Study on a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
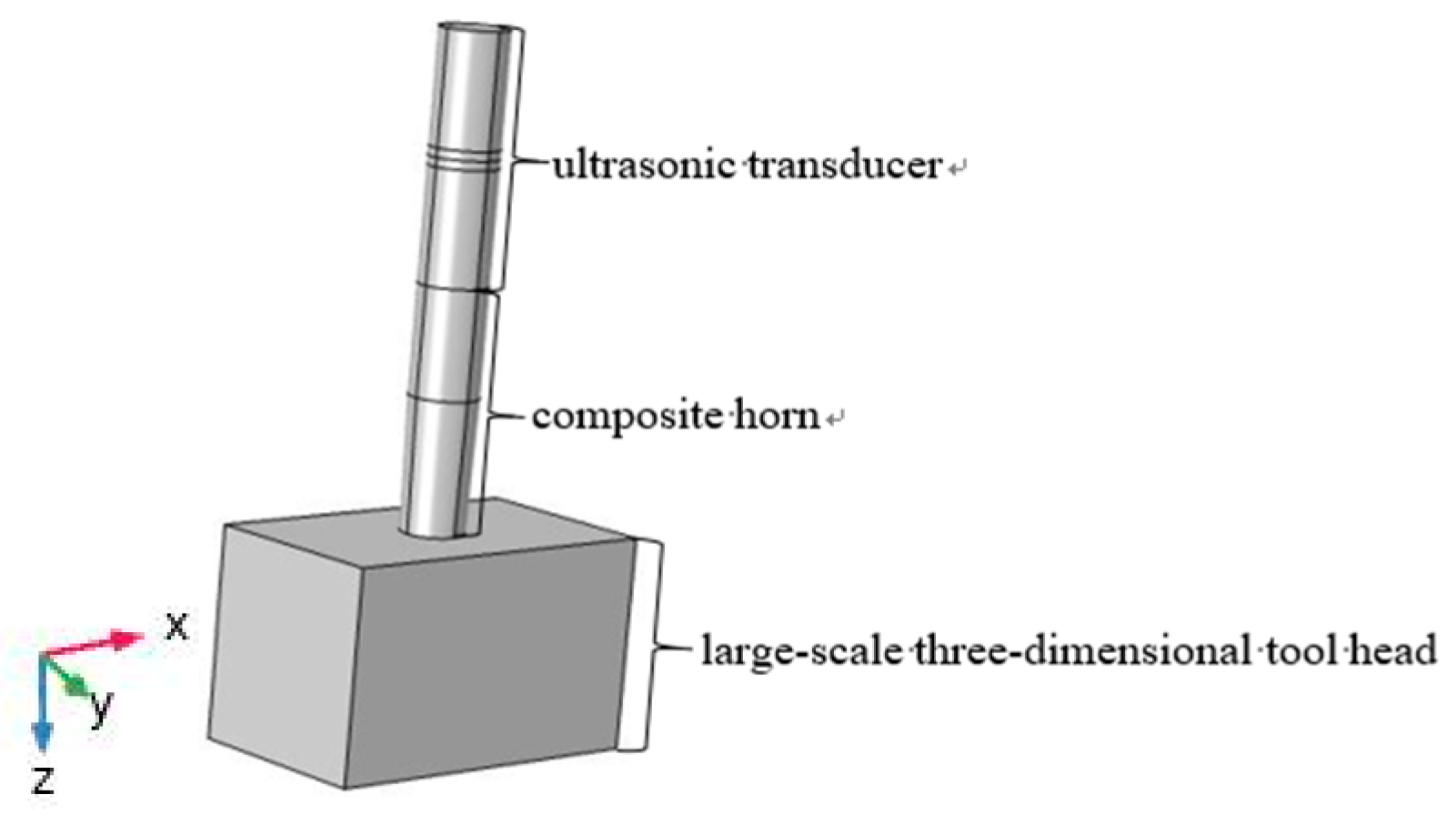
2. Theoretical Analysis of a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System
2.1. Coupled Vibration Theory of a Large-Scale Three-Dimensional Vibrating Body
2.2. Band Gap Characteristics of a Quasi-Periodic Phononic Crystal Structure
3. Analysis of a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure
3.1. Design of Transducer
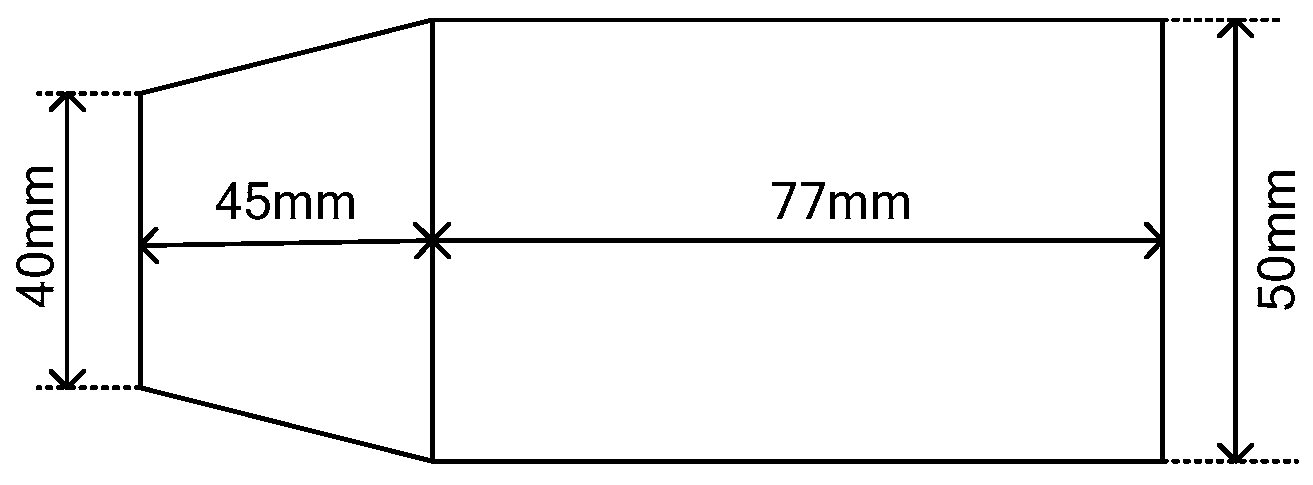
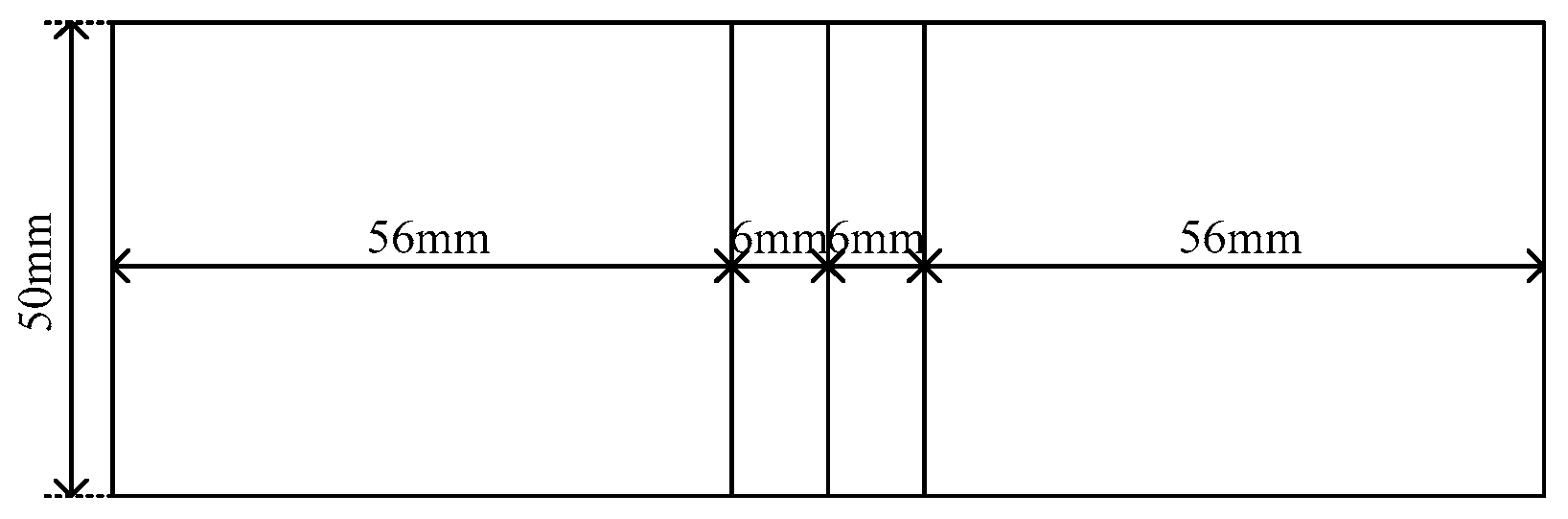
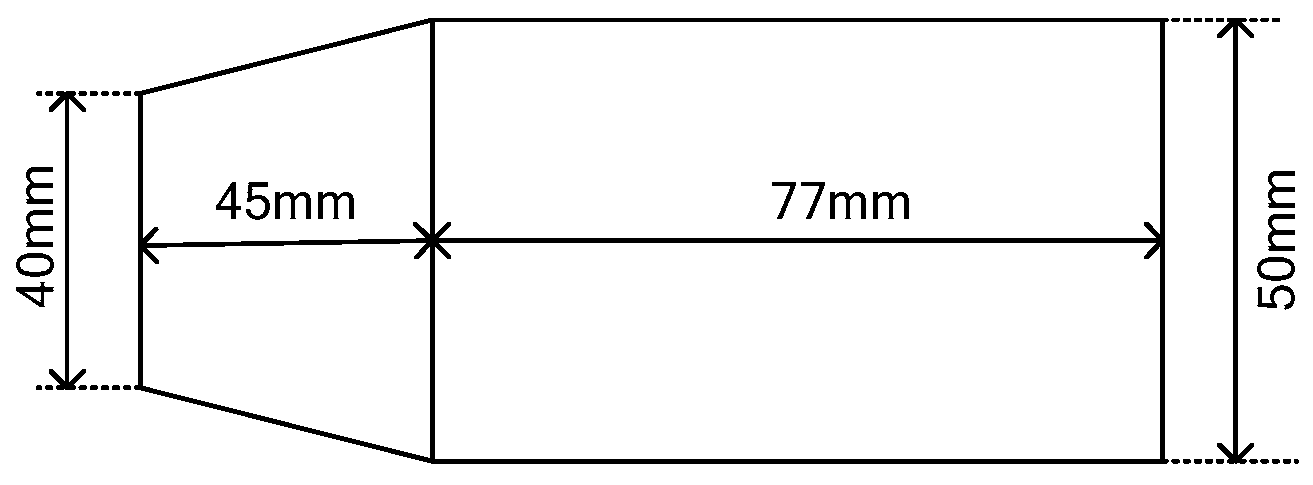
3.2. Design of Horn
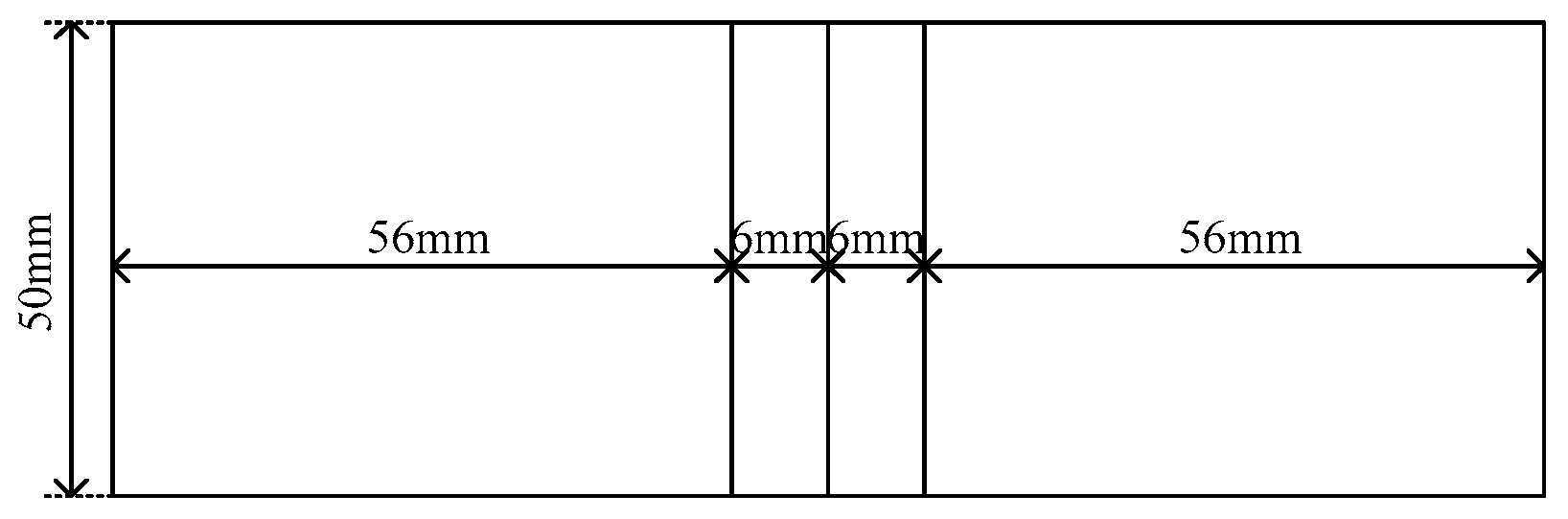
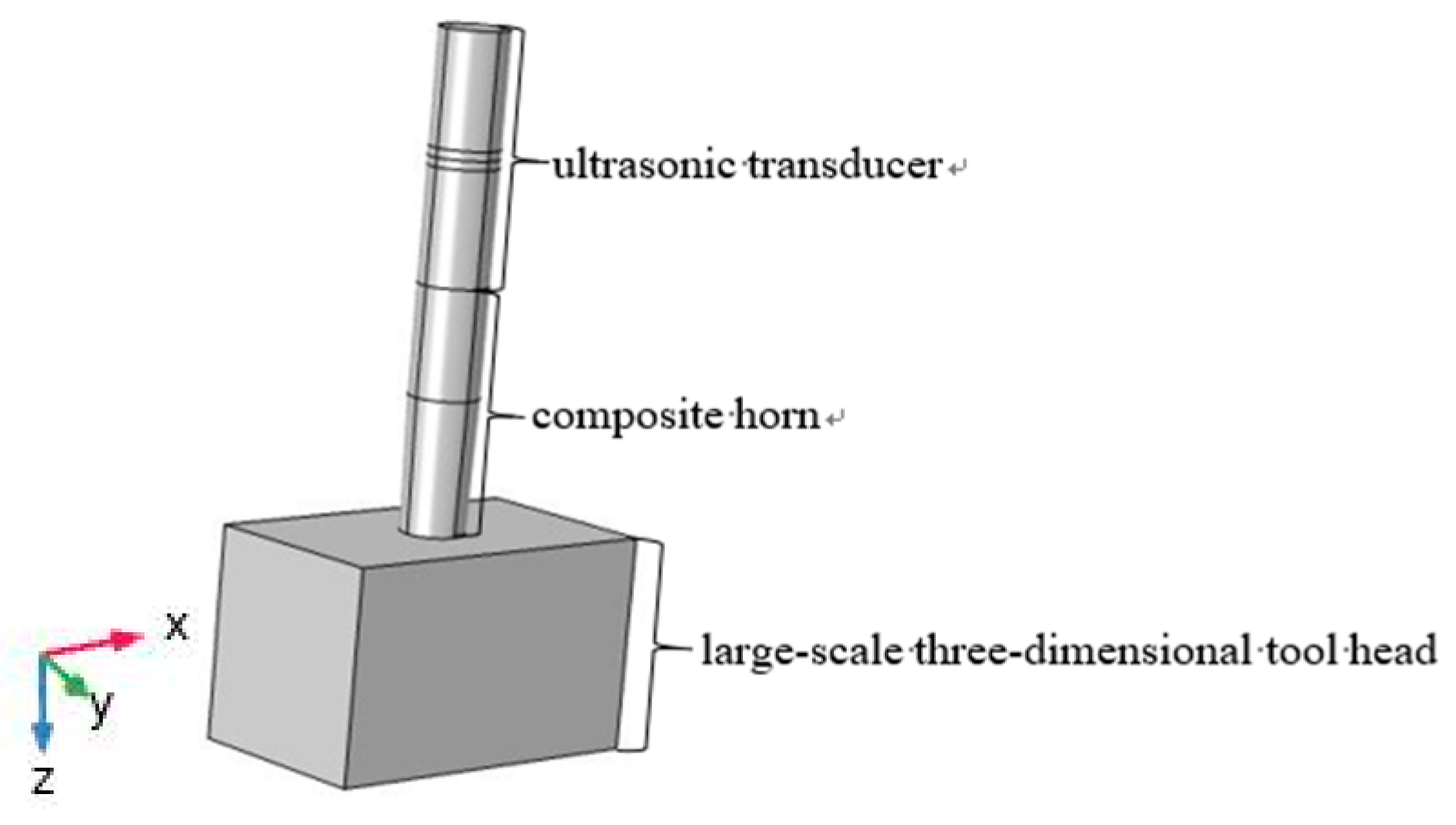
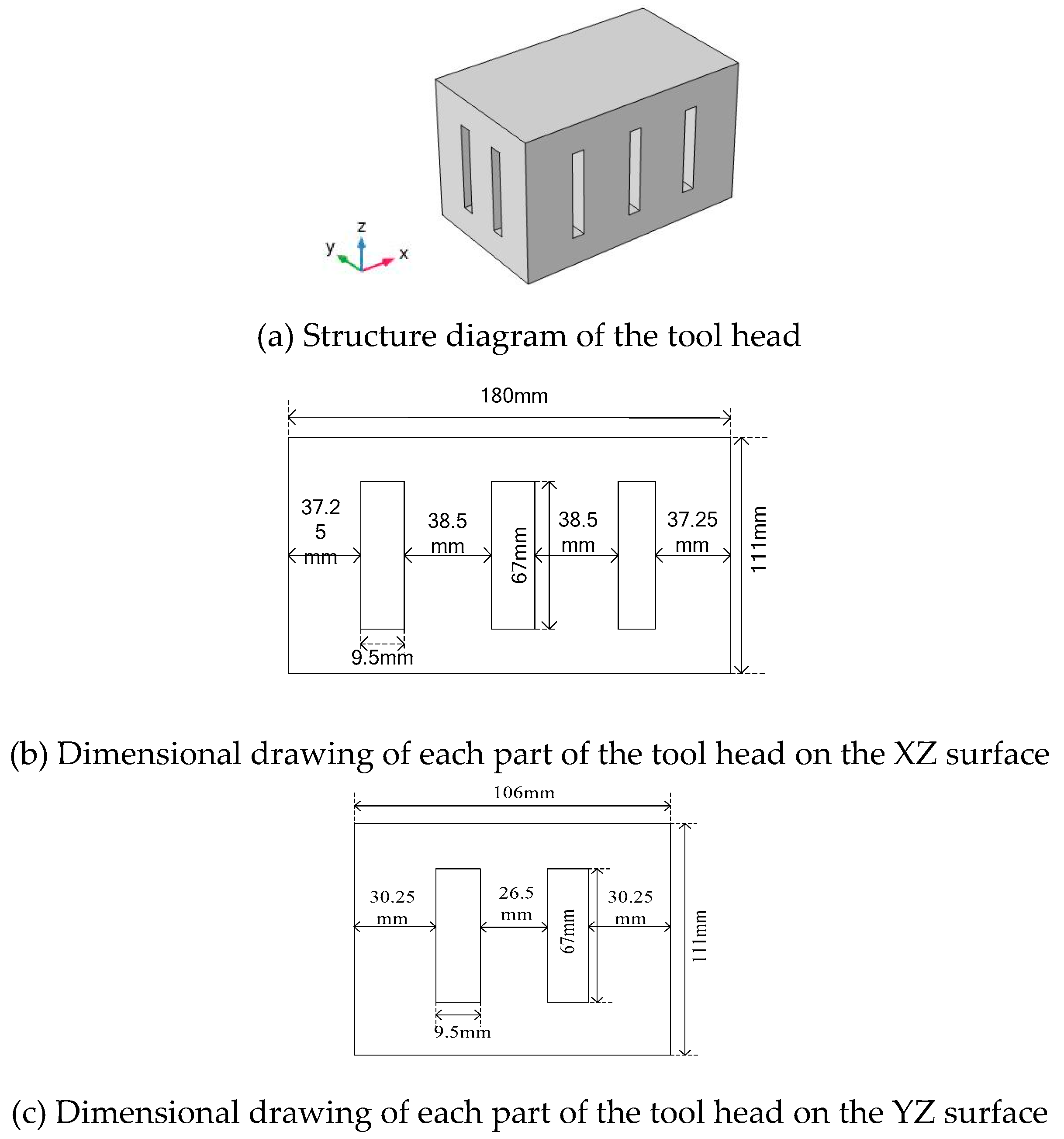
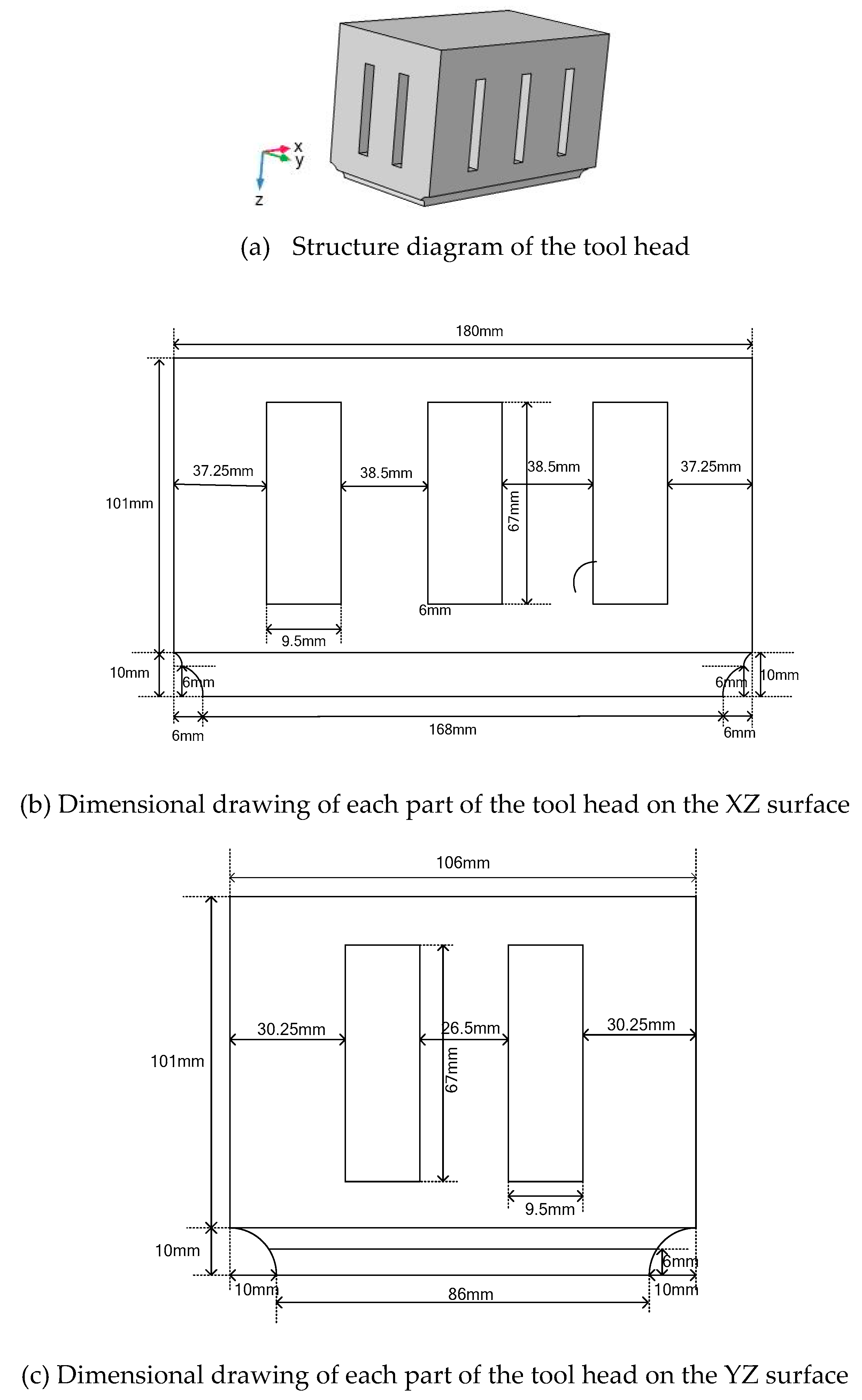
3.3. Design of Large-Scale Three-Dimensional Tool Head Based on Quasi-Periodic Phononic Crystal Structure
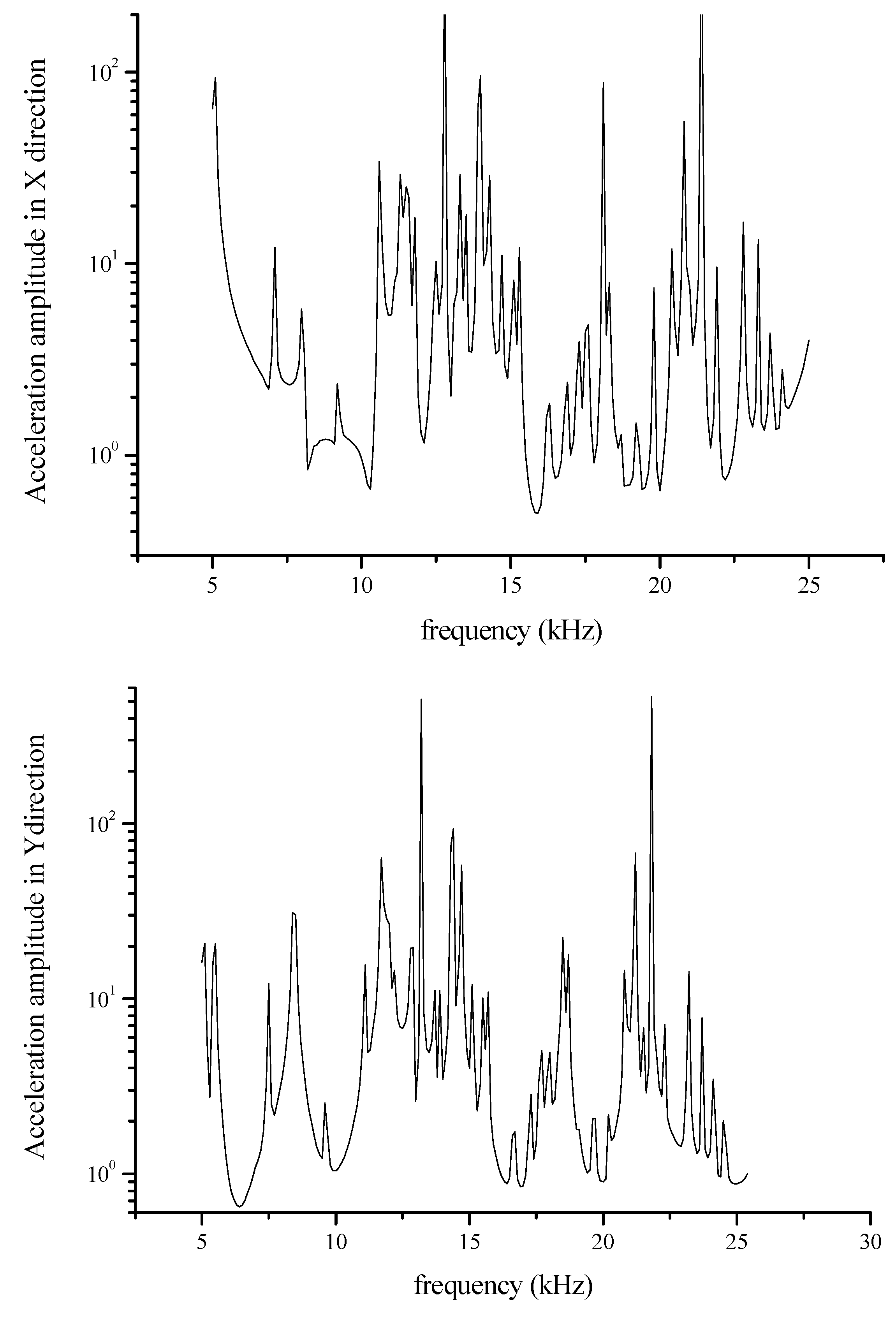
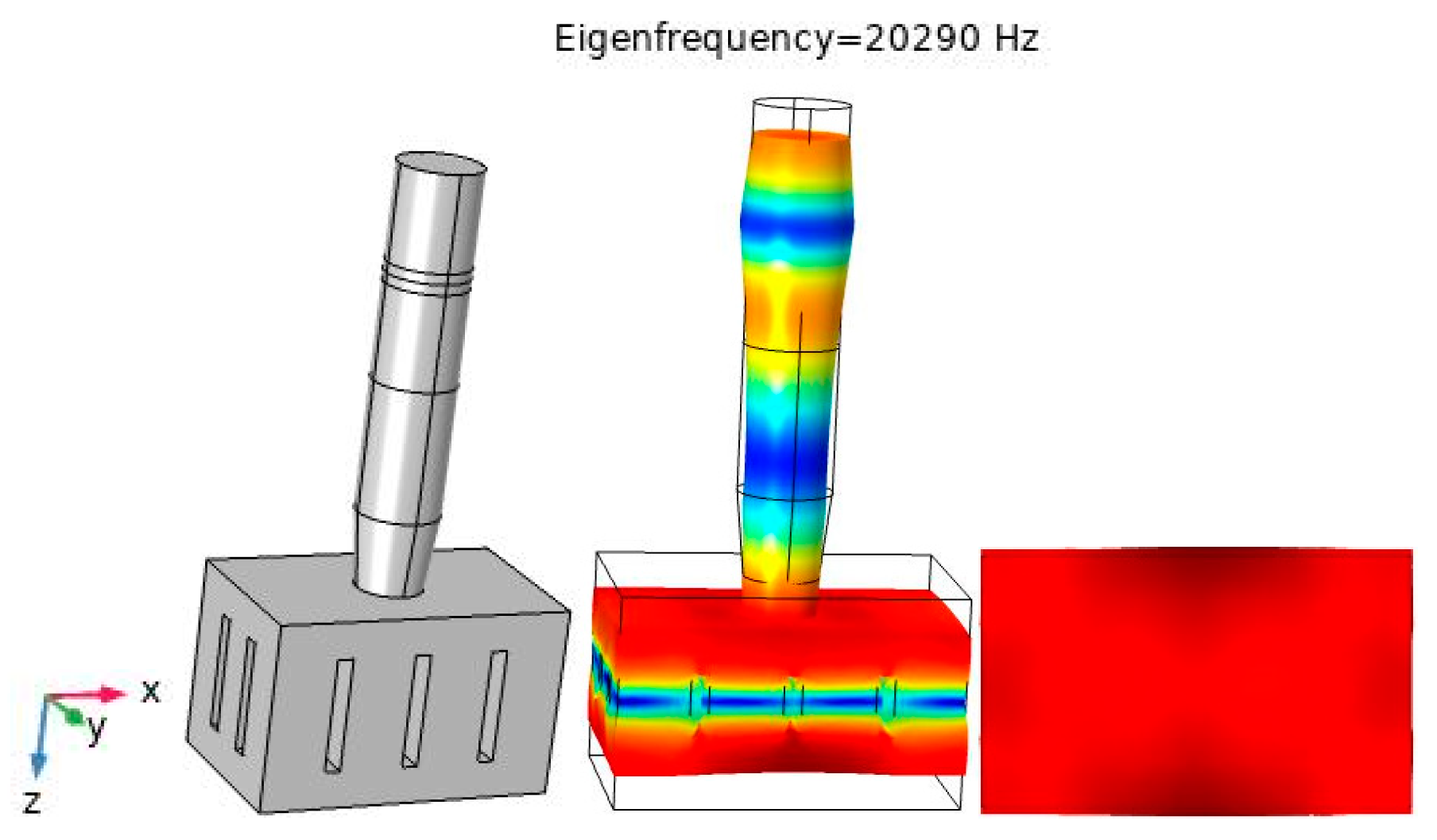
3.4. Band Gap Analysis of a Three-Dimensional Tool Head Based on a Quasi-Periodic Phononic Crystal Structure
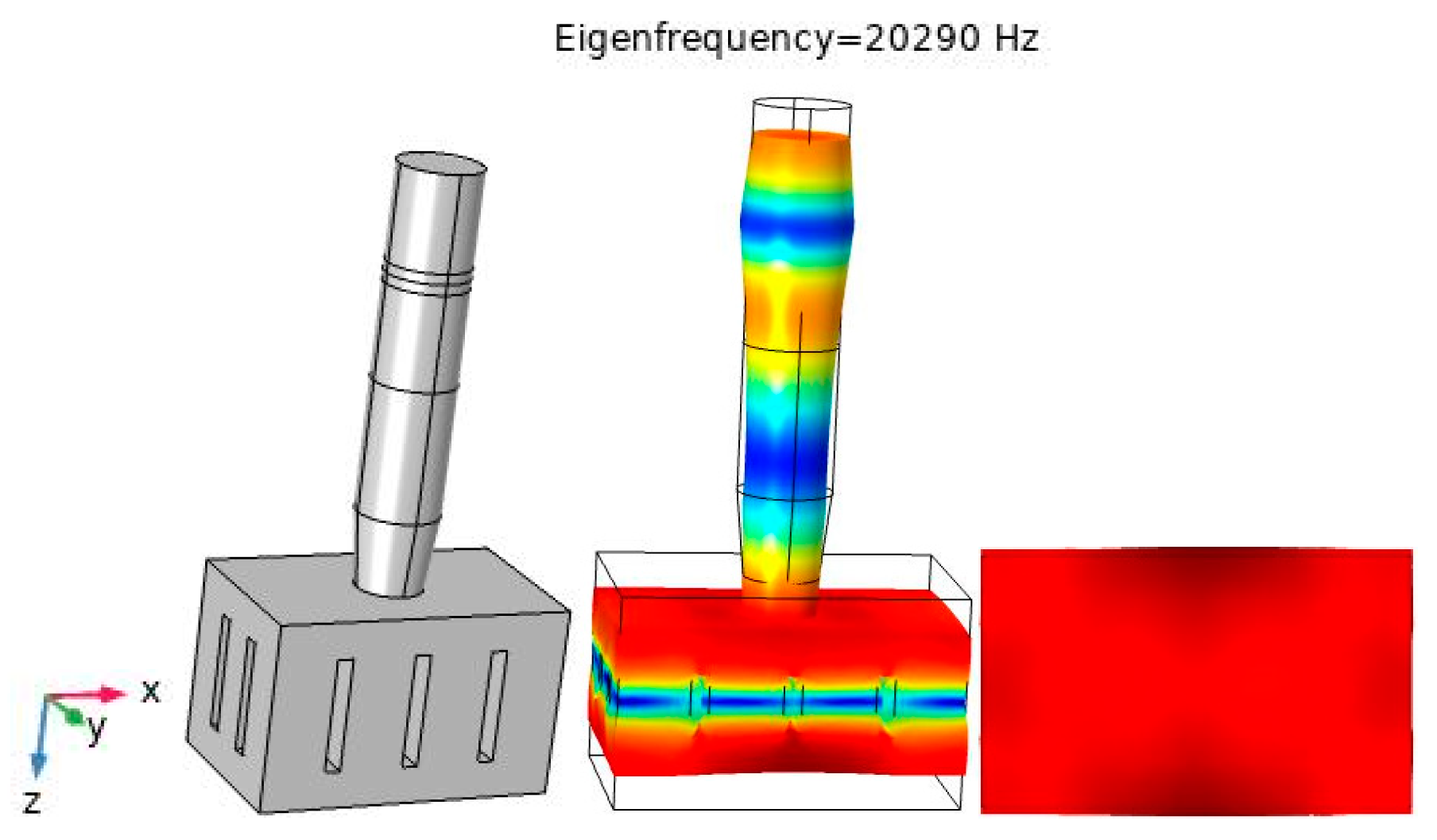
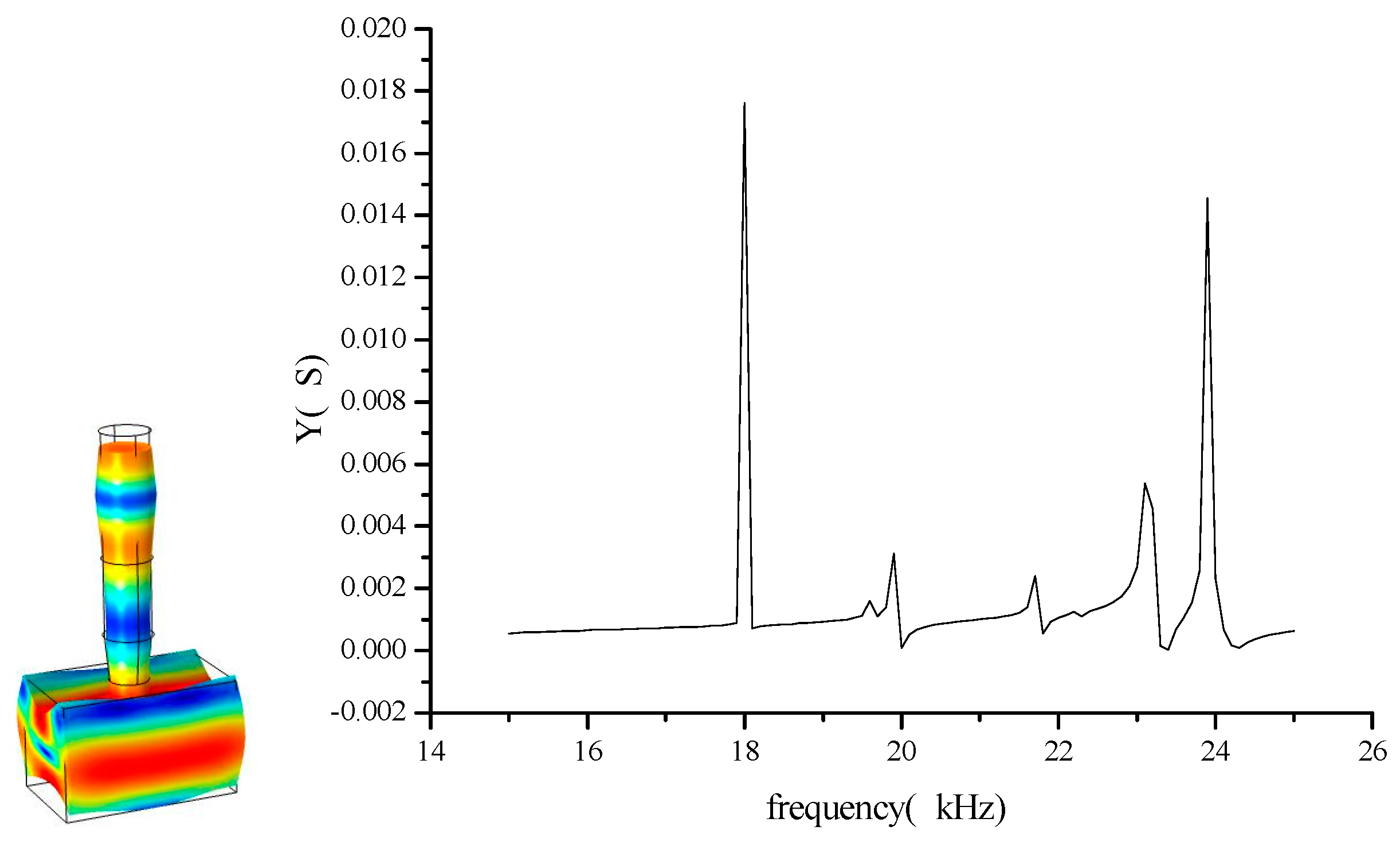
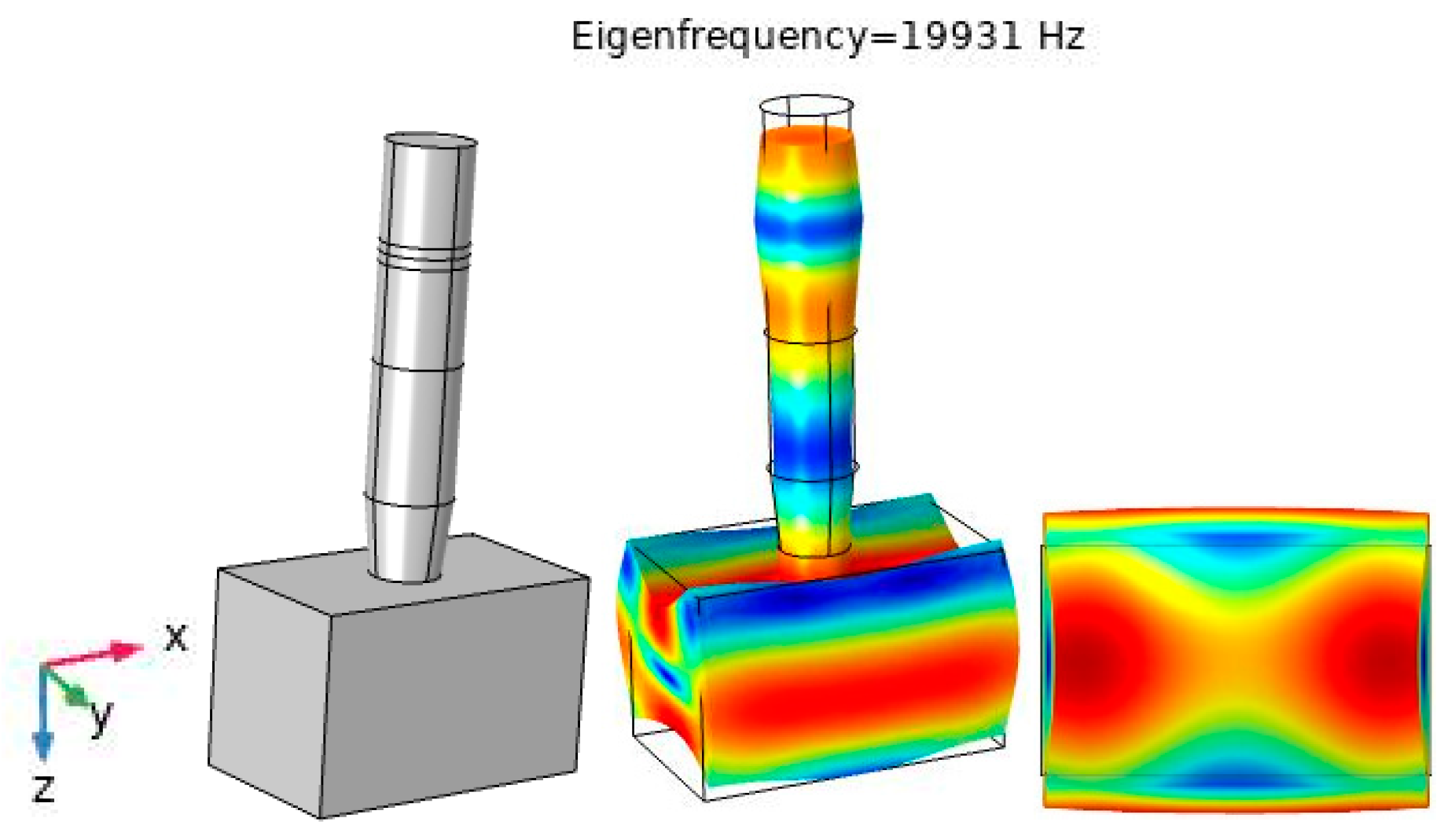
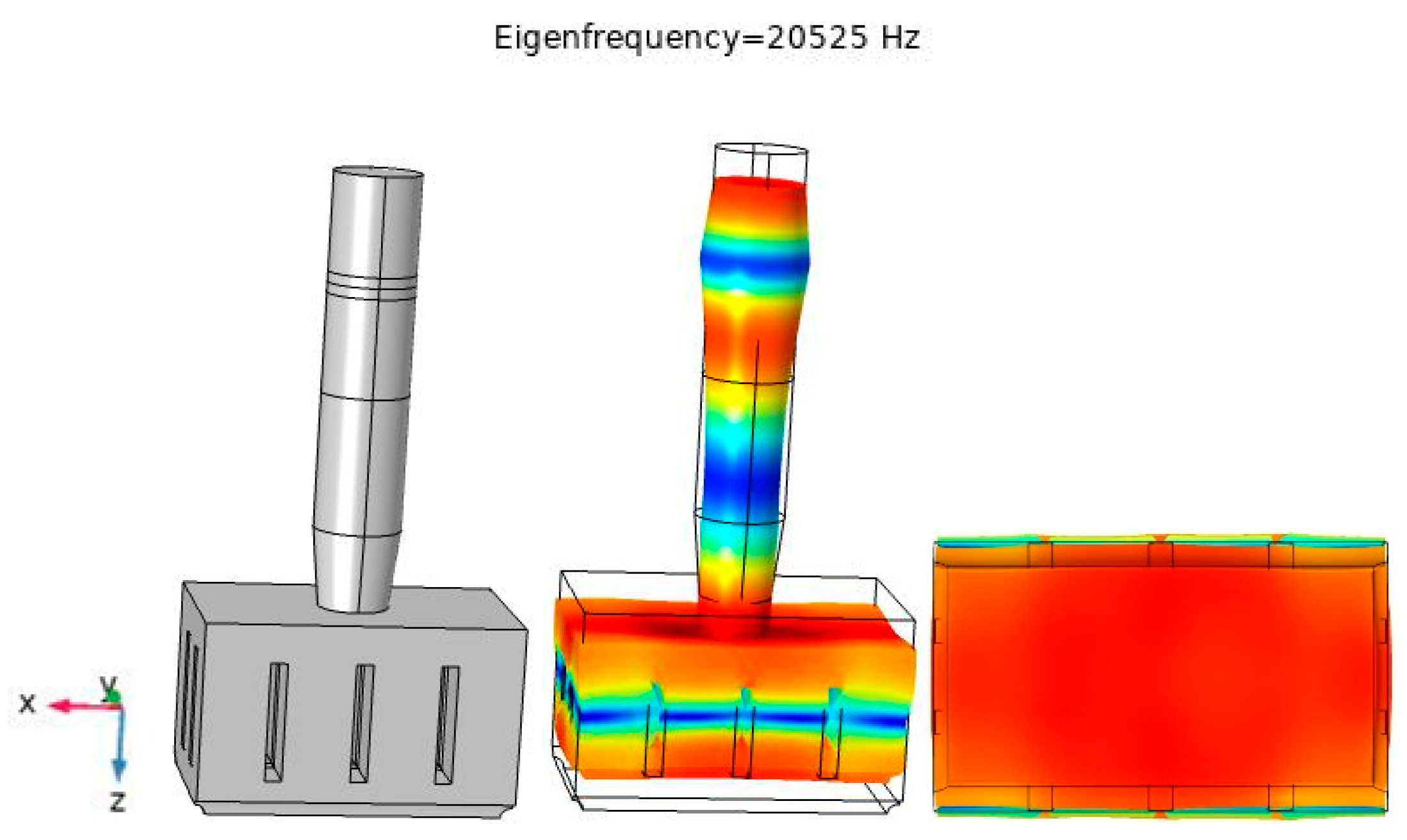
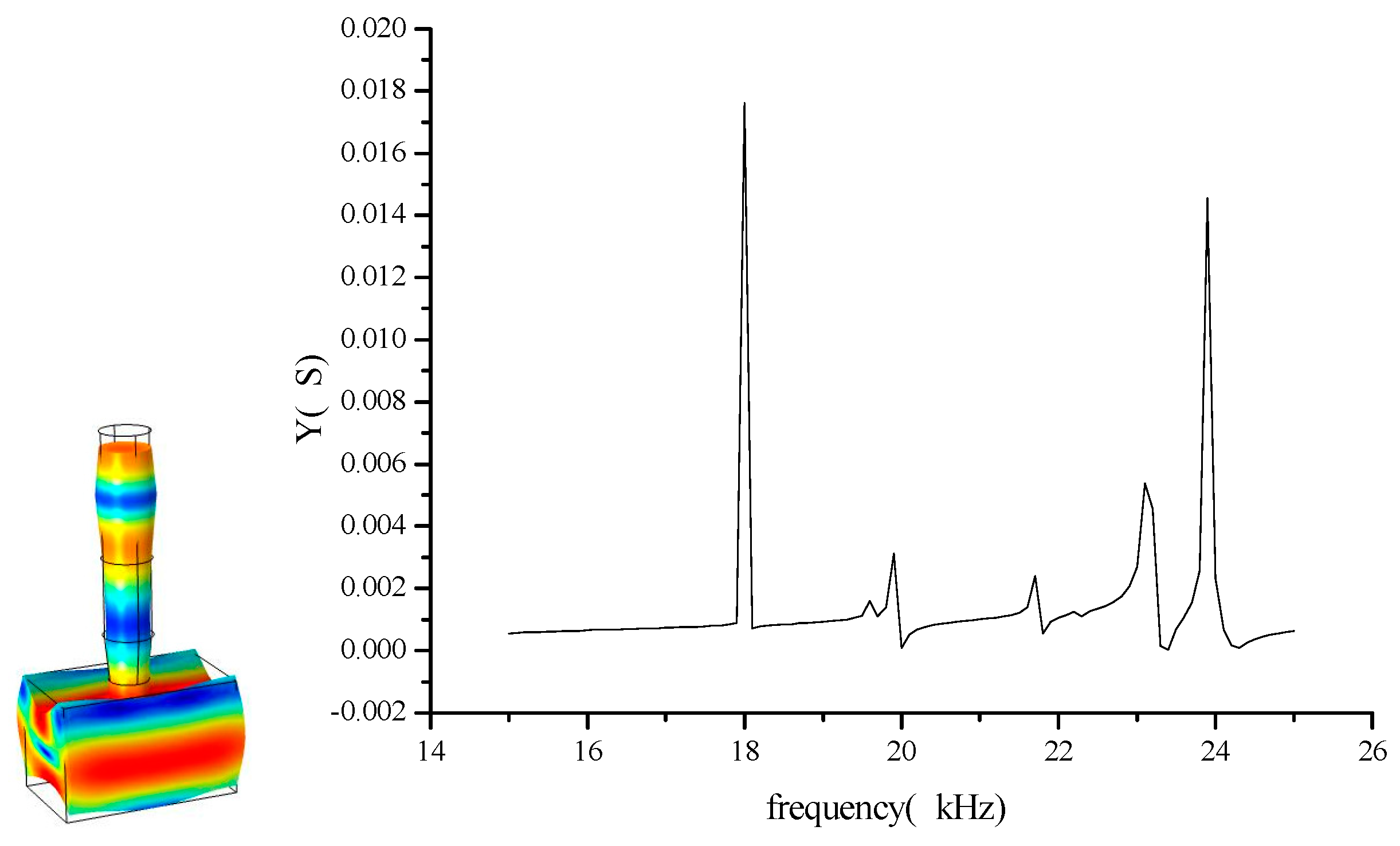
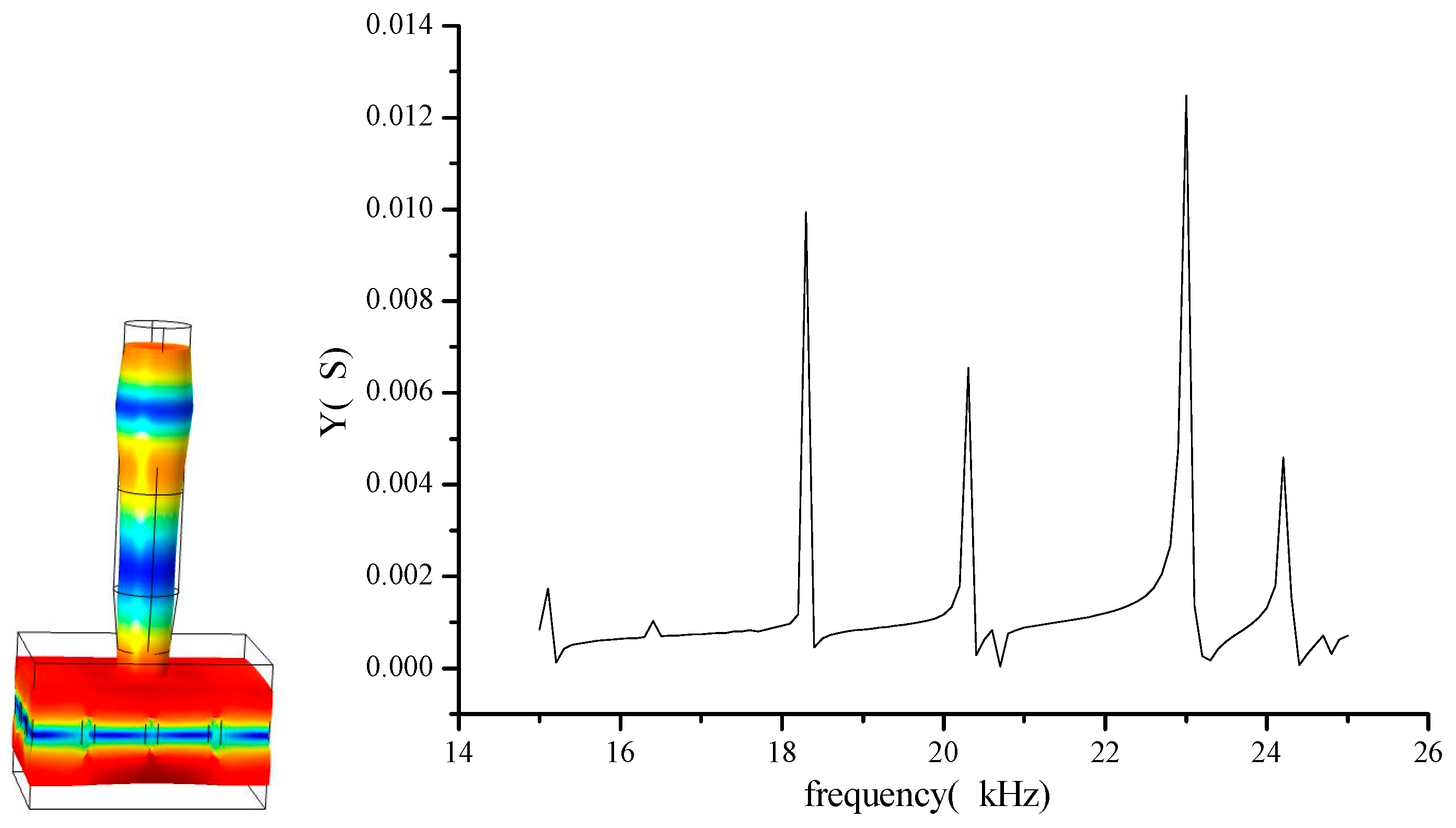
3.5. Finite Element Simulation of a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure
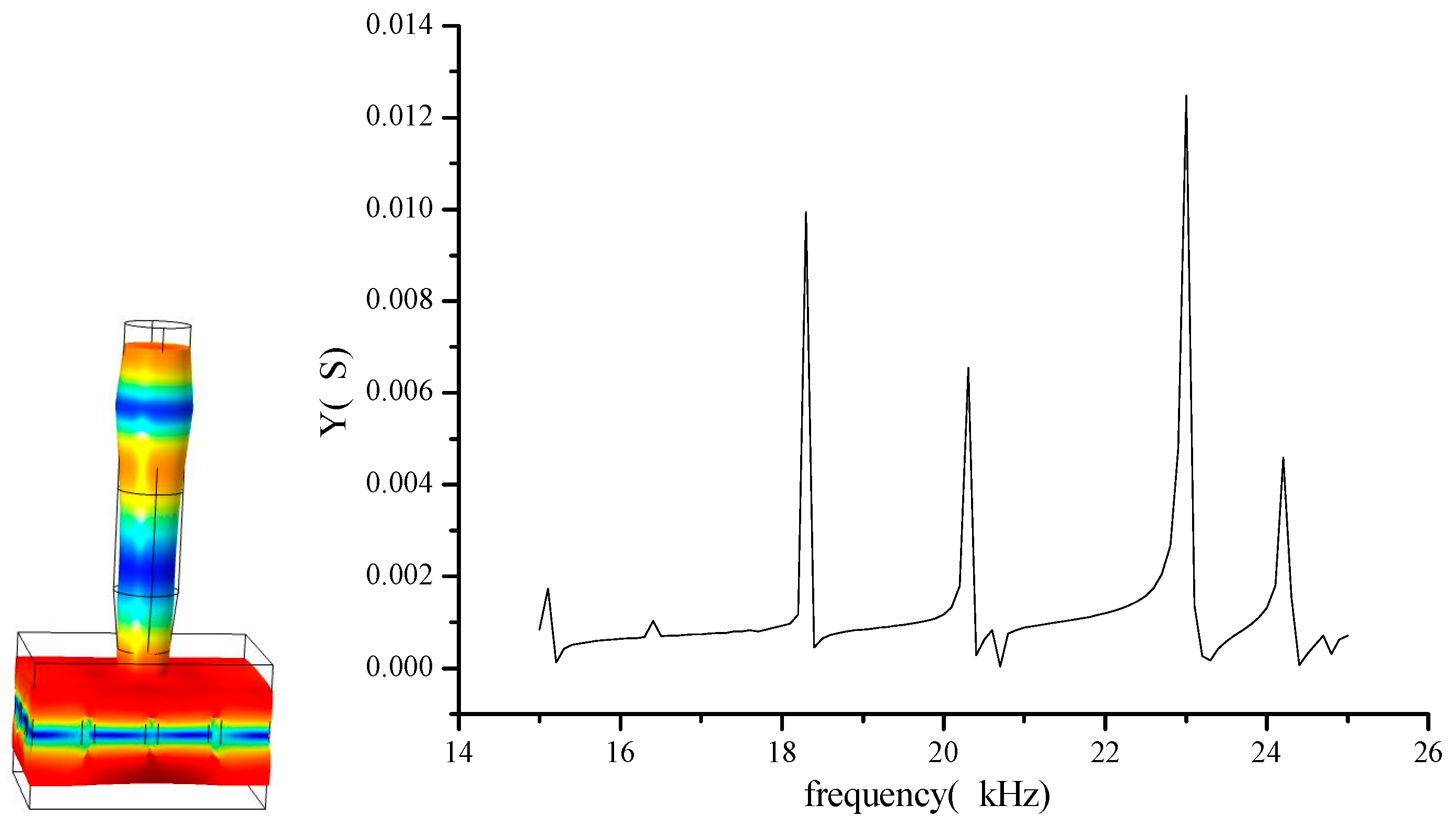
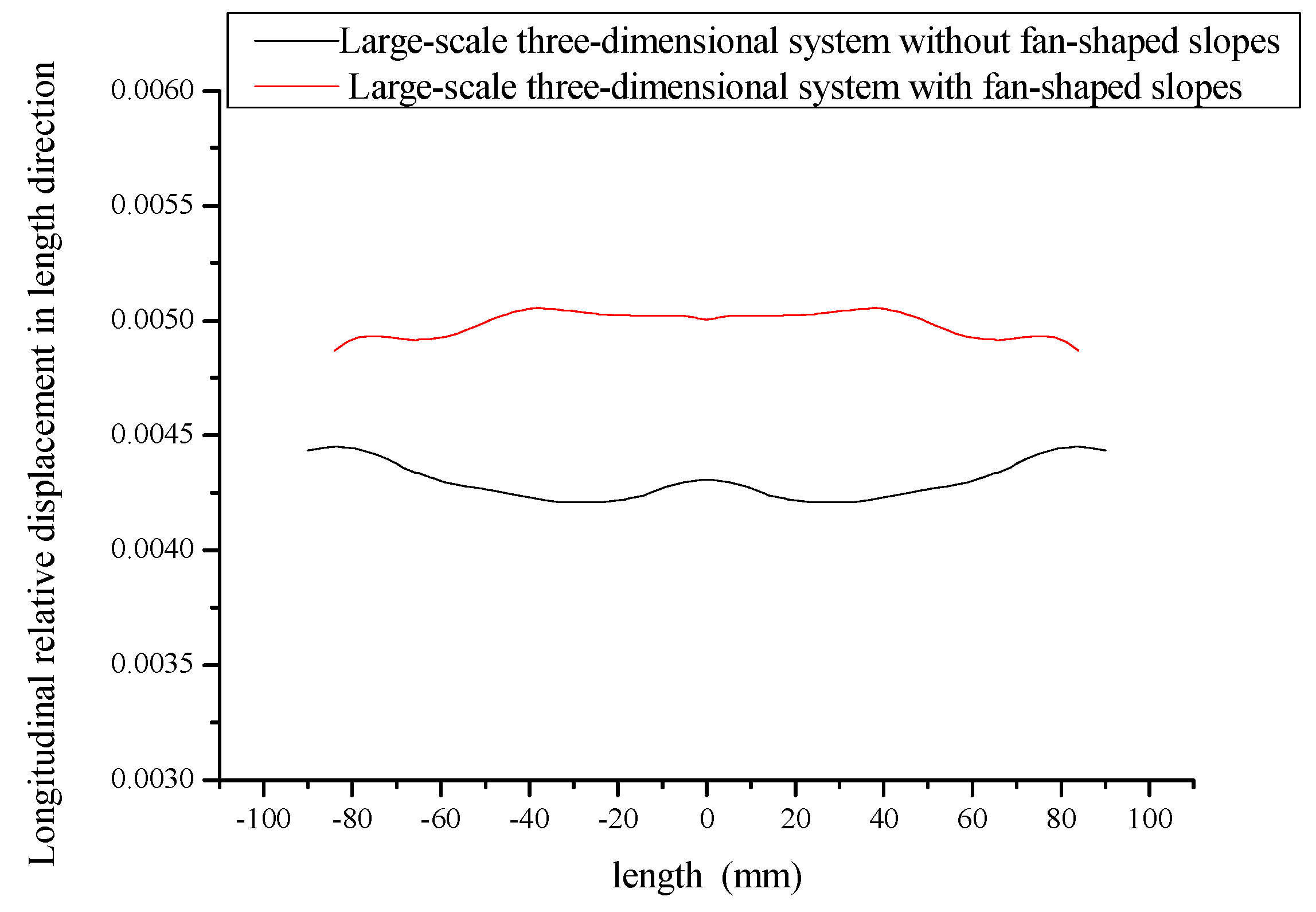
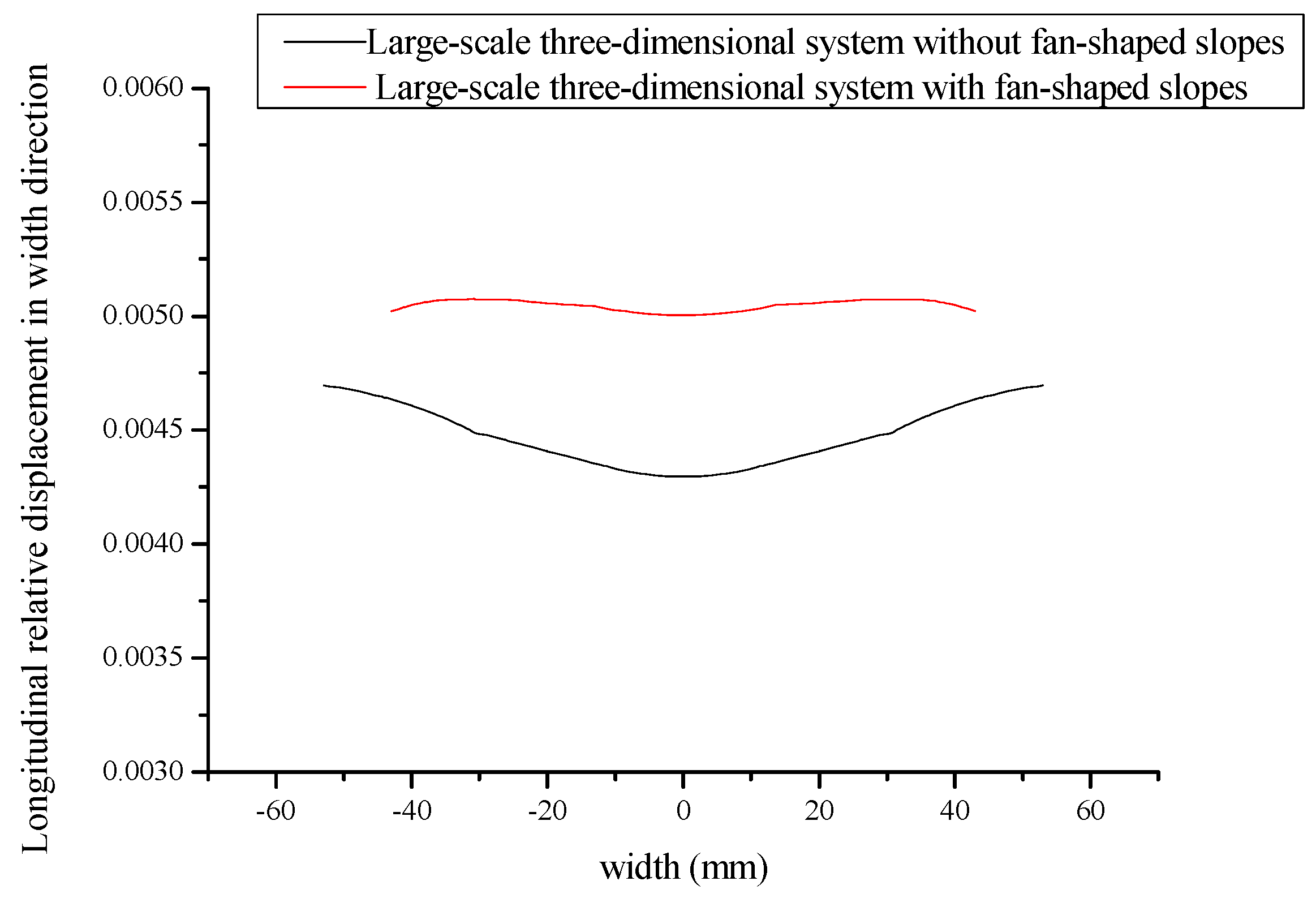
4. Optimal Design pf Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure
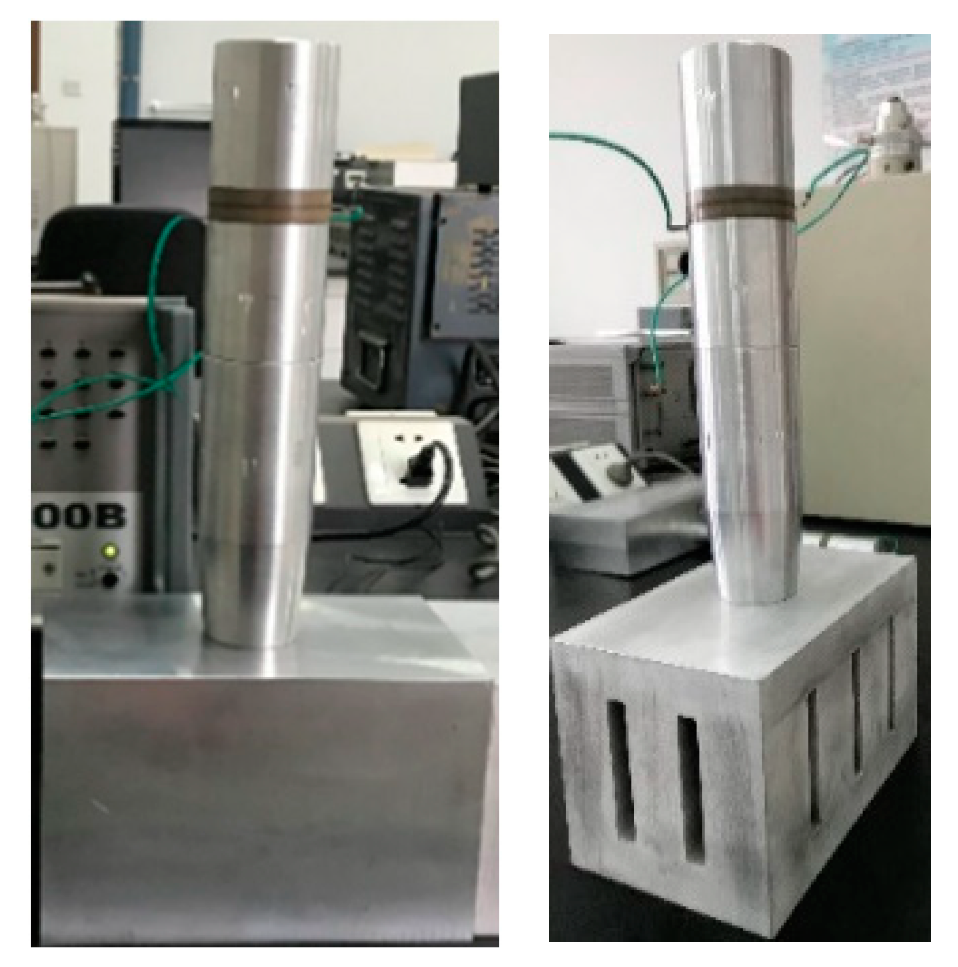
5. Experimental Validation
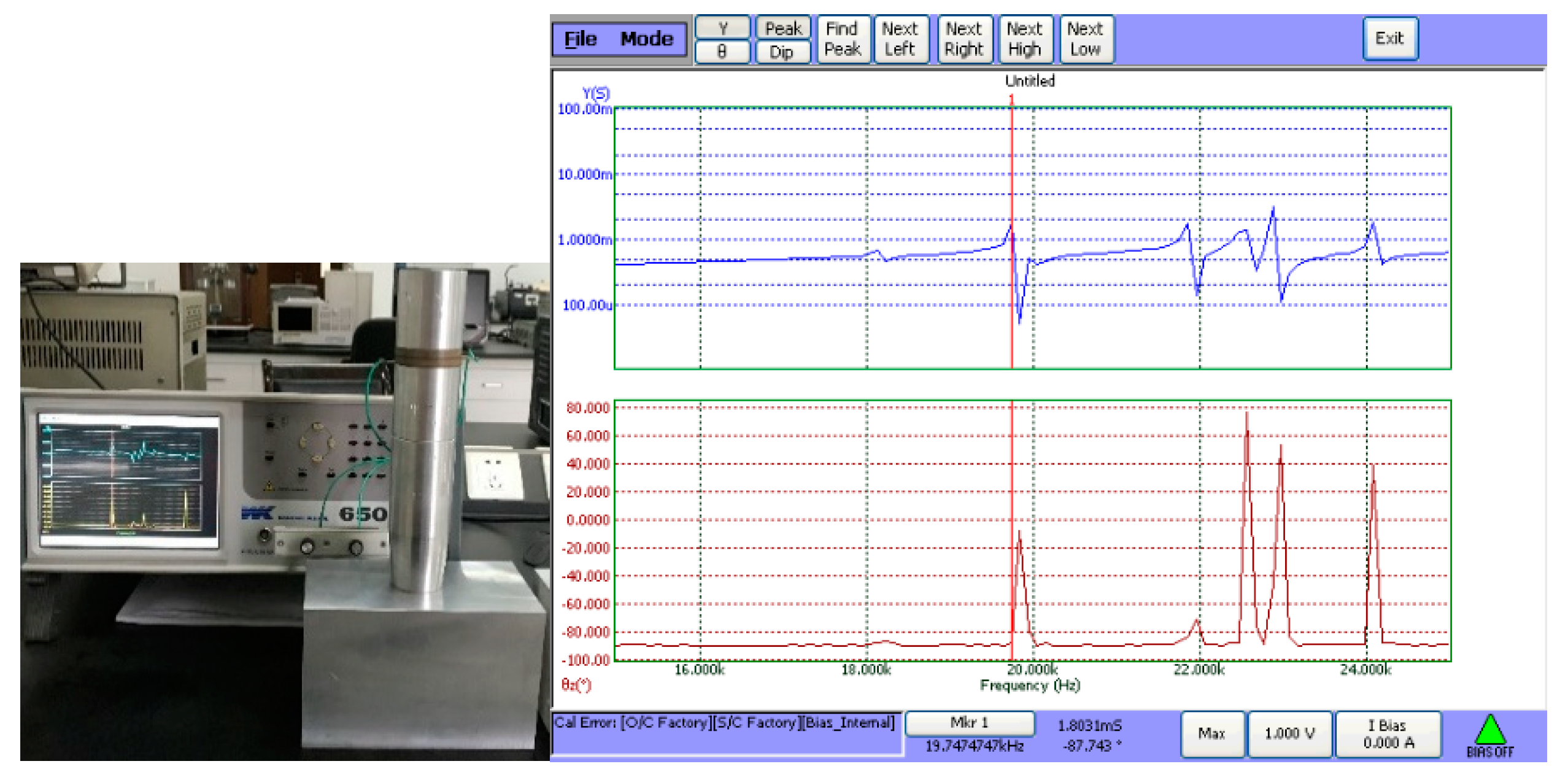
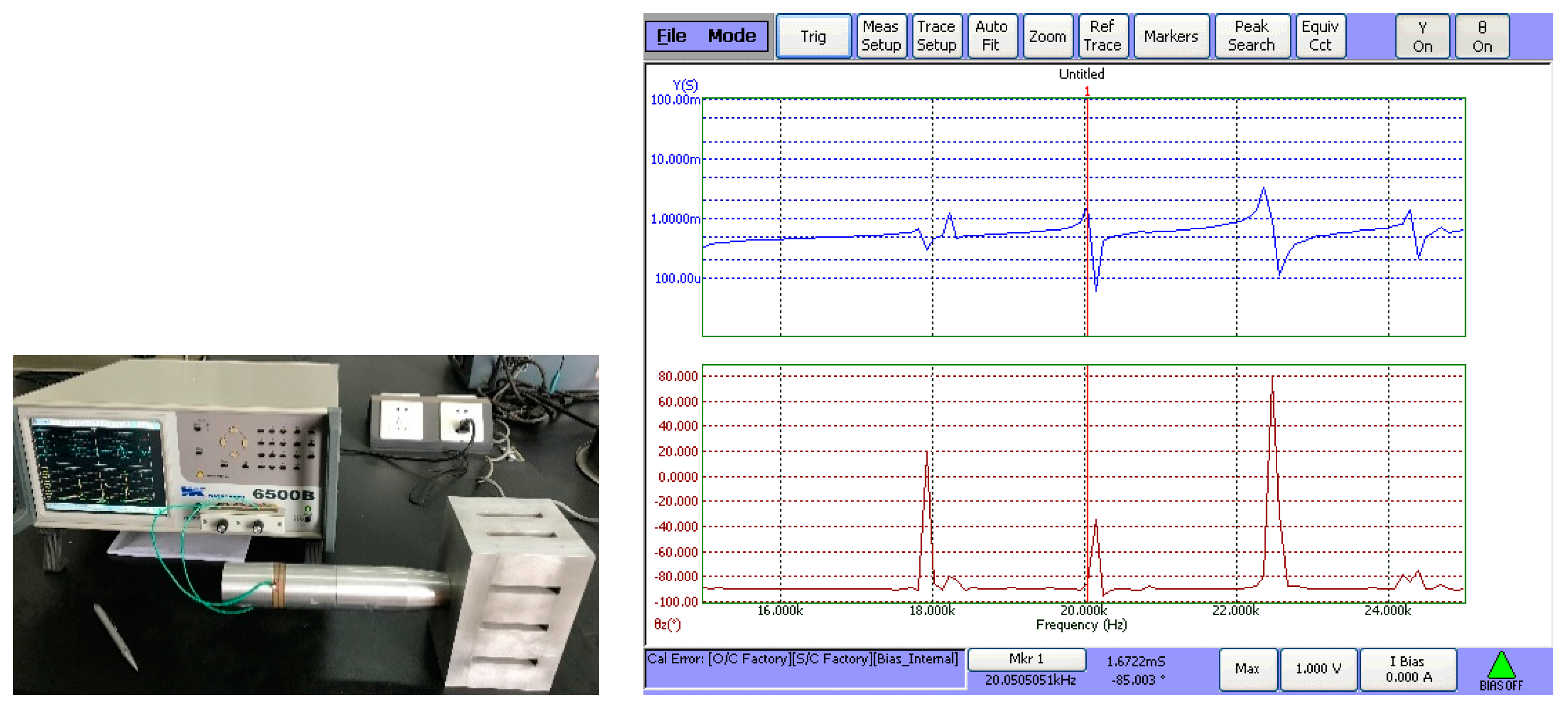
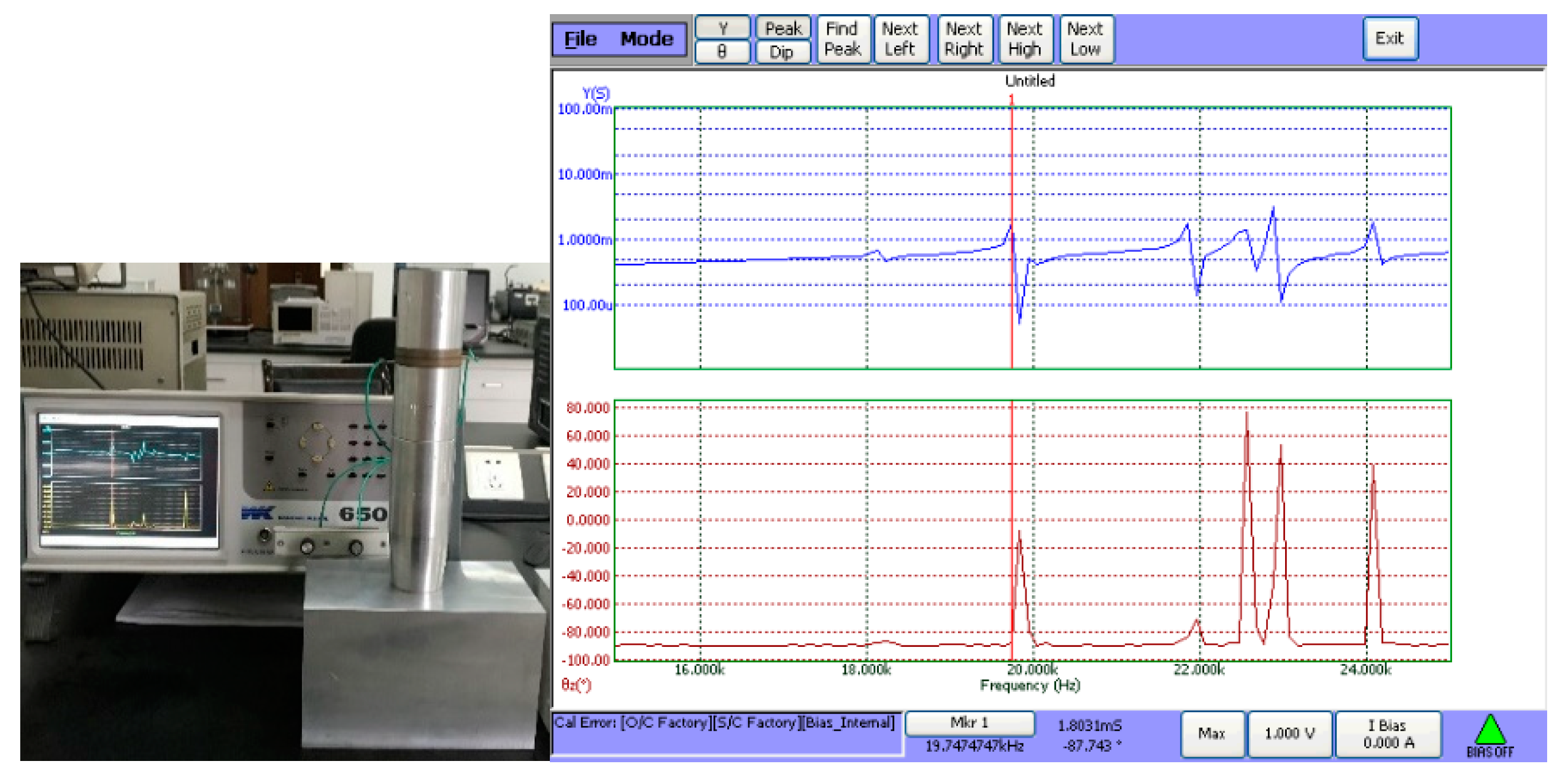
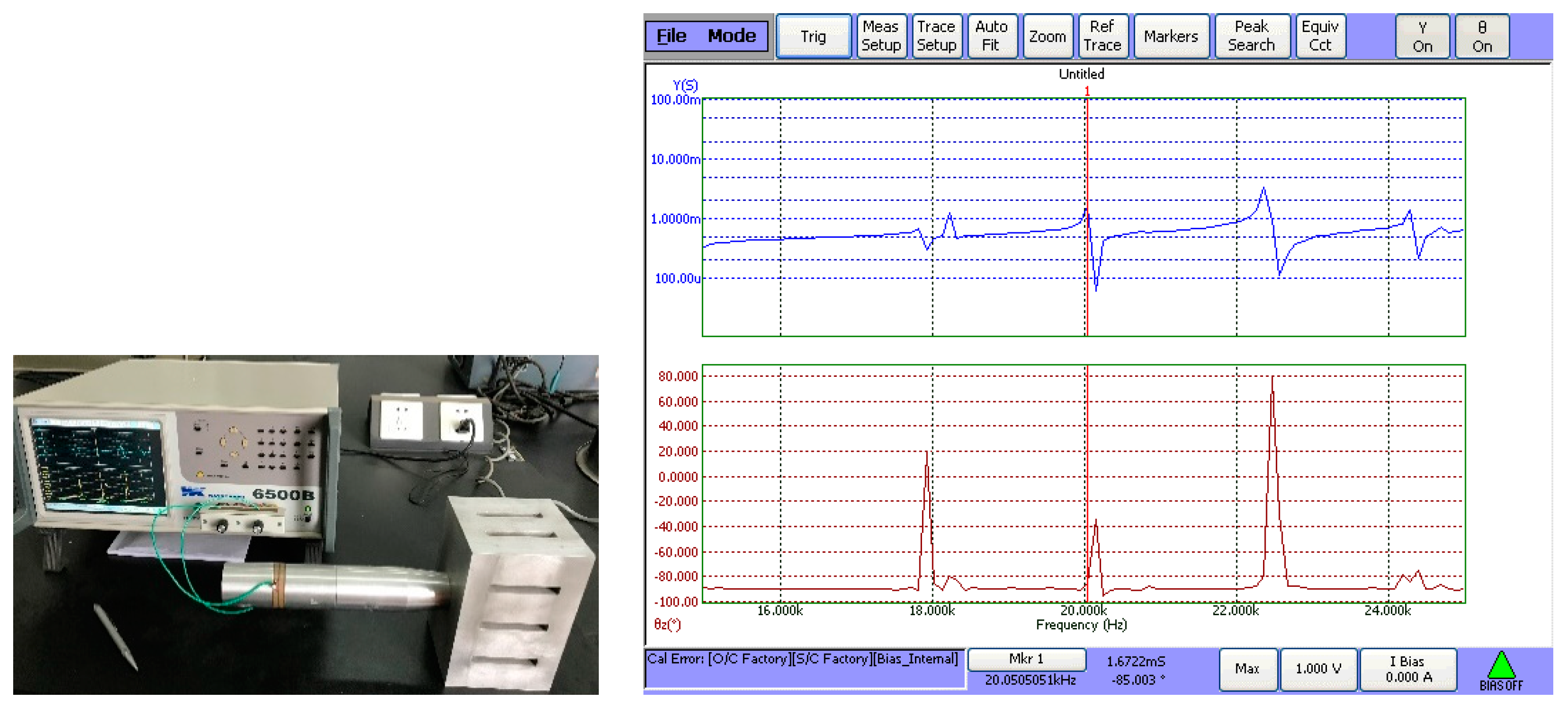
5.1. Measurement and Verification of Input Electric Impedance and Resonance Frequency
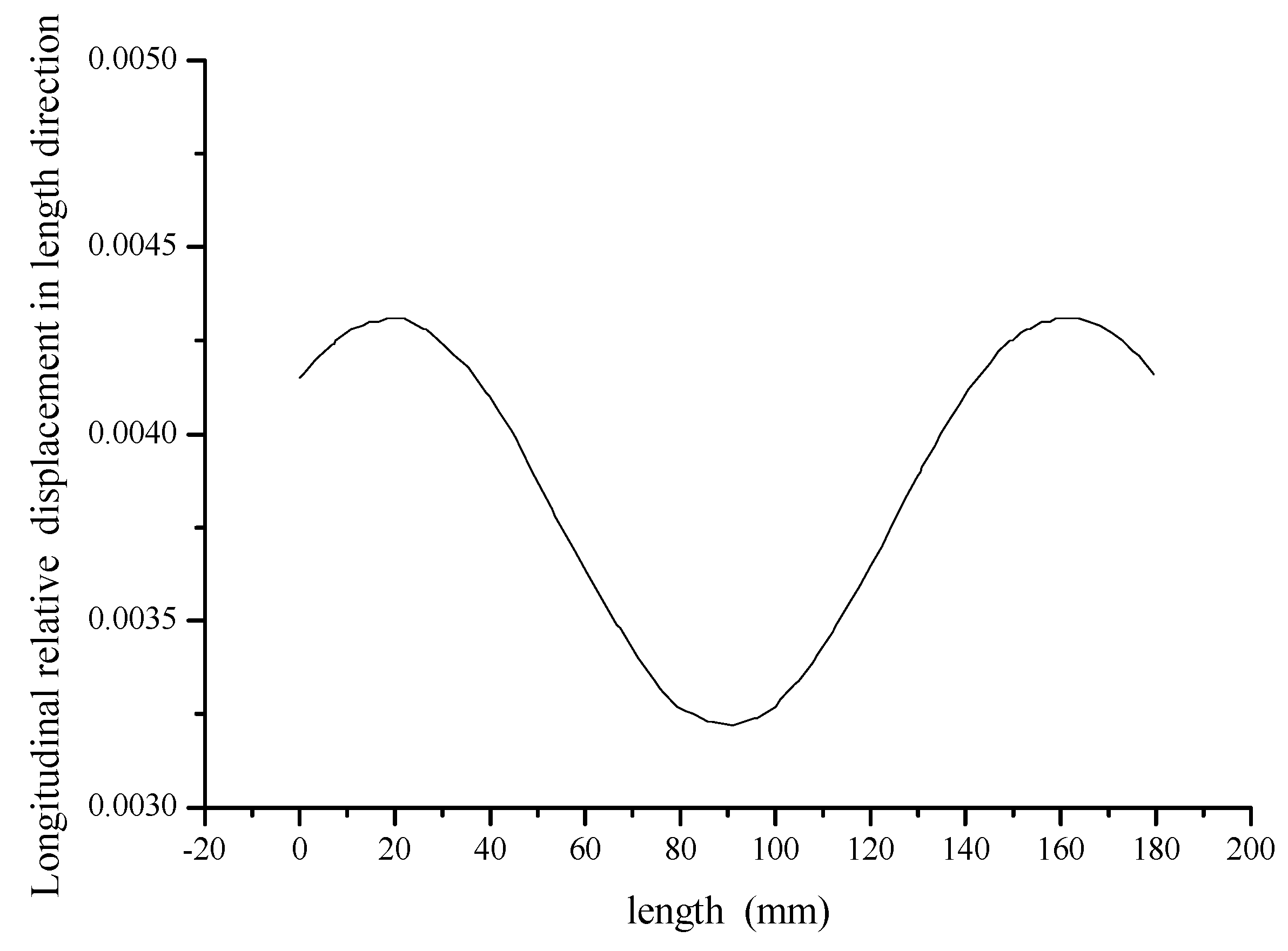
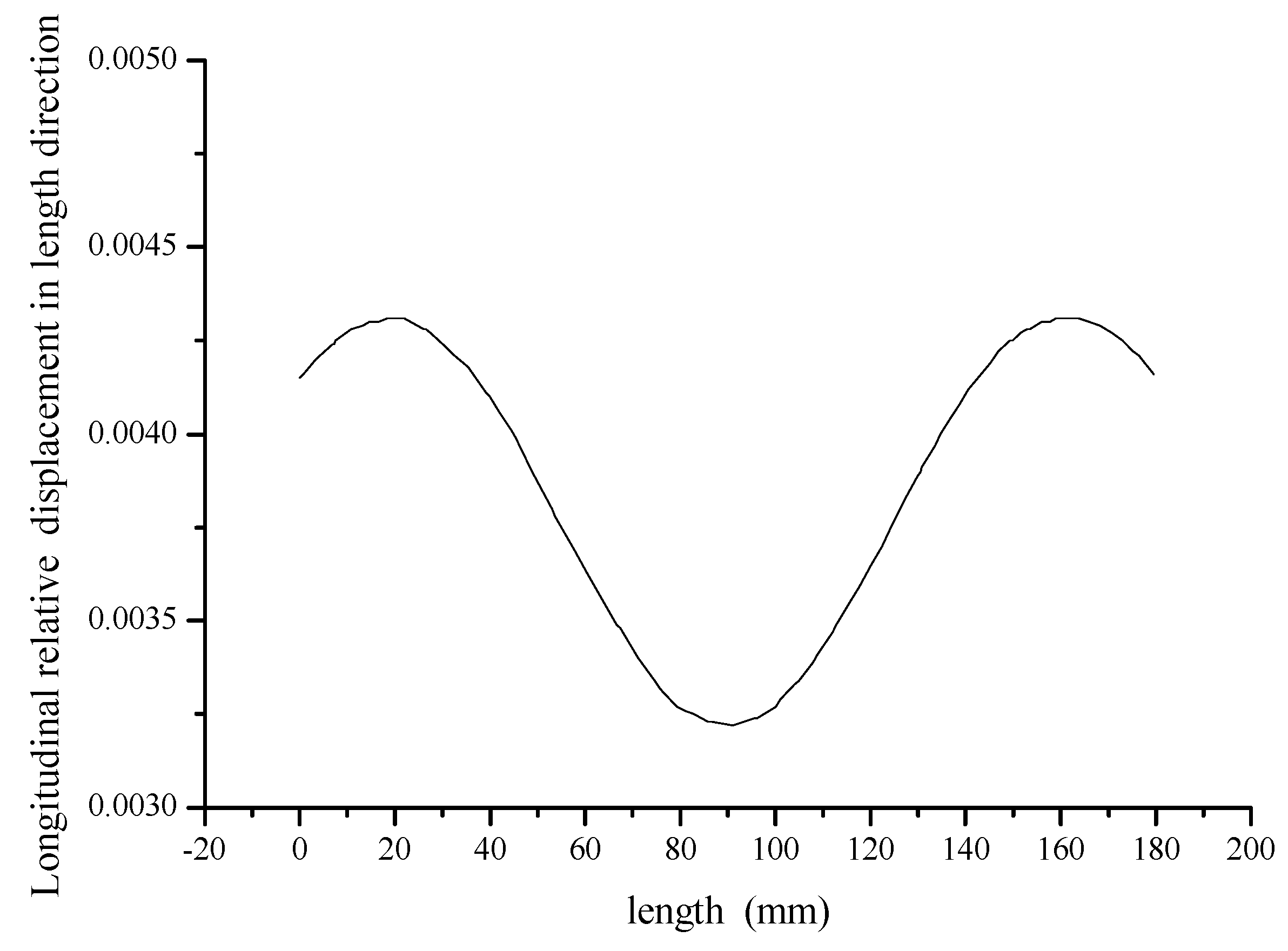
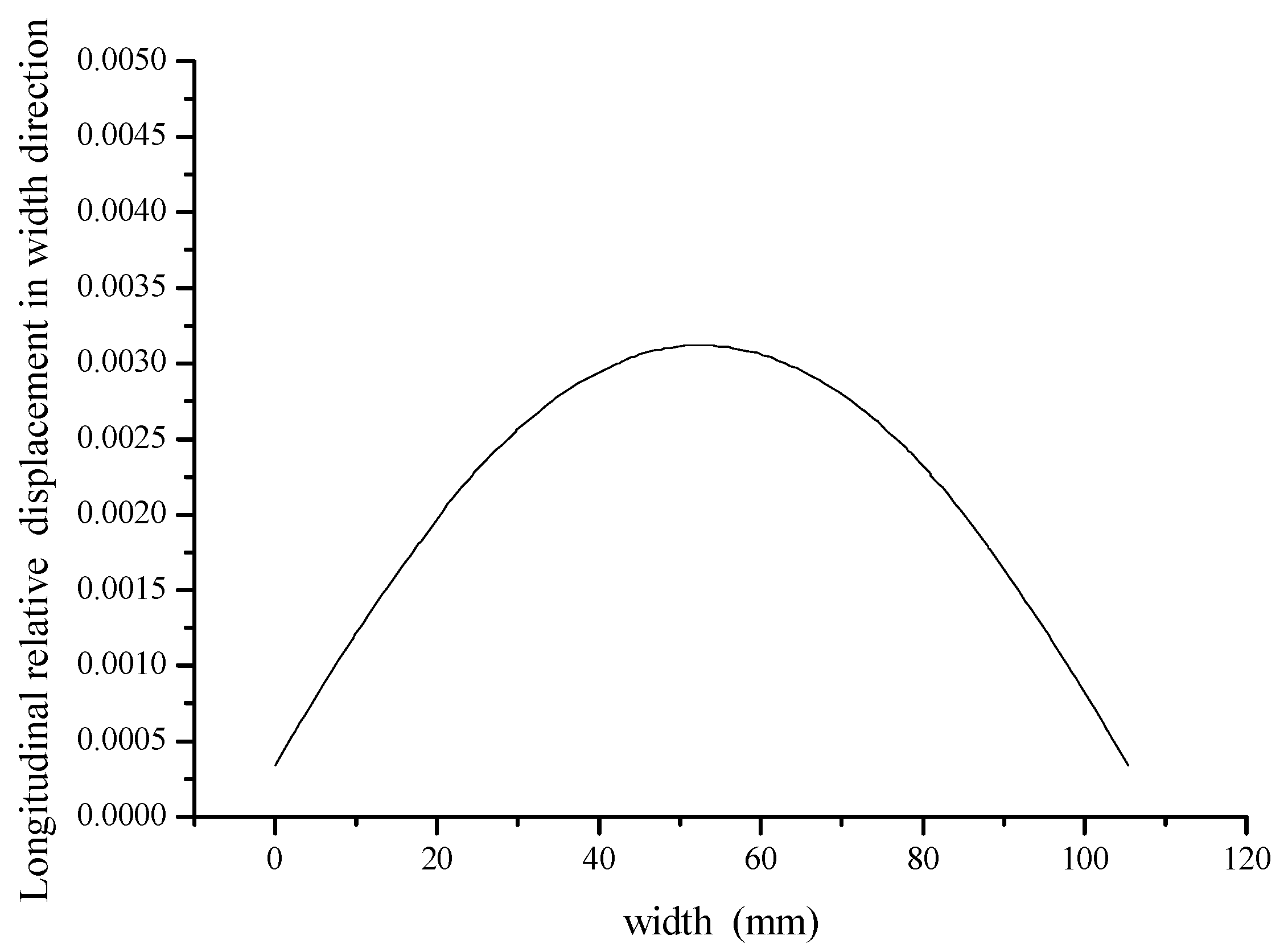
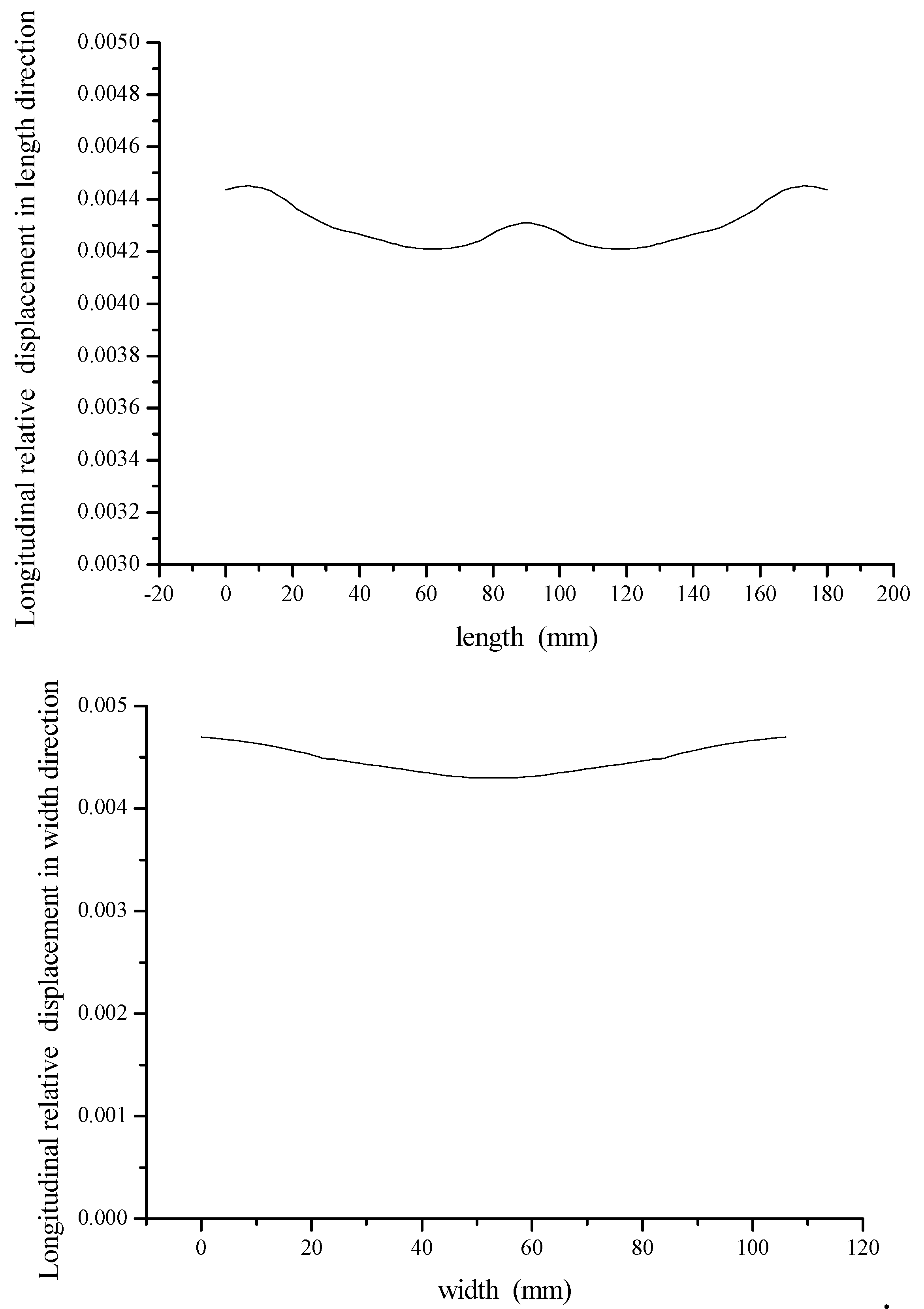
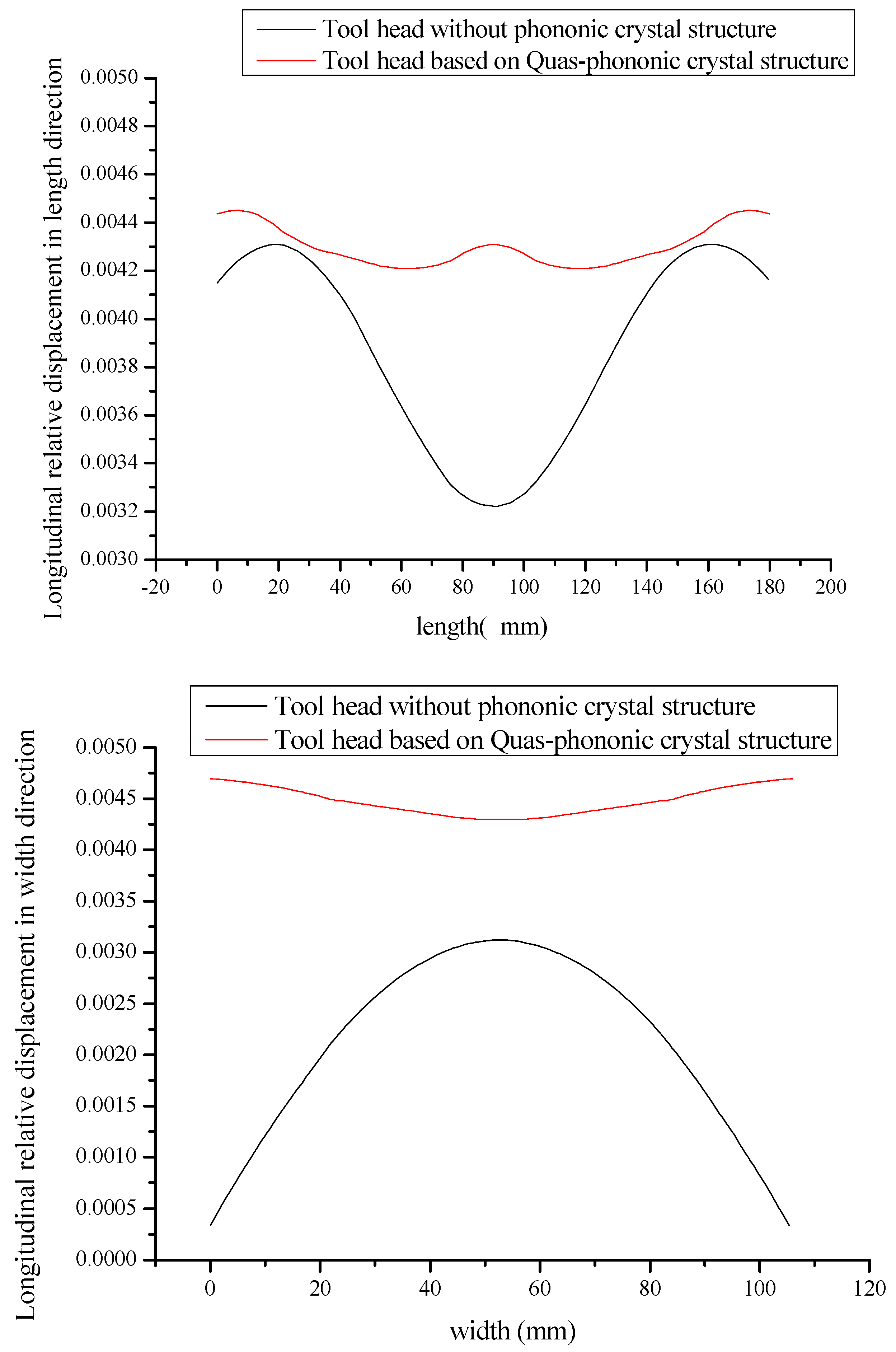
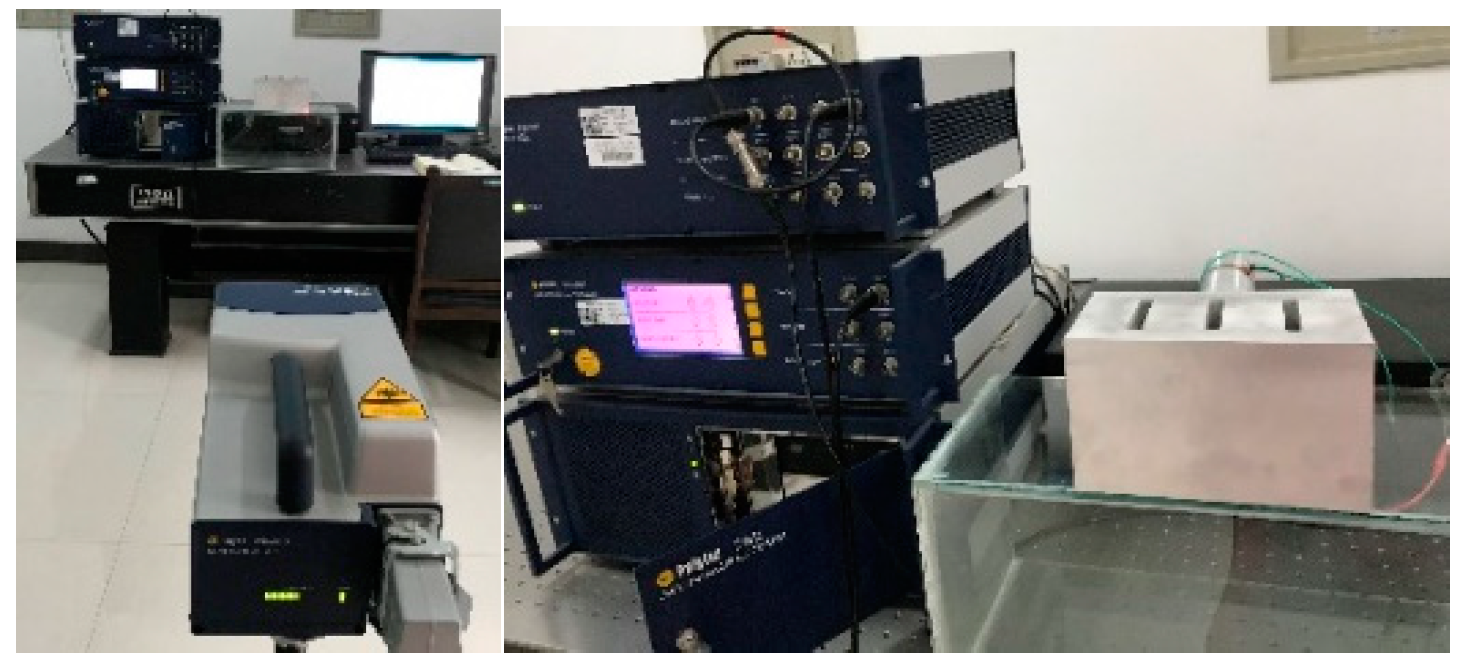
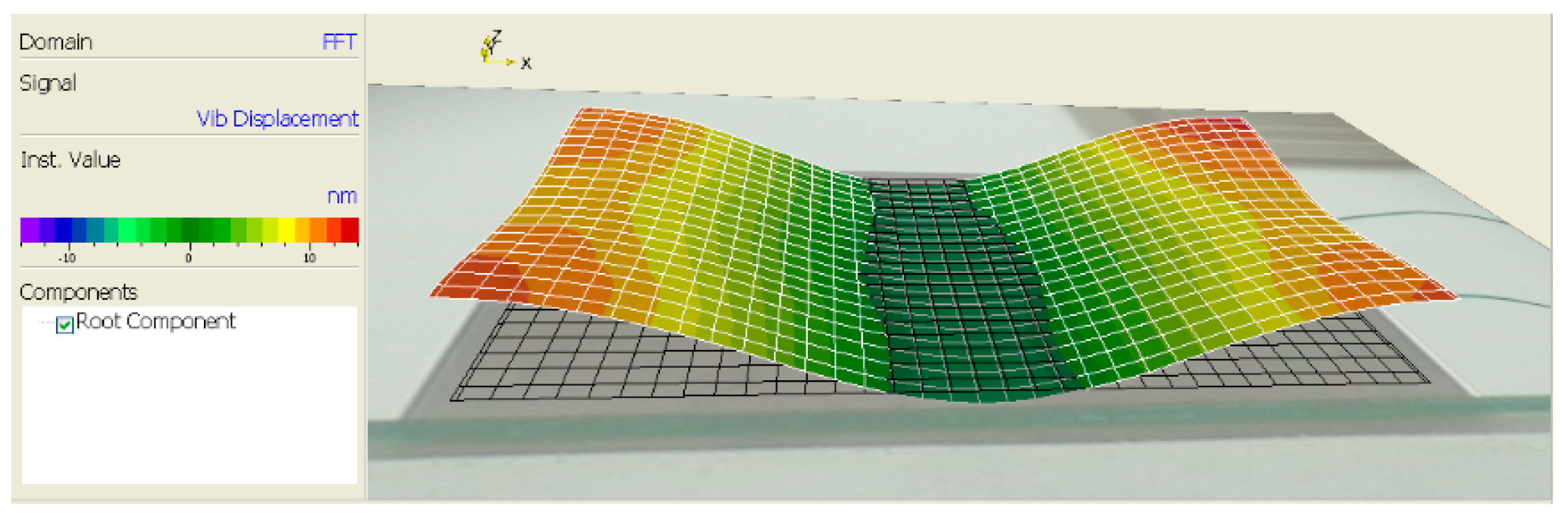
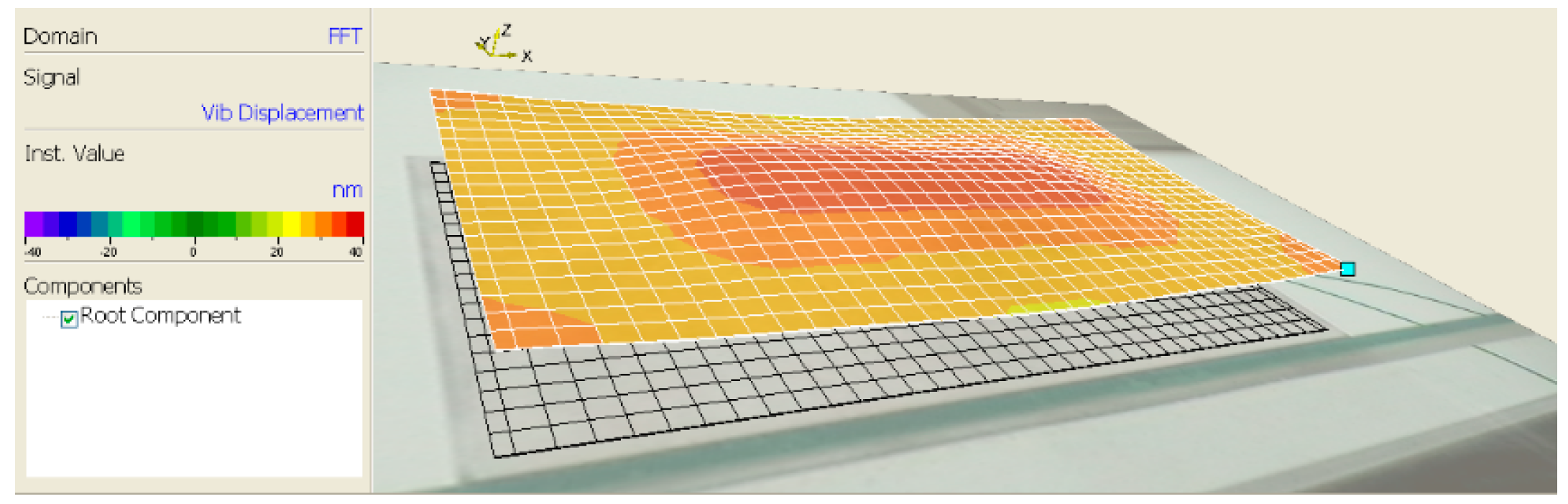
5.2. Measurement and Verification of Amplitude Distribution of Tool Head
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lin, S.Y.; Zhang, F.C. Cube coupling vibration of rectangular hexahedron with ultrasonic frequency. J. Acoust. 1991, 3, 91–97. [Google Scholar]
- Lin, S.Y.; Zhang, F.C. A Study of Coupled and Lateral Vibration in High Power Ultrasonic Vibrating. Acta Acust. United Acust. 1993, 79, 274–277. [Google Scholar]
- Koike, Y.; Ueha, S. A finite-element analysis of transient vibration of an ultrasonic welding tool. Jpn. J. Appl. Phys. 1993, 32, 2426–2429. [Google Scholar] [CrossRef]
- Andrea, C.; Margaret, L. Enhanced vibration performance of ultrasonic block horns. Ultrasonics 2002, 40, 365–369. [Google Scholar]
- Mori, E.; Itoh, K.; Imamura, A. Analysis of a short column vibrator by apparent elasticity method and its application. In Proceedings of the Ultrasonics International Conference, Sendai, Japan, 5–8 October 1997; pp. 262–266. [Google Scholar]
- Zhou, G.P.; Liang, M.J.; Wang, X. Study on large-scale ultrasonic vibrating body. Acoust. Tech. 2004, 3, 183–195. [Google Scholar]
- Liang, M.J.; Zhou, G.P.; Wang, J.X. Vibration analysis of long strip ultrasonic plastic welding mode. J. Shenzhen Polytech. 2003, 4, 5–8. [Google Scholar]
- Liang, Z.F.; Zhou, G.P.; Mo, X.P. A new design method of large-scale long strip ultrasonic plastic welding slotted welding head. Mech. Sci. Tech. 2008, 3, 334–337. [Google Scholar]
- Liang, Z.F.; Zhou, G.P.; Mo, X.P. Concise design of long strip ultrasonic plastic welding joint. Acoust. Tech. 2008, 1, 134–137. [Google Scholar]
- Liang, Z.F.; Zhou, G.P.; Zhang, Y.H. Optimization design of large-scale long strip ultrasonic plastic welding head. Mech. Des. Manu. 2009, 2, 235–236. [Google Scholar]
- Zhao, T.T.; Lin, S.Y.; Duan, Y.L. The suppression of the lateral vibration of ultrasonic plastic welding tools by the phonon like crystal structure. Acta Phys. Sin. 2018, 67, 280–285. [Google Scholar]
- Wang, S.; Lin, S.Y. Optimization design of large size sandwich transducer based on two-dimensional phononic crystal. Acta Phys. Sin. 2019, 68, 024303-1–024303-6. [Google Scholar]
- Wang, S.; Lin, S.Y. Optimization on ultrasonic plastic welding systems based on two-dimensional phononic crystal. Ultrasonics 2019, 99, 1–6. [Google Scholar] [CrossRef] [PubMed]
- O’Shea, K. Enhanced vibration control of ultrasonic tooling using finite element analysis. Vib. Anal. Anal. Comput. 1991, E37, 259–265. [Google Scholar]
- Chen, X.M. Study on ultrasonic coupling vibration of large-scale rectangular vibrating body[D]. Shaanxi Norm. Univ. 2008. [Google Scholar]
- Wen, X.S. Phononic Crystal; National Defense Industry Press: Beijing, China, 2009; Volume 1, pp. 10–12. [Google Scholar]
- Vasseur, J.O.; deymier, P.A.; Djafari-Rouhani, B.; Pennec, Y. Absolute forbidden bands and growing in two-dimensional photovoltaic crystal plates. Phys. Rev. B Cond. Mater. 2008, 20, 439–446. [Google Scholar]
- Liang, T.L. Study on Band Gap Characteristics of Two-Dimensional Quasi Periodic Phononic Crystals; Beijing Jiaotong University: Beijing, China, 2012. [Google Scholar]
- Xian, X.J.; Lin, S.Y. Study on the compound multifrequency ultrasonic transducer in flexural vibration. Ultrasonics 2008, 7, 202–208. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.; Bie, W.B.; Wang, X.B.; Chen, F.; Chang, B.Q. Design and experimental investigation on longitudinal-torsional composite horn considering the incident angle of ultrasonic wave. Int. J. Adv. Manu. Tech. 2019, 105, 1–4. [Google Scholar] [CrossRef]
- Morozov, E.V.; Lopatin, A.V.; Taygin, V.B. Design, analysis, manufacture and testing of composite corrugated horn for the spacecraft antenna system. Comput. Struct. 2016, 12, 136. [Google Scholar] [CrossRef]
- Zheng, X.; Liu, Y.; Luo, A.; Liu, C.S. Realization of longitudinal torsional composite vibration of conical composite horn. Mech. Sci. Tech. 2013, 32, 1186–1189. [Google Scholar]
- Liu, Z.X.; Liu, Y.Q.; Bai, Y.B.; Su, B.L. Optimal design of stepped-cone ultrasonic horn with center hole. Manufac. Auto. 2018, 40, 42–45. [Google Scholar]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, J.; Lin, S. Study on a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure. Crystals 2020, 10, 21. https://doi.org/10.3390/cryst10010021
Lin J, Lin S. Study on a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure. Crystals. 2020; 10(1):21. https://doi.org/10.3390/cryst10010021
Chicago/Turabian StyleLin, Jiyan, and Shuyu Lin. 2020. "Study on a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure" Crystals 10, no. 1: 21. https://doi.org/10.3390/cryst10010021
APA StyleLin, J., & Lin, S. (2020). Study on a Large-Scale Three-Dimensional Ultrasonic Plastic Welding Vibration System Based on a Quasi-Periodic Phononic Crystal Structure. Crystals, 10(1), 21. https://doi.org/10.3390/cryst10010021