Microstructure and Properties of Bulk Ultrafine-Grained Cu1.5Cr0.1Si Alloy through ECAP by Route C and Aging Treatment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
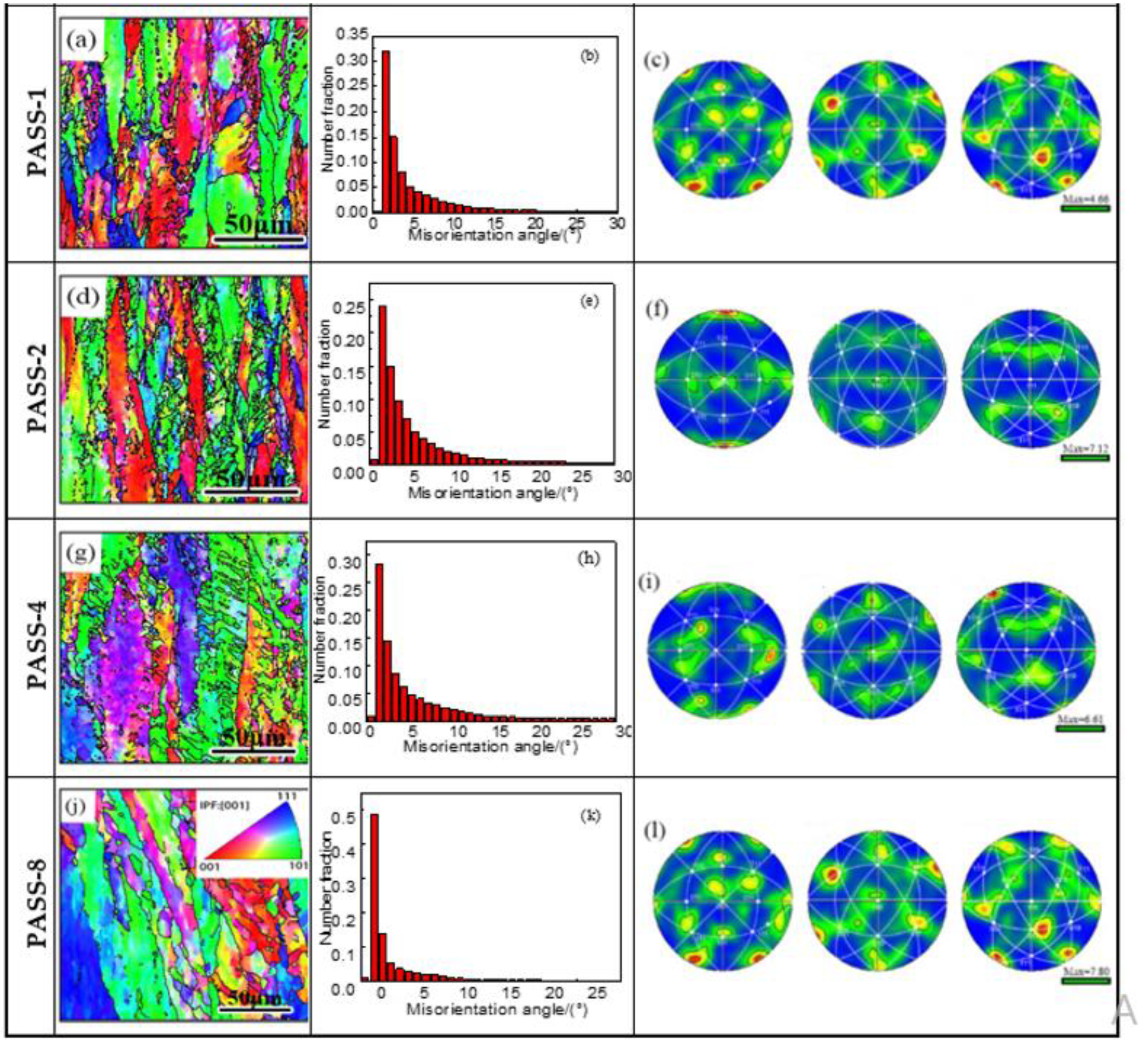
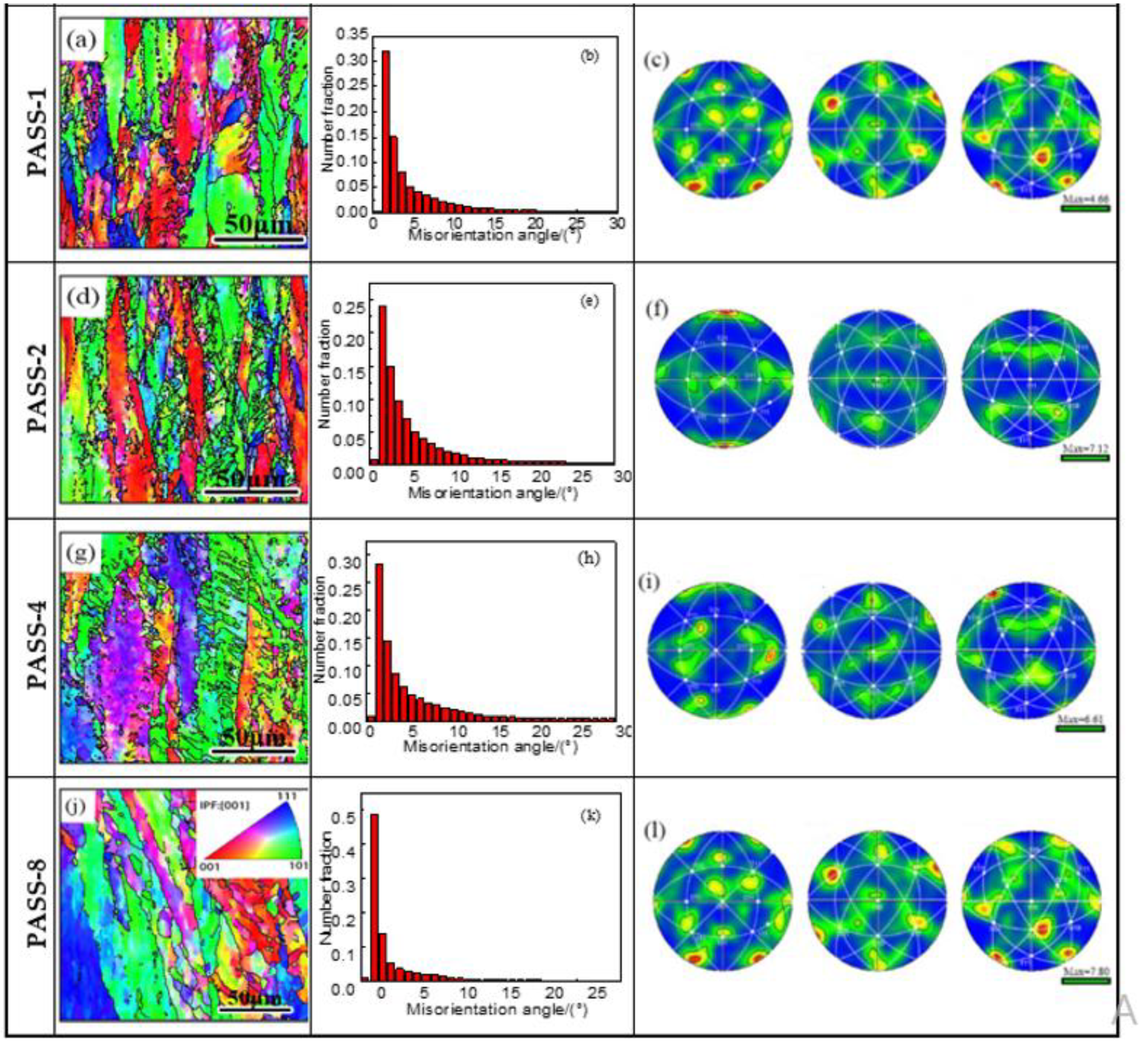
3.1. Microstructure Characterization
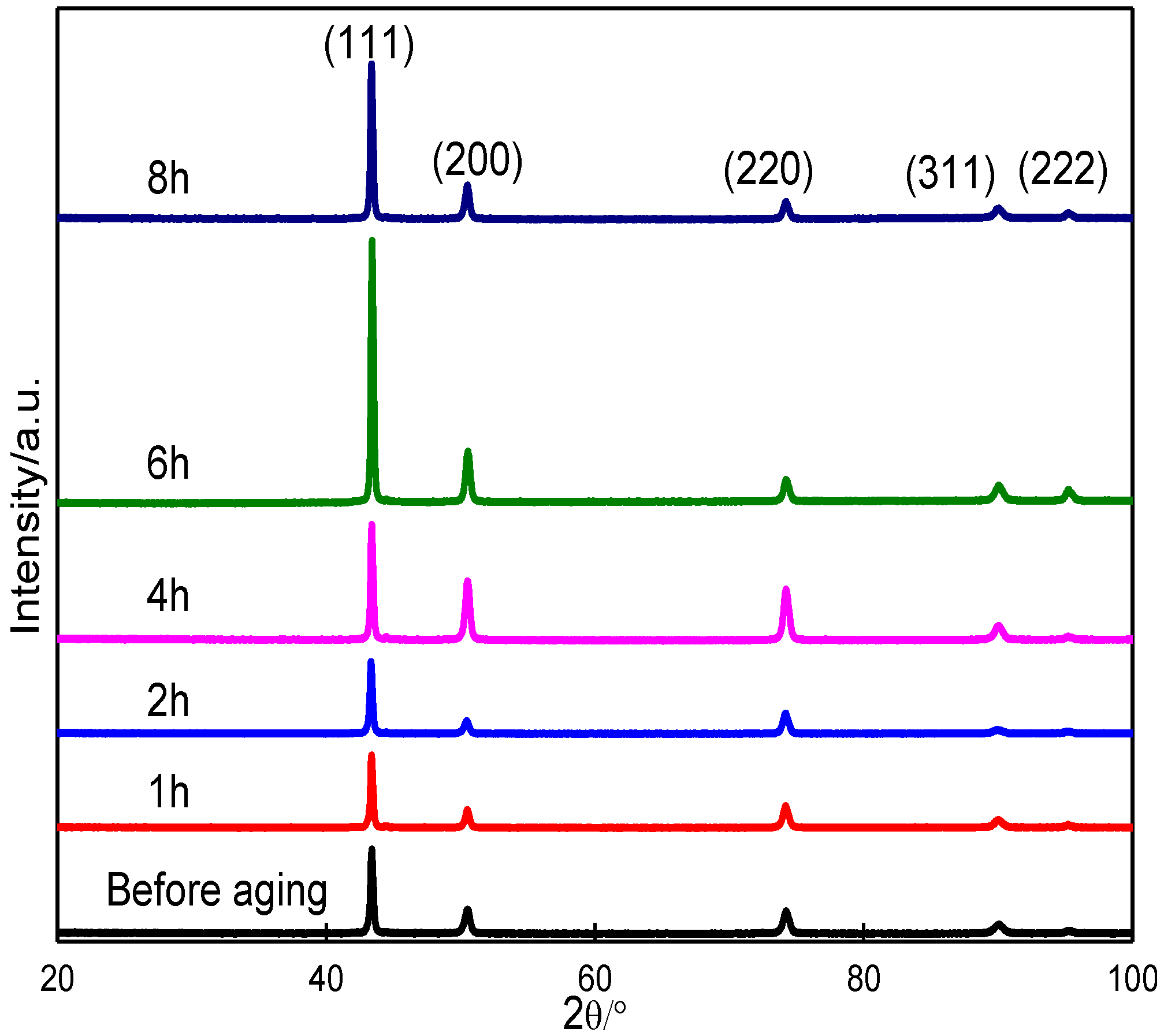
3.2. X-ray Diffraction (XRD) Analysis
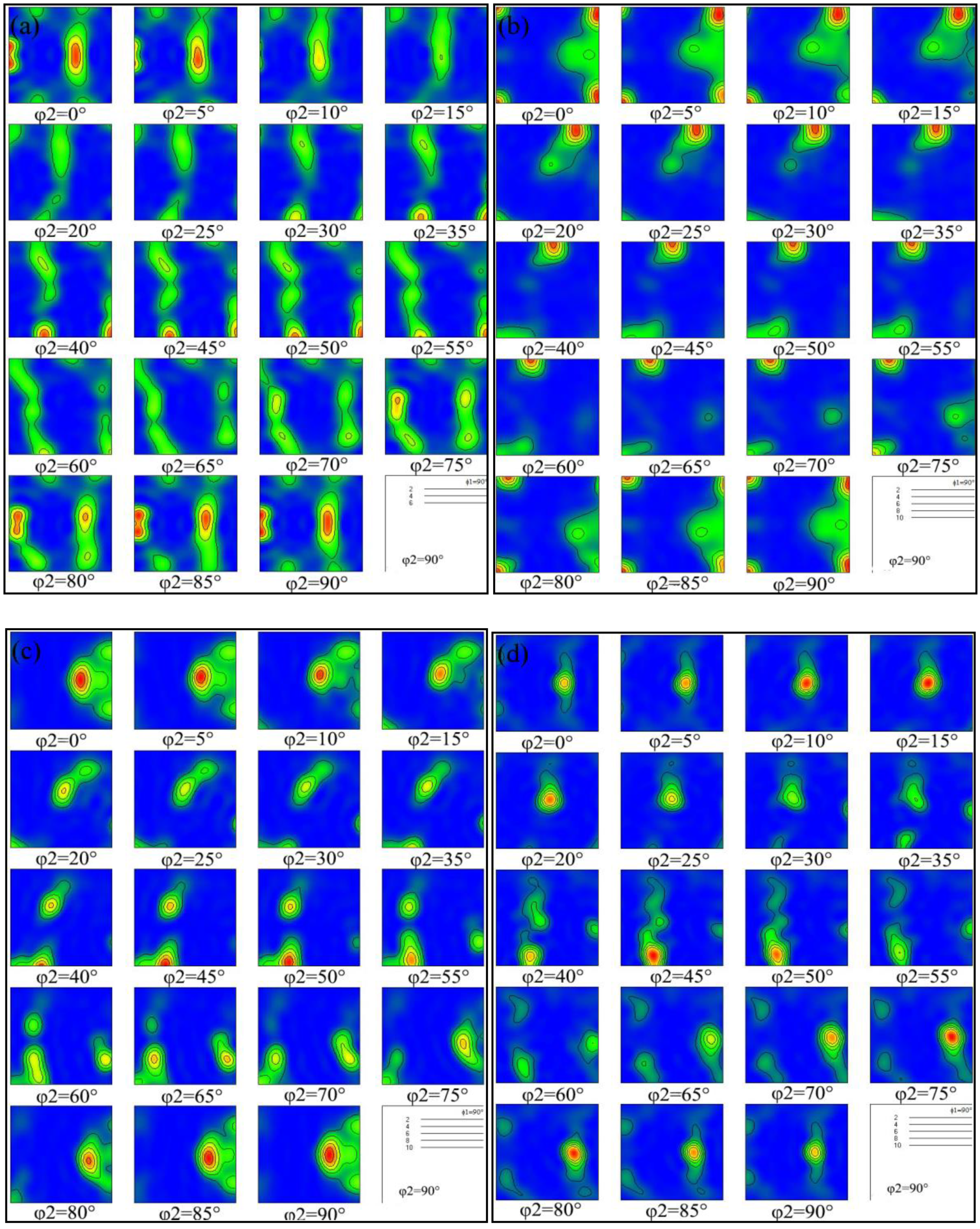
3.3. ODF Analysis
4. Discussion
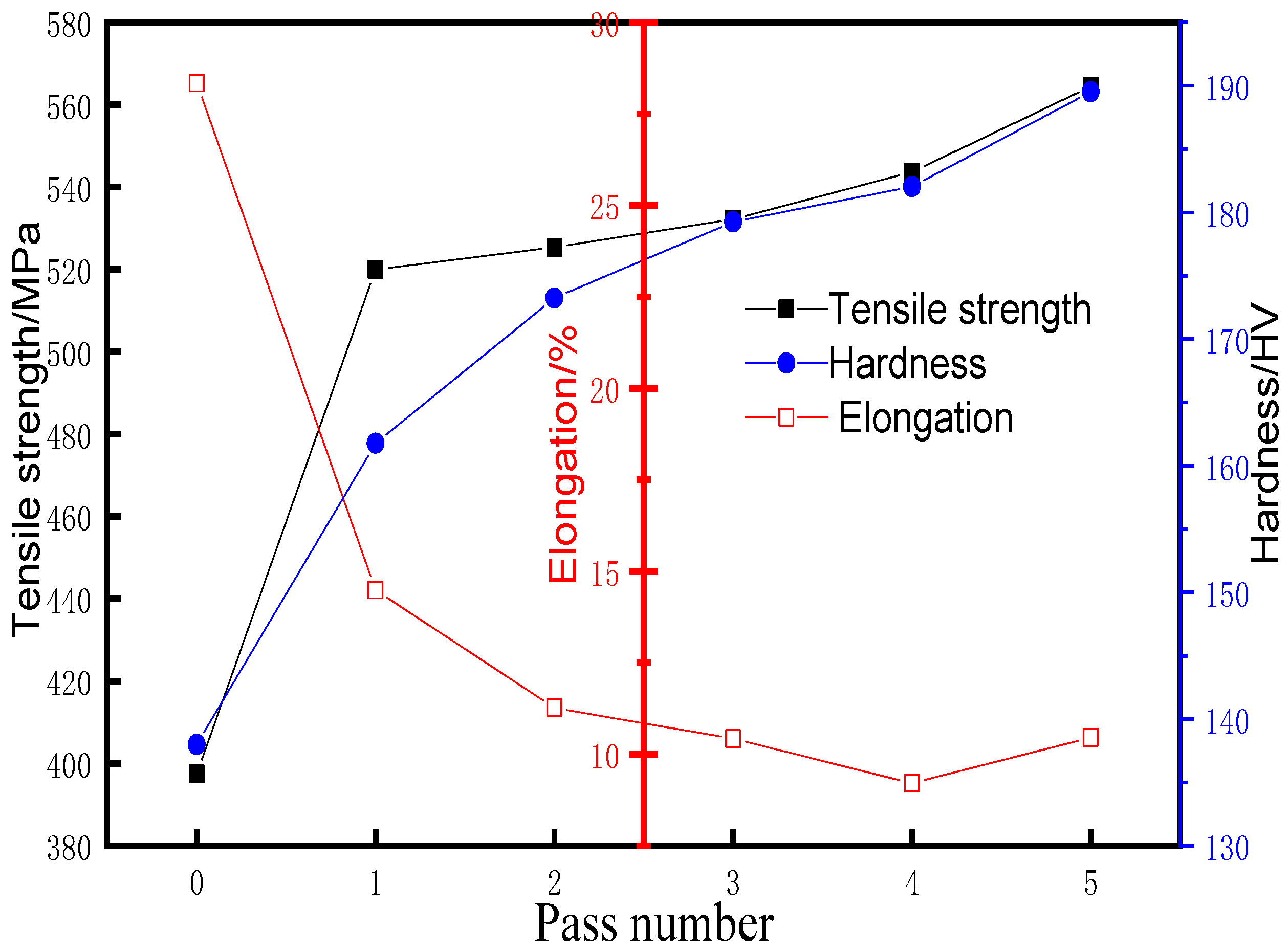
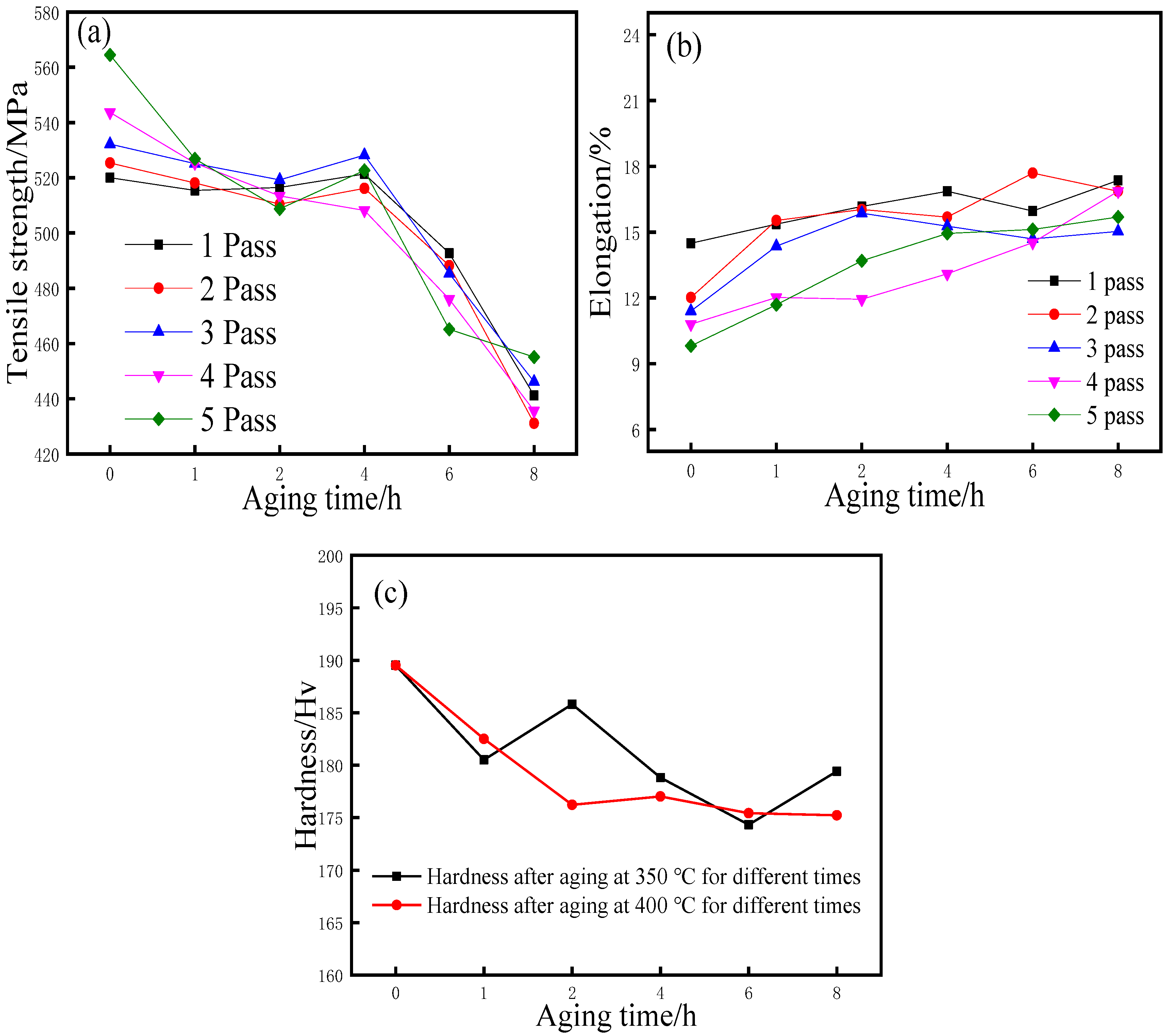
4.1. Mechanical Properties Analysis
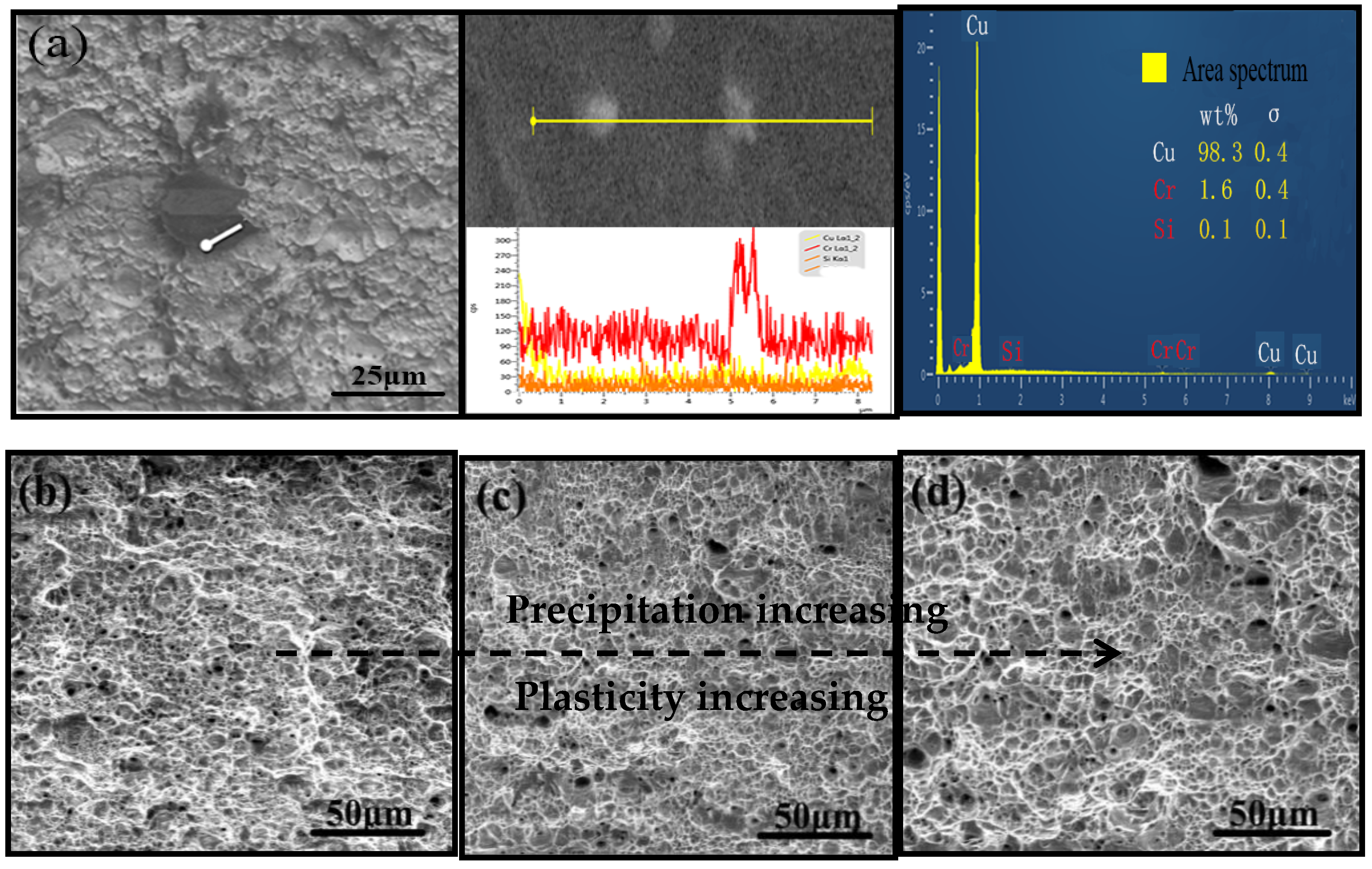
4.2. Fracture Characteristics
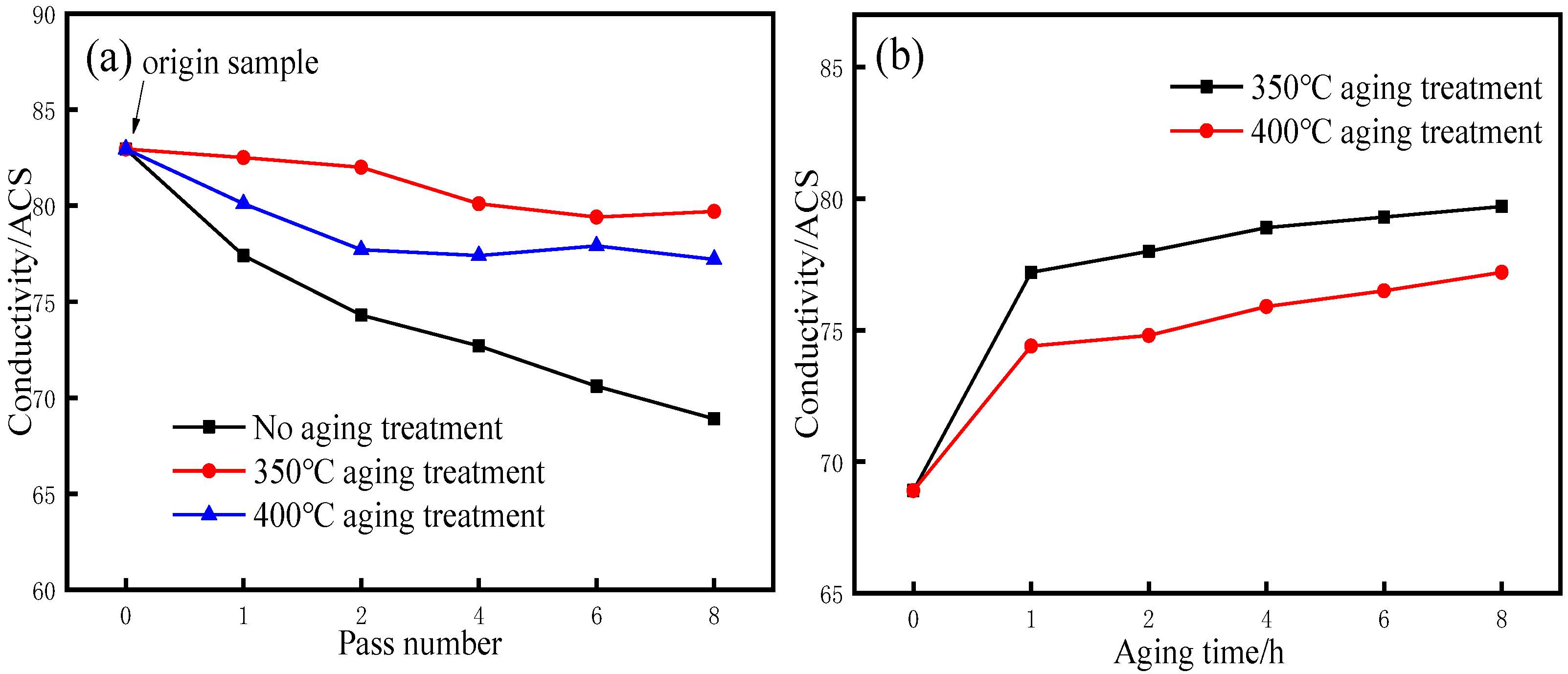
4.3. Conductivity Analysis
5. Conclusions
- (1)
- After ECAP deformation by route C and aging treatment, the grains of the Cu1.5Cr0.1Si alloy changed from columnar grains to a fiber structure along the (111) direction, with an average width of the grain of about 5–20 μm, perpendicular to the direction of extrusion.
- (2)
- ECAP deformation by route C and aging promote formed {111} <110> and {111} <112> textures. The transformation process was {110} <112>→{110} <001>→{001} <100>→{111} <110> + {110} <112>. The stable {111} <110> texture could effectively improve the conductivity of the Cu1.5Cr0.1Si alloy.
- (3)
- ECAP deformations and the precipitated phases along the GBs after aging greatly improved the mechanical properties of the alloy. After eight passes of C-path deformation, the tensile strength and hardness increased to 528.00 MPa and 188.52 HV, respectively. The elongation was 28.42%, and the electrical conductivity stabilized at 78.9% IACS. After aging, the fracture mode of the alloy was ductile fracture. Appropriately extending the aging time could promote an increase in the conductivity of the Cu1.5Cr0.1Si alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, Y.; Zeng, X.Y.; Tian, B.H.; Liu, P.; Liu, Y.; Li, R.Q.; Xu, Q.Q. High temperature deformation behavior of Cu-Cr-Zr alloy. Chin J Nonferrous Met 2014, 24, 745. [Google Scholar]
- Pan, Z.Y.; Chen, J.B.; Li, J.F. Microstructure and properties of rare earth-containing Cu–Cr–Zr alloy. Trans Nonferrous Met Soc China 2015, 25, 1206. [Google Scholar] [CrossRef]
- Hong, M.-S.; Park, I.-J.; Kim, J.-G. Alloying effect of copper concentration on the localized corrosion of aluminum alloy for heat exchanger tube. Metals Mater. Int. 2017, 23, 708–714. [Google Scholar] [CrossRef]
- Martienssen, W.; Warlimont, H. Springer Handbook of Condensed Mater and Materials Data; Springer: Berlin/Heidelberg, Germany, 2005; p. 296. [Google Scholar]
- Vaseghi, M.; Kim, H.S. A combination of severe plastic deformation and ageing phenomena in Al-Mg-Si alloys. Mater. Des. 2012, 36, 735. [Google Scholar] [CrossRef]
- Lium, F.; Wangm, Q.; Du, Z.; Wang, J.-Y. Effect of ECAP process and aging treatment on microstructure and properties of Cu-Cr-Zr alloy. Funct. Mater. 2014, 45, 7. [Google Scholar]
- Dai, J.Y.; Yin, Z.M.; Song, L.P.; Yuan, Y. Microstructure and pro-perties evolution of Cu-2.5Fe-0.03P alloy under different treatment conditions. Chin. J. Nonferrous Met. 2009, 19, 1969. (In Chinese) [Google Scholar]
- Gholami, M.; Vesely, J.; Altenberger, I.; Kuhn, H.-A.; Wollmann, M.; Janecek, M.; Wagner, L. Influence of grain size and precipitation hardening on high cycle fatigue performance of CuNiSi alloys. Mater. Sci. Eng. A 2017, 684, 524. [Google Scholar] [CrossRef]
- Aifantis, E.C. Deformation and failure of bulk nanograined and ultrafine-grained materials. Mater. Sci. Eng. A 2008, 503, 190–197. [Google Scholar] [CrossRef]
- Wang, C.; Li, F.; Chen, B.; Yuan, Z.; Lu, H. Severe Plastic Deformation Techniques for Bulk Ultrafine-grained Materials. Rare Metal Mater. Eng. 2012, 41, 941–946. [Google Scholar] [CrossRef]
- Du, Z.Z.; Feng, G.H.; Fu, H.G.; Wang, J.T.; Zhao, X.C. Study of ECAP and control of materials structure and property. Mater. Eng. 2006, 3, 64–68. [Google Scholar]
- Lu, L.; Lu, K. Nano-twin metal materials. Acta Metall. Sinica 2010, 46, 1422–1427. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Extreme strength of nano-twin pure copper and nano-twin increase the comprehensive strength and toughness of metal materials. China Basic Sci. 2010, 12, 16–18. [Google Scholar]
- Wang, Q.; Zhou, X.; Liang, B.; Zhou, Y. High temperature tensile properties and fracture mechanism of ultra-fine grained Cu-Cr-Zr alloys. Acta Metall. Sinica 2016, 52, 1477–1483. [Google Scholar]
- Vinogradov, A.; Patlan, V. Structure and properties of ultra-fine grain Cu-Cr-Zr alloy produced by equal-channel angular pressing. Acta Mater. 2002, 50, 1639–1651. [Google Scholar] [CrossRef]
- Purcek, Y.H. Influence of high pressure torsion-induced grain refinement and subsequent aging on tribological properties of Cu-Cr-Zr alloy. J. Alloys Compd. 2018, 303, 742. [Google Scholar] [CrossRef]
- An, X.; Wu, S.; Zhang, Z. Effect of stacking fault energy on tensile and fatigue properties of microstructure of nanocrystalline Cu-Al alloy. Acta Metall. Sin. 2014, 50, 191–201. [Google Scholar]
- Zhou, Q.; Shuai, G.; Liu, J. Effect of Ni and Si Element Proportion on Microstructure and Properties of Cu-Cr-Zr Alloy. Mater. Rev. 2017, 31, 76–80. [Google Scholar]
- Zhao, Z.; Xiao, Z.; Li, Z.; Qiu, W.; Jiang, H.; Lei, Q.; Zhang, S. Microstructure and properties of a Cu–Ni–Si–Co–Cr alloy with high strength and high conductivity. Mater. Sci. Eng. A 2019, 759, 396–403. [Google Scholar] [CrossRef]
- Li, Q. ECAP Strong Plasticity Control of Highly Conductive Copper and Cu-Zr-Si Alloy. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2018. [Google Scholar]
- Guo, T.; Ding, Y.; Yuan, X.; Hu, Y. Microstructure and orientation evolution of unidirectional solidification pure copper during ECAP. Rare Met. Mater. Eng. 2011, 40, 171. [Google Scholar]
- Zhou, Q. Microstructure and Control of Plastic Deformation; Science Press: Beijing, China, 2016. [Google Scholar]
- Guo, T.; Li, Q.; Wang, C.; Zhang, F.; Jia, Z. Deformation Characteristics and Mechanical Properties of Single Crystal Copper During Equal Channel Angular Pressing by Route A. Acta Metall. Sin. 2017, 53, 991–1000. [Google Scholar]
- Hou, D. Aging Behavior of Cu-Cr-Zr High Strength and High Conductivity Copper Alloy. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2017. [Google Scholar]
- Geng, G.; Qin, C.; Zhang, W.; Zhang, L.; Yan, J. Effects of solidification rate and aging treatment on microstructure and properties of high-strength and high-conductivity Cu-3.2Ni-0.7Si alloy. Rare Metal Mater. Eng. 2018, 47, 3867–3871. [Google Scholar]






© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, T.; Tai, X.; Wei, S.; Wang, J.; Jia, Z.; Ding, Y. Microstructure and Properties of Bulk Ultrafine-Grained Cu1.5Cr0.1Si Alloy through ECAP by Route C and Aging Treatment. Crystals 2020, 10, 207. https://doi.org/10.3390/cryst10030207
Guo T, Tai X, Wei S, Wang J, Jia Z, Ding Y. Microstructure and Properties of Bulk Ultrafine-Grained Cu1.5Cr0.1Si Alloy through ECAP by Route C and Aging Treatment. Crystals. 2020; 10(3):207. https://doi.org/10.3390/cryst10030207
Chicago/Turabian StyleGuo, Tingbiao, Xiaoyang Tai, Shiru Wei, Junjie Wang, Zhi Jia, and Yutian Ding. 2020. "Microstructure and Properties of Bulk Ultrafine-Grained Cu1.5Cr0.1Si Alloy through ECAP by Route C and Aging Treatment" Crystals 10, no. 3: 207. https://doi.org/10.3390/cryst10030207
APA StyleGuo, T., Tai, X., Wei, S., Wang, J., Jia, Z., & Ding, Y. (2020). Microstructure and Properties of Bulk Ultrafine-Grained Cu1.5Cr0.1Si Alloy through ECAP by Route C and Aging Treatment. Crystals, 10(3), 207. https://doi.org/10.3390/cryst10030207