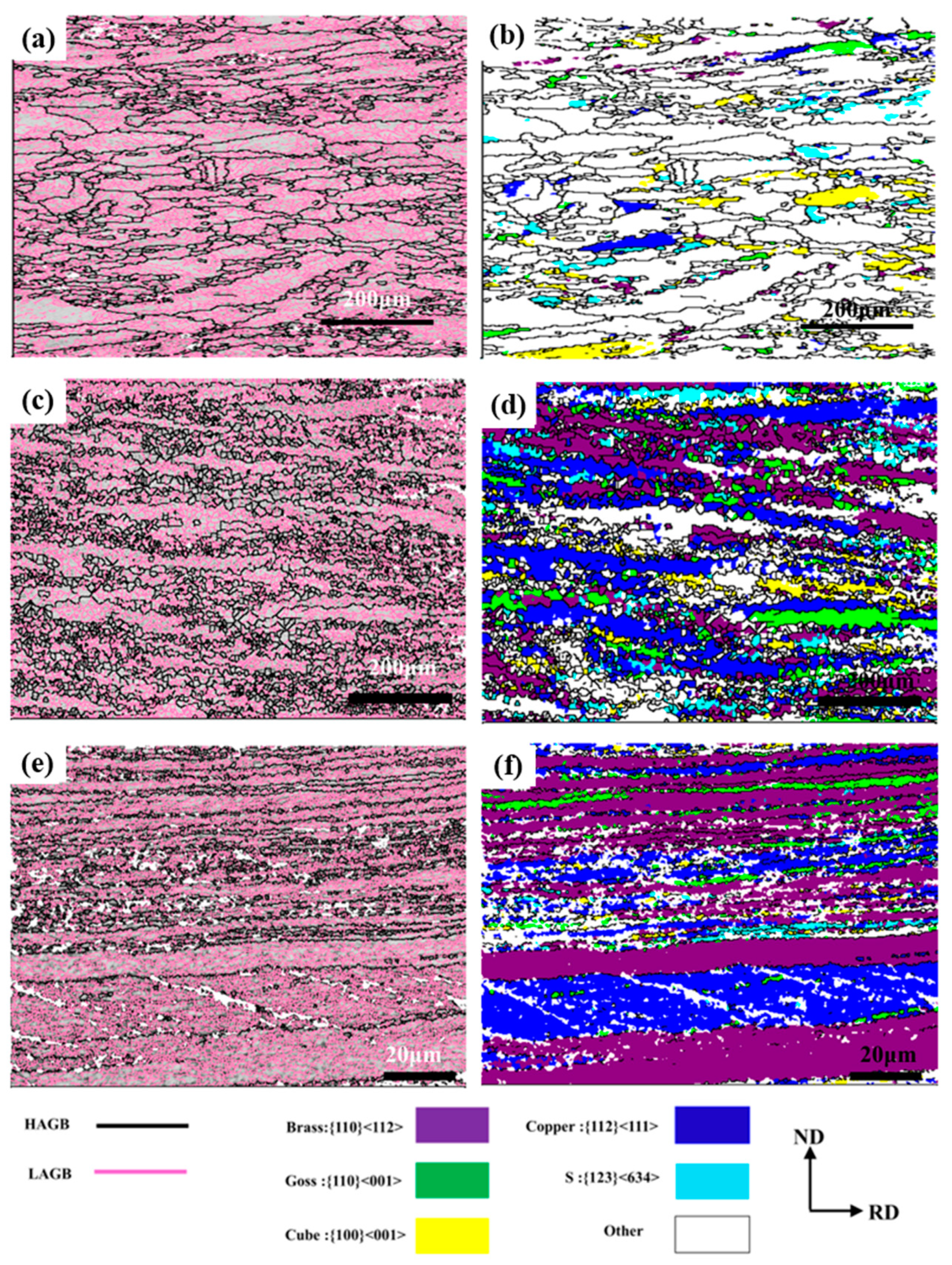
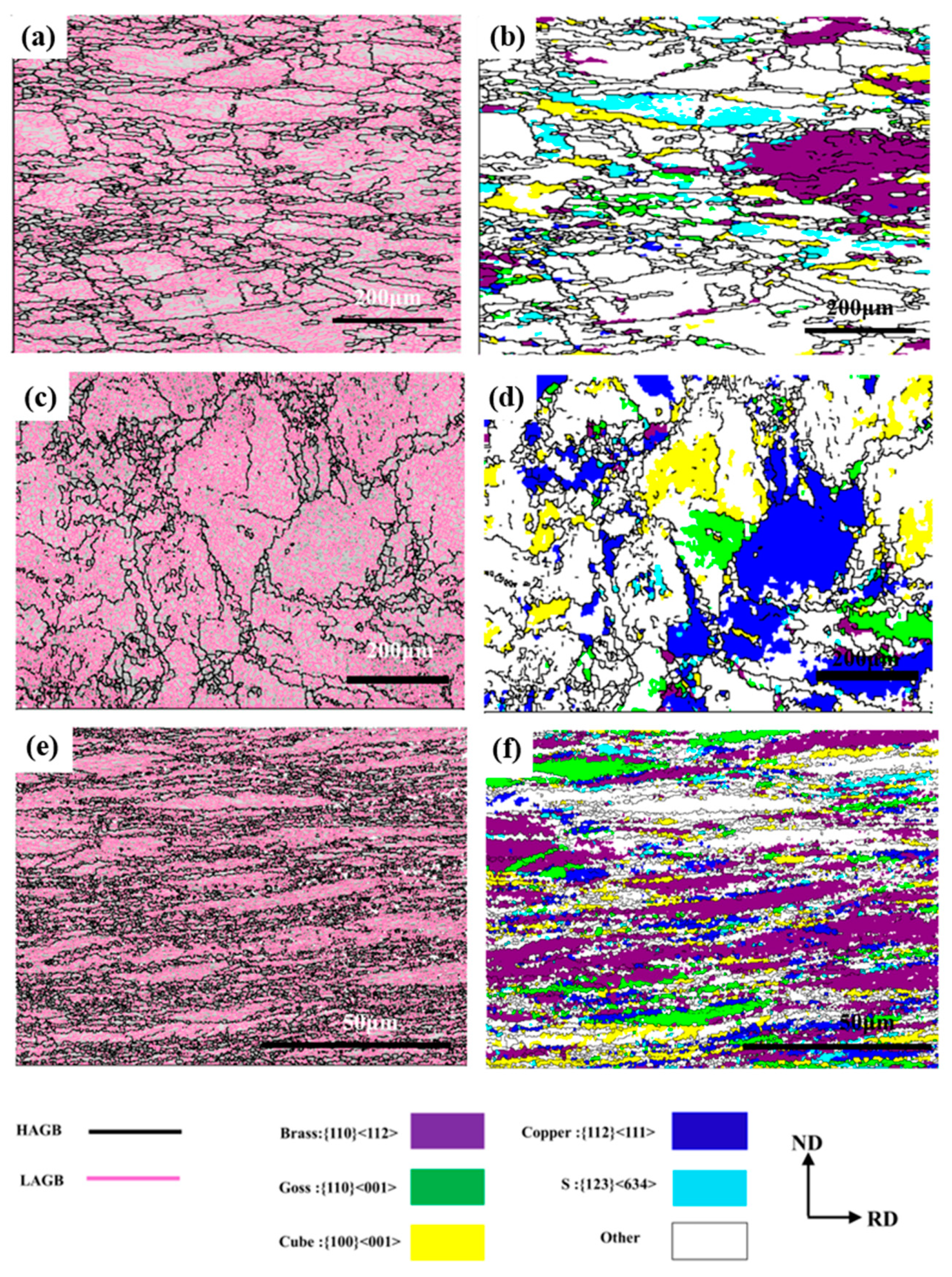
3.3. Deformation Microstructure
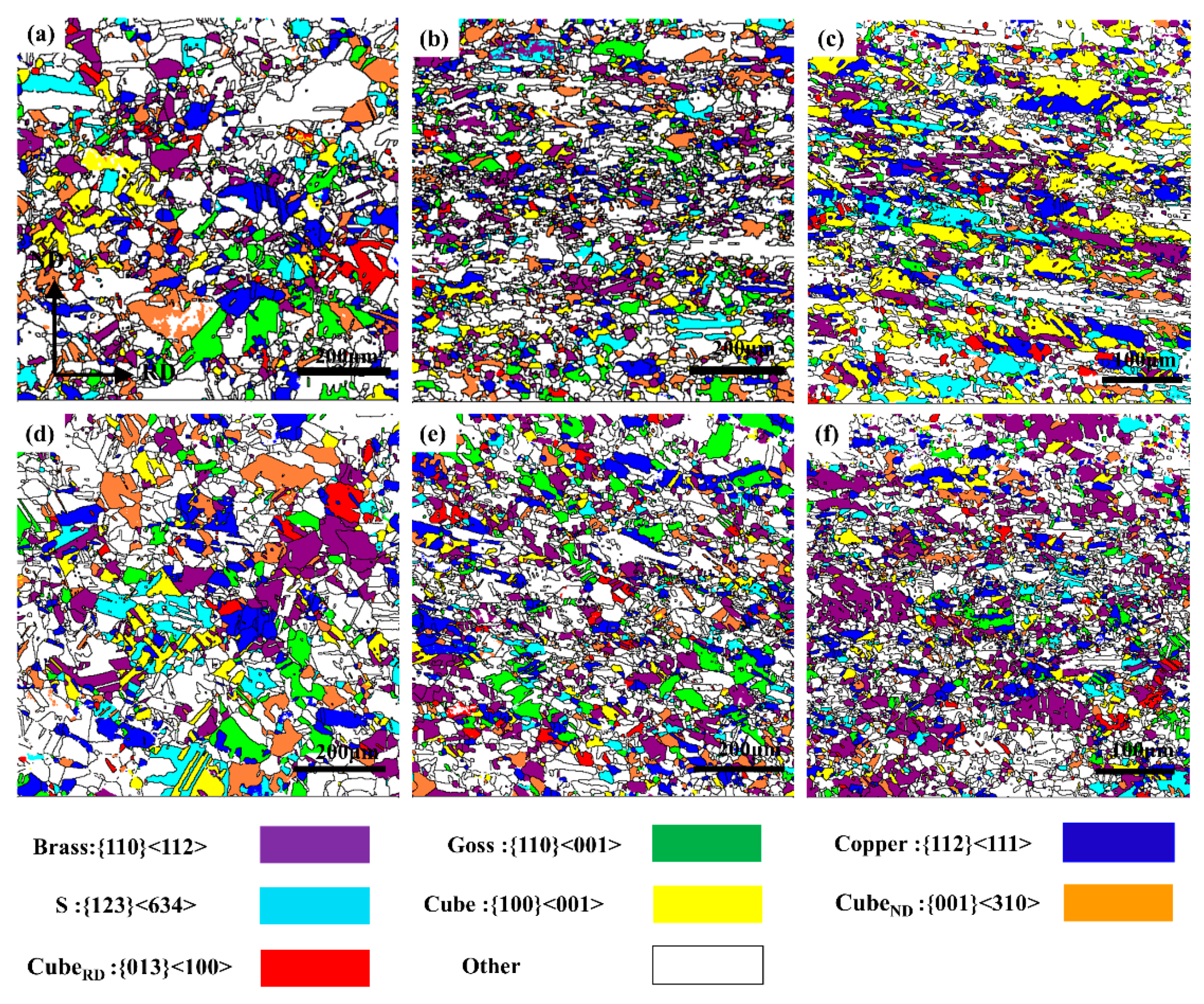
3.4. Recrystallization Microstructure
4. Conclusions
- Multidirectional warm forging combined with homogenizing treatment was adopted to break coarse columnar grains in Cu-0.1Al ingot, but the grains are still distributed unevenly. The average grain size reaches 82 μm and the texture distribution is also relatively concentrated.
- The orientation density of deformation texture decreases gradually both in UR and CR samples as strain increases from 54% to 90%, but the difference of texture types is great since the change of strain path in rolling can alter the crystal orientations.
- Numerous “cellular structures” are formed in the CR sample, especially for the 70% CR sample. The deformation microstructure in the CR sample is more uniform, as compared with the UR sample, and grain fragmentation is more serious with the increasing strain, especially for the UR sample.
- The difference in recrystallized grain size between the UR- and CR-annealed samples is not significant, and the grain size is reduced gradually with the increase of strain. Moreover, the recrystallized grains in CR-annealed samples are more equiaxed, as compared with the UR-annealed samples.
Author Contributions
Funding
Conflicts of Interest
References
- Vaidya, S.; Sheng, T.T.; Sinha, K. linewidth dependence of electromigration in evaporated Al-0.5% Cu. Appl. Phys. Lett. 1980, 36, 464–466. [Google Scholar] [CrossRef]
- Istratov, A.A.; Flink, C.; Hieslmair, H.; Mchugo, S.A.; Weber, E.R. Diffusion, solubility and gettering of copper in silicon. Mater. Sci. Eng. B 2000, 72, 99–104. [Google Scholar] [CrossRef]
- Hu, C.K.; Harper, J.M.E. Copper interconnections and reliability. Mater. Chem. Phys. 1998, 52, 5–16. [Google Scholar] [CrossRef]
- Suwwan de Felipe, T.; Murarka, S.P.; Ajayan, P.M.; Bonevich, J. Electrical stability and microstructural evolution in thin films of high conductivity copper alloys. In Proceedings of the IEEE 1999 International Interconnect Technology Conference, San Francisco, CA, USA, 24–26 May 1999; IEEE: Piscataway Township, NJ, USA. [Google Scholar]
- Segal, V.M.; Yi, W.W.; Ferrasse, S.; Wu, C.T.; Strothers, D.; Alford, A.; Willett, B. Copper Sputtering Targets and Methods of Forming Copper Sputtering Targets. U.S. Patent 7767043 B2, 3 August 2010. [Google Scholar]
- Dunlop, J.A.; Yuan, J.; Kardokus, J.K.; Emigh, R.A. Sputtering Target with Ultra-Fine Oriented Grains and Method of Making Same. U.S. Patent 5590389A, 31 December 1996. [Google Scholar]
- Zhu, J.L.; Liu, S.F.; Yuan, X.L.; Liu, Q. Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling. Materials 2019, 12, 169. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zaluzed, M.J.; Rigsbee, J.M. Microstructure and mechanical properties of sputter-deposited Cu1-xTax alloys. Metall. Mater. Trans. A 1997, 28, 917–925. [Google Scholar] [CrossRef]
- Lanford, W.A.; Ding, P.J.; Wang, W.; Hymes, S.; Muraka, S.P. Low-temperature passivation of copper by doping with Al or Mg. Thin Solid Films 1995, 262, 234–241. [Google Scholar] [CrossRef]
- Zhu, J.L.; Liu, S.F.; Yang, S.; Zhang, Y.; Zhang, J.; Zhang, C.H.; Deng, C. The Effect of Different Annealing Temperatures on Recrystallization Microstructure and Texture of Clock-Rolled Tantalum Plates with Strong Texture Gradient. Metals 2019, 9, 358. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.L.; Deng, C.; Liu, Y.H.; Lin, N.; Liu, S.F. Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum. Metals 2019, 9, 75. [Google Scholar] [CrossRef] [Green Version]
- Davenport, S.B.; Higginson, R.L. Strain path effects under hot working: An introduction. J. Mater. Process. Technol. 2000, 98, 267–291. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.K.; Kumar, A.; Thool, K.; Suwas, S. Microstructure and texture development in Ti-15V-3Cr-3Sn-3Al alloy-possible role of strain path. Mater. Charact. 2019, 156, 109884. [Google Scholar] [CrossRef]
- Dhinwal, S.S.; Toth, L.S. Effect of strain path change on texture and microstructure evolution in asymmetric rolled extra-low carbon steel. Mater. Charact. 2020, 169, 110578. [Google Scholar] [CrossRef]
- Kong, X.Y.; Liu, W.C.; Li, J.; Yuan, H. Deformation and recrystallization textures in straight-rolled and pseudo cross-rolled AA 3105 aluminum alloy. J. Alloys Compd. 2010, 491, 301–307. [Google Scholar] [CrossRef]
- Zhu, J.L.; Liu, S.F.; Long, D.; Orlov, D.; Liu, Q. Pass number dependence of through-thickness microstructure homogeneity in tantalum sheets under the change of strain path. Mater. Charact. 2019, 160, 110076. [Google Scholar] [CrossRef]
- Fan, H.Y.; Liu, S.F.; Li, L.J.; Deng, C.; Liu, Q. Largely alleviating the orientation dependence by sequentially changing strain paths. Mater. Des. 2016, 97, 464–472. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, S.F.; Zhu, J.L.; Deng, C.; Fan, H.Y.; Cao, L.F.; Liu, Q. Strain path dependence of microstructure and annealing behavior in high purity tantalum. Mater. Sci. Eng. A 2017, 707, 518–530. [Google Scholar] [CrossRef]
- Zhu, J.L.; Liu, S.F.; Long, D.D.; Zhou, S.Y.; Zhu, Y.L.; Orlov, D. The evolution of texture and microstructure uniformity in tantalum sheets during asymmetric cross rolling. Mater. Charact. 2020, 168, 110586. [Google Scholar] [CrossRef]
- Zhu, J.L.; Liu, S.F.; Long, D.D.; Liu, Y.H.; Lin, N.; Yuan, X.L.; Orlov, D. Asymmetric cross rolling: A new technique for alleviating orientation-dependent microstructure inhomogeneity in tantalum sheets. J. Mater. Res. Technol. 2020, 9, 4566–4577. [Google Scholar] [CrossRef]
- Pawlik, K. Determination of the orientation distribution function form pole figures in arbitrarily defined cells. Phys. Status Solidi B 1986, 134, 477–483. [Google Scholar] [CrossRef]
- Suwas, S.; Singh, A.K.; Rao, K.N.; Singh, T. Effect of modes of rolling on evolution of the texture in pure copper and some copper-base alloys Part I: Rolling texture. Z. Met. 2002, 93, 918–927. [Google Scholar] [CrossRef]
- Suwas, S.; Singh, A.K. Role of strain path change in texture development. Mater. Sci. Eng. A 2003, 356, 368–371. [Google Scholar] [CrossRef]
- Li, X.; Al-Samman, T.; Gottstein, G. Mechanical properties and anisotropy of ME20 magnesium sheet produced by unidirectional and cross rolling. Mater. Des. 2011, 32, 4385–4393. [Google Scholar] [CrossRef]
- Brown, T.L.; Saldana, C.; Murthy, T.G.; Mann, J.B.; Guo, Y.; Allard, L.F.; King, A.H.; Compton, W.D.; Trumble, K.P.; Chandrasekar, S. A study of the interactive effecs of strain, strain rate and temperature in severe plastic deformation of copper. Acta Mater. 2009, 57, 5491–5500. [Google Scholar] [CrossRef]
- Engler, O. Recrystallisation textures in copper-manganese alloys. Acta Mater. 2001, 49, 1237–1247. [Google Scholar] [CrossRef]
- Gurao, N.P.; Sethuraman, S.; Suwas, S. Effect of strain path change on the evolution of texture and microstructure during rolling of copper and nickel. Mater. Sci. Eng. A 2011, 528, 7739–7750. [Google Scholar] [CrossRef]
- Engler, O. Deformation and texture of copper-manganese alloys. Acta Mater. 2000, 48, 4827–4840. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ag | As | B | Bi | Ca | Cd | Co | Cr | Fe | K |
|---|---|---|---|---|---|---|---|---|---|
| 0.14 | <0.005 | <0.001 | <0.001 | <0.005 | <0.005 | <0.005 | <0.001 | 0.01 | <0.005 |
| Li | Mg | Na | Nb | Ni | P | Sb | Si | Sn | Th |
| <0.001 | <0.005 | <0.001 | <0.005 | <0.001 | <0.001 | <0.001 | 0.02 | <0.005 | <0.0001 |
| U | V | W | Zn | Zr | Be | Hg | Pb | ||
| <0.0001 | <0.001 | <0.001 | <0.01 | <0.001 | <0.001 | <0.005 | <0.001 |
| Rolling Pass | Entrance Thickness/mm | Exit Thickness/mm | Rolling Reduction Pass Per/% | Total Rolling Reduction/% |
|---|---|---|---|---|
| 1 | 10 | 9.52 | 4.8 | 4.8 |
| 2 | 9.52 | 9.10 | 4.4 | 9 |
| 3 | 9.10 | 8.60 | 5.5 | 14 |
| 4 | 8.60 | 8.10 | 5.8 | 19 |
| 5 | 8.10 | 7.70 | 4.9 | 23 |
| 6 | 7.70 | 6.98 | 9.3 | 30.2 |
| 7 | 6.98 | 6.70 | 4.0 | 33 |
| 8 | 6.70 | 6.24 | 6.9 | 37.6 |
| 9 | 6.24 | 5.66 | 9.3 | 43.4 |
| 10 | 5.66 | 5.38 | 4.9 | 46.2 |
| 11 | 5.38 | 4.96 | 7.8 | 50.4 |
| 12 | 4.96 | 4.43 | 10.7 | 55.7 |
| 13 | 4.43 | 4.03 | 9.0 | 59.7 |
| 14 | 4.03 | 3.42 | 15.1 | 65.8 |
| 15 | 3.42 | 3.00 | 12.3 | 70 |
| 16 | 3.00 | 2.50 | 16.7 | 75 |
| 17 | 2.50 | 2.19 | 12.4 | 78.1 |
| 18 | 2.19 | 1.60 | 26.9 | 84 |
| 19 | 1.60 | 1.26 | 21.25 | 87.4 |
| 20 | 1.26 | 1.00 | 20.6 | 90 |
| Texture Type | Miller Index | Euler Angle (φ1, Φ, φ2) | ||
|---|---|---|---|---|
| Copper | {112} <111> | 90 | 35 | 45 |
| S | {123} <634> | 59 | 37 | 63 |
| Goss | {011} <100> | 0 | 45 | 0 |
| Brass | {011} <211> | 35 | 45 | 0 |
| Cube | {001} <100> | 0 | 0 | 0 |
| CubeRD | {013} <100> | 0 | 19 | 0 |
| CubeND | {001} <310> | 19 | 0 | 0 |
| <5 μm | 6–15 μm | 16–20 μm | >20 μm | Average Grain Size μm | |
|---|---|---|---|---|---|
| UR-54% | 13.99 | 45.79 | 8.39 | 31.76 | 28.92 |
| UR-70% | 20.27 | 48.84 | 9.97 | 20.87 | 15.76 |
| UR-90% | 72.33 | 20.79 | 2.40 | 4.44 | 9.80 |
| CR-54% | 26.55 | 27.37 | 7.46 | 38.53 | 32.42 |
| CR-70% | 24.26 | 40.11 | 8.52 | 27.06 | 18.84 |
| CR-90% | 74.23 | 20.86 | 2.10 | 4.12 | 8.63 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, D.; Liu, S.; Zhu, J.; Zhang, J.; Yuan, X. Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods. Crystals 2021, 11, 1113. https://doi.org/10.3390/cryst11091113
Long D, Liu S, Zhu J, Zhang J, Yuan X. Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods. Crystals. 2021; 11(9):1113. https://doi.org/10.3390/cryst11091113
Chicago/Turabian StyleLong, Doudou, Shifeng Liu, Jialin Zhu, Jing Zhang, and Xiaoli Yuan. 2021. "Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods" Crystals 11, no. 9: 1113. https://doi.org/10.3390/cryst11091113
APA StyleLong, D., Liu, S., Zhu, J., Zhang, J., & Yuan, X. (2021). Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods. Crystals, 11(9), 1113. https://doi.org/10.3390/cryst11091113