Comparative Study on the Activity of GaF3 and Ga2O3 Nanoparticle-Doped CsF-AlF3 Flux for Brazing 6061 Al/Q235 Steel Joints



Abstract
:1. Introduction
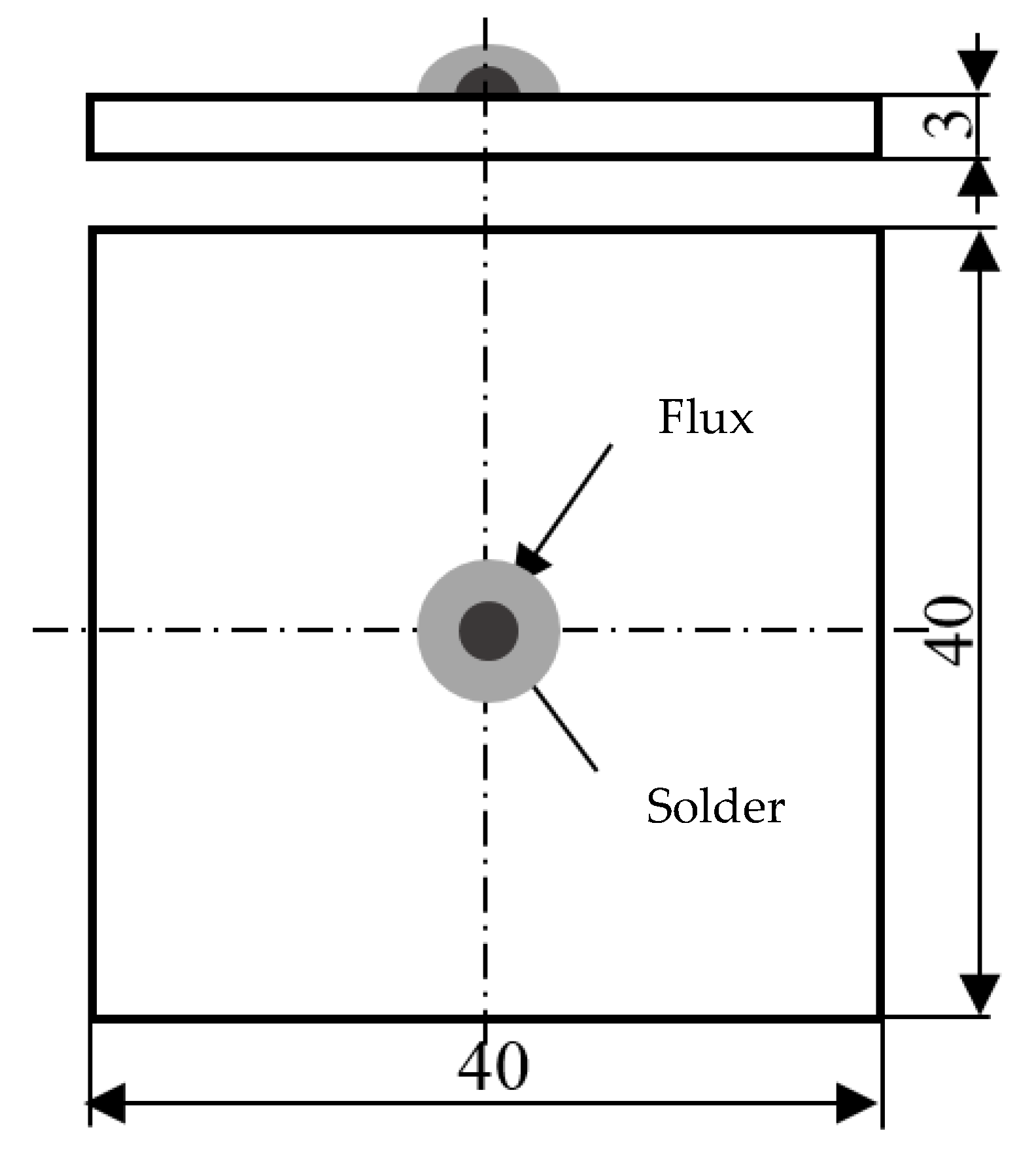
2. Materials and Methods
3. Results and Discussion
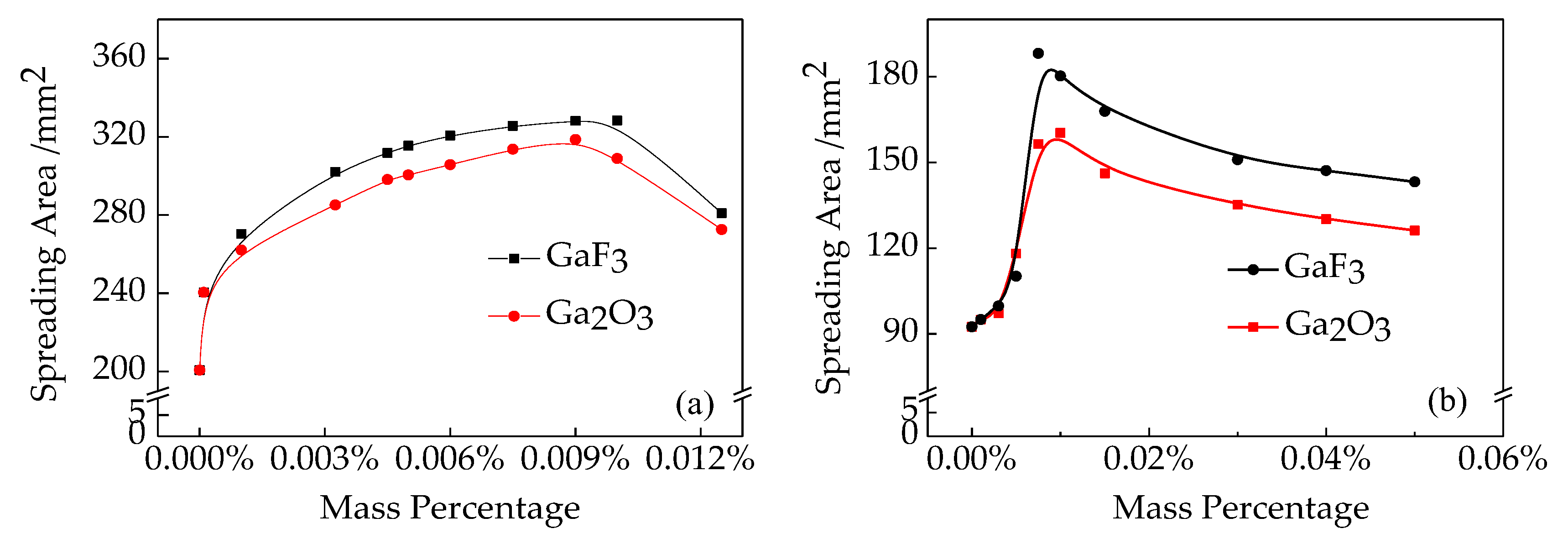
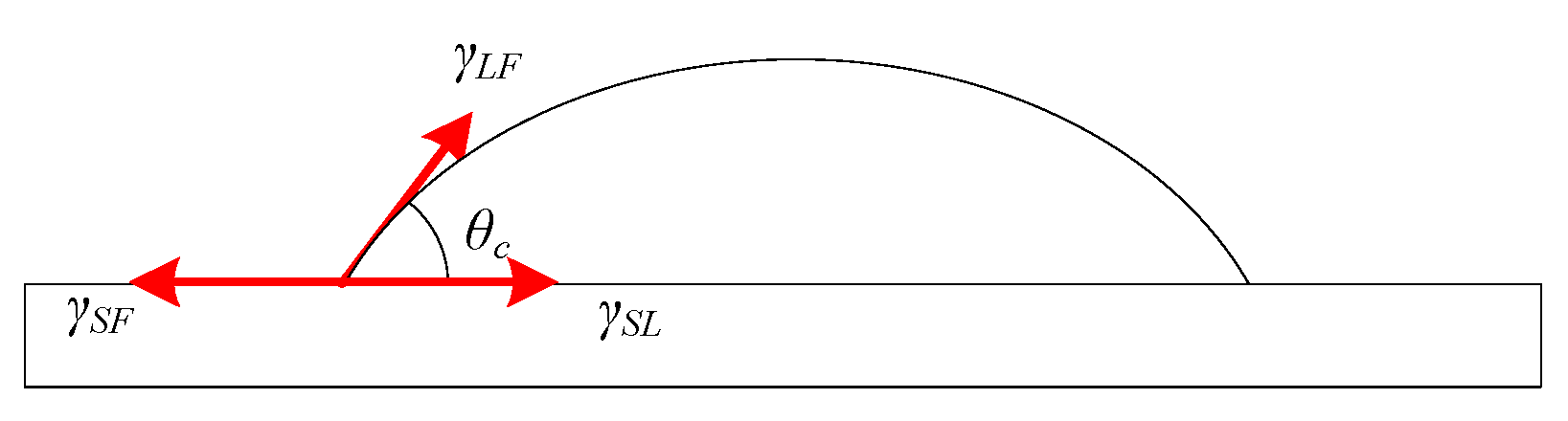
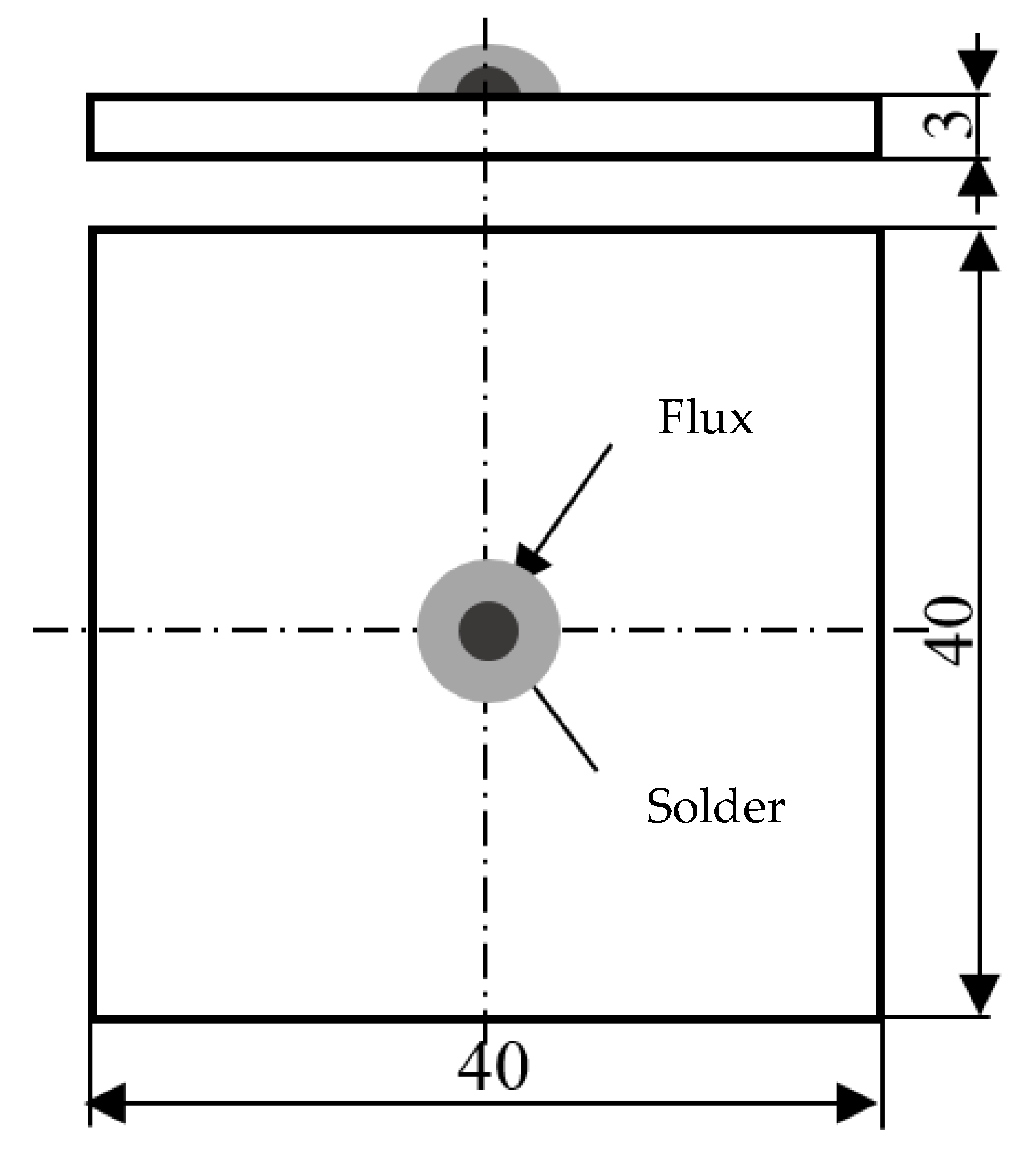
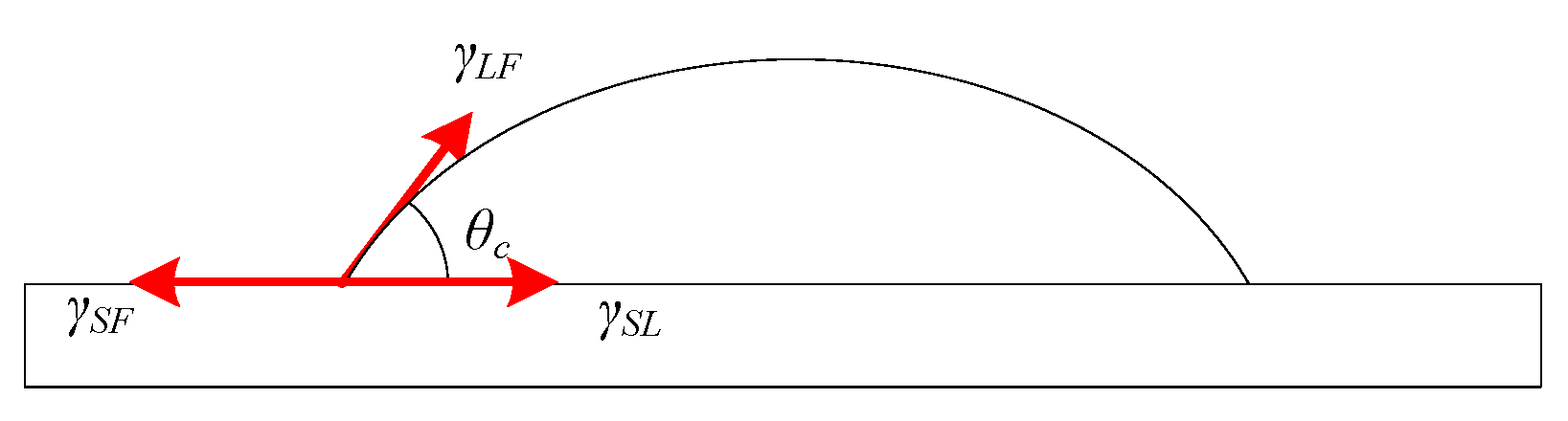
3.1. The Spreadability and Wettability of Zn-15Al Filler Metal
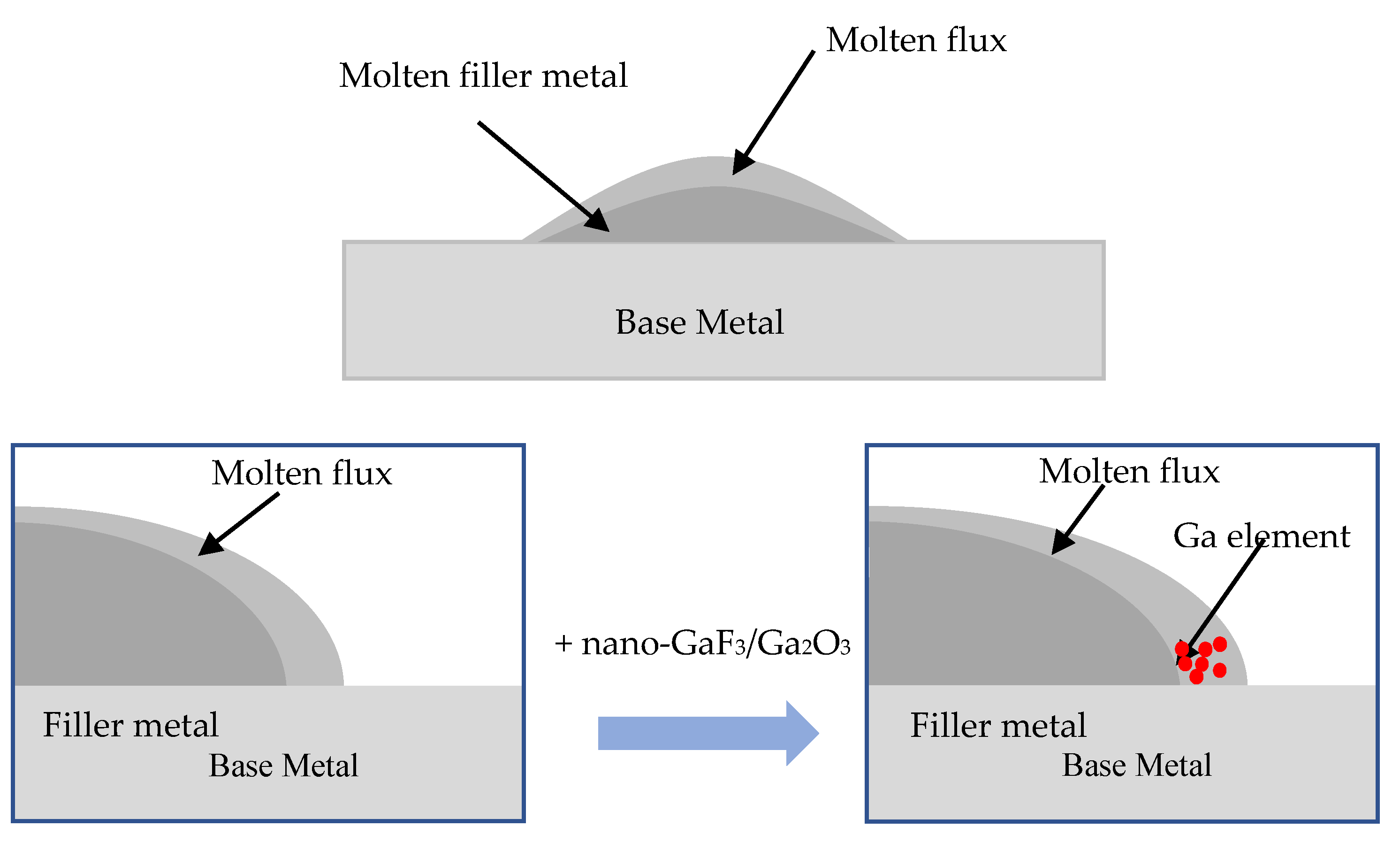
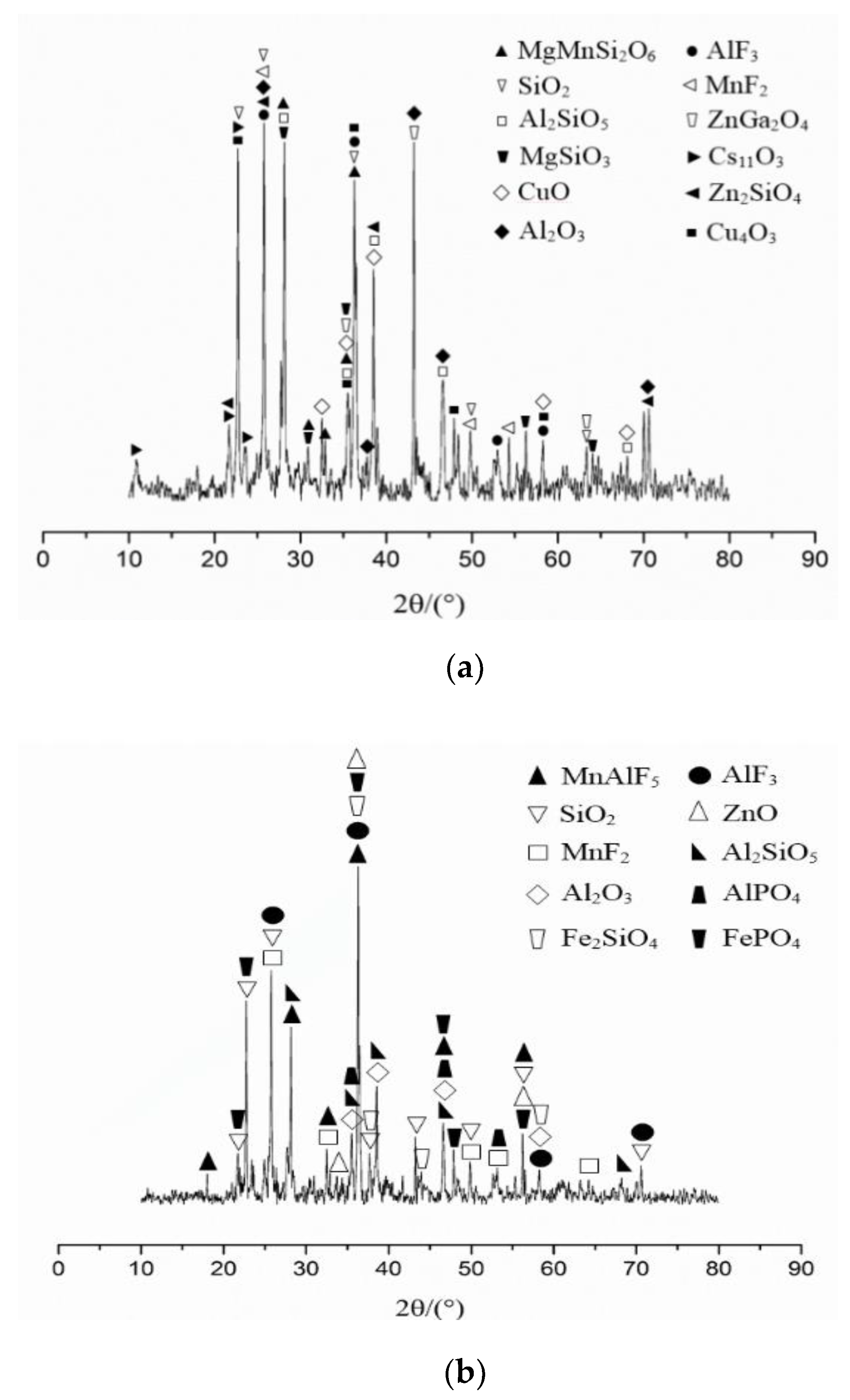
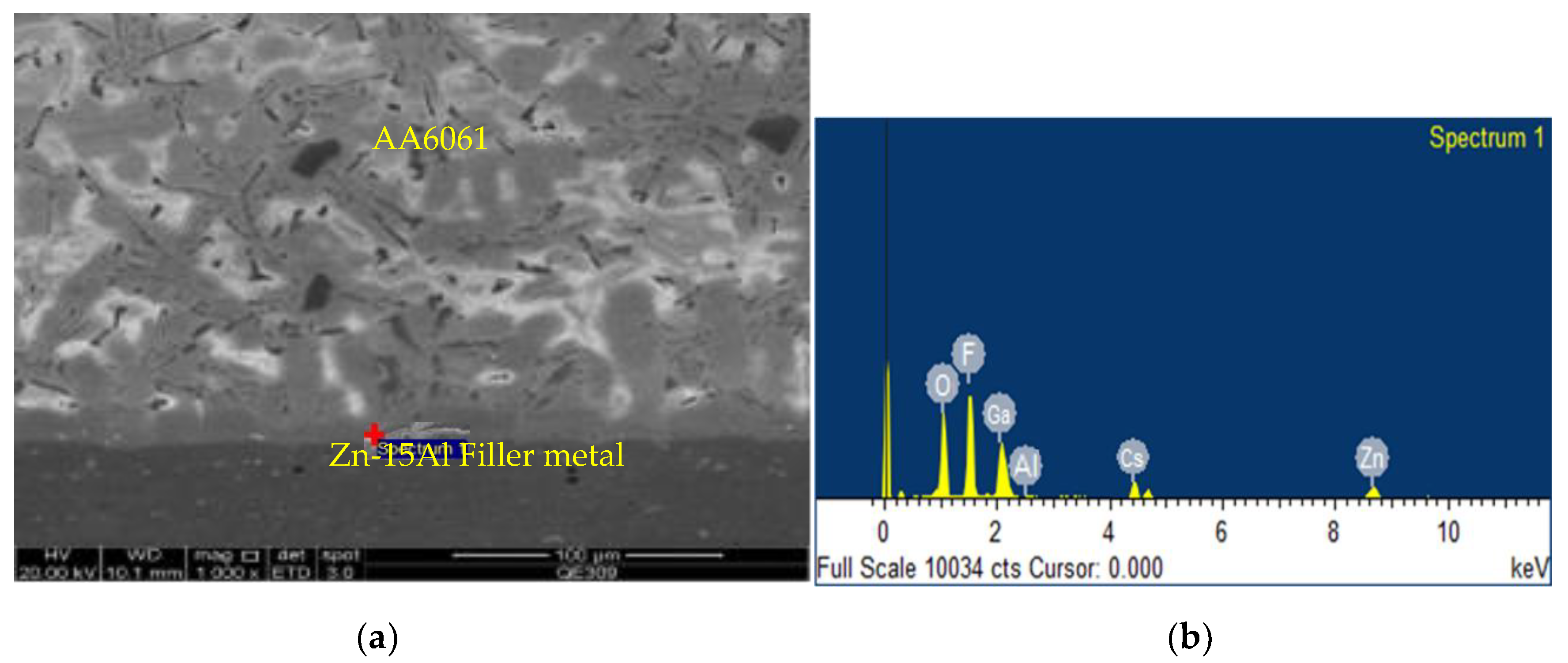
3.2. The Mechanism of Interfacial Reaction
3.3. Comparative Analysis on the Effect of GaF3 and Ga2O3 Addition
4. Conclusions
- (1)
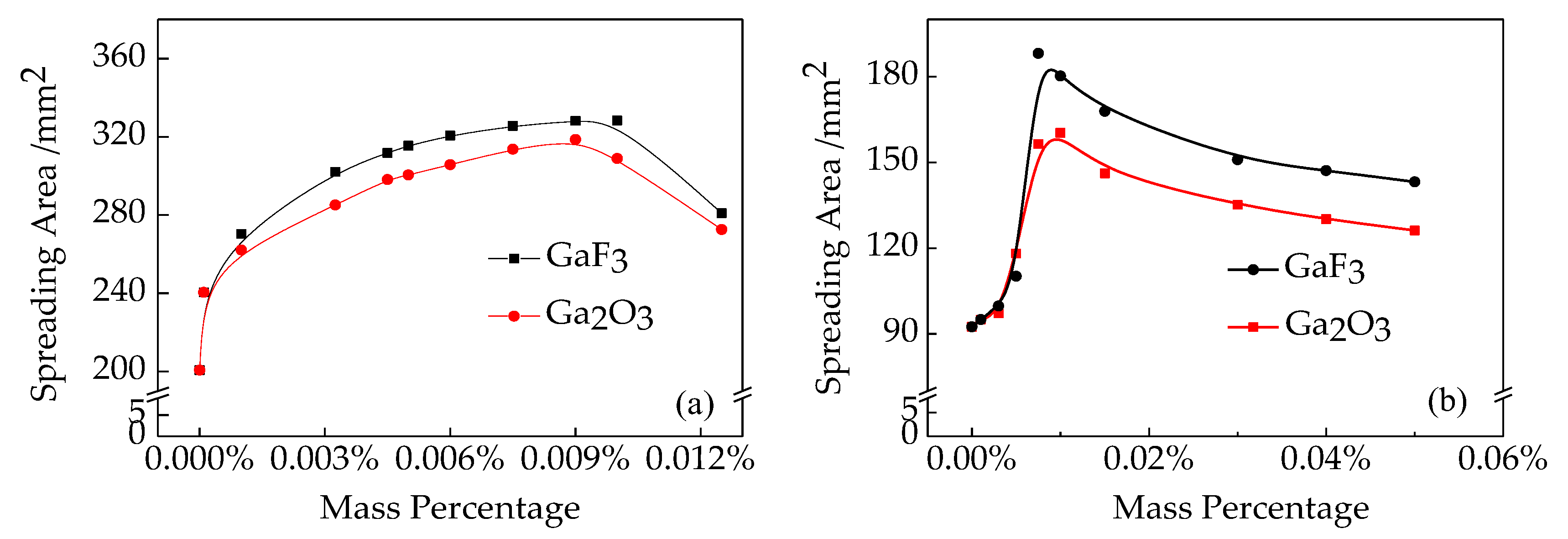
- The spreading tests showed that with the addition of trace amounts of GaF3 and Ga2O3 in CsF-AlF3 flux, the spreadability of Zn-15Al filler metal both on Q235 steel and AA6061 alloy was effectively improved, and the enhancement effect of GaF3 was more obvious. The optimal contents of GaF3 and Ga2O3 were 0.0075–0.01 wt.% and 0.009–0.01 wt.%, respectively.
- (2)
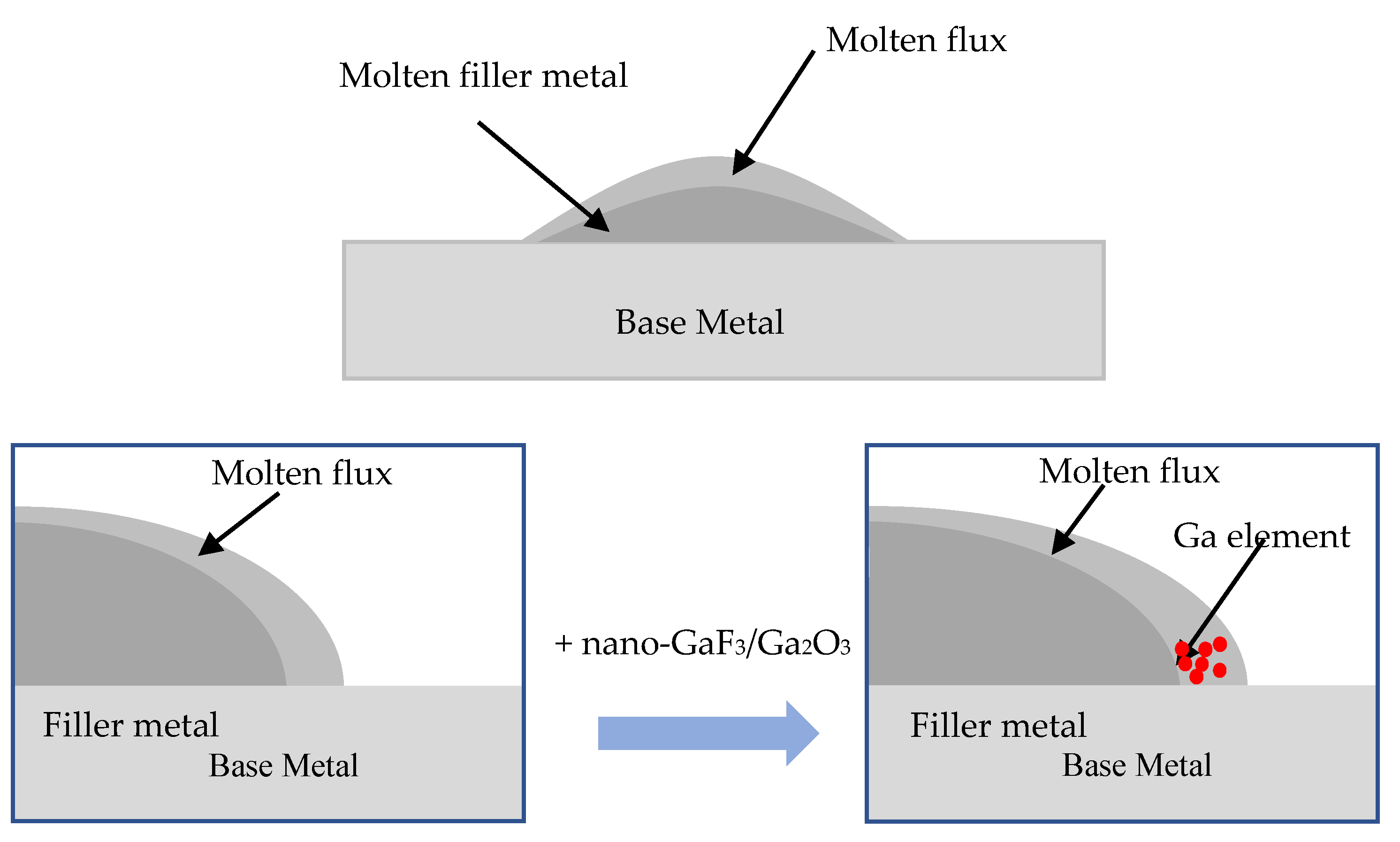
- The “skin effect” of GaF3 improved the activity of fluxes by reacting with Al atoms to produce Ga3+, and enrichment of Ga3+ on molten filler metal decreased the interfacial tension and enlarged the spreading area of molten Zn-15Al filler metal on the base metals.
- (3)
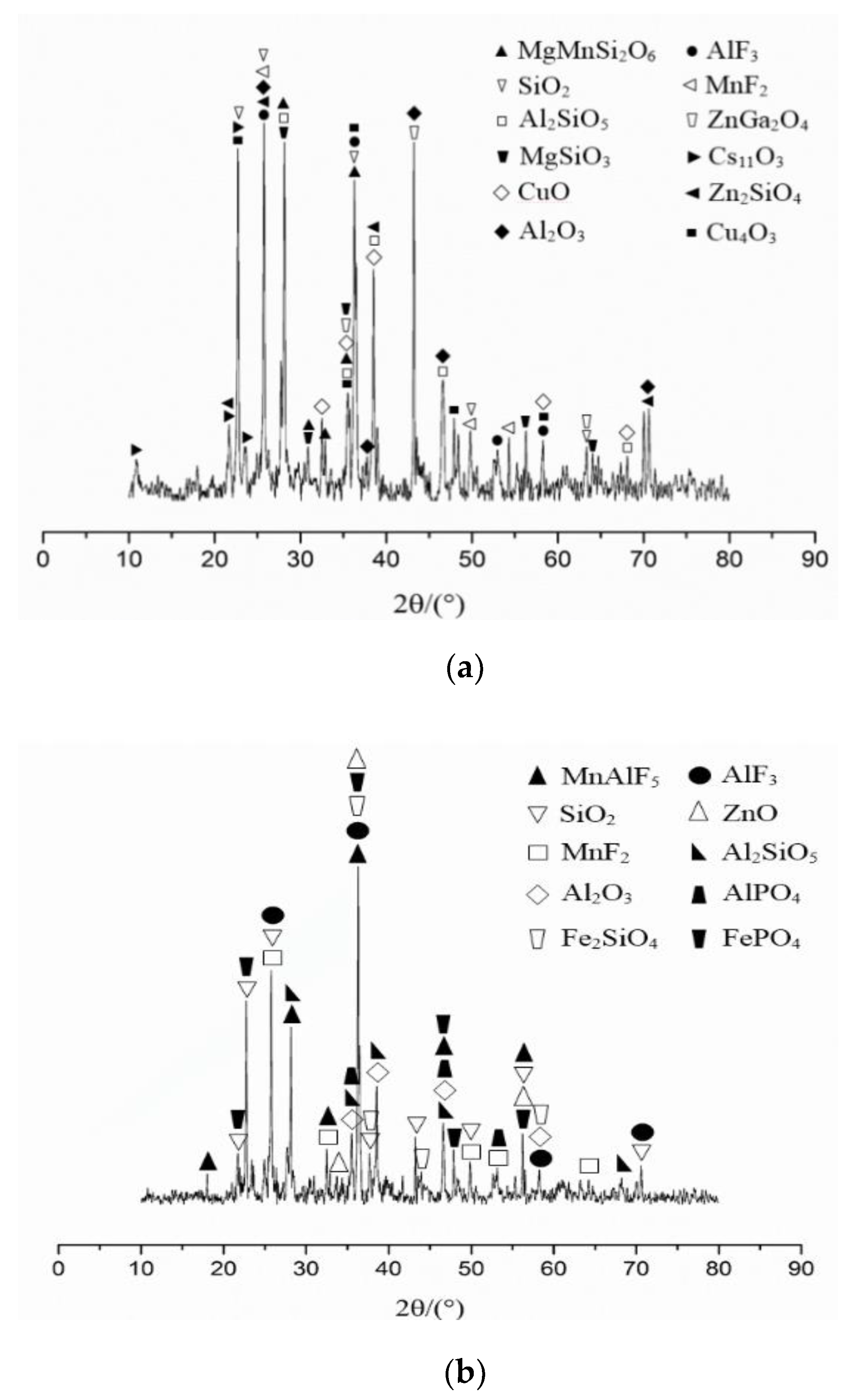
- In addition, as an ionic compound, GaF3 could easily react and generate Ga3+ to promote the enrichment of P element in the base metal to remove the oxide film on Q235 carbon steel and promote the wetting of the filler metal. Therefore, the activity of CsF-AlF3 flux with the addition of GaF3 was higher than that with the addition of Ga2O3.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Choi, C.Y.; Kim, D.C.; Nam, D.G. A Hybrid Joining Technology for Aluminum/Zinc Coated Steels in Vehicles. Mater. Sci. Technol. 2010, 26, 858–964. [Google Scholar] [CrossRef]
- Gale, W.F.; Butts, D.A. Transient liquid phase bonding. Sci. Technol. Weld. Join. 2004, 9, 283–300. [Google Scholar] [CrossRef]
- Yu, S.; Ling, S.; Jiankang, H.; Yufen, G. Performance of Fe2A5Zn0.4 in Interface of Aluminum and Galvanized Steel Welding-Brazing and Its Formation. Rare Met. Mater. Eng. 2013, 42, 432–436. [Google Scholar]
- Jing, Y.; Xiaoyan, L.; Li, C.; Shuili, G.; Qiaoyan, L. Microstructure and Properties of Twin Spot Laser Welded Joints of 1420 Al-Li Alloy. Rare Met. Mater. Eng. 2011, 40, 871–874. [Google Scholar]
- Jinglong, Y.; Songbai, X.; Peng, X.; Wei, D.; Zhaoping, L.; Man, Z. Microstructure and mechanical properties of aluminum stainless steel brazed joint with torch brazing. Trans. China Weld. Inst. 2015, 36, 63–66. [Google Scholar]
- Zhen, L.; Xuyou, W.; Aiqing, Y.; Guoliang, Q.; Wei, W.; Shangyang, L. Research on Fusion-Brazing Joining between Aluminum and Steel by Laser-MIG Hybrid Welding. Rare Met. Mater. Eng. 2009, 38, 229–233. [Google Scholar]
- Jinglong, Y.; Songbai, X.; Ducan, P.S. An Impact of Zirconium Doping of Zn-Al Braze on the Aluminum-Stainless Steel Joints Integrity During Aging. J. Mater. Eng. Perform. 2017, 26, 358–365. [Google Scholar]
- Songbai, X.; Ling, Z.; Zongjie, H.; Xiang, H. Reaction mechanism between oxide film on surface of Al-Li alloy and CsF-AlF3 flux. Trans. Nonferrous Met. Soc. China 2008, 18, 121–125. [Google Scholar]
- Jinglong, Y.; Songbai, X.; Peng, X.; Zhaoping, L.; Wei, D.; Junxiong, Z. Development of novel CsF–RbF–AlF3 flux for brazing aluminum to stainless steel with Zn–Al filler metal. Mater. Des. 2014, 64, 110–115. [Google Scholar]
- Jinglong, Y.; Songbai, X.; Peng, X.; Zhaoping, L.; Weiming, L.; Guangxing, Z.; Qingke, Z.; Peng, H. Development of Zn–15Al–xZr filler metals for Brazing 6061 aluminum alloy to stainless steel. Mater. Sci. Eng. A 2016, 651, 425–434. [Google Scholar]
- Jinglong, Y.; Songbai, X.; Peng, X.; Zhaoping, L. Effect of zirconium on microstructure and properties of Zn-15Al filler metal. Trans. China Weld. Inst. 2016, 12, 61–65. [Google Scholar]
- Zhen, Y.; Songbai, X.; Jinlong, Y.; Junxiong, Z. Inducing the Effect of a Ga2O3 Nano-Particle on the CsF-RbF-AlF3 Flux for Brazing Aluminum to Carbon Steels. Crystals 2020, 10, 183. [Google Scholar]
- Haidong, Q.; Haiyan, G.; Jun, W.; Baode, S. Recent Researches and Development of Brazing Flux for Aluminum. Mater. Rev. 2007, 12, 76–79. [Google Scholar]
- Junxiong, Z.; Songbai, X.; Peng, X.; Shuang, L. Thermodynamic reaction mechanism of the intermetallic compounds of SnxNdy and GaxNdy in soldered joint of Sn–9Zn–1Ga–0.5Nd. J. Mater. Sci. 2015, 26, 3064–3068. [Google Scholar]
- Hong, Z.; Songbai, X.; Zhong, S. Mechanism of CsF-AlF3 and KF-AlF3 fluxes reacting with oxide films of 6063 aluminum alloy. Trans. China Weld. Inst. 2009, 30, 13–16. [Google Scholar]
- Yi, W.; Dun, Z.; Huaiqun, L.; Yongjuan, L.; Baorong, H. Influence of sulphate-reducing bacteria on environmental parameters and marine corrosion behavior of Q235 steel in aerobic conditions. Electrochim. Acta 2010, 55, 1528–1534. [Google Scholar]
- Qiyun, Z.; Sunqi, L.; Dongqi, L.; Liangchun, Y. Effect of trace additive on anti-oxidation of molten SN-Pb eutectics. Trans. China Weld. Inst. 1984, 20, 296–302. [Google Scholar]
- Yanbo, J.; Shujie, J.; Shiyong, C.; Dongbo, W.; Jinzhong, W. Synthesis and Photocatalytic Activity of ZnGa2O4 Nanocubes. China J. Lumin. 2019, 40, 49–56. [Google Scholar]
- Junxiong, Z.; Songbai, X.; Peng, X.; Jinlong, Y.; Zhaoping, L. Effect of Ga2O3 on the Wettability and Spreadability of CsF-RbF-AlF3 Flux/Zn-Al Filler Metal on Aluminum and Steel. Rare Met. Mater. Eng. 2017, 46, 1900–1904. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Si | Cu | Cr | Mn | Zn | Al |
|---|---|---|---|---|---|---|---|
| 6061 | 1.10 | 0.61 | 0.25 | 0.12 | 0.01 | 0.01 | Bal. |
| Alloy | C | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|---|
| Q235 | 0.18 | 0.48 | 0.30 | 0.04 | 0.04 | Bal. |
| Flux | CsF-AlF3 | CsF-AlF3-Ga2O3 | CsF-AlF3-GaF3 |
|---|---|---|---|
| Wetting angle θ | 27.44 | 19.43 | 17.71 |
| cosθ | 0.89 | 0.94 | 0.95 |
| Spreading area/mm2 | 200 | 319 | 328 |
| Wetting coefficient W | 178.0 | 299.9 | 311.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Z.; Xue, S.; Zhang, J. Comparative Study on the Activity of GaF3 and Ga2O3 Nanoparticle-Doped CsF-AlF3 Flux for Brazing 6061 Al/Q235 Steel Joints. Crystals 2020, 10, 498. https://doi.org/10.3390/cryst10060498
Yao Z, Xue S, Zhang J. Comparative Study on the Activity of GaF3 and Ga2O3 Nanoparticle-Doped CsF-AlF3 Flux for Brazing 6061 Al/Q235 Steel Joints. Crystals. 2020; 10(6):498. https://doi.org/10.3390/cryst10060498
Chicago/Turabian StyleYao, Zhen, Songbai Xue, and Junxiong Zhang. 2020. "Comparative Study on the Activity of GaF3 and Ga2O3 Nanoparticle-Doped CsF-AlF3 Flux for Brazing 6061 Al/Q235 Steel Joints" Crystals 10, no. 6: 498. https://doi.org/10.3390/cryst10060498
APA StyleYao, Z., Xue, S., & Zhang, J. (2020). Comparative Study on the Activity of GaF3 and Ga2O3 Nanoparticle-Doped CsF-AlF3 Flux for Brazing 6061 Al/Q235 Steel Joints. Crystals, 10(6), 498. https://doi.org/10.3390/cryst10060498