
Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement



Abstract
1. Introduction
2. Experimental Campaign
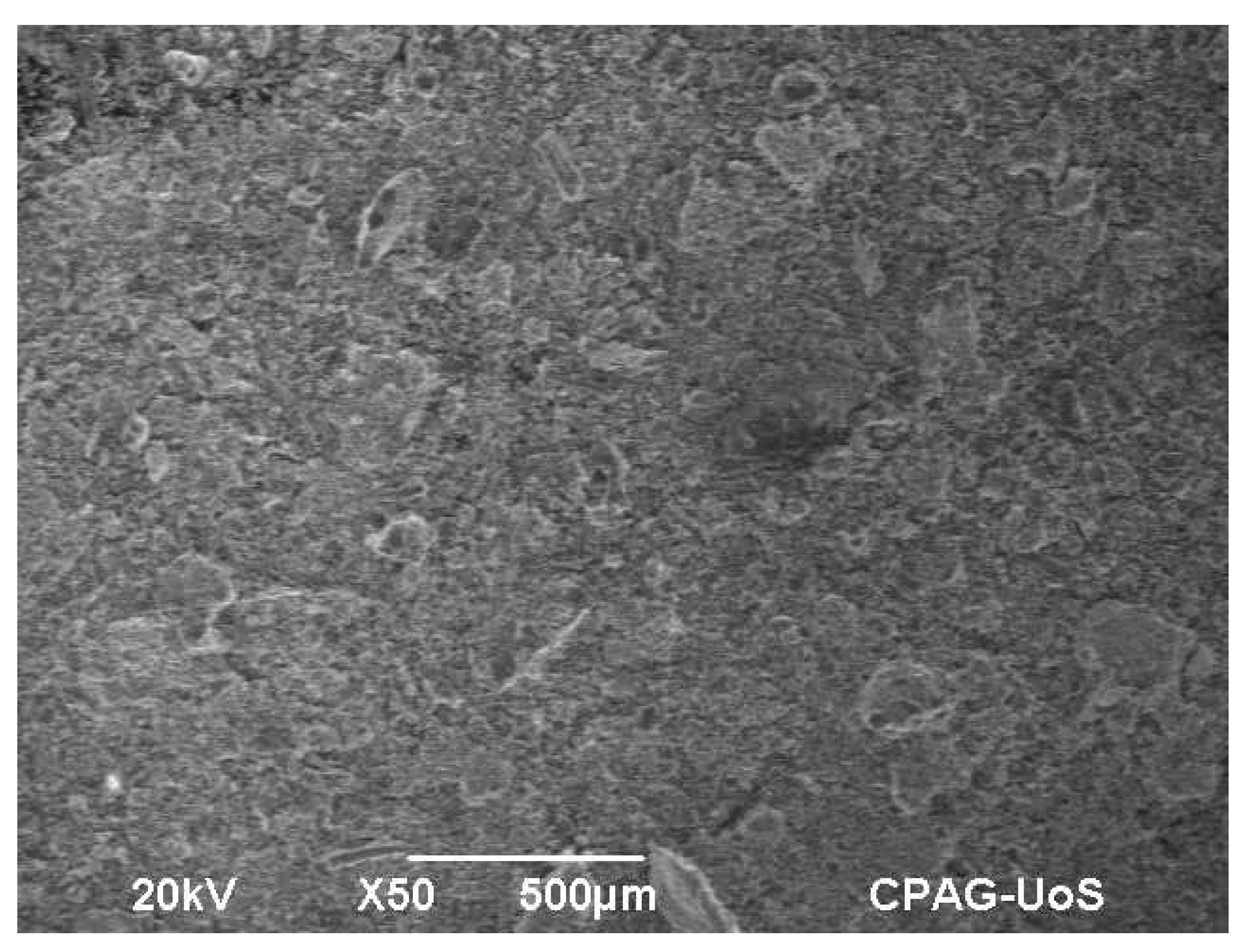
2.1. Materials and Mix Proportions
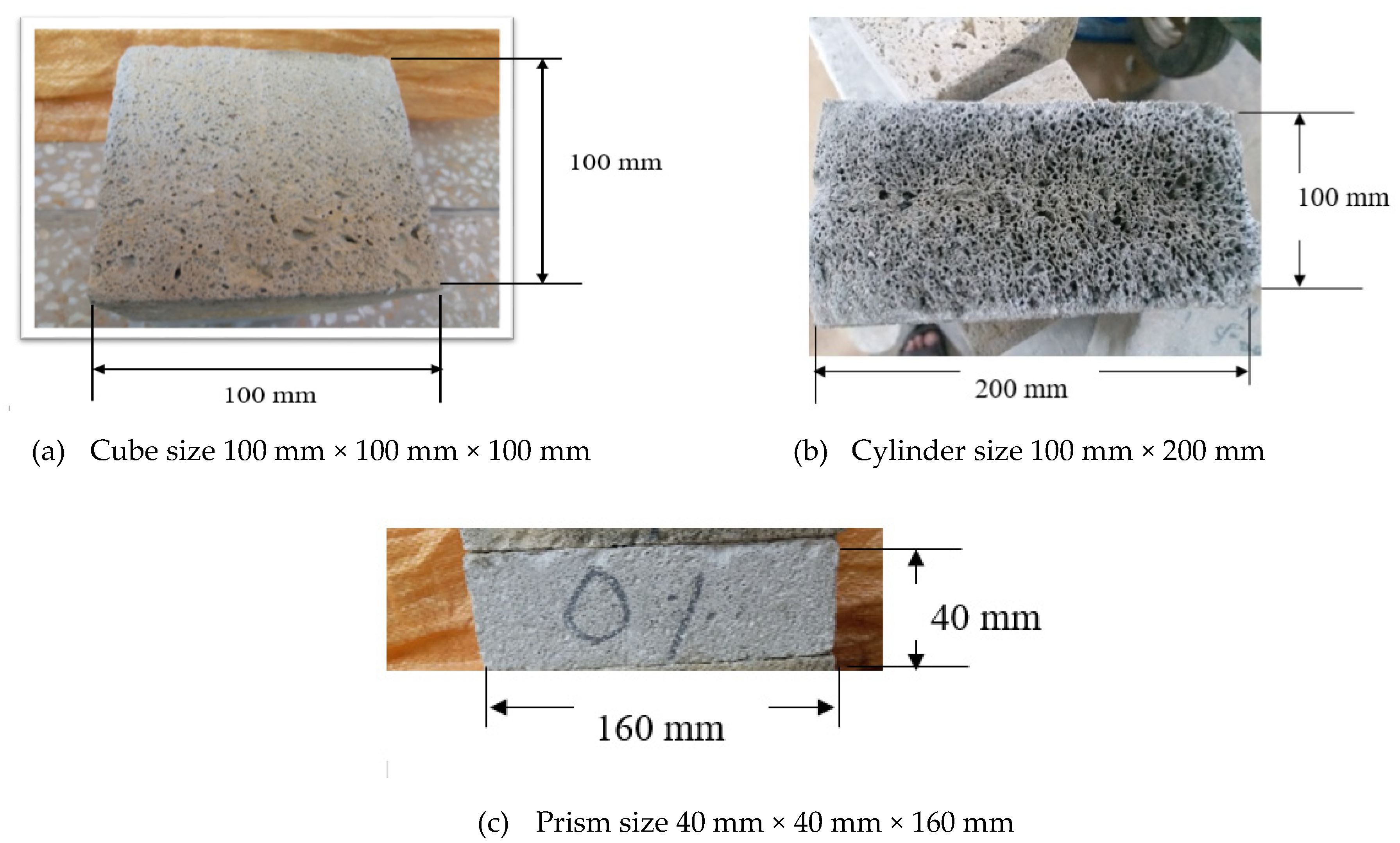
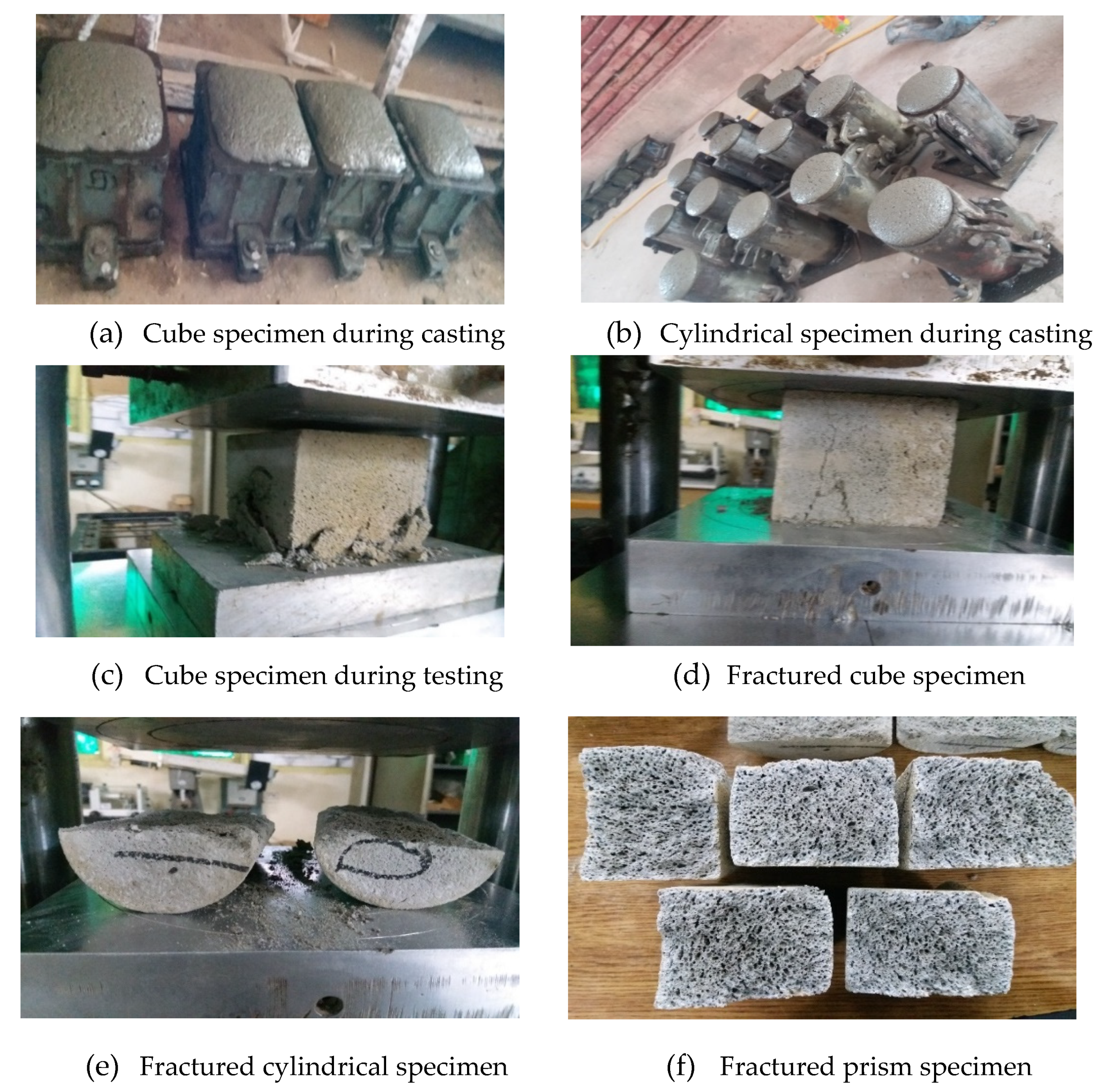
2.2. Specimen Preparation
2.3. Test Methods
3. Results and Discussion
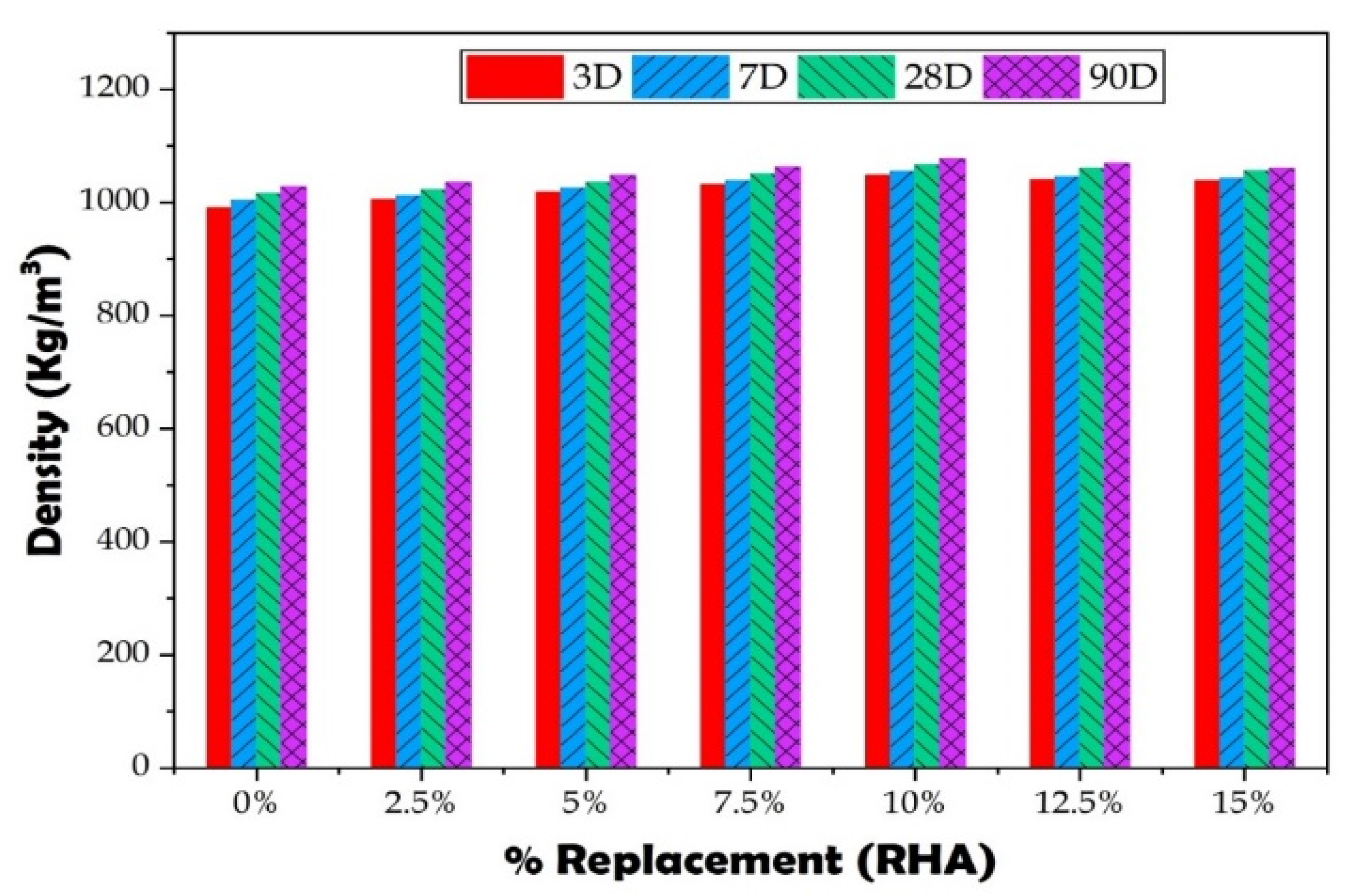
3.1. Density
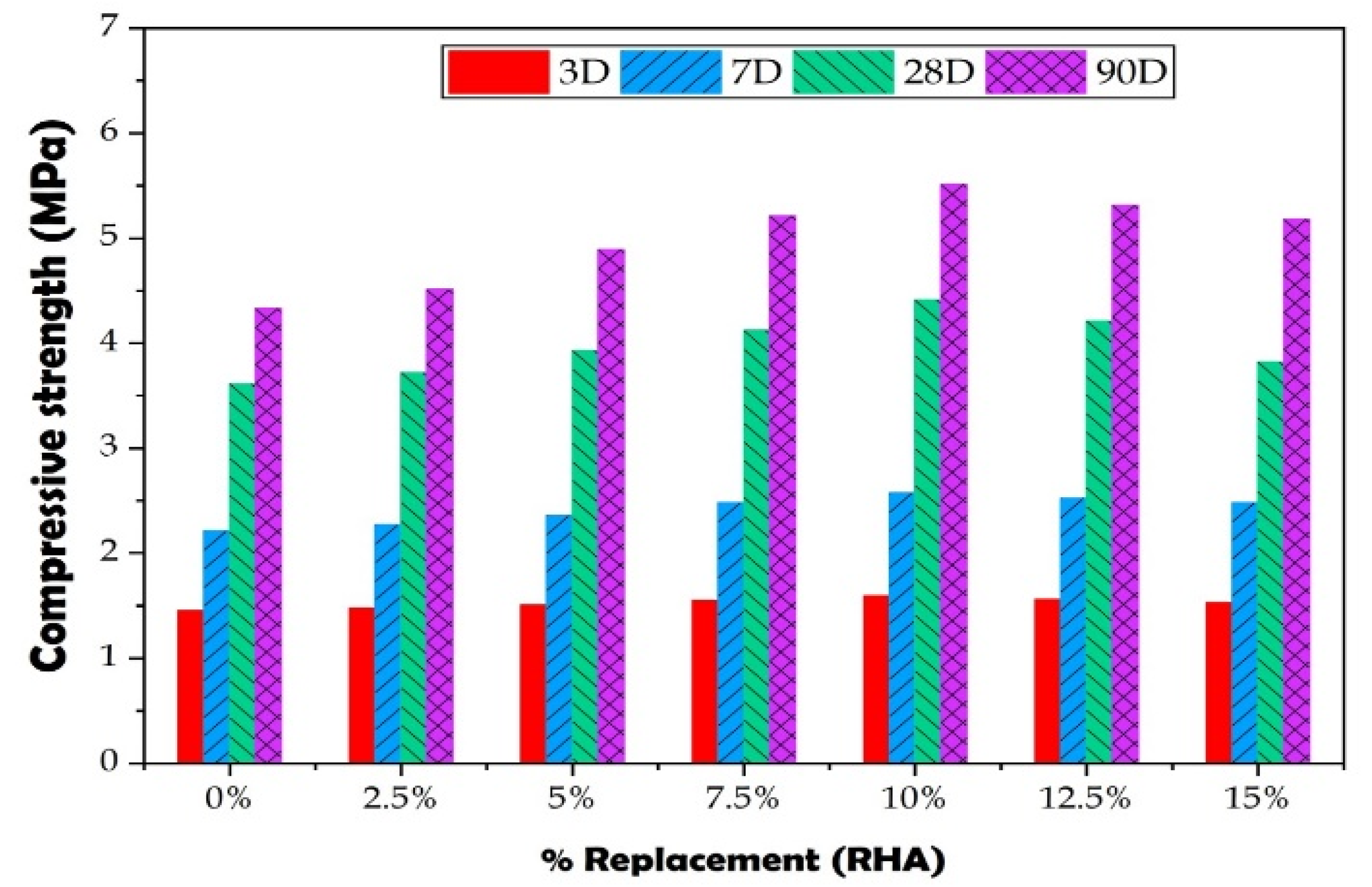
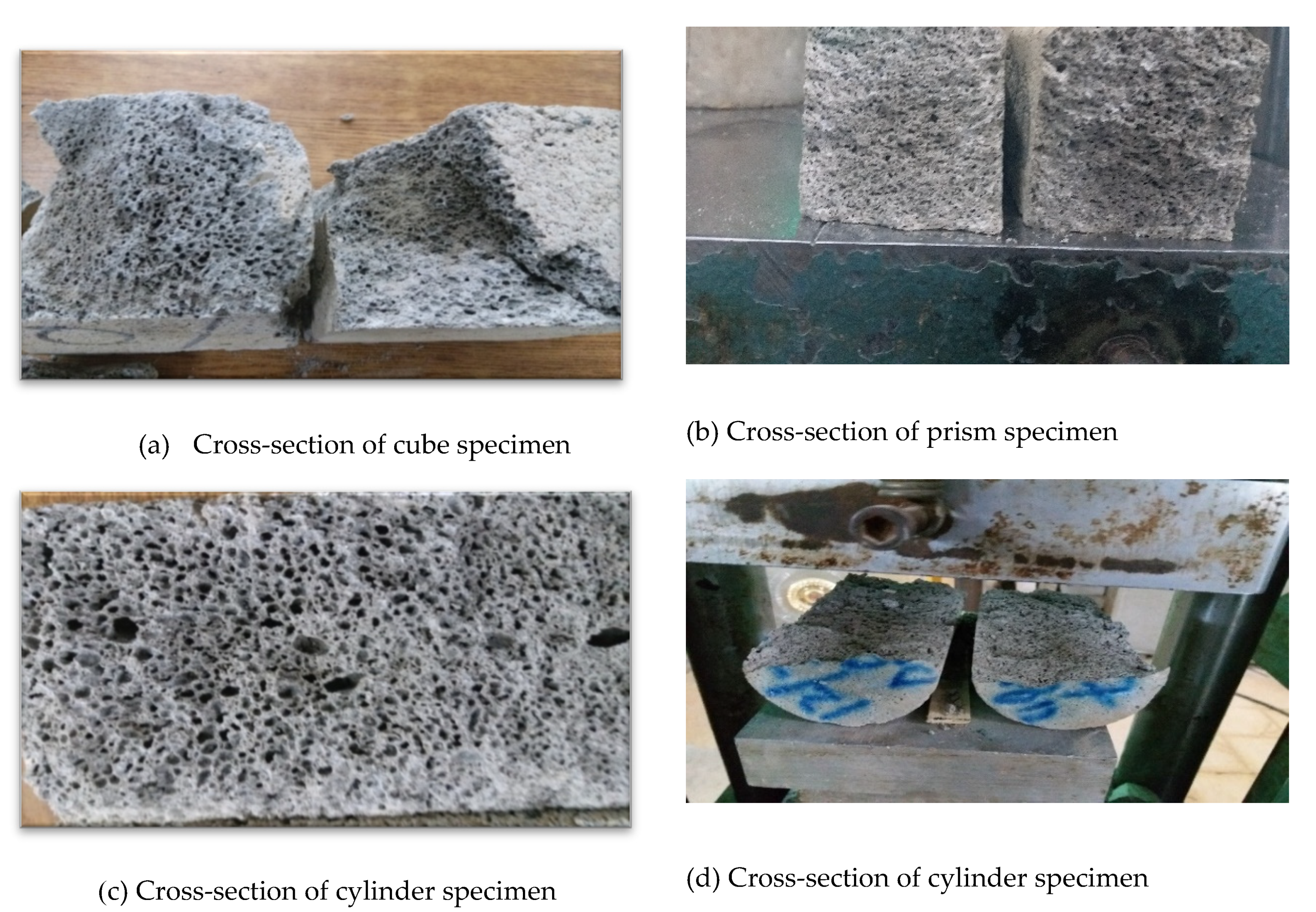
3.2. Mechanical Properties
3.3. Durability
3.3.1. Corrosion Analysis
3.3.2. Sulphate Attack
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramamurthy, K.; Narayanan, N. Factors influencing the density and compressive strength of aerated concrete. Mag. Concr. Res. 2000, 52, 163–168. [Google Scholar] [CrossRef]
- Jamil, M.; Kaish, A.; Raman, S.N.; Zain, M.F.M. Pozzolanic contribution of rice husk ash in cementitious system. Constr. Build. Mater. 2013, 47, 588–593. [Google Scholar] [CrossRef]
- De Sensale, G.R. Effect of rice-husk ash on durability of cementitious materials. Cem. Concr. Compos. 2010, 32, 718–725. [Google Scholar] [CrossRef]
- Ropelewski, L.; Neufeld, R.D. Thermal inertia properties of autoclaved aerated concrete. J. Energy Eng. 1999, 125, 59–75. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Dey, V.; Bonakdar, A.; Mobasher, B. Low-velocity flexural impact response of fiber-reinforced aerated concrete. Cem. Concr. Compos. 2014, 49, 100–110. [Google Scholar] [CrossRef]
- Kunchariyakun, K.; Asavapisit, S.; Sombatsompop, K. Properties of autoclaved aerated concrete incorporating rice husk ash as partial replacement for fine aggregate. Cem. Concr. Compos. 2015, 55, 11–16. [Google Scholar] [CrossRef]
- Sathawane, S.H.; Vairagade, V.S.; Kene, K.S. Combine effect of rice husk ash and fly ash on concrete by 30% cement replacement. Procedia Eng. 2013, 51, 35–44. [Google Scholar] [CrossRef]
- Dale, P.B.; Max, A.P.; John, W. The influence of water-to-cement mass ratio (w/c) on early-age properties of cement-based materials is investigated using a variety of experimental techniques. ASCE J. Mater. Civ. Eng. 2009, 21, 512–517. [Google Scholar]
- Real, C.; Alcala, M.D.; Criado, J.M. Preparation of silica from rice husks. J. Am. Ceram. Soc. 1996, 79, 2012–2016. [Google Scholar] [CrossRef]
- Stroeven, P.; Bui, D.D.; Sabuni, E. Ash of vegetable waste used for economic production of low to high strength hydraulic binders. Fuel 1999, 78, 153–159. [Google Scholar] [CrossRef]
- Nair, D.G.; Fraaij, A.; Klaassen, A.A.K.; Kentgens, A.P.M. A structural investigation relating to the pozzolanic activity of rice husk ashes. Cem. Concr. Res. 2008, 38, 861–869. [Google Scholar] [CrossRef]
- Kunchariyakun, K.; Asawapisit, S.; Sombatsompop, K. The effect of rice husk ash on properties of aerated concrete. Adv. Mater. Res. 2013, 747, 420–423. [Google Scholar] [CrossRef]
- Kartini, K.; Nazierah, M.Y.N.; Zaidahtulakmal, M.Z.; Aisyah, G.S. Effects of silica in rice husk ash (RHA) in producing high strength concrete. Int. J. Eng. Technol. 2012, 2, 1951–1956. [Google Scholar]
- Habeeb, G.A.; Mahmud, H.B. Study on properties of rice husk ash and its use as cement replacement material. Mater. Res. 2010, 13, 185–190. [Google Scholar] [CrossRef]
- Rahim, M.A.; Ibrahim, N.M.; Idris, Z.; Ghazaly, Z.M.; Shahidan, S.; Rahim, N.L.; Sofri, L.A.; Isa, N.F. Properties of concrete with different percentange of the rice husk ash (RHA) as partial cement replacement. Mater. Sci. Forum 2015, 803, 288–293. [Google Scholar] [CrossRef]
- Zhang, M.H.; Lastra, R.; Malhotra, V.M. Rice-husk ash paste and concrete: Some aspects of hydration and the microstructure of the interfacial zone between the aggregate and paste. Cem. Concr. Res. 1996, 26, 963–977. [Google Scholar] [CrossRef]
- Hadipramana, J.; Samad, A.A.A.; Mujahid, A.Z.A.; Mohammad, N.; Riza, F.V. Effect of uncontrolled burning rice husk ash in foamed concrete. Adv. Mater. Res. 2013, 626, 769–775. [Google Scholar] [CrossRef]
- Mehta, P.K. Rice Hush Ash-A unique supplementary cementing material. In Proceedings of the International Symposium on Advances in Concrete Technology, Athens, Greece, 11–13 May 1992; pp. 407–430. [Google Scholar]
- Smith, R.G.; Kamwanja, G.A. The use of rice husk for making a cementitious material. In Proceedings of the Joint Symposium on the Use of Vegetable Plants and Their Fibers as Building Material, Baghdad, Iraq, 7–9 October 1986. [Google Scholar]
- Ai-khalaf, M.N.; Yousift, H.A. Use of rice husk ash in concrete. Int. J. Cem. Compos. 1984, 6, 241–248. [Google Scholar]
- Zhang, M.-H.; Malhotra, V.M. High-performance concrete incorporating rice husk ash as a supplementary cementing material. ACI Mater. J. 1996, 93, 629–636. [Google Scholar]
- Cook, D.J. Cement replacement material-Rice husk ash. Concr. Technol. Des. 1986, 3, 171–195. [Google Scholar]
- Mehta, P.K. Properties of blended cements made from rice husk ash. J. Proc. 1977, 74, 440–442. [Google Scholar]
- Venkatanarayanan, H.K.; Rangaraju, P.R. Effect of grinding of low-carbon rice husk ash on the microstructure and performance properties of blended cement concrete. Cem. Concr. Compos. 2015, 55, 348–363. [Google Scholar] [CrossRef]
- Bui, D.D.; Hu, J.; Stroeven, P. Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete. Cem. Concr. Compos. 2005, 27, 357–366. [Google Scholar] [CrossRef]
- Fapohunda, C.; Akinbile, B.; Shittu, A. Structure and properties of mortar and concrete with rice husk ash as partial replacement of ordinary Portland cement—A review. Int. J. Sustain. Built Environ. 2017, 6, 675–692. [Google Scholar] [CrossRef]
- Cook, D.J.; Pama, R.P.; Damer, S.A. The behaviour of concrete and cement paste containing rice husk ash. In Proceedings of the a Conference on Hydraulic Cement Pastes, Their Structure and Properties, Sheffield, UK, 8–9 April 1976; pp. 268–283. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Physical Properties | Chemical Analysis (% age) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Blaine (cm2/g) | Specific Gravity | SiO2 | CaO | Al2O3 | MgO | K2O | Fe2O3 | LOI | |
| Cement | 3008 | 3.15 | 20.78 | 60.89 | 5.11 | 3.00 | 0.00 | 3.17 | 1.71 |
| RHA | 2251 | 2.12 | 74.35 | 1.39 | 1.379 | 1.06 | 3.51 | 1.029 | 1.50 |
| S.No | Concrete Mix | Ratio | RHA (%) | Cement (kg) | RHA (kg) | W/C | W/B | Water (kg) | F.A (kg) | Aluminum Powder (%) | Sample Per Batch |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | M1 | 1:1 | 0 | 10 | 0 | 0.60 | 0.6 | 6 | 10 | 0.5 | 60 |
| 2 | M2 | 1:1 | 2.5 | 9.75 | 0.25 | 0.60 | 0.61 | 6.1 | 10 | 0.5 | 60 |
| 3 | M3 | 1:1 | 5 | 9.5 | 0.5 | 0.60 | 0.62 | 6.2 | 10 | 0.5 | 60 |
| 4 | M4 | 1:1 | 7.5 | 9.25 | 0.75 | 0.60 | 0.63 | 6.3 | 10 | 0.5 | 60 |
| 5 | M5 | 1:1 | 10 | 9.0 | 1.0 | 0.60 | 0.64 | 6.4 | 10 | 0.5 | 60 |
| 6 | M6 | 1:1 | 12.5 | 8.75 | 1.25 | 0.60 | 0.65 | 6.5 | 10 | 0.5 | 60 |
| 7 | M7 | 1:1 | 15 | 8.5 | 1.5 | 0.60 | 0.66 | 6.6 | 10 | 0.5 | 60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, T.; Saand, A.; Bangwar, D.K.; Buller, A.S.; Ahmed, Z. Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement. Crystals 2021, 11, 604. https://doi.org/10.3390/cryst11060604
Ali T, Saand A, Bangwar DK, Buller AS, Ahmed Z. Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement. Crystals. 2021; 11(6):604. https://doi.org/10.3390/cryst11060604
Chicago/Turabian StyleAli, Tariq, Abdullah Saand, Daddan Khan Bangwar, Abdul Salam Buller, and Zaheer Ahmed. 2021. "Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement" Crystals 11, no. 6: 604. https://doi.org/10.3390/cryst11060604
APA StyleAli, T., Saand, A., Bangwar, D. K., Buller, A. S., & Ahmed, Z. (2021). Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement. Crystals, 11(6), 604. https://doi.org/10.3390/cryst11060604