
Study on Micro-Structure and Tensile Mechanical Properties of Dissimilar Metal Weld Joint Connecting Steam Generator Nozzle and Safe-End


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
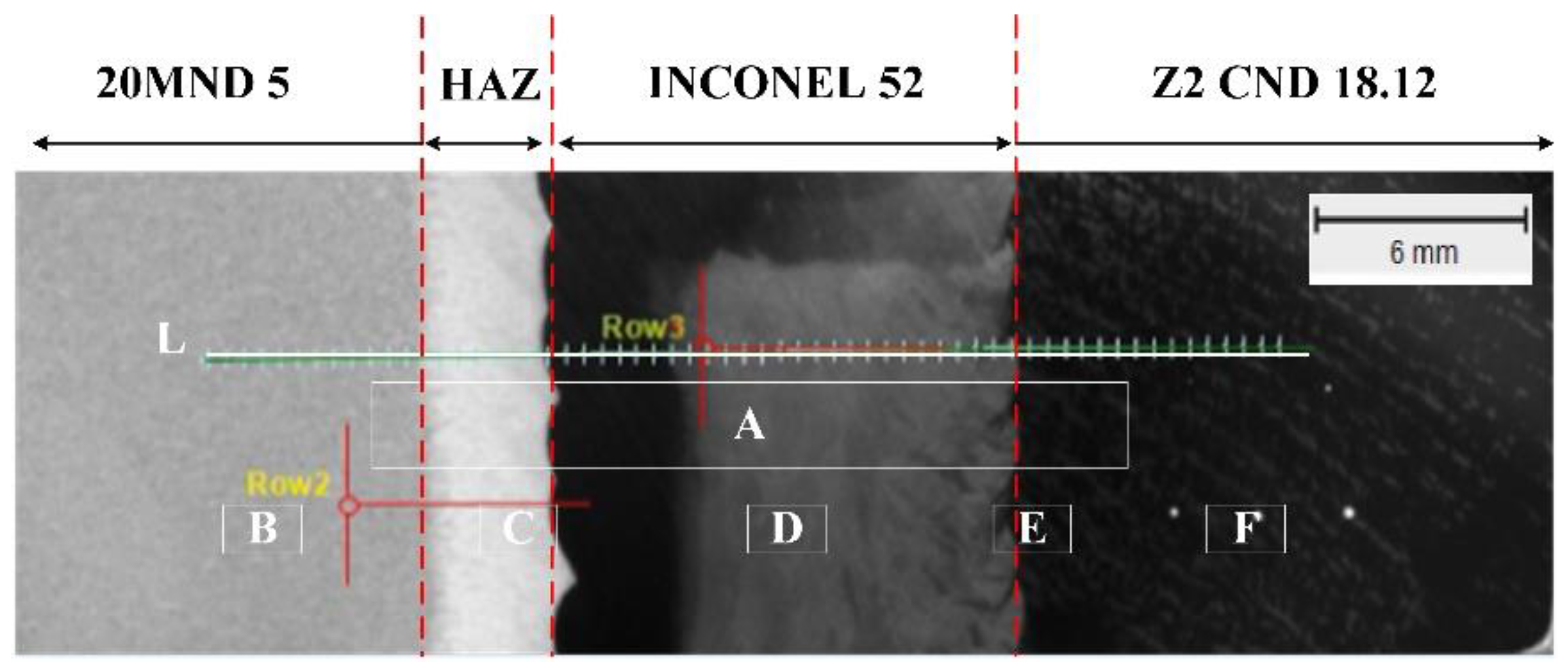
3.1. Metallographic Examination
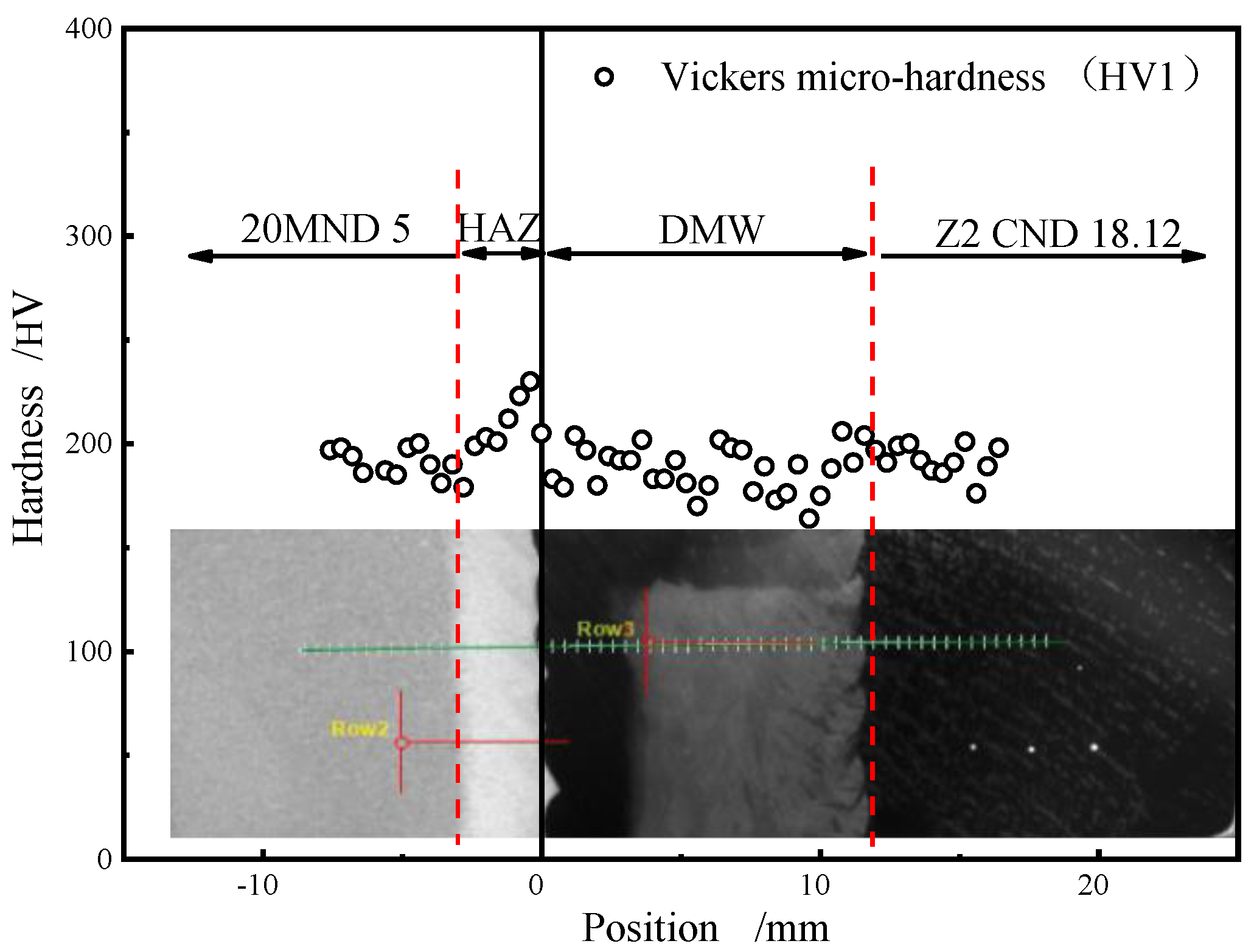
3.2. Vickers Hardness Test
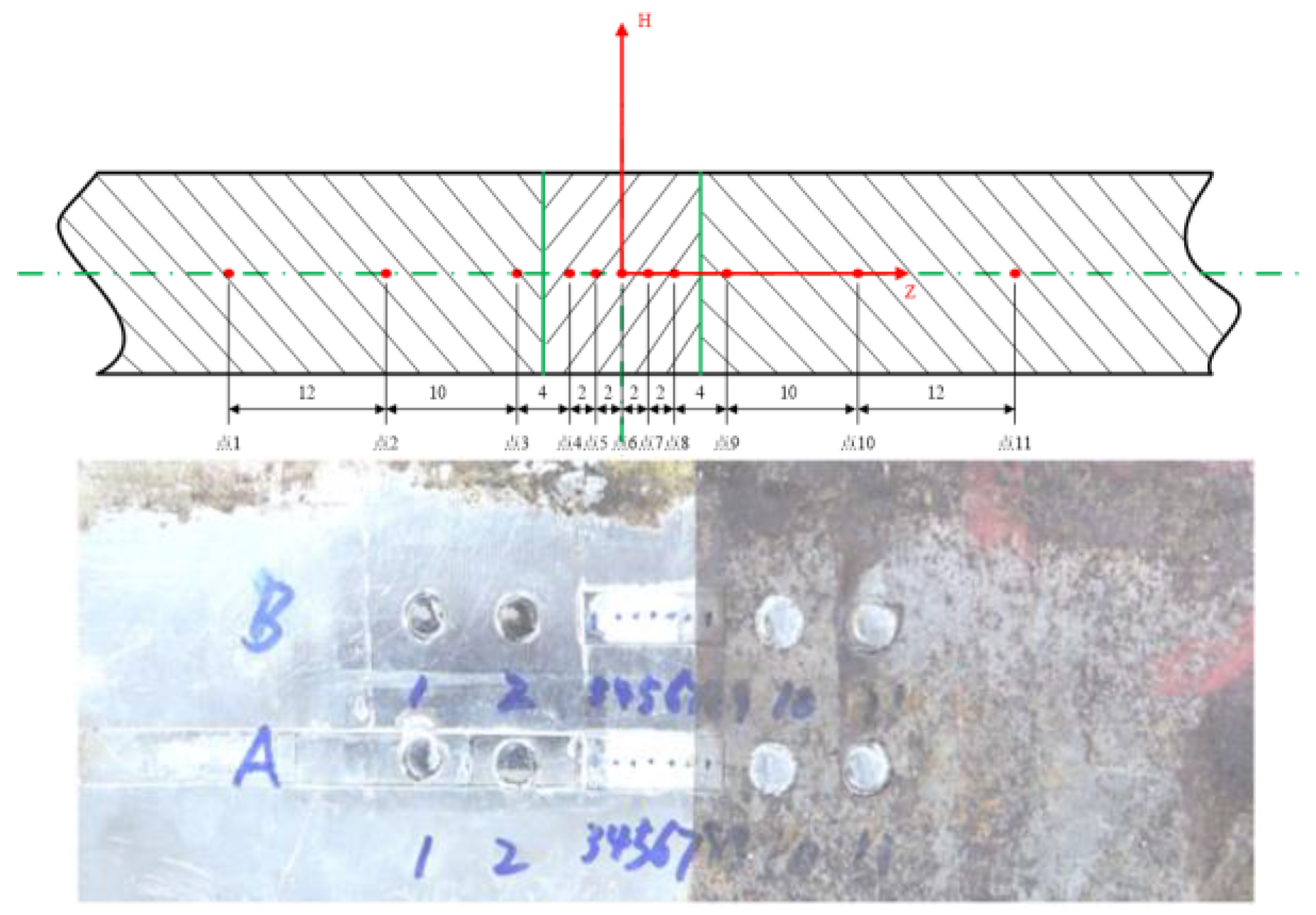
3.3. Residual Stress Test
3.4. EBSD Analysis
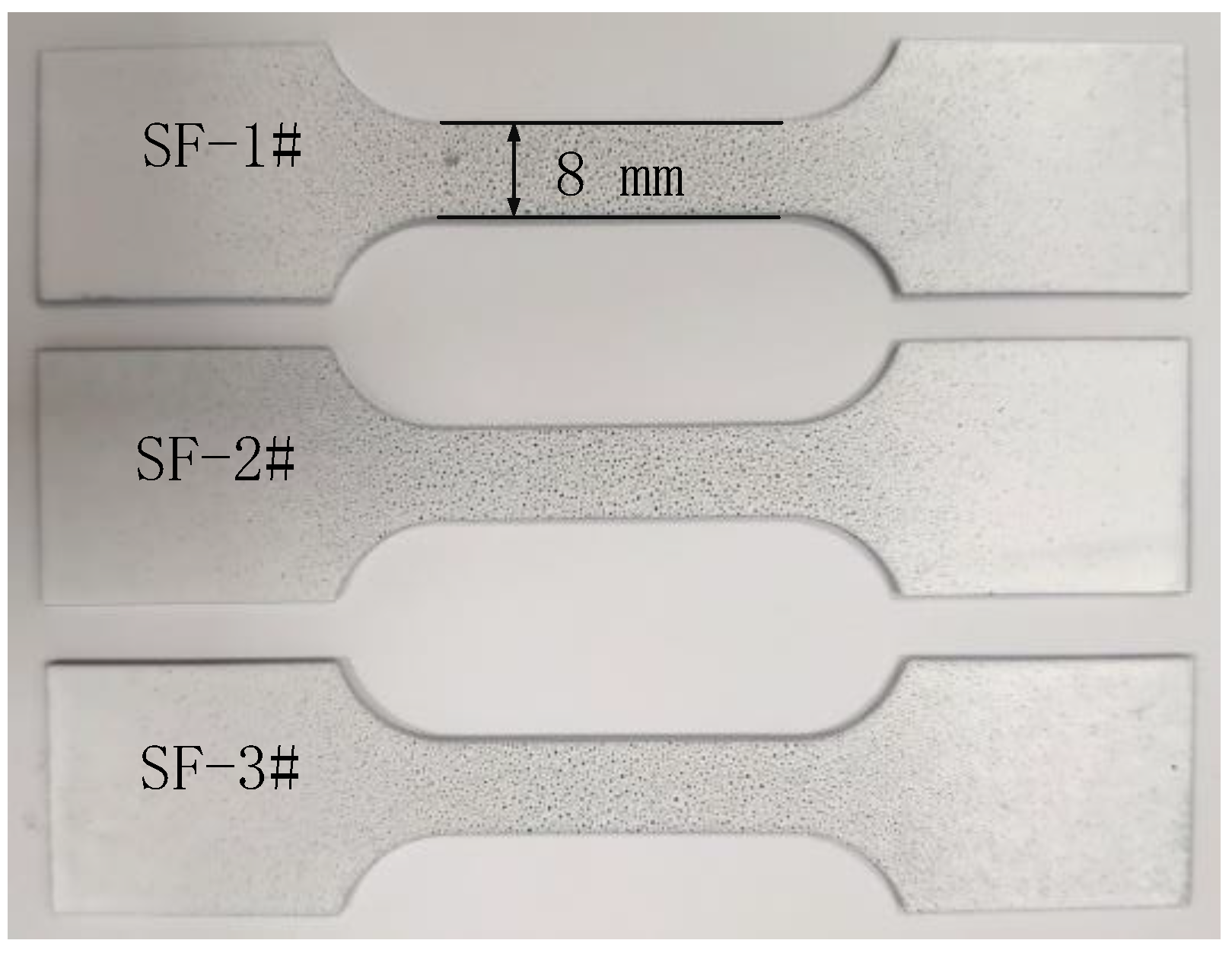
3.5. Uniaxial Tensile Test Based on DIC
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, R.; Wang, J.; Zhang, Z.; Han, E. Stress corrosion cracking of fusion boundary for 316L/52M dissimilar metal weld joints in borated and lithiated high temperature water. Corros. Sci. 2017, 120, 219–230. [Google Scholar] [CrossRef]
- Ma, C.; Peng, Q.; Mei, J.; Han, E.H.; Ke, W. Microstructure and corrosion behavior of the heat affected zone of a stainless steel 308L-316L weld joint. J. Mater. Sci. Technol. 2018, 34, 1823–1834. [Google Scholar] [CrossRef]
- Chung, W.; Huang, J.; Tsay, L.; Chen, C. Micro-structure and Stress Corrosion Cracking Behavior of the Weld Metal in Alloy 52-A508 Dissimilar Welds. Mater. Trans. 2011, 52, 12–19. [Google Scholar] [CrossRef] [Green Version]
- Ming, H.; Zhang, Z.; Wang, J.; Han, E.; Wang, P.; Sun, Z. Micro-structure of a safe-end dissimilar metal weld joint (SA508-52-316L) prepared by narrow-gap GTAW. Mater. Charact. 2017, 123, 233–243. [Google Scholar] [CrossRef]
- Zhu, R.; Wang, J.; Zhang, L.; Zhang, Z.; Han, E. Stress corrosion cracking of 316L HAZ for 316L stainless steel/Inconel 52M dissimilar metal weld joint in simulated primary water. Corros. Sci. 2016, 112, 373–384. [Google Scholar] [CrossRef]
- Navid, S.; Morteza, S.; Behzad, N.; Jalal, K.; Szpunar, J.A. EBSD observations of microstructural features and mechanical assessment of INCOLOY 825 alloy/AISI 321 stainless steel dissimilar welds. J. Manuf. Process. 2020, 60, 86–95. [Google Scholar]
- Justinger, H.; Hirt, G. Estimation of grain size and grain orientation influence in microforming processes by Taylor factor considerations. J. Mater. Process. Technol. 2009, 209, 2111–2121. [Google Scholar] [CrossRef]
- Xu, W.; Ferry, M.; Mateescu, N.; Cairney, J.M.; Humphreys, F.J. Techniques for generating 3-D EBSD micro-structures by FIB tomography. Mater. Charact. 2006, 58, 961–967. [Google Scholar] [CrossRef]
- Guo, A.; Misra, R.D.K.; Liu, J.; Chen, L.; He, X.; Jansto, S.J. An analysis of the micro-structure of the heat-affected zone of an ultra-low carbon and niobium-bearing acicular ferrite steel using EBSD and its relationship to mechanical properties. Mater. Sci. Eng. A 2010, 527, 6440–6448. [Google Scholar] [CrossRef]
- Humphreys, F.J. Characterisation of fine-scale micro-structures by electron backscatter diffraction (EBSD). Scripta. Mater. 2004, 51, 771–776. [Google Scholar] [CrossRef]
- Shamanian, M.; Valehi, M.; Kangazian, J.; Szpunar, J.A. EBSD characterization of the L-605 Co-based alloy welds processed by pulsed Nd:YAG laser welding. Opt. Laser Technol. 2020, 128, 106256. [Google Scholar] [CrossRef]
- Ren, S.C.; Morgeneyer, T.F.; Mazière, M.; Forest, S.; Rousselier, G. Effect of Lüders and Portevin–Le Chatelier localization bands on plasticity and fracture of notched steel specimens studied by DIC and FE simulations. Int. J. Plast. 2021, 136, 102880. [Google Scholar] [CrossRef]
- He, W.; Wang, C.; Wang, S.; Yao, L.; Cui, L.; Xie, D. Characterizing and predicting the tensile mechanical behavior and failure mechanisms of notched FMLs—Combined with DIC and numerical techniques. Compos. Struct. 2020, 254, 112893. [Google Scholar] [CrossRef]
- Sutton, M.A.; Hild, F. Recent Advances and Perspectives in Digital Image Correlation. Exp. Mech. 2015, 55, 1–8. [Google Scholar] [CrossRef]
- Romanowicz, P.J.; Szybiński, B.; Wygoda, M. Application of DIC Method in the Analysis of Stress Concentration and Plastic Zone Development Problems. Materials 2020, 13, 3460. [Google Scholar] [CrossRef] [PubMed]
- Qi, S.; Cai, L.; Bao, C.; Chen, H.; Shi, K.; Wu, H. Analytical theory for fatigue crack propagation rates of mixed-mode I–II cracks and its application. Int. J. Fatigue 2018, 119, 150–159. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | P | S | Cu | Mo | Ni | Cr | Fe | V | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20MND 5 | 0.150 | 0.260 | 1.290 | <0.010 | <0.010 | 0.092 | 0.490 | 0.720 | 0.026 | Bal. | <0.010 | - | - |
| Z2 CND 18.12 N2 controlled | 0.030 | 0.590 | 1.830 | 0.023 | <0.010 | 1.050 | 2.480 | 12.46 | 17.74 | Bal. | - | - | - |
| INCONEL 52 | 0.017 | 0.11 | 0.29 | 0.005 | <0.003 | 0.02 | <0.01 | 59.8 | 28.9 | 9.89 | - | 0.21 | 0.66 |
| Materials | Specimen | E/MPa | σy/MPa | σm/MPa | A/mm·mm−1 |
|---|---|---|---|---|---|
| DMW joint | 1# | 196,276 | 416 | 599 | 19.50 |
| 2# | 196,993 | 427 | 625 | 24.00 | |
| 3# | 196,299 | 420 | 592 | 23.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, S.; Xiang, W.; Cai, L.; Liu, X.; Wang, Y.; Ning, F.; Qi, L.; Yu, W.; Shi, J. Study on Micro-Structure and Tensile Mechanical Properties of Dissimilar Metal Weld Joint Connecting Steam Generator Nozzle and Safe-End. Crystals 2021, 11, 1470. https://doi.org/10.3390/cryst11121470
Qi S, Xiang W, Cai L, Liu X, Wang Y, Ning F, Qi L, Yu W, Shi J. Study on Micro-Structure and Tensile Mechanical Properties of Dissimilar Metal Weld Joint Connecting Steam Generator Nozzle and Safe-End. Crystals. 2021; 11(12):1470. https://doi.org/10.3390/cryst11121470
Chicago/Turabian StyleQi, Shuang, Wenxin Xiang, Lixun Cai, Xiaokun Liu, Yonggang Wang, Fangmao Ning, Lei Qi, Weiwei Yu, and Jinhua Shi. 2021. "Study on Micro-Structure and Tensile Mechanical Properties of Dissimilar Metal Weld Joint Connecting Steam Generator Nozzle and Safe-End" Crystals 11, no. 12: 1470. https://doi.org/10.3390/cryst11121470
APA StyleQi, S., Xiang, W., Cai, L., Liu, X., Wang, Y., Ning, F., Qi, L., Yu, W., & Shi, J. (2021). Study on Micro-Structure and Tensile Mechanical Properties of Dissimilar Metal Weld Joint Connecting Steam Generator Nozzle and Safe-End. Crystals, 11(12), 1470. https://doi.org/10.3390/cryst11121470