Abstract
The microstructure and mechanical properties of brazing SiC ceramic with Zr-Cu filler metal under different brazing parameters (brazing temperature, holding time) were investigated. The phase of the joint reaction interface between Zr-Cu filler metal and SiC ceramic was characterized by XRD, the microstructure and fracture morphology of the brazing SiC ceramic joint were analyzed by SEM with EDS, and the strength of the joint was evaluated by compression shear test. The results show that the brazing join between SiC ceramic and Zr-Cu filler metal can be realized at the brazing temperature of 1100 °C~1300 °C, and the main products of interface reaction are ZrC and Zr2Si. The shear strength of the joint increases with the brazing temperature, and reaches the highest at 1200 °C. The thickness of interface reaction layer increases with the increase of holding time at brazing temperature of 1200 °C. Thickness of the interface reaction layer is 2.9 μm when the joint is holding for 20 min, and the maximum shear strength of the corresponding brazed SiC ceramic joint is 57 MPa.
1. Introduction
Silicon carbide (SiC) ceramic, as a kind of the modern ceramic materials, has a series of excellent properties, such as high-temperature resistance, corrosion resistance, high modulus and so on, which has been widely used in rocket engines, space mirrors in the aerospace field, high-temperature components for energy exchange in chemical reaction containers, etc. [1,2,3,4]. In view of the most serious damage and large amount of radioactive release caused by hydrogen explosion in Fukushima nuclear power plant accident in Japan, SiC ceramic matrix fuel cladding materials can reduce the risk of hydrogen production by several thousand times, and provide similar protection for nuclear fuel with zirconium alloy, indicating that SiC ceramic also have advanced application potential in the field of nuclear energy, which was tested by professor Kazimi team from Massachusetts Institute of Technology (MIT) [5,6]. However, it is difficult to make SiC ceramic parts with a large and complex shape because of its intrinsic brittleness and poor processability. Therefore, it is necessary to research the joining technology of SiC ceramic to expand its application. At present, the main joining methods of SiC ceramic are brazing [7], diffusion bonding [8], reaction joining [9] and ceramic precursor joining [10]. Compared with the above joining methods, the temperature of brazing is lower and the mechanical properties of the joint is better, so brazing is the most possible method to realize SiC ceramic joining. The commonly used filler metals for brazing SiC ceramic are Ag-based [11,12,13], Ti-based [14,15], Ni-based [16,17], etc.; however, the above brazed joint cannot meet the requirements of high-temperature mechanical properties and a small thermal neutron absorption cross-section nuclear performance at the same time. Our research group innovatively proposed Zr-Cu alloy for brazing SiC ceramic [18,19]. Zr-Cu alloy, as a new type of the active filler metal, has not been studied in the relevant journals. The lack of knowledge about the reactions taking place has a significant impact on the microstructure and mechanical properties of the ceramic joint. In this paper, the effect of different brazing parameters (brazing temperature, holding time) on the microstructure and mechanical properties of the joint are investigated, which provide the theoretical foundation and technical guidance for the application of SiC ceramic materials as the nuclear reaction cladding materials.
2. Materials and Methods
Reactive sintered silicon carbide (RBSiC), as the joining parent material, was used in the brazed experiment; the relevant properties of the SiC ceramic in which 20 wt.% free silicon are shown in Table 1. 80Zr-20Cu (wt.%), as the filler metal (Zr-Cu filler metal) was used for brazing SiC ceramic, and the solidus and liquidus temperature of the Zr-Cu filler metal are 1023 °C and 1056 °C, respectively, by differential scanning calorimeter (DSC) analysis, the coefficient of thermal expansion at room temperature is 7.4 × 10−6 K−1. SiC ceramic and Zr-Cu filler metal were processed into the shape of 20 mm × 10 mm × 10 mm, 20 mm × 10 mm × 0.2 mm, successively, and then polished with 2000# diamond grinding disc and cleaned with ultrasonic bath in acetone for 30 min. The brazing diagram of SiC ceramic is shown in Figure 1, a “sandwich” structure was formed and placed in a vacuum brazing furnace (VQS-335, Shenyang), the vacuum during brazing shall not be higher than 10−3 Pa during the brazed experiment of the SiC ceramic. The process parameters of the brazed experiment are shown in Table 2.

Table 1.
Properties of RBSiC ceramic.
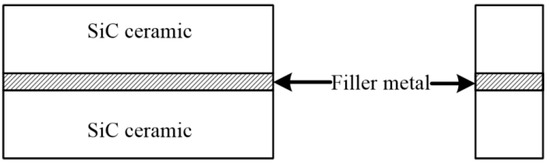
Figure 1.
Brazing diagram of SiC ceramic with Zr-Cu filler metal.
Table 2.
The experiment parameters of brazing SiC ceramic.
The reaction interface of the Zr-Cu filler metal and SiC ceramic was obtained by peeling method, the phase of the interface was characterized by XRD (XRD, Epyrean, Netherlands). Microstructure of the SiC ceramic joint and fracture morphology of the joint interface were analyzed by scanning electron microscope (S-4800, Hitachi, Japan) with EDS. The shear strength of the SiC ceramic joint was tested by a materials testing machine (REGER-300, Shenzhen) with a punch movement rate of 0.5mm/min at room temperature. The shear strength of the joint is the average of the three brazing patterns, and the schematic of the shear strength test is shown in Figure 2.
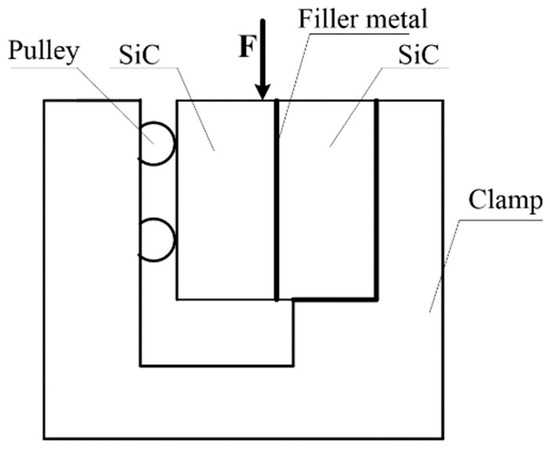
Figure 2.
Schematic of the shear strength test.
3. Results and Discussion
3.1. Brazing Temperature
The results of XRD analysis are shown in Figure 3. It can be found that new phases ZrC and Zr2Si are formed at different temperatures, which are in accordance with the results of thermodynamic calculation and analysis [18]. At the same time, the amount of reaction products increases with the increase of the brazing temperature. The microstructure of brazing SiC ceramic joint formed at different brazing temperatures is shown in Figure 4. It can be seen from Figure 4a, Figure 4c,e that the Zr-Cu filler metal can fill the gap of SiC ceramic and have a certain degree of a chemical, metallurgical combination with the interface of SiC ceramic joint, as shown in Figure 4b, Figure 4d,f. There is a certain chemical metallurgical bonding between the Zr-Cu filler metal and the SiC ceramic at 1100 °C from Figure 4b, but in a small number of no-joining parts of the interface. The main cause of the filler metal hardly wetting SiC ceramic when the brazing temperature is low (at 1100 °C), and the activity of filler metal is tightly regulated to the interface reaction between the active element Zr and the SiC ceramic [19]. The filler metal has an excellent wetting effect on the SiC ceramic surface with the brazing temperature increases to 1200 °C, as shown in Figure 4d, the interface reaction is sufficient and a certain thickness of interface reaction layer is formed. The filler metal can adequately wet the surface of the SiC ceramic at a high temperature at 1300 °C, but the high activity of the filler metal, violent interface reaction and serious grain growth cause the interface to become fuzzy, as shown in Figure 4f.
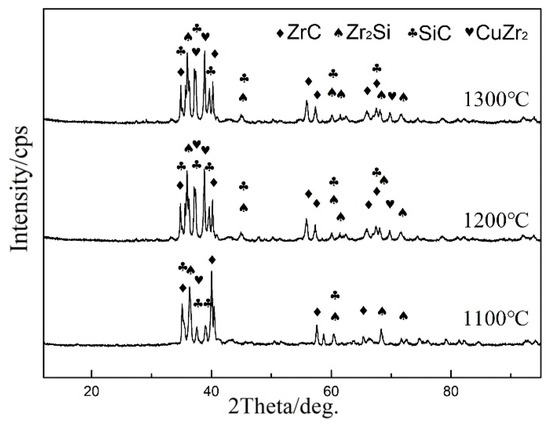
Figure 3.
XRD patterns of the interface of the Zr-Cu filler metal/SiC ceramic at different temperatures.
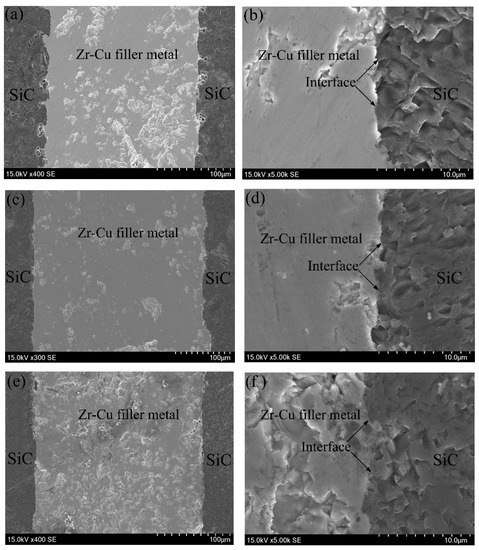
Figure 4.
Microstructure of brazing SiC ceramic joint and interface at different temperatures: (a) joint at 1100 °C; (b) interface at 1100 °C; (c) joint at 1200 °C; (d) interface at 1200 °C; (e) joint at 1300 °C; (f) interface at 1300 °C.
The shear strength of brazing SiC ceramic joints at different temperatures is shown in Figure 5. It can be seen that the shear strength of the joint increases with the increase of brazing temperature, and reaches the maximum value of 57 MPa at 1200 °C, and decreases with the further increase of brazing temperature. The fracture microstructure of the joint at different brazing temperatures is shown in Figure 6. It can be seen that the fracture of the brazed joint at 1100 °C mainly occurs at the joint surface of SiC ceramic and filler metal, and there is a little filler metal on the interface of SiC ceramic at the fracture surface, as shown in Figure 6a. Because the interface reaction occurred at 1100 °C to a certain extent, but at a lower brazing temperature, the filler metal activity and interface reaction are weak, resulting in the joint fracture occurring at the interface of SiC ceramic and filler metal. The activity of filler metal increases with the increase of the brazing temperature, the interface reaction between SiC ceramic and filler metal is sufficient, and the interface reaction layer is formed rapidly, which can effectively improve the strength of the joint. Due to the influence of the related properties of the products of the interface reaction layer and the brazing parameters, as shown in Figure 6b, the fracture of the brazed joint is brittle fracture, and the fracture position mainly occurs in the interface reaction layer, with a certain number of SiC particles on the fracture surface. When the brazing temperature reaches 1300 °C, the grain growth of Zr-Cu filler metal is serious, the interface reaction layer is thick, and the residual stress of the joint and reaction layer grain are larger [18], which is the weakest area of the joint. As shown in Figure 6c, the joint fracture is brittle fracture, and the fracture location occurs at the interface of SiC ceramic and filler metal. In conclusion, the weakest part of the brazed joint is the interface of SiC ceramic and filler metal.
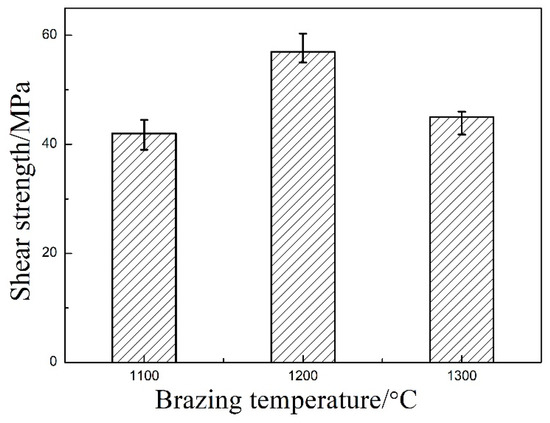
Figure 5.
Shear strength of brazing SiC ceramic joint with different temperatures.
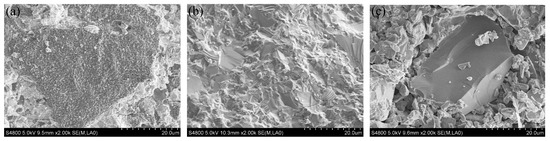
Figure 6.
Fracture microstructure of brazing SiC ceramic joint at different temperatures: (a) 1100 °C; (b) 1200 °C; (c) 1300 °C.
3.2. Holding Time
The joint performance is excellent at 1200 °C through the research of SiC ceramic brazing temperature, so the microstructure and mechanical properties of SiC ceramic joints brazed at 1200 °C under different holding time are investigated. The joint can be combined under different holding time, and there are no pores, cavities and other defects. The microstructure and corresponding line scanning of brazing SiC ceramic joints with different holding time are shown in Figure 7. It can be seen from Figure 7a that the interface can realize bonding with holding for 5 min, because the filler metal completely melts on SiC ceramic surface at 1200 °C and the activity of element Zr is higher, the Zr-Cu filler metal can wet SiC ceramic to a certain extent and react with SiC ceramic. In the case of short holding time, the mutual diffusion of elements Zr and Si is not obvious, as shown in Figure 7b,d, but the elements diffusion are more sufficient with the increase of holding time. The equilibrium wetting angle of Zr-Cu filler metal on the SiC ceramic surface by wetting experiment is maintained at about 5° with the prolongation of holding time. It is shown that the filler metal can well wet SiC ceramic, and the interface reaction layer is growing [18]. The elements Zr and Si diffuse each other obviously when the holding time is extended to 60 min, forming a diffusion transition layer, as shown in Figure 7f.
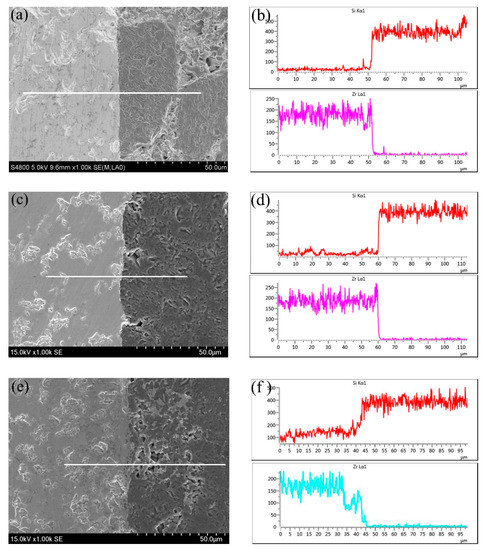
Figure 7.
The interface microstructure and elemental line scanning of the brazing SiC ceramic joint with different holding time: (a) 5 min; (b) elemental line scanning across the white line in (a); (c) 20 min; (d) elemental line scanning across the white line in (c); (e) 60min; (f) elemental line scanning across the white line in (e).
Interface reaction layer with a certain thickness is formed under the elements diffuse and react with each other at 1200 °C with the increase of holding time, as shown in Figure 8. The average thickness of the interface reaction layer is about 1.1 μm when holding for 5 min. With the increase of the holding time, the thickness of the reaction layer increases continuously. The average thickness of the interface reaction layer is about 2.9 μm and 7.1 μm when the holding time is 20 min and 60 min, respectively.
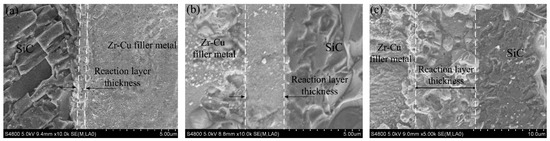
Figure 8.
The thickness of the interfacial reaction layer of the brazing SiC ceramic joints with different holding times: (a) 5 min; (b) 20 min; (c) 60 min.
The shear strength of brazing SiC ceramic joints at different holding times is shown in Figure 9. The shear strength of the joint under a short holding time (5 min), it mainly due to the diffusion of interface elements and interface reaction when joints are brazed at 1200 °C. The interface reaction layer is thinner with the short holding time. Although joint bonding can be realized, the shear strength of the joint is relatively low. The shear strength of the brazing SiC ceramic joint increases with the increase of holding time. The shear strength of the joint reaches the maximum value when holding for 20 min, and the average thickness of interface reaction layer is about 2.9 μm. The thickness of the interface reaction layer continues to increase with the further extension of holding time, and too thick of an interface reaction layer will lead to the decrease of joint shear strength. As references [20,21] pointed out that active-based (such as Ti-based, Ni-based, Co-based, etc.) filler metal can obtain better joint performance, the interface between active-based filler metal and SiC ceramic reacts violently. An effective interface reaction layer can improve the strength of the SiC ceramic joint, but the formation of interface reaction layer is too thick, and it is not conducive to mechanical performance of the SiC ceramic joint. Therefore, the main factor influencing the mechanical properties of the joint is the interface reaction between the SiC ceramic and the Zr–Cu filler metal.
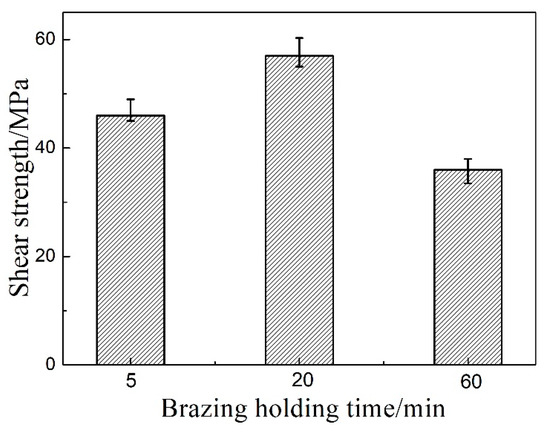
Figure 9.
Shear strength of the brazing SiC ceramic joint at 1200 °C at different holding times.
4. Conclusions
Zr-Cu filler metal can realize the brazing of SiC ceramic from 1100 °C to 1300 °C. New phases ZrC and Zr2Si are formed at different brazing temperatures. The shear strength of the joint increases with the increase of brazing temperature, reaches the maximum value of 57 MPa at a brazing temperature of 1200 °C, and decreases with the further increase of the brazing temperature. The weakest part of the brazed joint is the interface of SiC ceramic and filler metal. The thickness of interface reaction layer increased the joint that was brazed at 1200 °C with the increase of holding time.
Author Contributions
Conceptualization, K.F. and B.Z.; investigation, B.Z., J.W. and Y.C.; data curation, Y.C. and S.C.; writing—original draft preparation, B.Z., J.W. and S.C.; writing—review and editing, K.F. and B.Z.; project administration, K.F. and B.Z.; funding acquisition, K.F. and B.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Sichuan science and technology program (No.2019YFG0225) of Sichuan province in China, grant number No.2019YFG0225, Doctoral research initiation fund of Hubei University of Automotive Technology, grant number No. BK201902.
Acknowledgments
This research is financially supported by Sichuan science and technology program (No.2019YFG0225) of Sichuan province in China, Doctoral research initiation fund (No. BK201902) of Hubei University of Automotive Technology.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Huang, Y.H.; Jiang, D.L.; Zhang, X.F. Enhancing toughness and strength of SiC ceramics with reduced graphene oxide by HP sintering. J. Eur. Ceram. Soc. 2018, 38, 4329–4337. [Google Scholar] [CrossRef]
- Chen, M.W.; Xie, W.J.; Oiu, H.P. Recent progress in continuous SiC fiber SiC ceramic matrix composites. Adv. Appl. Ceram. 2016, 37, 393–402. [Google Scholar]
- Katoh, Y.; Snead, L.L.; Henager, C. Current status and recent research achievements in SiC/SiC composites. J. Nucl. Mater. 2014, 455, 387–397. [Google Scholar]
- Yu, Y.; Dong, H.Y.; Ma, B. Effect of different filler materials on the microstructure and mechanical properties of SiC/SiC joints joined by spark plasma sintering. J. Alloy. Compd. 2017, 708, 373–379. [Google Scholar] [CrossRef]
- Feinroth, H.; Ales, M.; Barringer, E. Mechanical strength of CTP triplex SiC fuel clad tubes after irradiation in MIT research reactor under PWR coolant conditions. Ceram. Eng. Sci. Process. 2009, 30, 47–55. [Google Scholar]
- Passerini, S.; Kazimi, M.S.; Shwageraus, E. A systematic approach to nuclear fuel cycle analysis and optimization. Nucl. Sci. Eng. 2014, 178, 186–201. [Google Scholar] [CrossRef]
- Blugan, G.; Kuebler, J.; Bissig, V. Brazing of silicon nitride ceramic composite to steel using SiC-particle-reinforced active brazing alloy. Ceram. Int. 2007, 33, 1033–1039. [Google Scholar] [CrossRef]
- Wang, Z.; Li, H.X.; Zhong, Z.H. In-situ formation of fine-grained carbide composite interlayer during diffusion bonding of SiC ceramic. J. Alloy.Compd. 2018, 763, 875–882. [Google Scholar] [CrossRef]
- Tian, W.; Kita, H.; Hyuga, H. Reaction joining of SiC ceramics using TiB2-based composites. J. Eur. Ceram. Soc. 2010, 30, 3203–3208. [Google Scholar] [CrossRef]
- Zhou, B.F.; Feng, K.Q.; Zhou, H.L. Joining of SiC ceramic by using the liquid polyvinylphenylsiloxane. Adv. Appl. Ceram. 2018, 117, 212–216. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, Z.R.; Liu, X.J. Joining of sintered silicon carbide using ternary Ag-Cu-Ti active brazing alloy. Ceram. Int. 2009, 35, 3479–3484. [Google Scholar] [CrossRef]
- Zhong, Z.H.; Hou, G.X.; Zhu, Z.X. Microstructure and mechanical strength of SiC joints brazed with Cr3C2 particulate reinforced Ag-Cu-Ti brazing alloy. Ceram. Int. 2018, 44, 11862–11868. [Google Scholar] [CrossRef]
- Moszner, F.; Mata-Osoro, G.; Chiodi, M. Mechanical behavior of SiC joints brazed using an active Ag-Cu-In-Ti braze at elevated temperatures. Int. J. Appl. Ceram. Technol. 2017, 14, 703–711. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Huang, J.H.; Zhang, H. Microstructures of Si/SiC ceramic and invar alloy brazing joint. Rare Met. Mater. Eng. 2009, 38, 493–496. [Google Scholar]
- Riccardi, B.; Nannetti, C.A.; Woltersdorf, J. Brazing of SiC and SiCf/SiC composites performed with 84Si-16Ti eutectic alloy: Microstructure and strength. J. Mater. Sci. 2002, 37, 5029–5039. [Google Scholar] [CrossRef]
- Mao, Y.W.; Li, S.J.; Han, W.B. Joining of SiC by high temperature brazing with Ni-51Cr filler. Rare Met. Mater. Eng. 2006, 35, 312–315. [Google Scholar]
- Tian, W.B.; Sun, Z.M.; Zhang, P. Brazing of silicon carbide ceramics with Ni-Si-Ti powder mixtures. J. Aust. Ceram. Soc. 2017, 53, 511–516. [Google Scholar] [CrossRef]
- Zhou, B.F.; Feng, K.Q. Zr-Cu alloy filler metal for brazing SiC ceramic. RSC Adv. 2018, 8, 26251–26254. [Google Scholar] [CrossRef]
- Zhou, B.F.; Zeng, Z.C.; Cai, Y.C. FEM simulation and verification of brazing SiC ceramic with novel Zr-Cu filler metal. Materials 2019, 12, 3380. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Zhang, L.X.; Liu, C.B. Brazing C/SiC composites and Nb with TiNiNb active filler metal. Sci. Technol. Weld. Join. 2011, 16, 193–198. [Google Scholar] [CrossRef]
- Riccardi, B.; Nannetti, C.A.; Petrisor, T. Low activation brazing materials and techniques for SiC/SiC composite. J. Nucl. Mater. 2002, 307, 1237–1241. [Google Scholar] [CrossRef]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).