
Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
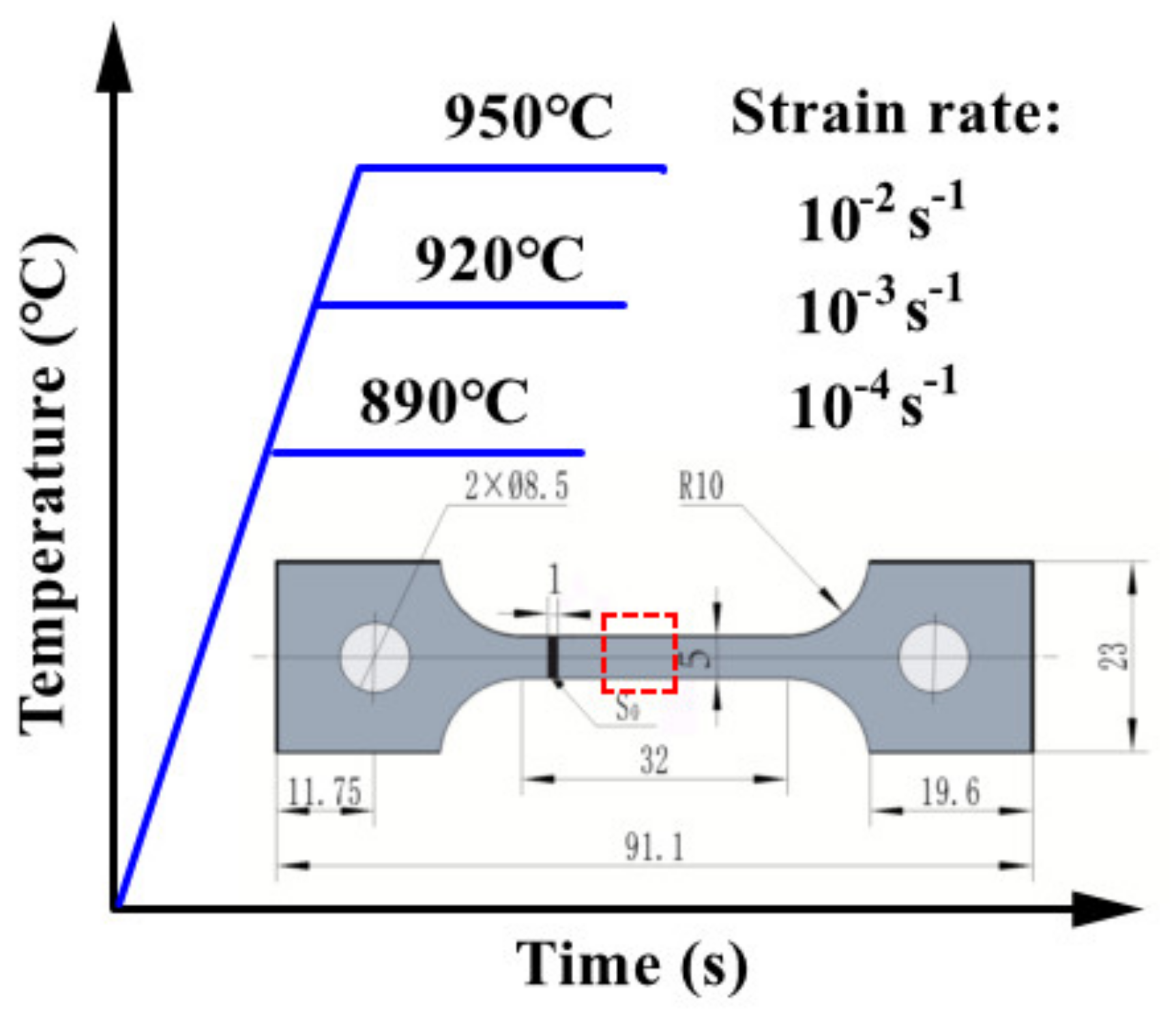
2.1. High-Temperature Tensile Testing
2.2. Microstructural Characterization
3. Results and Discussion
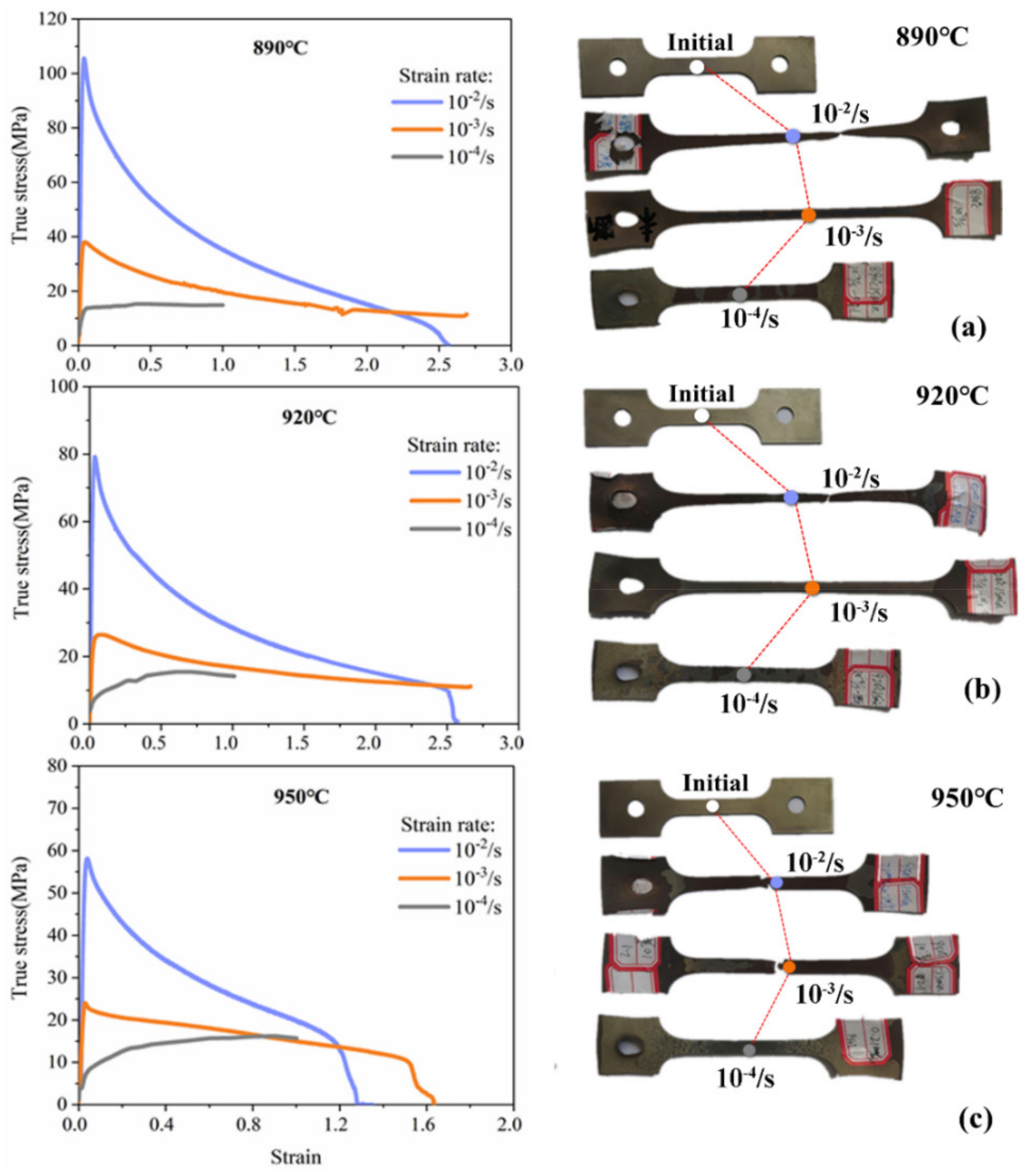
3.1. Mechanical Behavior
- (i)
- In the beginning stage of the deformation, significant strain hardening occurred, which resulted from massive dislocations multiplied in the material. After a certain value of strain was exceeded, the flow stresses showed varying degrees of strain softening. This was because cross-slip of dislocations were the dominant softening mechanism in the initial stages of plastic deformation, but this dynamic strain softening was not sufficient to compensate for the hardening caused by the increased dislocation densities.
- (ii)
- For deformation at high strain rates (10−3–10−2/s), continuous stress was seen in the curves. However, when the material deformed at a strain rate of 10−4/s, only strain hardening was observed. The essence of this steady-state flow stress was a balance between strain hardening due to dislocation multiplication, and softening due to dislocation rearrangement with mutual destruction of dissimilar dislocations.
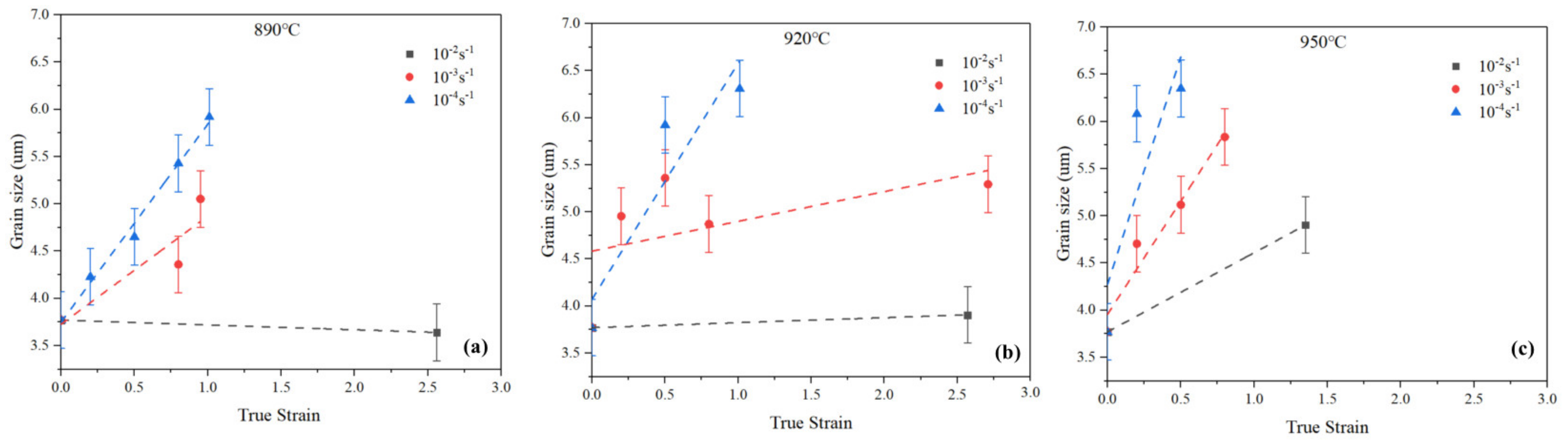
3.2. Microstructure Observations
3.3. Grain Rotation
3.4. Grain Rearrangement
3.5. Deformation Mechanism
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kopec, M.; Wang, K.; Politis, D.J.; Wang, Y.; Wang, L.; Lin, J. Formability and microstructure evolution mecha-nisms of Ti6Al4V alloy during a novel hot stamping process. Mater. Sci. Eng. A 2018, 719, 72–81. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Khan, A.S.; Takacs, L.; Meredith, C.S. Mechanical behavior of ultrafine-grained/nanocrystalline titanium synthesized by mechanical milling plus consolidation: Experiments, modeling and simulation. Int. J. Plast. 2015, 64, 151–163. [Google Scholar] [CrossRef] [Green Version]
- Ratochka, I.; Lykova, O.; Mishin, I.; Naydenkin, E. Superplastic deformation behavior of Ti-4Al-2V alloy gov-erned by its structure and precipitation phase evolution. Mater. Sci. Eng. A 2018, 731, 577–582. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Low-temperature superplastic deformation mechanism in Ti–6Al–4V alloy processed by friction stir processing. Mater. Sci. Eng. A 2019, 764, 138261. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef] [Green Version]
- Cao, W.; Huang, C.; Wang, C.; Dong, H.; Weng, Y. Dynamic reverse phase transformation induced high-strain-rate superplasticity in low carbon low alloy steels with commercial potential. Sci. Rep. 2017, 7, 1–6. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moshtaghioun, M.B.; Bejarano-Palma, J.A.; García, D.G. Disclination dipoles are the Holy Grail for high temper-ature superplasticity in ceramics. Scr. Mater. 2020, 185, 21–24. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Yu, J.; Zhao, Z.; Liu, M.; Bao, L.; Jia, Z.; Cui, J.; Wang, P. Achieving excellent superplasticity of Mg-7Zn-5Gd-0.6Zr alloy at low temperature regime. Sci. Rep. 2019, 9, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Alabort, E.; Barba, D.; Shagiev, M.; Murzinova, M.; Galeyev, R.; Valiakhmetov, O.; Aletdinov, A.; Reed, R. Alloys-by-design: Application to titanium alloys for optimal superplasticity. Acta Mater. 2019, 178, 275–287. [Google Scholar] [CrossRef]
- Lu, Y.; Aristizabal, M.; Wang, X.; Pang, B.; Chiu, Y.; Kloenne, Z.; Fraser, H.; Loretto, M. The influence of heat treatment on the microstructure and properties of HIPped Ti-6Al-4V. Acta Mater. 2019, 165, 520–527. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Zhang, Q.; Han, R.; Wang, K. Investigation of flow behavior and microstructure of Ti–6Al–4V with annealing treatment during superplastic forming. Mater. Sci. Eng. A 2020, 797, 140046. [Google Scholar] [CrossRef]
- Palumbo, G.; Guglielmi, P.; Piccininni, A.; Ferrer, I.; Garcia-Romeu, M.L. Manufacturing of a hemispherical com-ponent combining incremental forming and superplastic forming. CIRP J. Manuf. Sci. Technol. 2020, 30, 178–188. [Google Scholar] [CrossRef]
- Zhang, W.; Gao, Y.; Feng, Z.; Wang, X.; Zhang, S.; Huang, L.; Huang, Z.; Jiang, L. Ductility limit diagrams for su-perplasticity and forging of high temperature polycrystalline materials. Acta Mater. 2020, 194, 378–386. [Google Scholar] [CrossRef]
- Despax, L.; Vidal, V.; Delagnes, D.; Dehmas, M.; Matsumoto, H.; Velay, V. Influence of strain rate and tempera-ture on the deformation mechanisms of a fine-grained Ti-6Al-4V alloy. Mater. Sci. Eng. A 2020, 790, 139718. [Google Scholar] [CrossRef]
- Langdon, T.G. The mechanical properties of superplastic materials. Met. Mater. Trans. A 1982, 13, 689–701. [Google Scholar] [CrossRef]
- Alabort, E.; Kontis, P.; Barba, D.; Dragnevski, K.; Reed, R.C. On the mechanisms of superplasticity in Ti-6Al-4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef] [Green Version]
- Mandal, P.; Gomez-Gallegos, A.; Gonzalez, D.; Elrakayby, H.; Blackwell, P. Superplastic Behaviour of Ti54M and Ti64. In Proceedings of the 14th World Conference on Titanium, Nantes, France, 10–14 June 2019. [Google Scholar]
- Mosleh, A.O.; Kotov, A.D.; Vidal, V.; Mochugovskiy, A.G.; Velay, V.; Mikhaylovskaya, A.V. Initial microstructure influence on Ti-Al-Mo-V alloy’s superplastic deformation behavior and deformation mechanisms. Mater. Sci. Eng. A 2020, 802, 140626. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Sitkina, M.; Mestre-Rinn, P.; Kwame, J.S. Superplasticity of Ti-6Al-4V Titanium Alloy: Microstructure Evolution and Constitutive Modelling. Materials 2019, 12, 1756. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Shi, C.; Zhu, S.; Wang, Y.; Shi, J.; Liu, G. Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials 2020, 13, 4636. [Google Scholar] [CrossRef]
- Wu, Y.; Fan, R.; Chen, M.; Wang, K.; Zhao, J.; Xiao, W. High-temperature anisotropic behaviors and microstructure evolution mechanisms of a near-α Ti-alloy sheet. Mater. Sci. Eng. A 2021, 820, 141560. [Google Scholar] [CrossRef]
- Ashby, M.; Verrall, R. Diffusion-accommodated flow and superplasticity. Acta Met. 1973, 21, 149–163. [Google Scholar] [CrossRef]
- Spingarn, J.; Nix, W. Diffusional creep and diffusionally accommodated grain rearrangement. Acta Met. 1978, 26, 1389–1398. [Google Scholar] [CrossRef]
- Naziri, H.; Pearce, R.; Brown, M.H.; Hale, K.F. In situ superplasticity experiments in the 1 million volt electron microscope. J. Microsc. 1973, 97, 229–238. [Google Scholar] [CrossRef]
- Ball, A.; Hutchison, M.M. Superplasticity in the Aluminum-Zinc Eutectoid. Met. Sci. 1969, 3, 1–7. [Google Scholar] [CrossRef]
- Weinstein, A.M.; Ferraglio, P.; Mukherjee, K. Dynamic strain aging of carbon doped Ni. Mater. Sci. Eng. 1971, 8, 198–202. [Google Scholar] [CrossRef]
- Paidar, V. Geometry of asymmetrical grain boundaries. Philos. Mag. A 1992, 66, 41–54. [Google Scholar] [CrossRef]
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior modeling and microstructural evolutions of Ti–6Al–4V alloy under hot forming conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Kang, S.-H.; Choi, S.-W.; Im, Y.-D.; Lee, Y.-K. Grain boundary sliding during high-temperature tensile deformation in superplastic Fe-6.6Mn-2.3Al steel. Mater. Sci. Eng. A 2020, 780, 139174. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.; Li, X.; Shi, Y. Constitutive model for high temperature deformation of titanium alloys using internal state variables. Mech. Mater. 2010, 42, 157–165. [Google Scholar] [CrossRef]
- Borodin, E.; Mayer, A.; Gutkin, M. Coupled model for grain rotation, dislocation plasticity and grain boundary sliding in fine-grained solids. Int. J. Plast. 2020, 134, 102776. [Google Scholar] [CrossRef]
- Beere, W. Grain-boundary sliding controlled creep: Its relevance to grain rolling and superplasticity. J. Mater. Sci. 1977, 12, 2093–2098. [Google Scholar] [CrossRef]
- Geckinli, A.E.; Barrett, C.R. Superplastic deformation of the Pb-Sn eutectic. J. Mater. Sci. 1976, 11, 510–521. [Google Scholar] [CrossRef]
- Matsuki, K.; Morita, H.; Yamada, M.; Murakami, Y. Relative motion of grains during superplastic flow in an Al-9Zn-1 wt.%Mg alloy. Met. Sci. 1977, 11, 156–163. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Wu, J. Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation. Crystals 2021, 11, 991. https://doi.org/10.3390/cryst11080991
Yang J, Wu J. Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation. Crystals. 2021; 11(8):991. https://doi.org/10.3390/cryst11080991
Chicago/Turabian StyleYang, Junzhou, and Jianjun Wu. 2021. "Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation" Crystals 11, no. 8: 991. https://doi.org/10.3390/cryst11080991
APA StyleYang, J., & Wu, J. (2021). Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation. Crystals, 11(8), 991. https://doi.org/10.3390/cryst11080991