
Microstructural Master Alloys Features of Aluminum–Erbium System


Abstract
:1. Introduction
2. Materials and Methods
3. Results
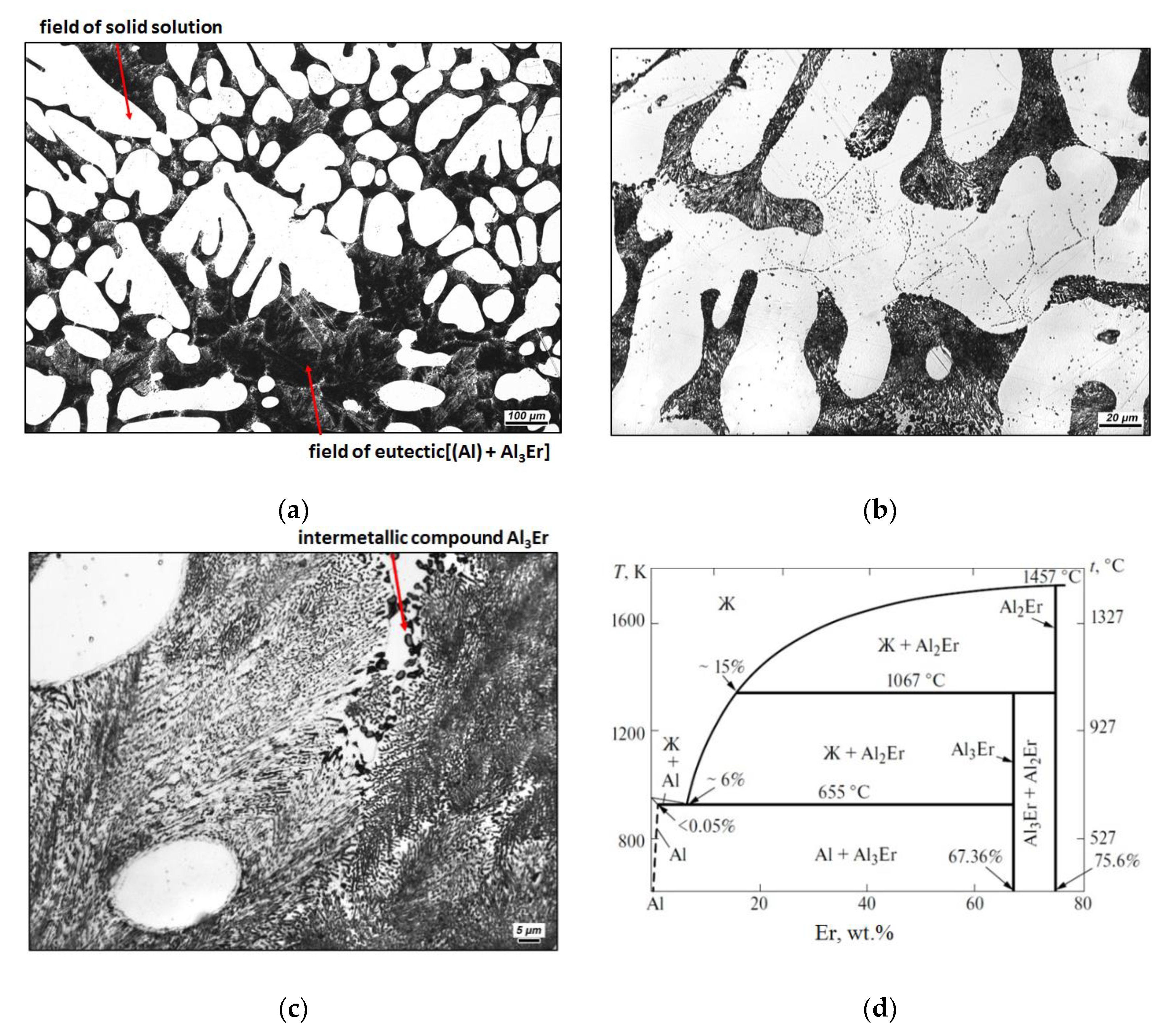
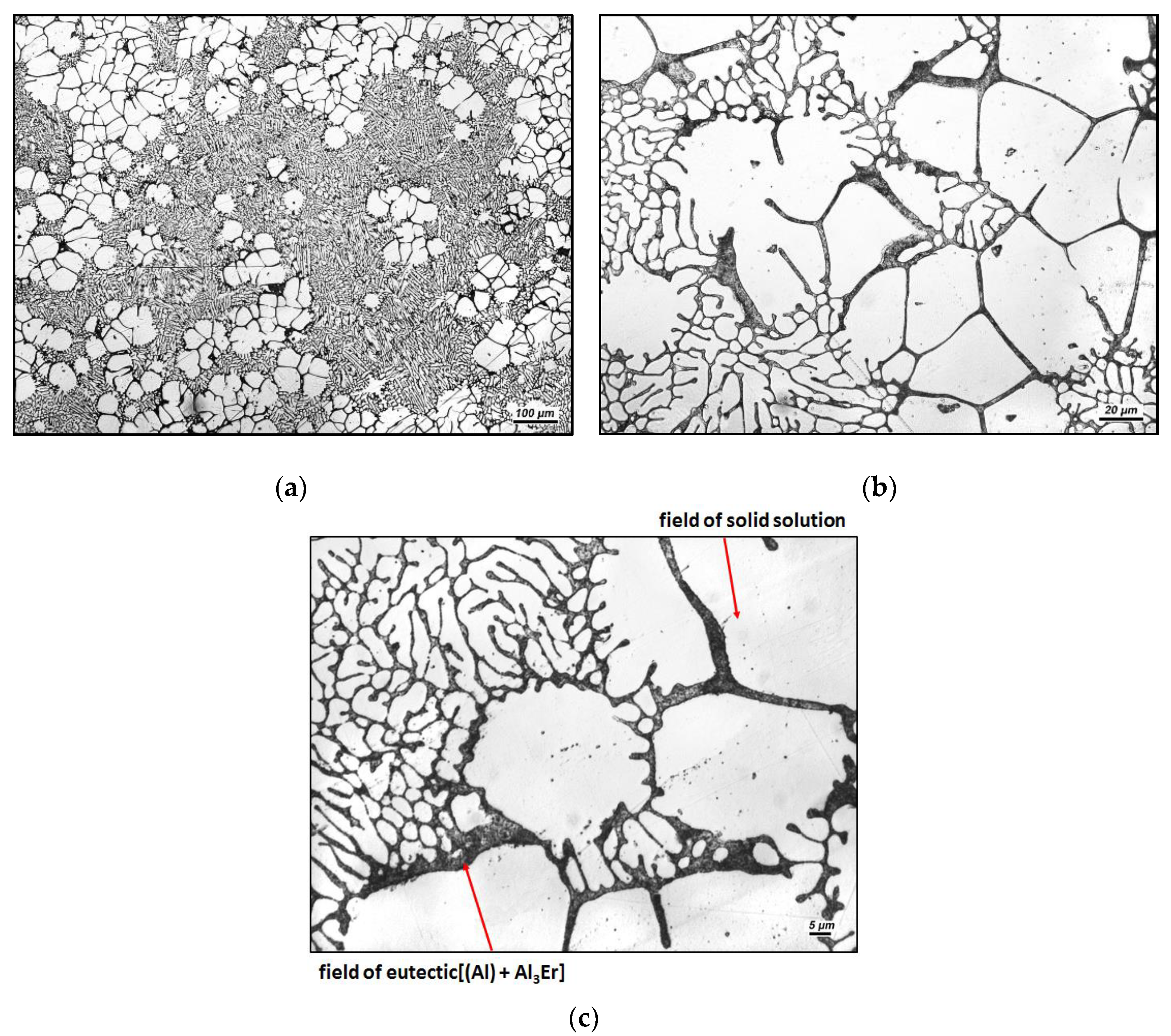
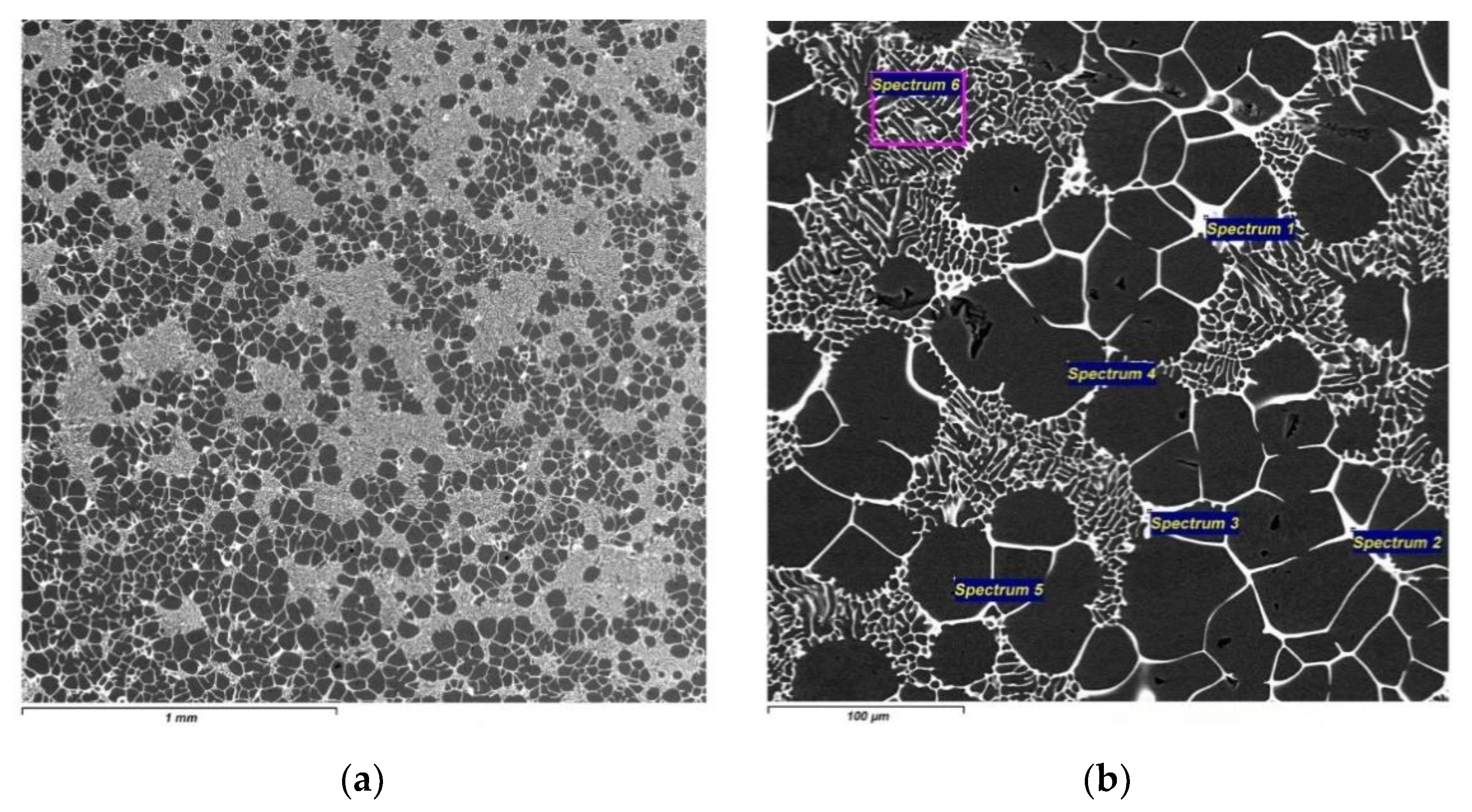
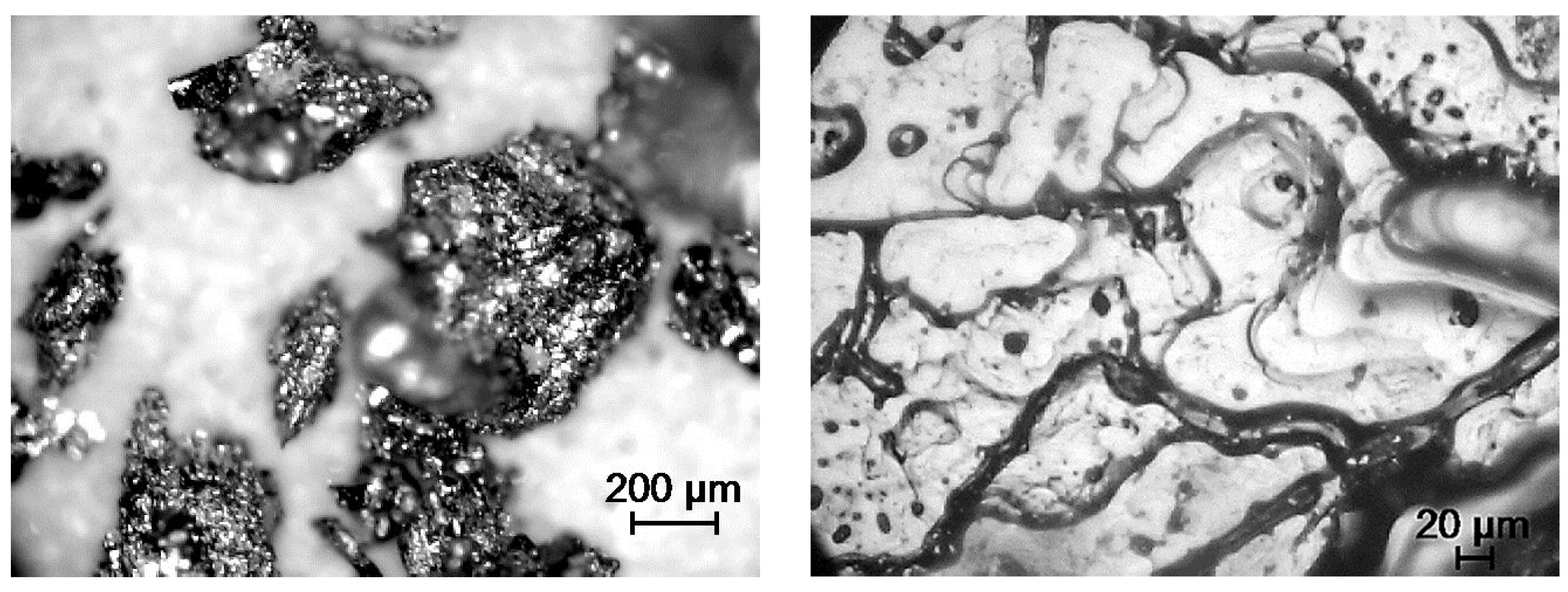
3.1. Microstructure
- -
- Grain refinement;
- -
- A decrease in the thickness of eutectic layers, a more uniform “enveloping” of aluminum grains and an increase in the Er content in eutectic (according to the EDX).
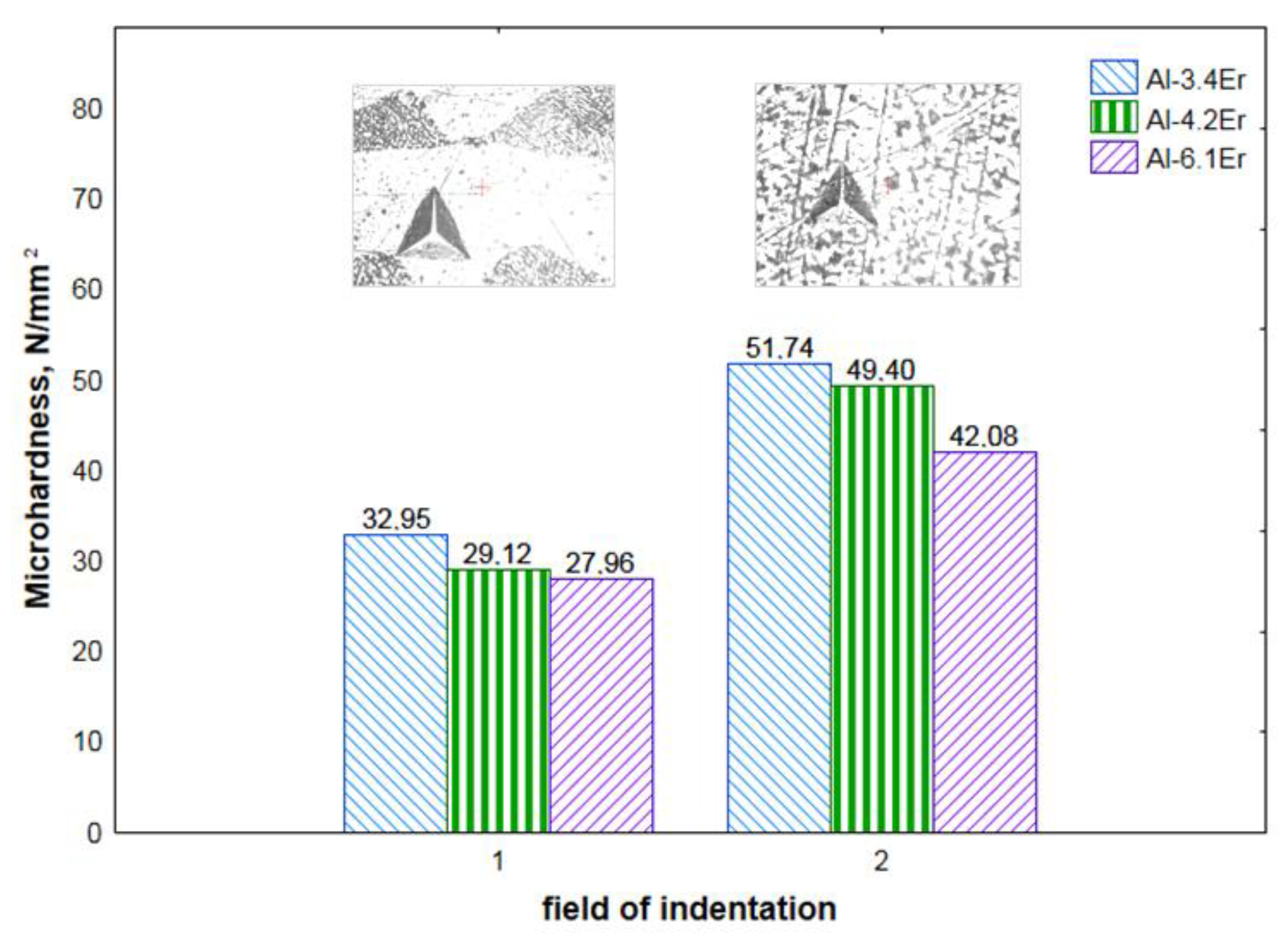
3.2. Microhardness
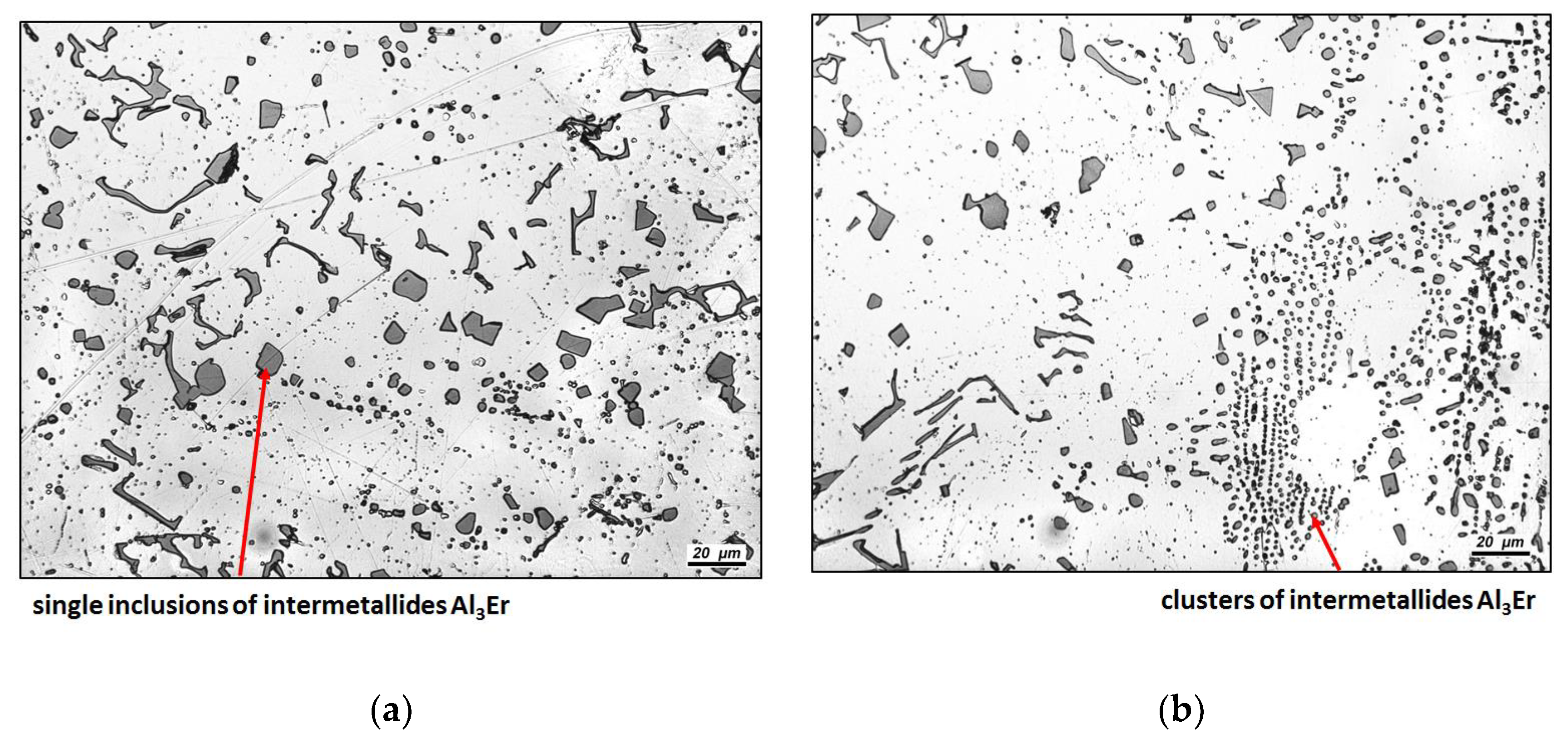
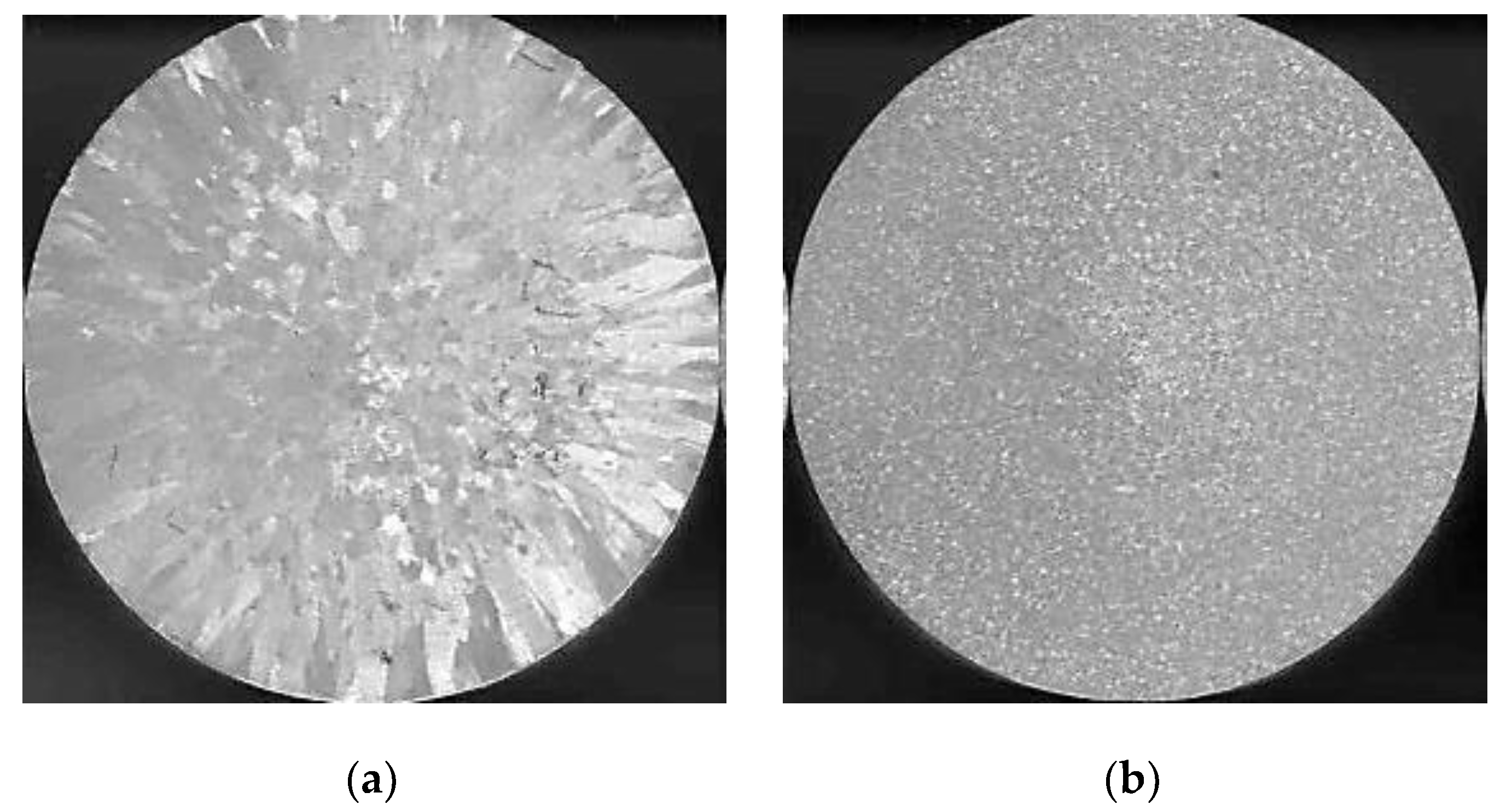
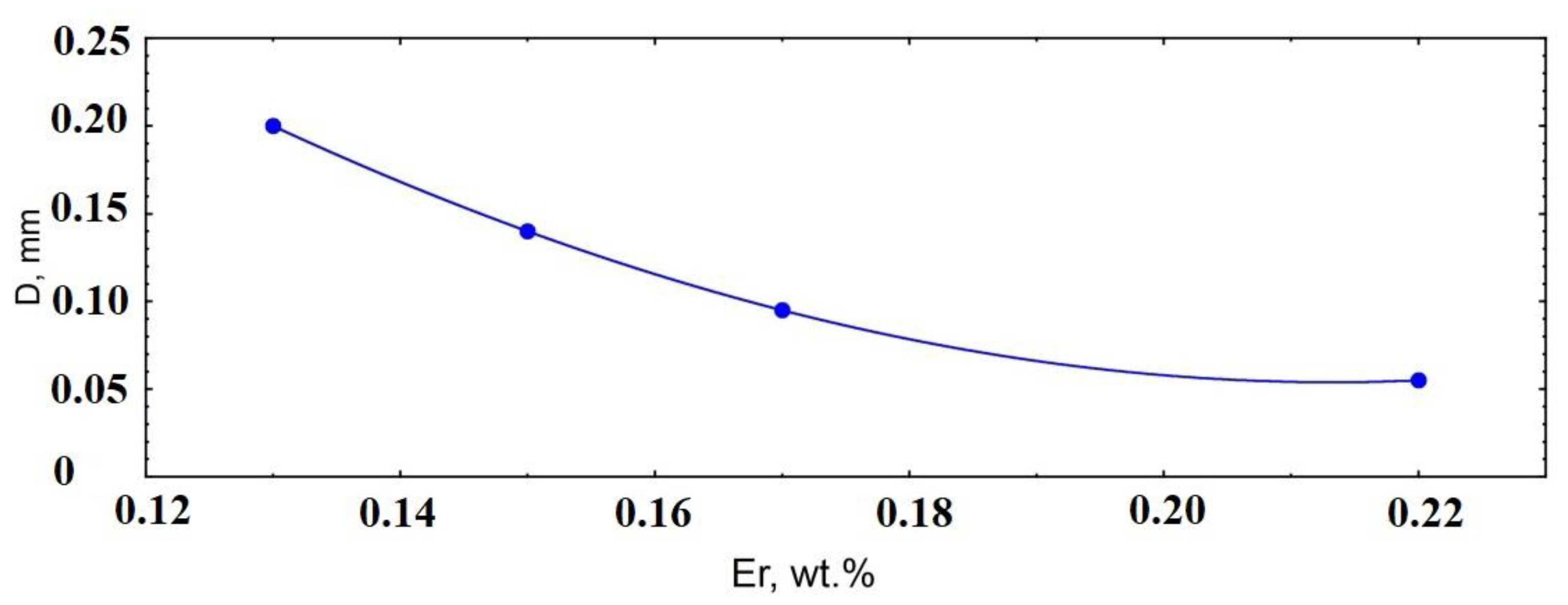
3.3. Grain Refinement Ability
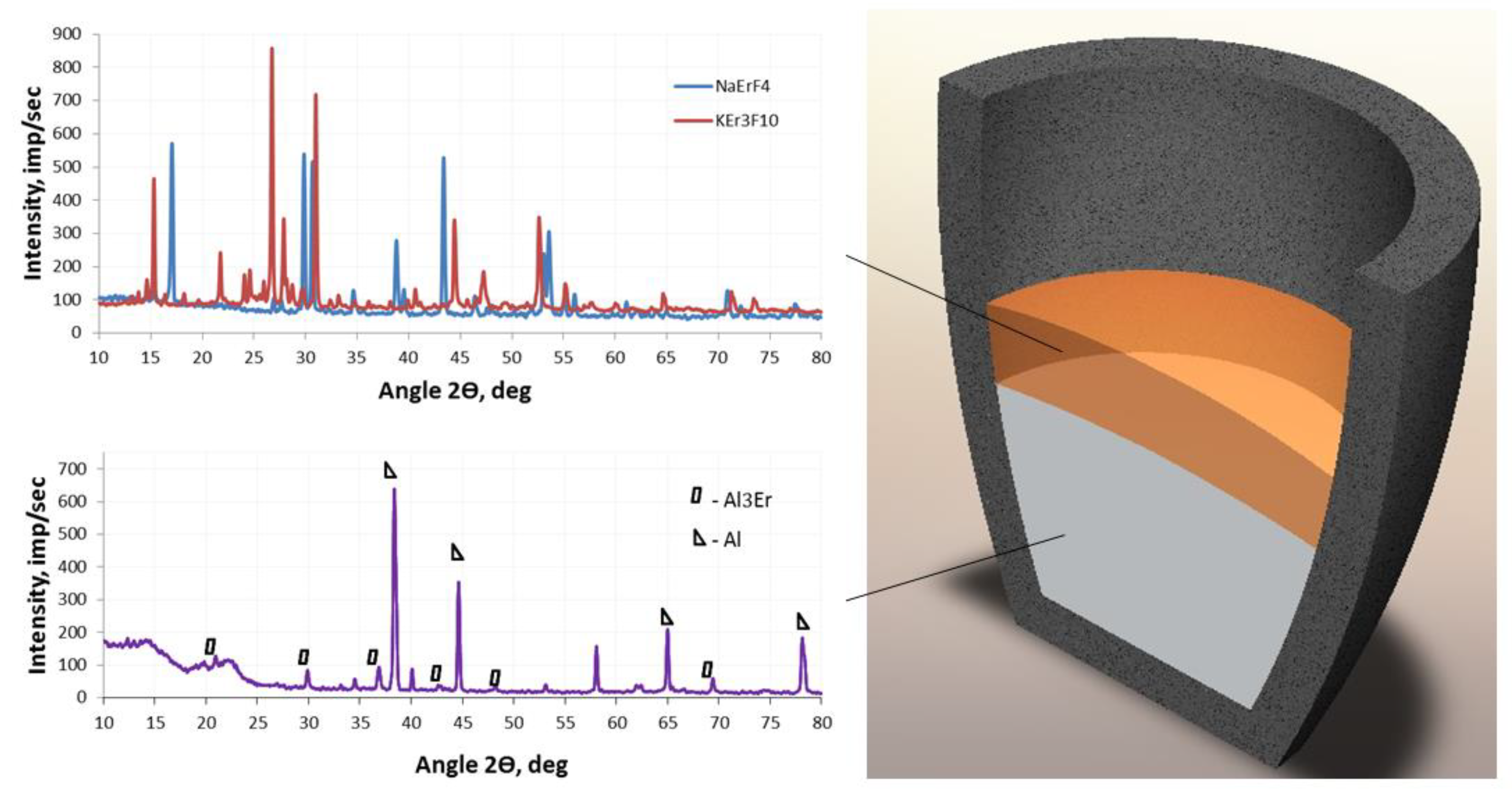
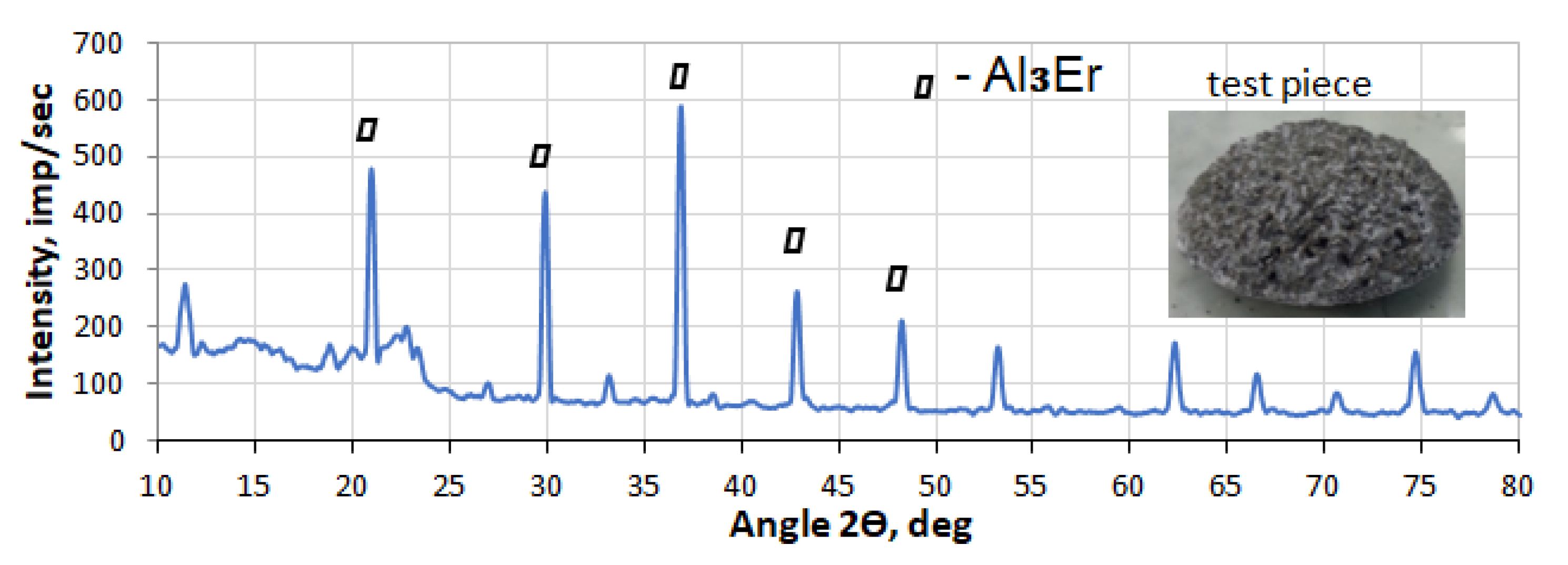
3.4. Production of Individual Intermetallic Compounds Al3Er
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Jiang, J.T.; Cui, X.Y.; Zhang, B.; Zhen, L.; Ringer, S.P. Correlation between precipitates evolution and mechanical properties of Al-Sc-Zr alloy with Er additions. J. Mater. Sci. Technol. 2022, 99, 61–72. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Yan, B.; Zou, C.; Wei, Z. The effect of grain refinement and precipitation strengthening induced by Sc or Er alloying on the mechanical properties of cast Al-Li-Cu-Mg alloys at elevated temperatures. Mater. Sci. Eng. A 2021, 822, 141641. [Google Scholar] [CrossRef]
- Kong, Y.; Jia, Z.; Liu, Z.; Liu, M.; Roven, H.J.; Liu, Q. Effect of Zr and Er on the microstructure, mechanical and electrical properties of Al-0.4Fe alloy. J. Alloys Compd. 2021, 857, 157611. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, X.; Cao, L.; Tong, X.; Couper, M.J.; Liu, Q. Effect of trace Er on the microstructure and properties of Al–Zn–Mg–Cu–Zr alloys during heat treatments. Mater. Sci. Eng. A 2020, 792, 139807. [Google Scholar] [CrossRef]
- Pan, S.; Chen, X.; Zhou, X.; Wang, Z.; Chen, K.; Cao, Y.; Lu, F.; Li, S. Micro-alloying effect of Er and Zr on microstructural evolution and yield strength of Al-3Cu (wt.%) binary alloys. Mater. Sci. Eng. A 2020, 790, 139391. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y.; Prosviryakov, A.S.; Churyumov, A.Y.; Golovin, I.S.; Zolotorevskiy, V.S. Effect of Zr on the microstructure, recrystallization behavior, mechanical properties and electrical conductivity of the novel Al-Er-Y alloy. J. Alloys Compd. 2018, 765, 1–6. [Google Scholar] [CrossRef]
- Wang, W.; Yi, D.; Hua, W.; Wang, B. High damping capacity of Al-40Zn alloys with fine grain and eutectoid structures via Yb alloying. J. Alloys Compd. 2021, 870, 159485. [Google Scholar] [CrossRef]
- Vo, N.Q.; Bayansan, D.; Sanaty-Zadeh, A.; Ramos, E.H.; Dunand, D.C. Effect of Yb microadditions on creep resistance of a dilute Al-Er-Sc-Zr alloy. Materialia 2018, 4, 65–69. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, K.; Wen, S.; Huang, H.; Nie, Z.; Zhou, D. The study on the coarsening process and precipitation strengthening of Al3Er precipitate in Al–Er binary alloy. J. Alloys Compd. 2014, 610, 27–34. [Google Scholar] [CrossRef]
- Yi, H.E.; Xi, H.H.; Ming, W.Q.; Shao, Q.Q.; Shen, R.H.; Lai, Y.X.; Wu, C.L.; Chen, J.H. Thermal stability and precipitate microstructures of Al−Si−Mg−Er alloy. Trans. Nonferr. Met. Soc. China 2021, 31, 1–10. [Google Scholar]
- Qian, W.; Zhao, Y.; Kai, X.; Gao, X.; Jin, L.; Huang, L. Evolution of microstructure and mechanical properties influenced by nanosized precipitates during rolling deformation. J. Alloys Compd. 2021, 858, 157687. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Pan, F. Effect of annealing on microstructure and properties of Er modified 5052 alloy. Results Phys. 2018, 10, 476–480. [Google Scholar] [CrossRef]
- Zhao, F.; Zhang, L.; Wang, H.; Liu, L. Phase equilibria investigation of the Al–Ni–Er ternary system at 600 °C and 700 °C. Calphad 2021, 75, 102353. [Google Scholar] [CrossRef]
- Liang, Y.; Li, G.; Shi, Z.; Zhao, X.; Zhang, R.; Lei, X. Influence of Er content on microstructural evolution and mechanical properties of Al-2Fe alloy. J. Alloy. Compd. 2021, 162416. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0925838821038263 (accessed on 24 October 2021). [CrossRef]
- Wang, Y.; Zhang, S.; Wu, R.; Turakhodjaev, N.; Hou, L.; Zhang, J.; Betsofen, S. Coarsening kinetics and strengthening mechanisms of core-shell nanoscale precipitates in Al-Li-Yb-Er-Sc-Zr alloy. J. Mater. Sci. Technol. 2021, 61, 197–203. [Google Scholar] [CrossRef]
- Wei, G.; Peng, X.; Li, J.; Xie, W.; Wei, Q. Structure Heredity Effect of Mg-10Y Master Alloy in AZ31 Magnesium Alloy. Rare Met. Mater. Eng. 2013, 42, 2009–2013. [Google Scholar]
- Peng, X.; Li, J.; Xie, S.; Wei, G. Effects of Different State Mg-5Sr-10Y Master Alloys on the Microstructure Refinement of AZ31 Magnesium Alloy. Rare Met. Mater. Eng. 2013, 42, 2421–2426. [Google Scholar]
- Wang, C.; Sun, M.; Zheng, F.; Peng, L.; Ding, W. Improvement in grain refinement efficiency of Mg–Zr master alloy for magnesium alloy by friction stir processing. J. Magnes. Alloys 2014, 2, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Popova, E.A.; Kotenkov, P.V. Influence of the Composition of the Ligature Al–Zr–Y on the Effect of Al–4% Cu Alloy Modification. Melts 2016, 2, 185–192. [Google Scholar]
- Zhang, Z.; Hu, J.; Teng, J.; Chen, J.; Zhao, G.; Jiang, F.; Fuac, D.; Zhang, H. Hot compression and industrial extrusion characteristics of an as-cast Al-10Sr master alloy. J. Manuf. Process. 2021, 61, 481–491. [Google Scholar] [CrossRef]
- Dong, Y.; Wang, M.; Wei, G.; Xu, Z.H. Influence of Ti/C mass ratio on the microstructure of Al-Ti-C master alloy and refinement effect on pure aluminum. Results Phys. 2021, 23, 104000. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloys Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Napalkov, V.I.; Makhov, S.V.; Popov, D.A. Production of additions for aluminum alloys. Met. Sci. Heat Treat. 2012, 53, 478–483. [Google Scholar] [CrossRef]
- van Dalen, M.E. Erbium and ytterbium solubilities and diffusivities in aluminum as determined by nanoscale characterization of precipitates. Acta Mater. 2009, 57, 4081–4089. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Osipenkova, A.A.; Popov, D.A.; Makhov, S.V.; Napalkov, V.I. Effect of low additives of Y, Sm, Gd, Hf and Er on the structure and hardness of alloy Al-0.2% Zr-0.1% Sc. Mater. Sci. Heat Treat. 2016, 735, 25–30. [Google Scholar]
- Litvinenko, V.S. Digital Economy as a Factor in the Technological Development of the Mineral Sector. Nat. Resour. Res. 2020, 29, 1521–1541. [Google Scholar] [CrossRef]
- Nevskaya, M.; Seleznev, S.; Masloboev, V.; Klyuchnikova, E.; Makarov, D. Involving small and medium-sized mining industry businesses in mining waste processing in the Russian Federation. Miner. Econ. 2021, 34, 81–86. [Google Scholar] [CrossRef]
- Ponomarenko, T.; Nevskaya, M.; Jonek-Kowalska, I. Mineral resource depletion assessment: Alternatives, problems, results. Sustainability (Switzerland) 2021, 13, 862. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Tsvetkov, P.S.; Molodtsov, K.V. The social and market mechanism of sustainable development of public companies in the mineral resource sector. Eurasian Min. 2020, 2020, 36–41. [Google Scholar] [CrossRef]
- Yurak, V.V.; Dushin, A.V.; Mochalova, L.A. Vs sustainable development: Scenarios for the future. J. Min. Inst. 2020, 242, 242–247. [Google Scholar] [CrossRef]
- Nikolaeva, N.V.; Aleksandrova, T.N.; Chanturiya, E.L.; Afanasova, A. Mineral and Technological Features of Magnetite-Hematite Ores and Their Influence on the Choice of Processing Technology. ACS Omega 2021, 6, 9077–9085. [Google Scholar] [CrossRef] [PubMed]
- Aleksandrova, T.; Nikolaeva, N.; Afanasova, A.; Romashev, A.; Kuznetsov, V. Selective disintegration justification based on the mineralogical and technological features of the polymetallic ores. Minerals 2021, 11, 851. [Google Scholar] [CrossRef]
- ElDeeb, A.B.; Brichkin, V.N.; Bertau, M.; Savinova, Y.A.; Kurtenkov, R.V. Solid state and phase transformation mechanism of kaolin sintered with limestone for alumina extraction. Appl. Clay Sci. 2020, 196, 105771. [Google Scholar] [CrossRef]
- Kondrasheva, N.K.; Rudko, V.A.; Nazarenko, M.Y.; Povarov, V.G.; Derkunskii, I.O.; Konoplin, R.R.; Gabdulkhakov, R.R. Influence of Parameters of Delayed Coking Process and Subsequent Calculation on the Properties and Morphology of Petroleum Needle Coke from Decant Oil Mixture of West Siberian Oil. Energy Fuels 2019, 33, 6373–6379. [Google Scholar] [CrossRef]
- Nazarenko, M.Y.; Saltykova, S.N.; Rudko, V.A.; Pihl, O. Production of Isotropic Coke from Shale Tar at Various Parameters of the Delayed Coking Process. ACS Omega 2021, 6, 22173–22179. [Google Scholar] [CrossRef] [PubMed]
- Beloglazov, I.; Morenov, V.; Leusheva, E.; Gudmestad, O.T. Modeling of heavy-oil flow with regard to their rheological properties. Energies 2021, 14, 359. [Google Scholar] [CrossRef]
- Islamov, S.R.; Bondarenko, A.V.; Mardashov, D.V. A selection of emulsifiers for preparation of invert emulsion drilling fluids. In Topical Issues of Rational Use of Natural Resources; CRC Press/Taylor & Francis Group: London, UK, 2019; pp. 487–494. [Google Scholar]
- Sultanbekov, R.; Islamov, S.; Mardashov, D.; Beloglazov, I.; Hemmingsen, T. Research of the Influence of Marine Residual Fuel Composition on Sedimentation Due to Incompatibility. J. Mar. Sci. Eng. 2021, 9, 1067. [Google Scholar] [CrossRef]
- Kosov, Y.I.; Bazhin, V.Y.; Kopylova, T.N. Effect of the Technological Parameters of the Aluminothermic Reduction of Erbium Oxide in Chloride–Fluoride Melts on the Transition of Erbium to a Master Alloy. Russ. Metall. 2019, 2019, 856–862. [Google Scholar] [CrossRef]
- Kosov, Y.I.; Bazhin, V.Y. Preparation of novel Al-Er master alloys in chloride-fluoride melt. Mater. Sci. Forum 2018, 918, 21–27. [Google Scholar] [CrossRef] [Green Version]
- Gschneidner, K.A., Jr.; Calderwood, F.W. Binary Alloy Phase Diagrams; Massalski, T.B., Ed.; ASM International: Novelty, OH, USA, 1990. [Google Scholar]
- Bannykh, O.A.; Lyakishev, N.P.; Rokhlin, L.L. Phase Diagrams of Binary Metallic Systems; Mashinostroenie: Moscow, Russian, 1996; Volume 1, 992p. [Google Scholar]
- Nikitin, K.V.; Timoshkin, I.Y.; Nikitin, V.I. Influence of Methods of Producing the AlTi Master Alloy on Its Structure and Efficiency in the Grain Refinement of Aluminum Alloy. Russ. J. Non-Ferr. Met. 2018, 59, 512–519. [Google Scholar] [CrossRef]
- Svelin, R.A. Thermodynamics of the Solid State; (In Russian). Metallurgiya Moscow: Moscow, Russia, 1968. [Google Scholar]
- Skachkov, V.M.; Yatsenko, S.P. Obtaining of Sc, Zr, Hf and Y base metals on the basis of aluminum by method of high-temperature exchange reactions in salt melts. Tsvetnye Met. 2014, 3, 22–26. [Google Scholar]
- Yatsenko, S.P.; Skachkov, V.M.; Pasechnik, L.A. Production of rich aluminum master alloys containing scandium, yttrium and zirconium for non-ferrous and ferrous metallurgy. Tsvetnye Met. 2020, 2020, 49–55. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Master Alloy | Al-3.4Er | Al-4.2Er | Al-6.1Er |
|---|---|---|---|
| Average dendritic cell size of Al, µm | 40 ± 8 | 42 ± 4 | 53 ± 9 |
| Erbium content in the eutectic, wt.% | 12.5 | 16.0 | 8.6 |
| Scheme. | Al, wt.% | Er, wt.% |
|---|---|---|
| spectrum 1 | 75.79 | 24.21 |
| spectrum 2 | 76.55 | 23.45 |
| spectrum 3 | 78.08 | 21.92 |
| spectrum 4 | 99.90 | 0.10 |
| spectrum 5 | 99.75 | 0.25 |
| spectrum 6 | 94.18 | 5.82 |
| Er Content, wt.% | Impurity Content, ppm | ||||||
|---|---|---|---|---|---|---|---|
| Fe | Si | F | Ca | Na | Cu | Ti | |
| 3.4 | 342 | 480 | 95 | 87 | 48 | 20 | 19 |
| 6.1 | 395 | 476 | 117 | 86 | 65 | 24 | 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Savchenkov, S.; Kosov, Y.; Bazhin, V.; Krylov, K.; Kawalla, R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals 2021, 11, 1353. https://doi.org/10.3390/cryst11111353
Savchenkov S, Kosov Y, Bazhin V, Krylov K, Kawalla R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals. 2021; 11(11):1353. https://doi.org/10.3390/cryst11111353
Chicago/Turabian StyleSavchenkov, Sergey, Yaroslav Kosov, Vladimir Bazhin, Kirill Krylov, and Rudolf Kawalla. 2021. "Microstructural Master Alloys Features of Aluminum–Erbium System" Crystals 11, no. 11: 1353. https://doi.org/10.3390/cryst11111353
APA StyleSavchenkov, S., Kosov, Y., Bazhin, V., Krylov, K., & Kawalla, R. (2021). Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals, 11(11), 1353. https://doi.org/10.3390/cryst11111353