
Functionalized Coal Fly Ash Is an Efficient Catalyst for Synthesizing Furfural from Xylose at a Low Catalyst Load

Abstract
:1. Introduction
2. Results and Discussion
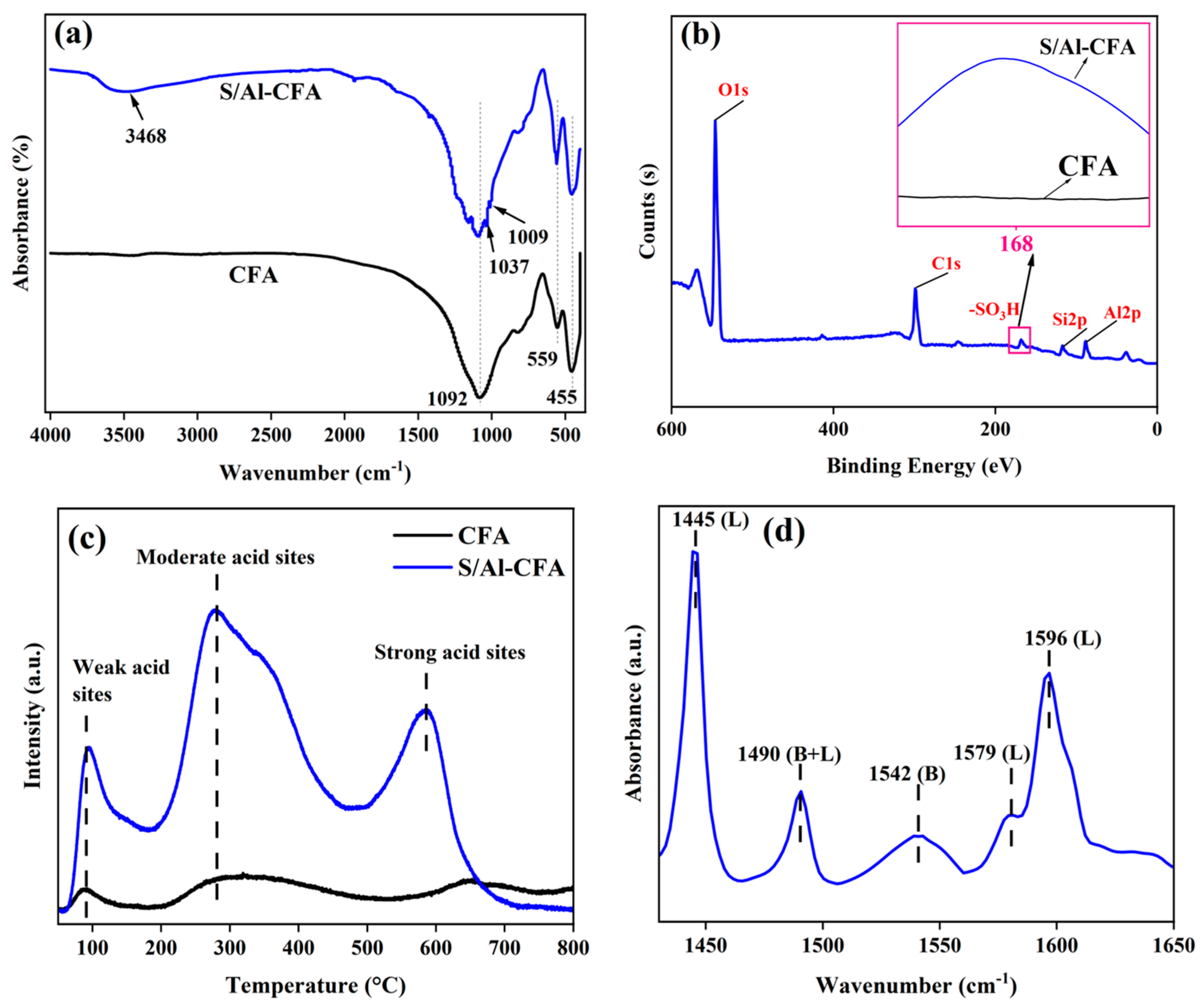
2.1. Characterization of Catalysts
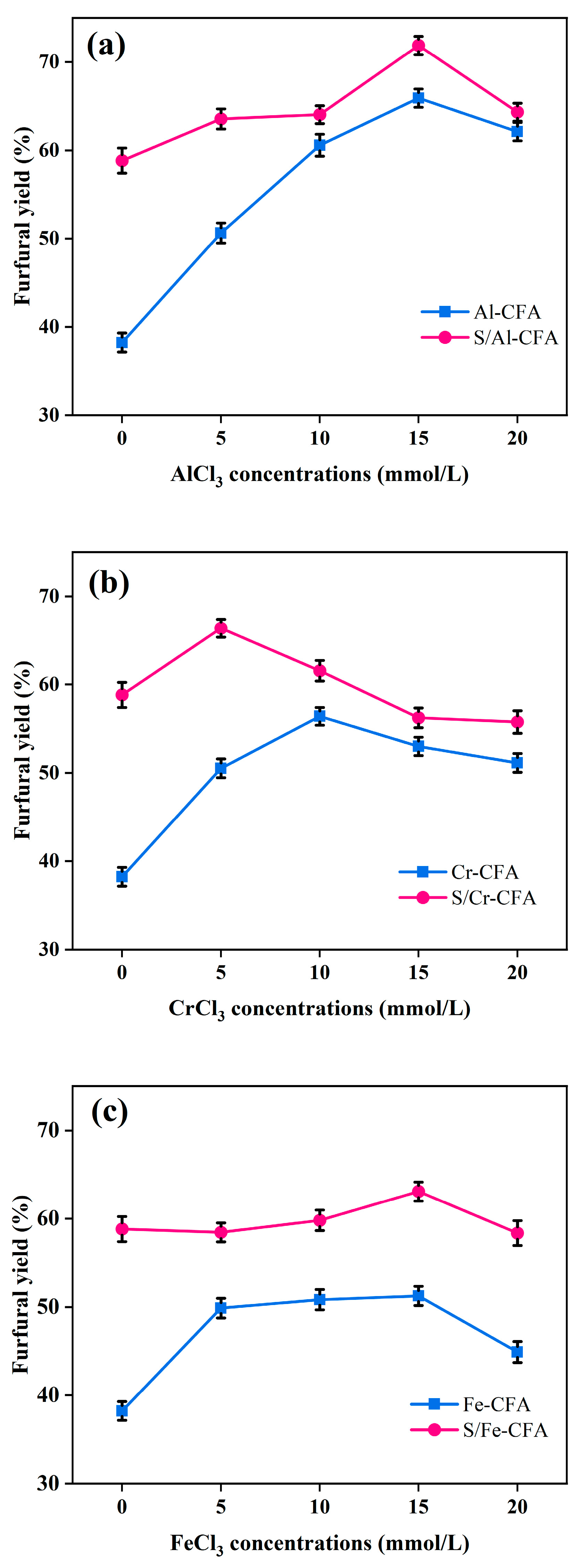
2.2. Effects of Using Modified CFA on the Furfural Yield
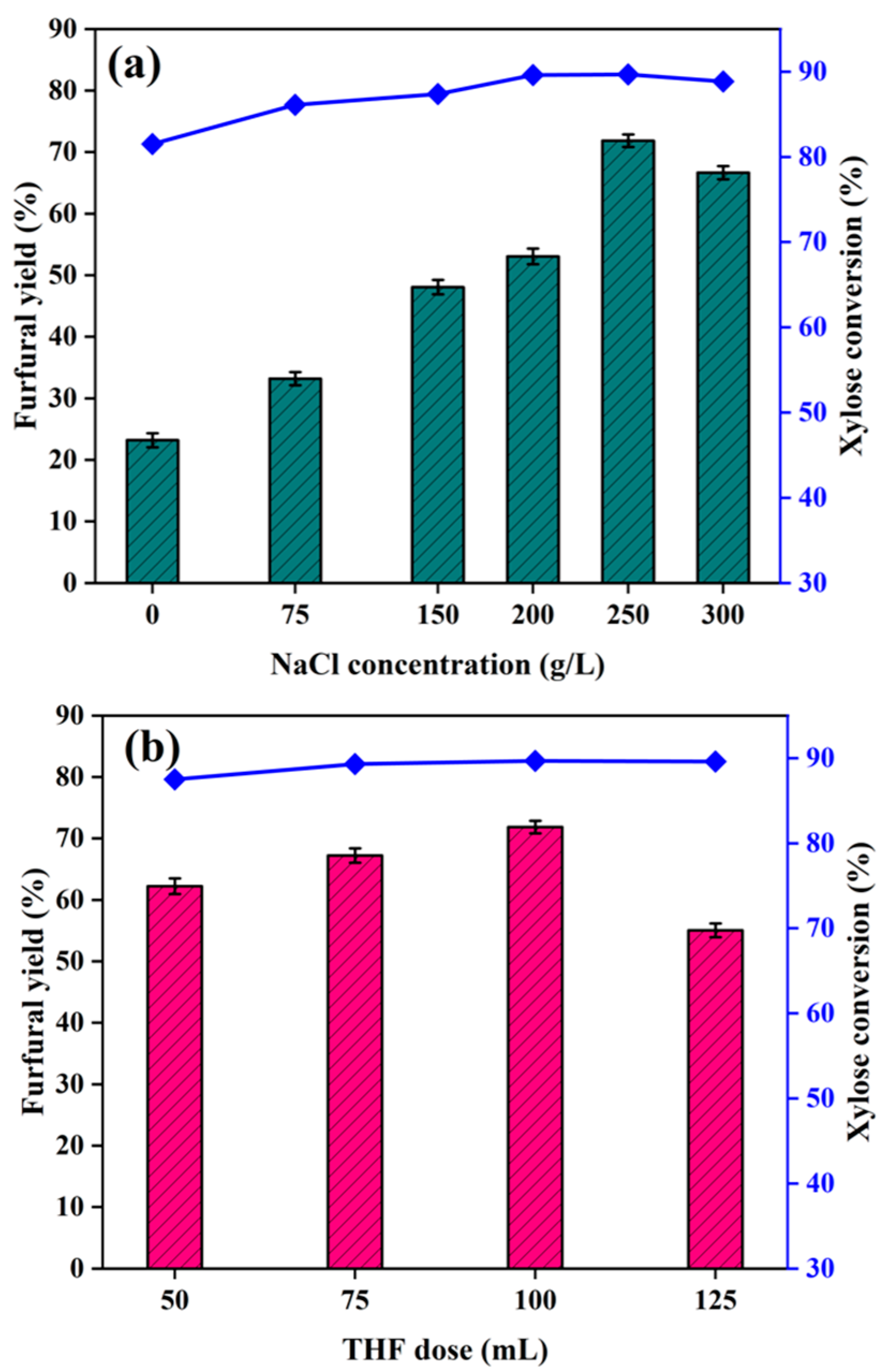
2.3. Reaction System Determination
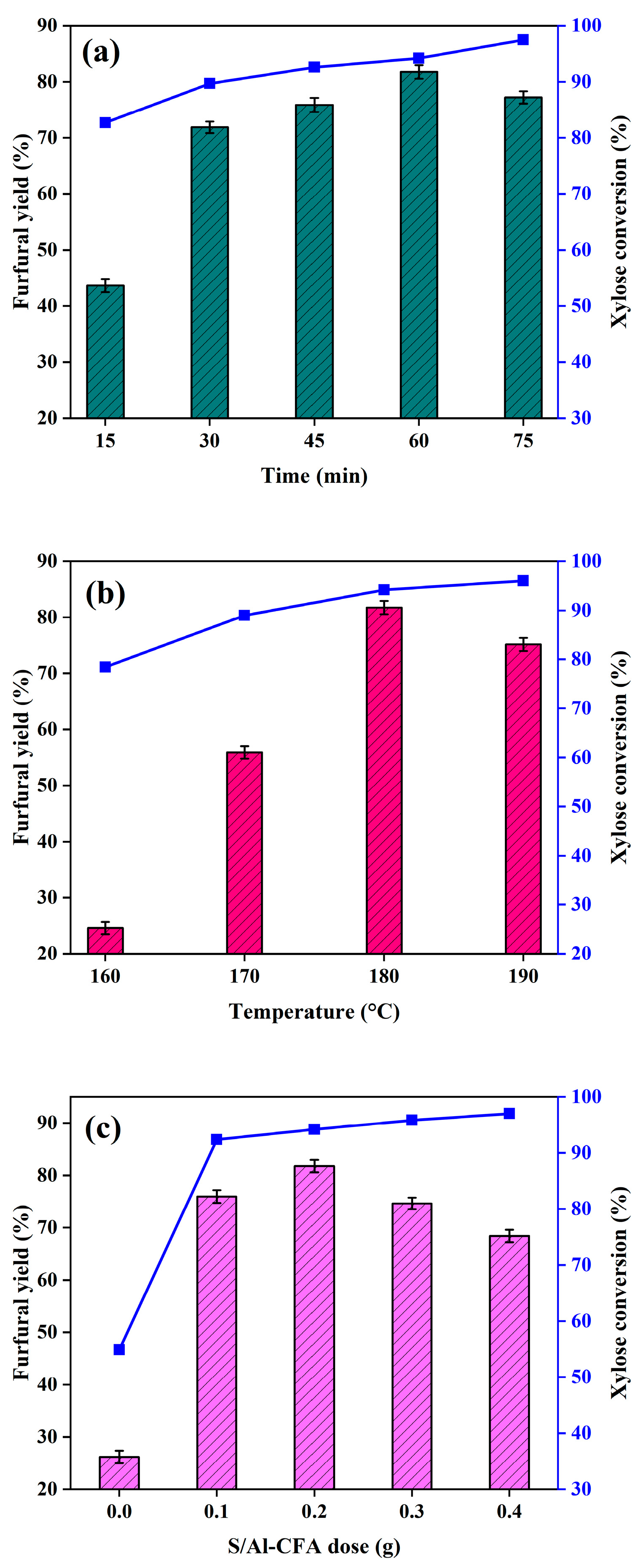
2.4. Optimizing the Reaction Conditions
2.5. Separation and Recovery of Catalytic System Components
2.6. Catalyst Recyclability
2.7. S/Al-CFA Catalysis of Corncob Hydrolysates
3. Materials and Methods
3.1. Materials
3.2. Preparation of Modified CFA Solid Acid Catalysts
3.3. Catalyst Characterization
3.4. Production of Xylose-Rich Hydrolysate from Corncobs
3.5. Catalytic Tests
3.6. Product Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jaswal, A.; Singh, P.P.; Mondal, T. Furfural—A versatile, biomass-derived platform chemical for the production of renewable chemicals. Green Chem. 2021, 24, 510–551. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, Z.; Wu, T.Y.; Zhang, L. Furfural from pyrolysis of agroforestry waste: Critical factors for utilisation of C5 and C6 sugars. Renew. Sustain. Energy Rev. 2023, 176, 113194. [Google Scholar] [CrossRef]
- Mariscal, R.; Maireles-Torres, P.; Ojeda, M.; Sádaba, I.; López Granados, M. Furfural: A renewable and versatile platform molecule for the synthesis of chemicals and fuels. Energy Environ. Sci. 2016, 9, 1144–1189. [Google Scholar] [CrossRef]
- Qing, Q.; Guo, Q.; Zhou, L.; Wan, Y.; Xu, Y.; Ji, H.; Gao, X.; Zhang, Y. Catalytic conversion of corncob and corncob pretreatment hydrolysate to furfural in a biphasic system with addition of sodium chloride. Bioresour. Technol. 2016, 226, 247–254. [Google Scholar] [CrossRef] [PubMed]
- Gong, L.; Zha, J.; Pan, L.; Ma, C.; He, Y. Highly efficient conversion of sunflower stalk-hydrolysate to furfural by sunflower stalk residue-derived carbonaceous solid acid in deep eutectic solvent/organic solvent system. Bioresour. Technol. 2022, 351, 126945. [Google Scholar] [CrossRef] [PubMed]
- Zhou, N.; Zhang, C.; Cao, Y.; Zhan, J.; Fan, J.; Clark, J.H.; Zhang, S. Conversion of xylose into furfural over MC-SnOx and NaCl catalysts in a biphasic system. J. Clean. Prod. 2021, 311, 127780. [Google Scholar] [CrossRef]
- Jernej, S.; Brett, P.; Andrii, K.; Miha, G.; Blaž, L. A review of bio-refining process intensification in catalytic conversion reactions, separations and purifications of hydroxymethylfurfural (HMF) and furfural. Chem. Eng. J. 2021, 429, 132325. [Google Scholar]
- Deng, A.; Lin, Q.; Yan, Y.; Li, H.; Ren, J.; Liu, C.; Sun, R. A feasible process for furfural production from the pre-hydrolysis liquor of corncob via biochar catalysts in a new biphasic system. Bioresour. Technol. 2016, 216, 754–760. [Google Scholar] [CrossRef]
- Gong, L.; Xu, Z.; Dong, J.; Li, H.; Han, R.; Xu, G.; Ni, Y. Composite coal fly ash solid acid catalyst in synergy with chloride for biphasic preparation of furfural from corn stover hydrolysate. Bioresour. Technol. 2019, 293, 122065. [Google Scholar] [CrossRef]
- Guo, T.; Li, X.; Liu, X.; Guo, Y.; Wang, Y. Catalytic Transformation of Lignocellulosic Biomass into Arenes, 5-Hydroxymethylfurfural, and Furfural. ChemSusChem 2018, 11, 2758–2765. [Google Scholar] [CrossRef]
- Ye, W.; Yanan, D.; Tianhao, W.; Mengling, L.; Ying, Z.; Liping, Z. Efficient conversion of xylose to furfural over modified zeolite in the recyclable water/n-butanol system. Fuel Process. Technol. 2022, 237, 107472. [Google Scholar]
- Nikolla, E.; Román-Leshkov, Y.; Moliner, M.; Davis, M.E. “One-Pot” Synthesis of 5-(Hydroxymethyl)furfural from Carbohydrates using Tin-Beta Zeolite. ACS Catal. 2011, 1, 408–410. [Google Scholar] [CrossRef]
- Fúnez-Núñez, I.; García-Sancho, C.; Cecilia, J.A.; Moreno-Tost, R.; Serrano-Cantador, L.; Maireles-Torres, P. Recovery of pentoses-containing olive stones for their conversion into furfural in the presence of solid acid catalysts. Process Saf. Environ. 2020, 143, 1–13. [Google Scholar] [CrossRef]
- Gupta, N.K.; Fukuoka, A.; Nakajima, K. Amorphous Nb2O5 as a selective and reusable catalyst for furfural production from xylose in biphasic water and toluene. ACS Catal. 2017, 7, 2430–2436. [Google Scholar] [CrossRef]
- Zhang, T.; Li, W.; An, S.; Huang, F.; Li, X.; Liu, J.; Pei, G.; Liu, Q. Efficient transformation of corn stover to furfural using p-hydroxybenzenesulfonic acid-formaldehyde resin solid acid. Bioresour. Technol. 2018, 264, 261–267. [Google Scholar] [CrossRef] [PubMed]
- Tao, Y.; Dong, C.; Wenzhi, L.; Hao, Z. Efficient conversion of corn stover to 5-hydroxymethylfurfural and furfural using a novel acidic resin catalyst in water-1, 4-dioxane system. Mol. Catal. 2021, 515, 111920. [Google Scholar]
- Teng, X.; Si, Z.; Li, S.; Yang, Y.; Wang, Z.; Li, G.; Zhao, J.; Cai, D.; Qin, P. Tin-loaded sulfonated rape pollen for efficient catalytic production of furfural from corn stover. Ind. Crop. Prod. 2020, 151, 112481. [Google Scholar] [CrossRef]
- Gao, Y.; Jiang, J.; Meng, Y.; Aihemaiti, A.; Ju, T.; Chen, X.; Yan, F. A novel nickel catalyst supported on activated coal fly ash for syngas production via biogas dry reforming. Renew. Energy 2020, 149, 786–793. [Google Scholar] [CrossRef]
- Peixoto, A.F.; Silva, S.M.; Costa, P.; Santos, A.C.; Valentim, B.; Lázaro-Martínez, J.M.; Freire, C. Acid functionalized coal fly ashes: New solid catalysts for levulinic acid esterification. Catal. Today 2019, 357, 74–83. [Google Scholar] [CrossRef]
- Jiawei, S.; Ruiying, G.; Yu-Cai, H.; Cuiluan, M. Efficient synthesis of furfural from waste biomasses by sulfonated crab shell-based solid acid in a sustainable approach. Ind. Crop. Prod. 2023, 202, 116989. [Google Scholar]
- Li, X.; Lu, X.; Liang, M.; Xu, R.; Yu, Z.; Duan, B.; Lu, L.; Si, C. Conversion of waste lignocellulose to furfural using sulfonated carbon microspheres as catalyst. Waste Manag. 2020, 108, 119–126. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Len, T.; Huang, Y.; Diego Taboada, A.; Boa, A.N.; Ceballos, C.; Delbecq, F.; Mackenzie, G.; Len, C. Sulfonated sporopollenin as an efficient and recyclable heterogeneous catalyst for dehydration of d-Xylose and xylan into furfural. ACS Sustain. Chem. Eng. 2016, 5, 392–398. [Google Scholar] [CrossRef]
- Chatterjee, A.; Hu, X.; Lam, F.L. Modified coal fly ash waste as an efficient heterogeneous catalyst for dehydration of xylose to furfural in biphasic medium. Fuel 2019, 239, 726–736. [Google Scholar] [CrossRef]
- Dai, Y.; Yang, S.; Wang, T.; Tang, R.; Wang, Y.; Zhang, L. High conversion of xylose to furfural over corncob residue-based solid acid catalyst in water-methyl isobutyl ketone. Ind. Crop. Prod. 2022, 180, 114781. [Google Scholar] [CrossRef]
- Li, H.; Ren, J.; Zhong, L.; Sun, R.; Liang, L. Production of furfural from xylose, water-insoluble hemicelluloses and water-soluble fraction of corncob via a tin-loaded montmorillonite solid acid catalyst. Bioresour. Technol. 2014, 176, 242–248. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Wang, X.; Liu, C.; Ren, J.; Zhao, X.; Sun, R.; Wu, A. An efficient pretreatment for the selectively hydrothermal conversion of corncob into furfural: The combined mixed ball milling and ultrasonic pretreatments. Ind. Crop. Prod. 2016, 94, 721–728. [Google Scholar] [CrossRef]
- Zhang, T.; Li, W.; Jin, Y.; Ou, W. Synthesis of sulfonated chitosan-derived carbon-based catalysts and their applications in the production of 5-hydroxymethylfurfural. Int. J. Biol. Macromol. 2020, 157, 368–376. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Li, W.; Xu, Z.; Liu, Q.; Ma, Q.; Jameel, H.; Chang, H.; Ma, L. Catalytic conversion of xylose and corn stalk into furfural over carbon solid acid catalyst in γ-valerolactone. Bioresour. Technol. 2016, 209, 108–114. [Google Scholar] [CrossRef]
- Xiouras, C.; Radacsi, N.; Sturm, G.; Stefanidis, G.D. Furfural Synthesis from d-Xylose in the Presence of Sodium Chloride: Microwave versus Conventional Heating. ChemSusChem 2016, 9, 2159–2166. [Google Scholar] [CrossRef]
- Rezaei, H.; Ziaedin Shafaei, S.; Abdollahi, H.; Shahidi, A.; Ghassa, S. A sustainable method for germanium, vanadium and lithium extraction from coal fly ash: Sodium salts roasting and organic acids leaching. Fuel 2021, 312, 122844. [Google Scholar] [CrossRef]
- Wang, X.; Wang, M.; Zou, D.; Wu, C.; Li, T.; Gao, M.; Liu, S.; Wang, Q.; Shimaoka, T. Comparative study on inorganic Cl removal of municipal solid waste fly ash using different types and concentrations of organic acids. Chemosphere 2020, 261, 127754. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.B.T.L.; Wu, T.Y. A review on solvent systems for furfural production from lignocellulosic biomass. Renew. Sustain. Energy Rev. 2020, 137, 110172. [Google Scholar] [CrossRef]
- Tang, J.; Zhu, L.; Fu, X.; Dai, J.; Guo, X.; Hu, C. Insights into the kinetics and reaction network of aluminum Chloride-Catalyzed conversion of glucose in NaCl–H2O/THF biphasic system. ACS Catal. 2016, 7, 256–266. [Google Scholar] [CrossRef]
- Dias, A.; Pillinger, M.; Valente, A. Dehydration of xylose into furfural over micro-mesoporous sulfonic acid catalysts. J. Catal. 2005, 229, 414–423. [Google Scholar] [CrossRef]
- Choudhary, V.; Pinar, A.B.; Sandler, S.I.; Vlachos, D.G.; Lobo, R.F. Xylose isomerization to xylulose and its dehydration to furfural in aqueous media. ACS Catal. 2011, 1, 1724–1728. [Google Scholar] [CrossRef]
- Hu, X.; Westerhof, R.J.M.; Dong, D.; Wu, L.; Li, C. Acid-Catalyzed Conversion of Xylose in 20 Solvents: Insight into Interactions of the Solvents with Xylose, Furfural, and the Acid Catalyst. ACS Sustain. Chem. Eng. 2014, 2, 2562–2575. [Google Scholar] [CrossRef]
- Wang, L.; Huang, X.; Zhang, J.; Wu, F.; Liu, F.; Zhao, H.; Hu, X.; Zhao, X.; Li, J.; Ju, X.; et al. Stabilization of lead in waste water and farmland soil using modified coal fly ash. J. Clean. Prod. 2021, 314, 127957. [Google Scholar] [CrossRef]
- Cui, R.; Ma, S.; Yang, B.; Li, S.; Pei, T.; Li, J.; Wang, J.; Sun, S.; Mi, C. Simultaneous removal of NOx and SO2 with H2O2 over silica sulfuric acid catalyst synthesized from fly ash. Waste Manag. 2020, 109, 65–74. [Google Scholar] [CrossRef]
- Li, W.; Zhu, Y.; Lu, Y.; Liu, Q.; Guan, S.; Chang, H.; Jameel, H.; Ma, L. Enhanced furfural production from raw corn stover employing a novel heterogeneous acid catalyst. Bioresour. Technol. 2017, 245, 258–265. [Google Scholar] [CrossRef]
- Rui, L.; Qixuan, L.; Junli, R.; Xiaobao, Y.; Yingxiong, W.; Lingzhao, K. Dealuminated Hβ zeolite for selective conversion of fructose to furfural and formic acid. Green Energy Environ. 2022. [Google Scholar] [CrossRef]
- Wang, B.; Yan, X.; Zhang, X.; Zhang, H.; Li, F. Citric acid-modified beta zeolite for polyoxymethylene dimethyl ethers synthesis: The textural and acidic properties regulation. Appl. Catal. B Environ. 2020, 266, 118645. [Google Scholar] [CrossRef]
- Sing, K.S.W. Reporting physisorption data for gas/solid systems with special reference to the determination of surface area and porosity (Recommendations 1984). Pure Appl. Chem. 1985, 57, 603–619. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Zhang, P.; Ma, C.; Xu, J.; He, Y. Catalytic conversion of corncob to furfuryl alcohol in tandem reaction with tin-loaded sulfonated zeolite and NADPH-dependent reductase biocatalyst. Bioresour. Technol. 2020, 320, 124267. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Zhu, K.; Gao, F.; Wang, C.; Liu, J.; Peden, C.H.F.; Wang, Y. Direct conversion of bio-ethanol to isobutene on nanosized ZnxZryOzMixed oxides with balanced acid–base sites. J. Am. Chem. Soc. 2011, 133, 11096–11099. [Google Scholar] [CrossRef] [PubMed]
- Weingarten, R.; Tompsett, G.A.; Conner, W.C.; Huber, G.W. Design of solid acid catalysts for aqueous-phase dehydration of carbohydrates: The role of Lewis and Brønsted acid sites. J. Catal. 2011, 279, 174–182. [Google Scholar] [CrossRef]
- Xu, S.; Pan, D.; Wu, Y.; Song, X.; Gao, L.; Li, W.; Das, L.; Xiao, G. Efficient production of furfural from xylose and wheat straw by bifunctional chromium phosphate catalyst in biphasic systems. Fuel Process. Technol. 2018, 175, 90–96. [Google Scholar] [CrossRef]
- Lyu, X.; Botte, G.G. Investigation of factors that inhibit furfural production using metal chloride catalysts. Chem. Eng. J. 2020, 403, 126271. [Google Scholar] [CrossRef]
- Li, Z.; Luo, Y.; Jiang, Z.; Fang, Q.; Hu, C. The promotion effect of NaCl on the conversion of xylose to furfural. Chin. J. Chem. 2020, 38, 178–184. [Google Scholar] [CrossRef]
- Xinyi, X.; Ying, G.; Liping, Z.; Xian, S.; Han, W.; Hui, G.; Siquan, X. Efficient formation of 5-hydroxymethylfurfural from glucose through H-β zeolite catalyst in the recyclable water-tetrahydrofuran biphasic system. Catal. Today 2022, 404, 229–236. [Google Scholar]
- Mellmer, M.A.; Sener, C.; Gallo, J.M.R.; Luterbacher, J.S.; Alonso, D.M.; Dumesic, J.A. Solvent effects in Acid-Catalyzed biomass conversion reactions. Angew. Chem. 2014, 18, 2331–2334. [Google Scholar]
- Morais, A.R.C.; Bogel-Lukasik, R. Highly efficient and selective CO2-adjunctive dehydration of xylose to furfural in aqueous media with THF. Green Chem. 2016, 18, 2331–2334. [Google Scholar] [CrossRef]
- Wang, X.; Liu, Y.; Cui, X.; Xiao, J.; Lin, G.; Chen, Y.; Yang, H.; Chen, H. Production of furfural and levoglucosan from typical agricultural wastes via pyrolysis coupled with hydrothermal conversion: Influence of temperature and raw materials. Waste Manag. 2020, 114, 43–52. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Z.; Everhart, J.L.; Tsilomelekis, G.; Nikolakis, V.; Saha, B.; Vlachos, D.G. Structural analysis of humins formed in the Brønsted acid catalyzed dehydration of fructose. Green Chem. 2018, 20, 997–1006. [Google Scholar] [CrossRef]
- Alonso, D.M.; Wettstein, S.G.; Mellmer, M.A.; Gurbuz, E.I.; Dumesic, J.A. Integrated conversion of hemicellulose and cellulose from lignocellulosic biomass. Energy Environ. Sci. 2012, 6, 76–80. [Google Scholar] [CrossRef]
- Binder, J.B.; Blank, J.J.; Cefali, A.V.; Raines, R.T. Synthesis of Furfural from Xylose and Xylan. ChemSusChem 2010, 3, 1268–1272. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | Reaction Condition | Yield (Furfural) | Ref | ||
|---|---|---|---|---|---|
| Solvent | Temperature—Time | Xylose:Catalyst Ratio | |||
| SO42−/SnO2-Al2O3 -CFA | Water/ toluene | 180 °C–30 min | 1.06 | 84.7 | [9] |
| Sulfuric acid-treated CFA | Water/ toluene | 170 °C–210 min | 0.67 | 68 | [23] |
| S-IRCC | Water/ MIBK | 190 °C–60 min | 1 | 73.64 | [24] |
| SO42−/Sn-TRP | Water /toluene | 170 °C–180 min | 2 | 82.79 | [17] |
| SO42−/SnO2 -SSXR | ChCl-MAA/ toluene | 180 °C–15 min | 0.53 | 82.6 | [5] |
| Sn-MMT | SBP/ NaCl-DMSO | 180 °C–30 min | 5 | 76.79 | [25] |
| γ-Al2O3 | Water/ toluene | 150 °C–60 min | 0.71 | 23 | [13] |
| Nb2O5 | Water/ toluene | 120 °C–180 min | 1.34 | 53.23 | [14] |
| Cl0.3-S-R | water/ 1,4-dioxane | 190 °C–80 min | 1 | 38.1 | [16] |
| S/Al-CFA | Water/ THF | 180 °C–60 min | 0.2 | 82 | This work |
| Catalyst | SBET (m2/g) | D (nm) | VMeso (cm3/g) | Total Acid μmol/g |
|---|---|---|---|---|
| CFA | 1.413 | 3.823 | 0.012 | 356 |
| C-CFA | 13.229 | 4.826 | 0.037 | - |
| S/Al-CFA | 10.805 | 4.404 | 0.035 | 2390 |
| R-S/Al-CFA | 7.244 | 3.905 | 0.023 | 1849 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Wang, Y.; Liu, L.; Gao, Y.; Gao, Z.; Zhang, L. Functionalized Coal Fly Ash Is an Efficient Catalyst for Synthesizing Furfural from Xylose at a Low Catalyst Load. Catalysts 2023, 13, 1492. https://doi.org/10.3390/catal13121492
Li M, Wang Y, Liu L, Gao Y, Gao Z, Zhang L. Functionalized Coal Fly Ash Is an Efficient Catalyst for Synthesizing Furfural from Xylose at a Low Catalyst Load. Catalysts. 2023; 13(12):1492. https://doi.org/10.3390/catal13121492
Chicago/Turabian StyleLi, Mengling, Ye Wang, Lin Liu, Yanan Gao, Zhanyun Gao, and Liping Zhang. 2023. "Functionalized Coal Fly Ash Is an Efficient Catalyst for Synthesizing Furfural from Xylose at a Low Catalyst Load" Catalysts 13, no. 12: 1492. https://doi.org/10.3390/catal13121492
APA StyleLi, M., Wang, Y., Liu, L., Gao, Y., Gao, Z., & Zhang, L. (2023). Functionalized Coal Fly Ash Is an Efficient Catalyst for Synthesizing Furfural from Xylose at a Low Catalyst Load. Catalysts, 13(12), 1492. https://doi.org/10.3390/catal13121492