
Significant Improvement of Strength in Wrought 945A Ni-Based Superalloy by Aging Treatment

Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. The Precipitation Behavior of the Phase
4.2. The Strengthening Mechanism of the Second Phase
5. Conclusions
- (1)
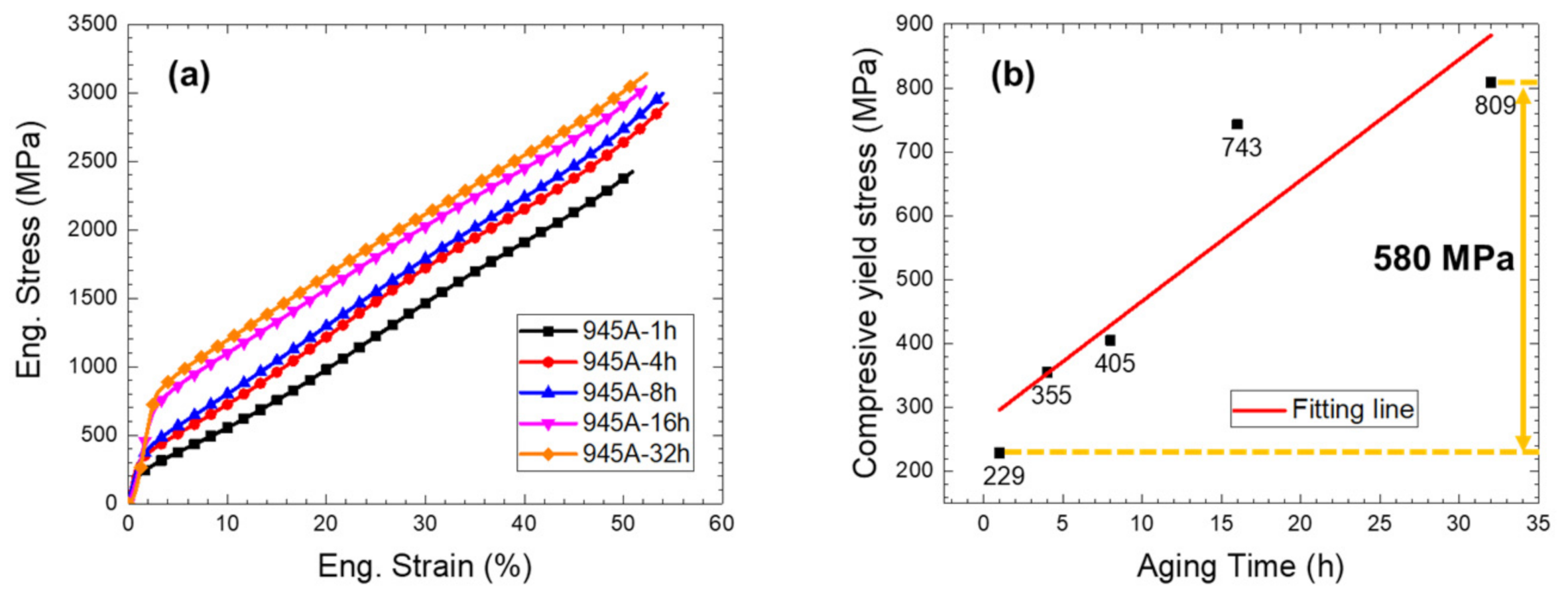
- The compressive yield stress of the 945A Ni-based superalloy was significantly improved by the increase in aging time. Compressive yield stress increased from 229 to 809 MPa, an increase of more than 220%.
- (2)
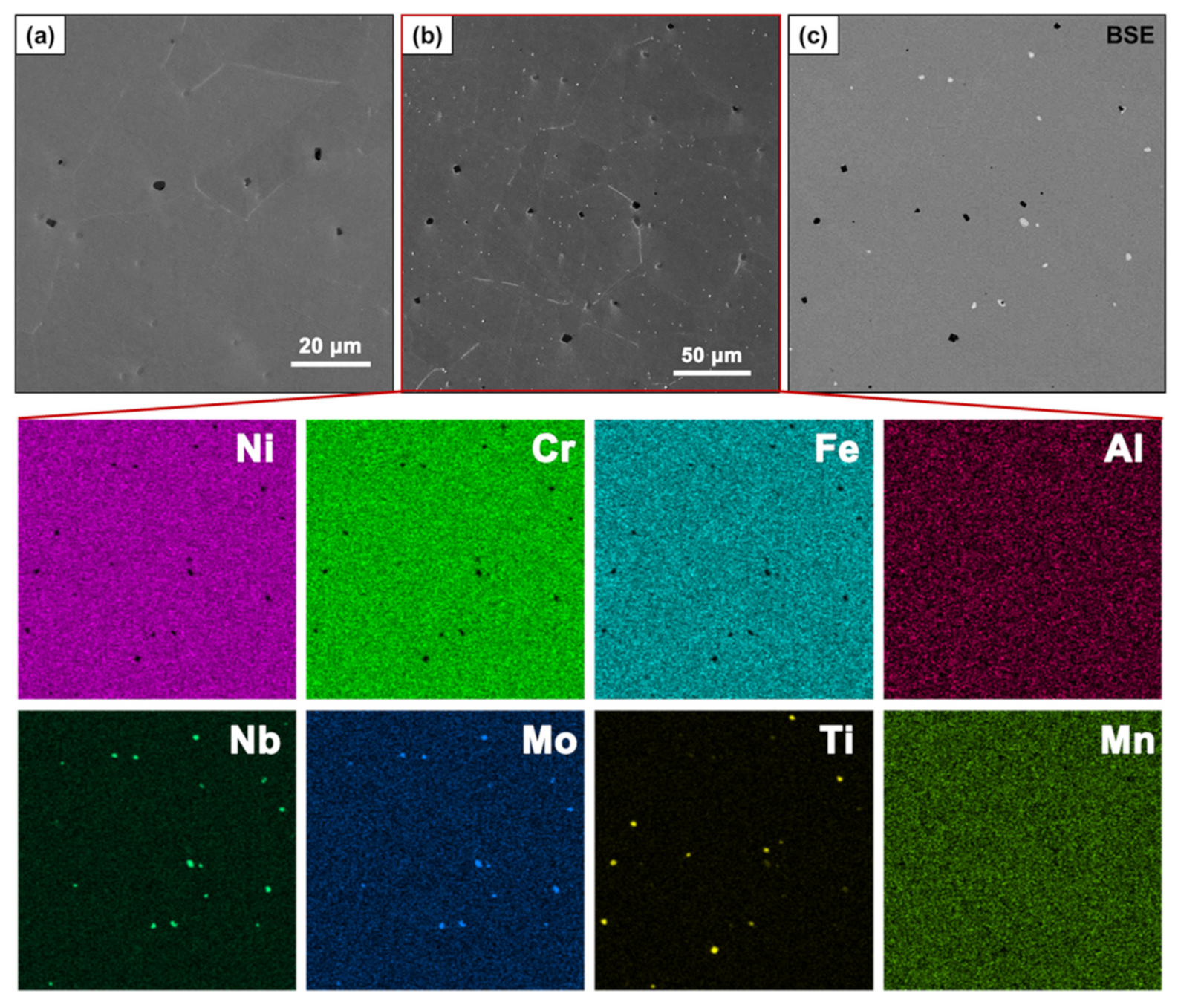
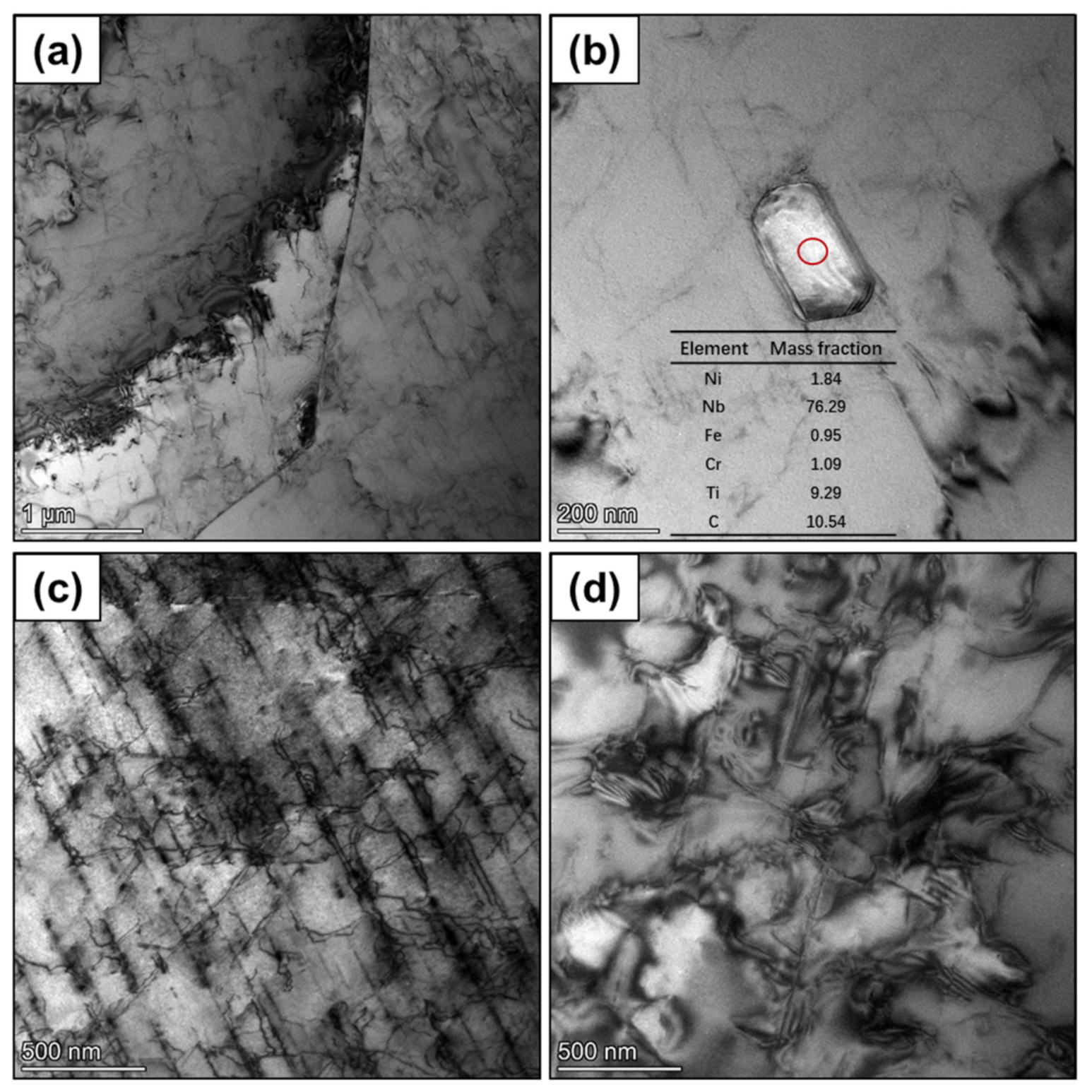
- After aging at 725 °C for 32 h, a large proportion of precipitates occurred in the matrix. The precipitates contained phase and carbide.
- (3)
- The formation of the phase was stimulated by the residual dislocations.
- (4)
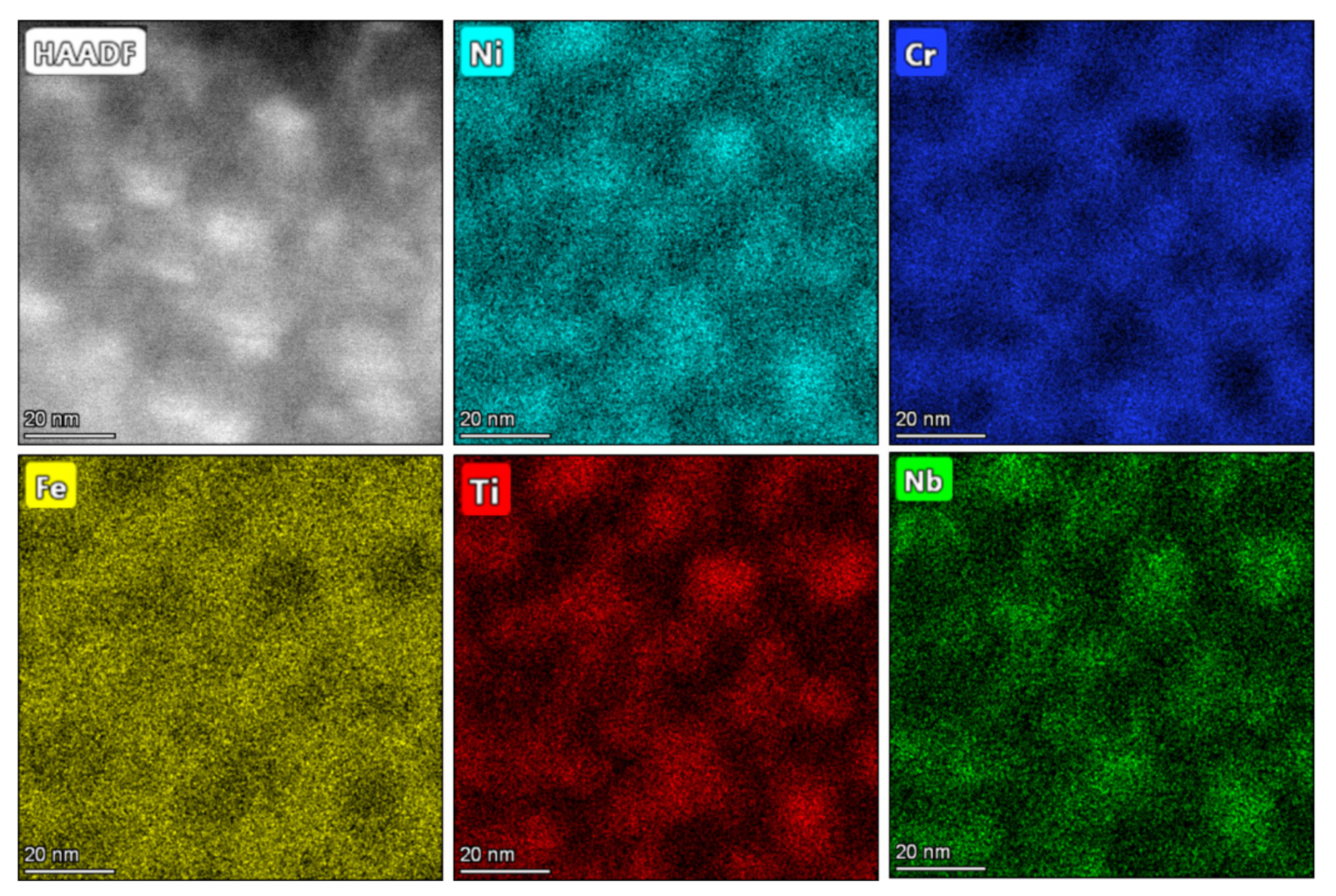
- The strengthening effect was attributed mainly to the large number of nanoscale precipitates of small size and close spacing after the aging treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ayer, R.; Mueller, R.R.; Koo, J.Y.; Watkins, M. Acceptability criteria for alloy 718 for use in sour service. In Proceedings of the Thirteenth International Offshore and Polar Engineering Conference, Honolulu, HI, USA, 25–30 May 2003; pp. 75–82. [Google Scholar]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Ward, J. The Last Defence against Corrosion: Alloy 945 and 945X; Stainless Steel World: MECC Maastricht, The Netherlands, 2015; pp. 1–3. [Google Scholar]
- Han, V.F.; Deb, P.; Chaturvedi, M.C. Coarsening behaviour of γ"- and γ’-particles in inconel alloy 718. Met. Sci. 1982, 16, 555–561. [Google Scholar] [CrossRef]
- Hagel, W.C.; Beattie, H.J. Iron and Steel Institute Special Report. The Iron and Steel Institute: London, UK, 1964; Volume 98. [Google Scholar]
- Hume-Rothery, W.; Mabbott, G.W.; Evans, K.M.C.; Carpenter, H.C.H. The freezing points, melting points, and solid solubility limits of the alloys of sliver and copper with the elements of the b sub-groups. Philosophical Transactions of the Royal Society of London. Ser. A Contain. Pap. Math. Phys. Character 1934, 233, 1–97. [Google Scholar]
- Rudman, P.; Stringer, J.; Jaffee, R.I. Hume-Rothery, Factors affecting the stability of metallic phases. In Phase Stability in Metals and Alloys; Rudman, P., Stringer, J., Jaffee, R.I., Eds.; McGraw-Hill: New York, NY, USA, 1967; pp. 3–23. [Google Scholar]
- Chaturvedi, M.C.; Han, Y.-F. Strengthening mechanisms in Inconel 718 superalloy. Met. Sci. 1983, 17, 145–149. [Google Scholar] [CrossRef]
- Oblak, J.M.; Paulonis, D.F.; Duvall, D.S. Coherency strengthening in Ni base alloys hardened by DO22 γ′ precipitates. Metall. Trans. 1974, 5, 143–153. [Google Scholar]
- Yan, B.C.; Zhang, J.; Lou, L.H. Effect of boron additions on the microstructure and transverse properties of a directionally solidified superalloy. Mater. Sci. Eng. A 2008, 474, 39–47. [Google Scholar] [CrossRef]
- Peng, P.; She, J.; Tang, A.; Zhang, J.; Zhou, S.; Xiong, X.; Pan, F. Novel continuous forging extrusion in a one-step extrusion process for bulk ultrafine magnesium alloy. Mater. Sci. Eng. A 2019, 764, 138144. [Google Scholar] [CrossRef]
- She, J.; Peng, P.; Tang, A.T.; Zhang, J.Y.; Mao, J.J.; Liu, T.T.; Zhou, S.B.; Wang, Y.; Pan, F.S. Novel on-line twist extrusion process for bulk magnesium alloys. Mater. Des. 2019, 182, 108011. [Google Scholar] [CrossRef]
- Peng, P.; Tang, A.; She, J.; Zhang, J.; Zhou, S.; Song, K.; Pan, F. Significant improvement in yield stress of Mg-Gd-Mn alloy by forming bimodal grain structure. Mater. Sci. Eng. A 2021, 803, 140569. [Google Scholar] [CrossRef]
- She, J.; Zhou, S.B.; Peng, P.; Tang, A.T.; Wang, Y.; Pan, H.C.; Yang, C.L.; Pan, F.S. Improvement of strength-ductility balance by Mn addition in Mg–Ca extruded alloy. Mater. Sci. Eng. A 2020, 772. [Google Scholar] [CrossRef]
- Ding, Q.; Li, S.; Chen, L.-Q.; Han, X.; Zhang, Z.; Yu, Q.; Li, J. Re segregation at interfacial dislocation network in a nickel-based superalloy. Acta Mater. 2018, 154, 137–146. [Google Scholar] [CrossRef]
- Peng, P.; Zhang, K.; She, J.; Tang, A.; Zhang, J.; Song, K.; Yang, Q.; Pan, F. Role of second phases and grain boundaries on dynamic recrystallization behavior in ZK60 magnesium alloy. J. Alloys Compd. 2020, 861, 157958. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, S.; Trimby, P.W.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z.; Liu, J.; Cairney, J.M.; Ringer, S.P.; Sha, G. Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (AA7075) processed by high-pressure torsion. Acta Mater. 2019, 162, 19–32. [Google Scholar] [CrossRef]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]
- Saleem, B.; Dong, H.B.; Patel, V. Effect of aging on the strength of corrosion-resistant incoloy alloys 945 and 945X: A microstructural perspective. Mater. Sci. Eng. A 2019, 748, 327–336. [Google Scholar] [CrossRef]
- Devaux, A.; Nazé, L.; Molins, R.; Pineau, A.; Organista, A.; Guédou, J.Y.; Uginet, J.F.; Héritier, P. Gamma double prime precipitation kinetic in Alloy 718. Mater. Sci. Eng. A 2008, 486, 117–122. [Google Scholar] [CrossRef]
- Dong, C.; Liu, Z.; Wang, X.; Liu, Z.; Chen, Z.; Bao, H. Formation behavior of long needle-like M23C6 carbides in a nickel-based alloy without γ’ phase during long time aging. J. Alloys Compd. 2020, 821, 153529. [Google Scholar] [CrossRef]
- Valle, L.C.M.; Santana, A.I.C.; Rezende, M.C.; Dille, J.; Mattos, O.R.; de Almeida, L.H. The influence of heat treatments on the corrosion behaviour of nickel-based alloy 718. J. Alloys Compd. 2019, 809, 151781. [Google Scholar] [CrossRef]
- Whitmore, L.; Leitner, H.; Povoden-Karadeniz, E.; Radis, R.; Stockinger, M. Transmission electron microscopy of single and double aged 718Plus superalloy. Mater. Sci. Eng. A 2012, 534, 413–423. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, Q.; Li, C.; Mei, Y.; Zhou, X.; Huang, Y.; Li, H. Recent progress on evolution of precipi-tates in inconel 718 superalloy. Acta Metall. Sin. 2016, 52, 1259–1266. [Google Scholar]
- Mannan, S. Time-Temperature-Transformation Diagram of Alloy 945. 7th International Symposium on Superalloy 718 and Derivatives, Pittsburgh, PA, USA, 10–13 October 2010; Ott, E.A., Groh, J.R., Banik, A., Dempster, I., Eds.; TMS: Pittsburgh, PA, USA, 2010. [Google Scholar]
- Bobylev, S.V.; Enikeev, N.A.; Sheinerman, A.G.; Valiev, R.Z. Strength enhancement induced by grain boundary solute segregations in ultrafine-grained alloys. Int. J. Plast. 2019, 123, 133–144. [Google Scholar] [CrossRef]
- Nie, J.F.; Zhu, Y.M.; Liu, J.Z.; Fang, X.Y. Periodic Segregation of Solute Atoms in Fully Coherent Twin Boundaries. Science 2013, 340, 957. [Google Scholar] [CrossRef] [PubMed]
- Embury, J.D.; Lloyd, D.J.; Ramachandran, T.R. 22—Strengthening mechanisms in aluminum alloys. In Treatise on Materials Science & Technology; Vasudevan, A.K., Doherty, R.D., Eds.; Elsevier: Amsterdam, The Netherlands, 1989; pp. 579–601. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | Cr | Nb | Mo | Cu | Ti | Mn | Al | Other | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 945ANi-based superalloy | 18.3 | 21.7 | 4.0 | 3.6 | 1.8 | 1.0 | 0.5 | 0.5 | 0.3 | 48.3 |
| Sample Number | Temperature (°C) | Aging Time (h) |
|---|---|---|
| 945A-1h | 725 | 1 |
| 945A-4h | 725 | 4 |
| 945A-8h | 725 | 8 |
| 945A-16h | 725 | 16 |
| 945A-32h | 725 | 32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Wang, D.; Zhou, L.; She, J.; Wu, W. Significant Improvement of Strength in Wrought 945A Ni-Based Superalloy by Aging Treatment. Crystals 2021, 11, 627. https://doi.org/10.3390/cryst11060627
Liu H, Wang D, Zhou L, She J, Wu W. Significant Improvement of Strength in Wrought 945A Ni-Based Superalloy by Aging Treatment. Crystals. 2021; 11(6):627. https://doi.org/10.3390/cryst11060627
Chicago/Turabian StyleLiu, Haiding, Dongzhe Wang, Linping Zhou, Jia She, and Wei Wu. 2021. "Significant Improvement of Strength in Wrought 945A Ni-Based Superalloy by Aging Treatment" Crystals 11, no. 6: 627. https://doi.org/10.3390/cryst11060627
APA StyleLiu, H., Wang, D., Zhou, L., She, J., & Wu, W. (2021). Significant Improvement of Strength in Wrought 945A Ni-Based Superalloy by Aging Treatment. Crystals, 11(6), 627. https://doi.org/10.3390/cryst11060627