
Multi-Scale Studies of 3D Printed Mn–Na–W/SiO2 Catalyst for Oxidative Coupling of Methane

 , , ,
, , , 

Abstract
1. Introduction
2. Materials and Methods
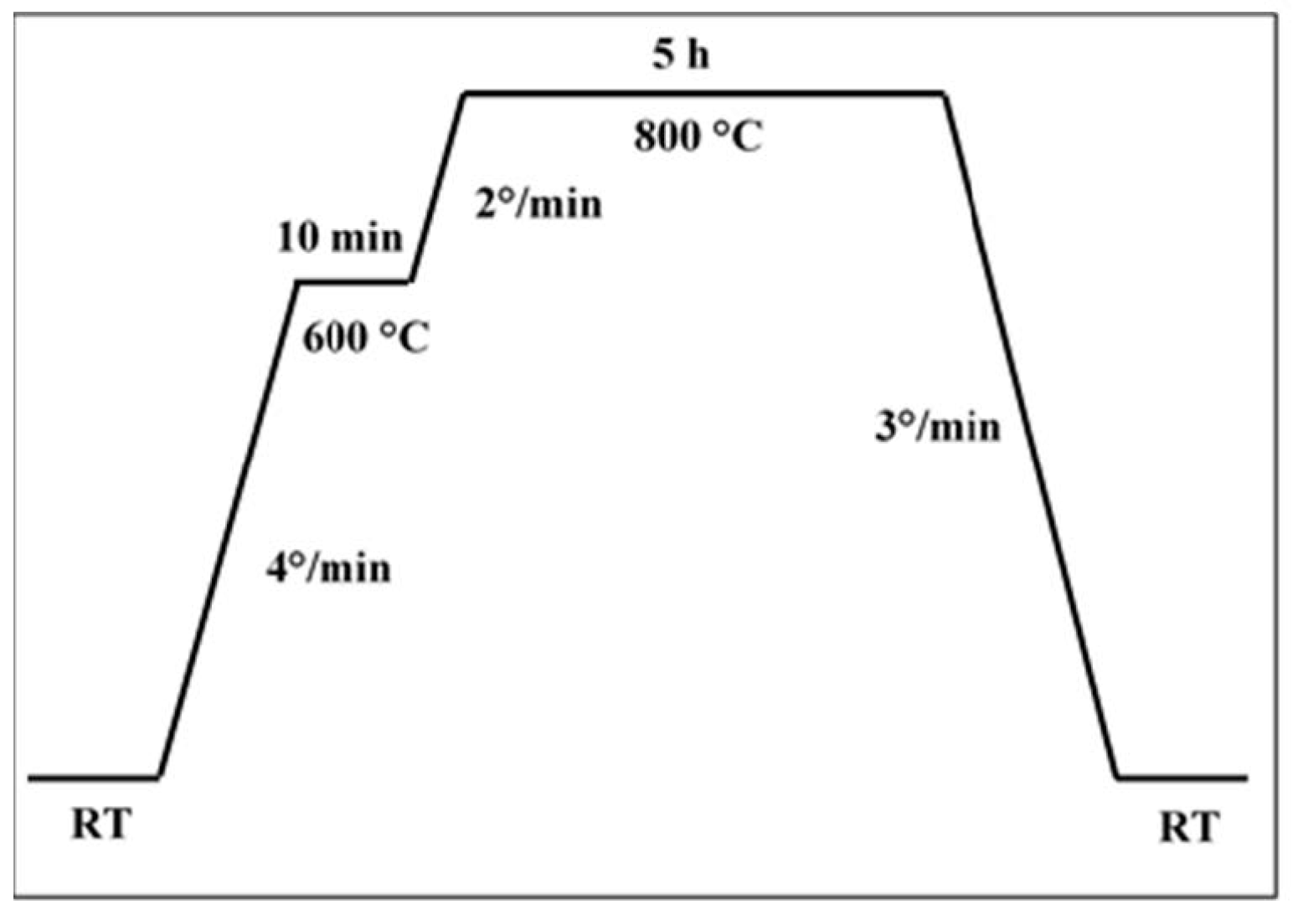
2.1. Preparation of Catalysts
2.2. Characterization
2.2.1. Lab Characterization
2.2.2. Synchrotron Characterization
2.3. Catalytic Testing
2.3.1. Fixed Bed Reactor
- CH4 = 96 cms3/min [standard cubic centimeter per minute]
- O2 = 24 cms3/min
- N2 = 96 or 120 cms3/min
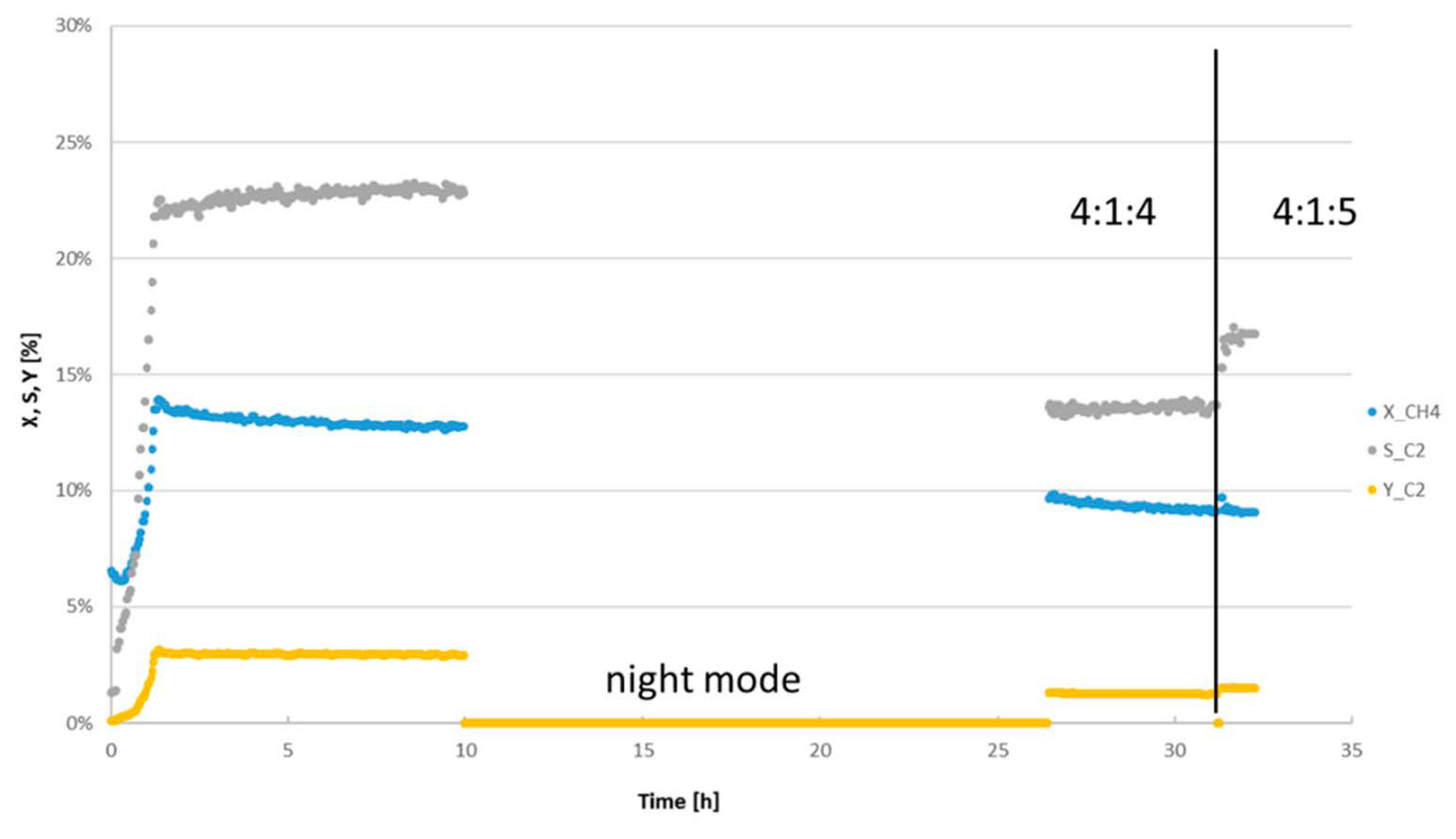
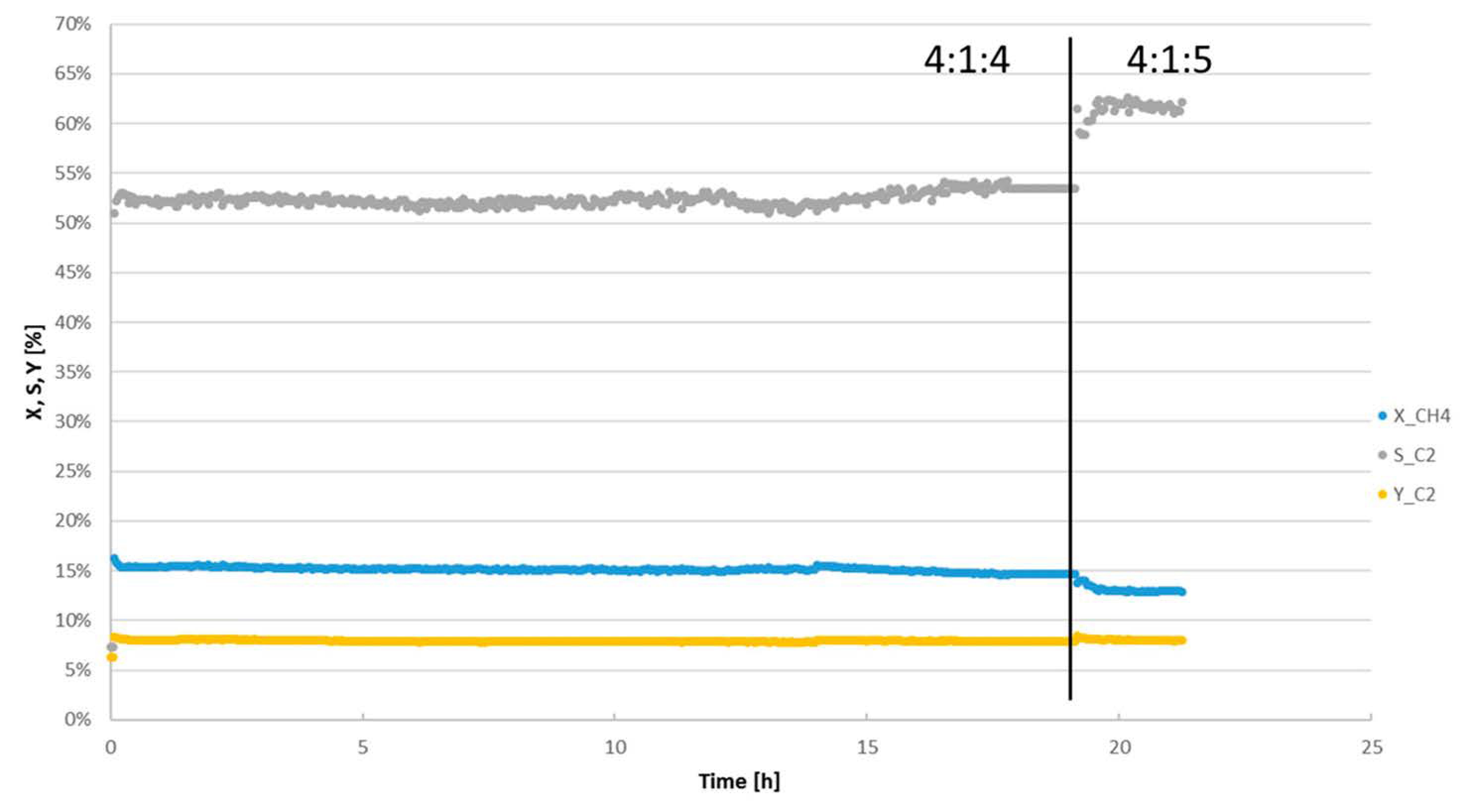
- CH4 to O2 to N2 ratio of 4:1:4 or 4:1:5
- Gas hourly space velocity (GHSV): 4080 mLCH4 g−1Cat. h−1
2.3.2. Membrane Reactor
- CH4 = 120 cms3/min
- O2 = 30 cms3/min
- N2 = 150 cms3/min
- CH4 to O2 to N2 ratio of 4:1:5
- Gas hourly space velocity (GHSV): 2400 mLCH4 g−1Cat. h−1
3. Results and Discussion
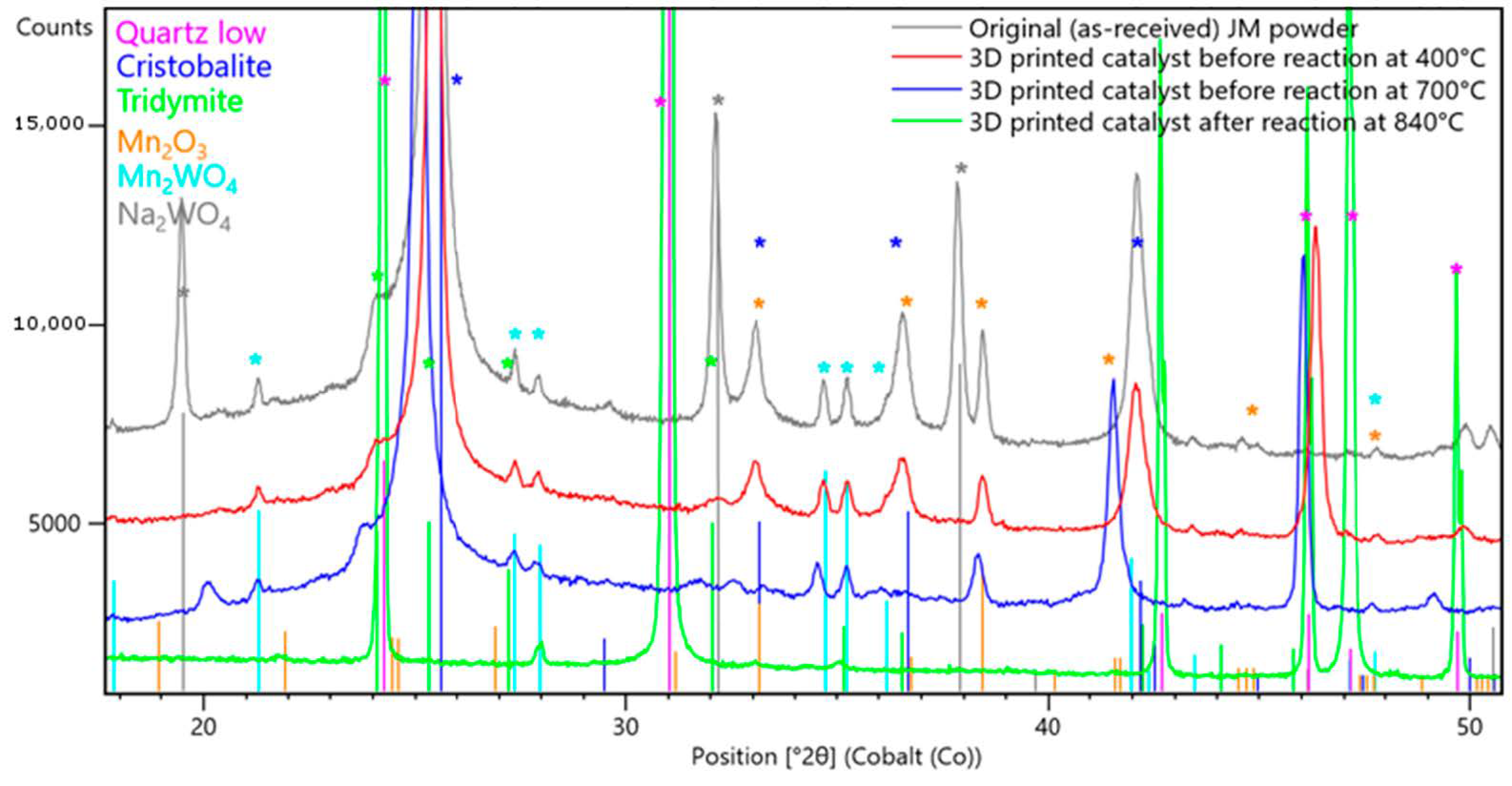
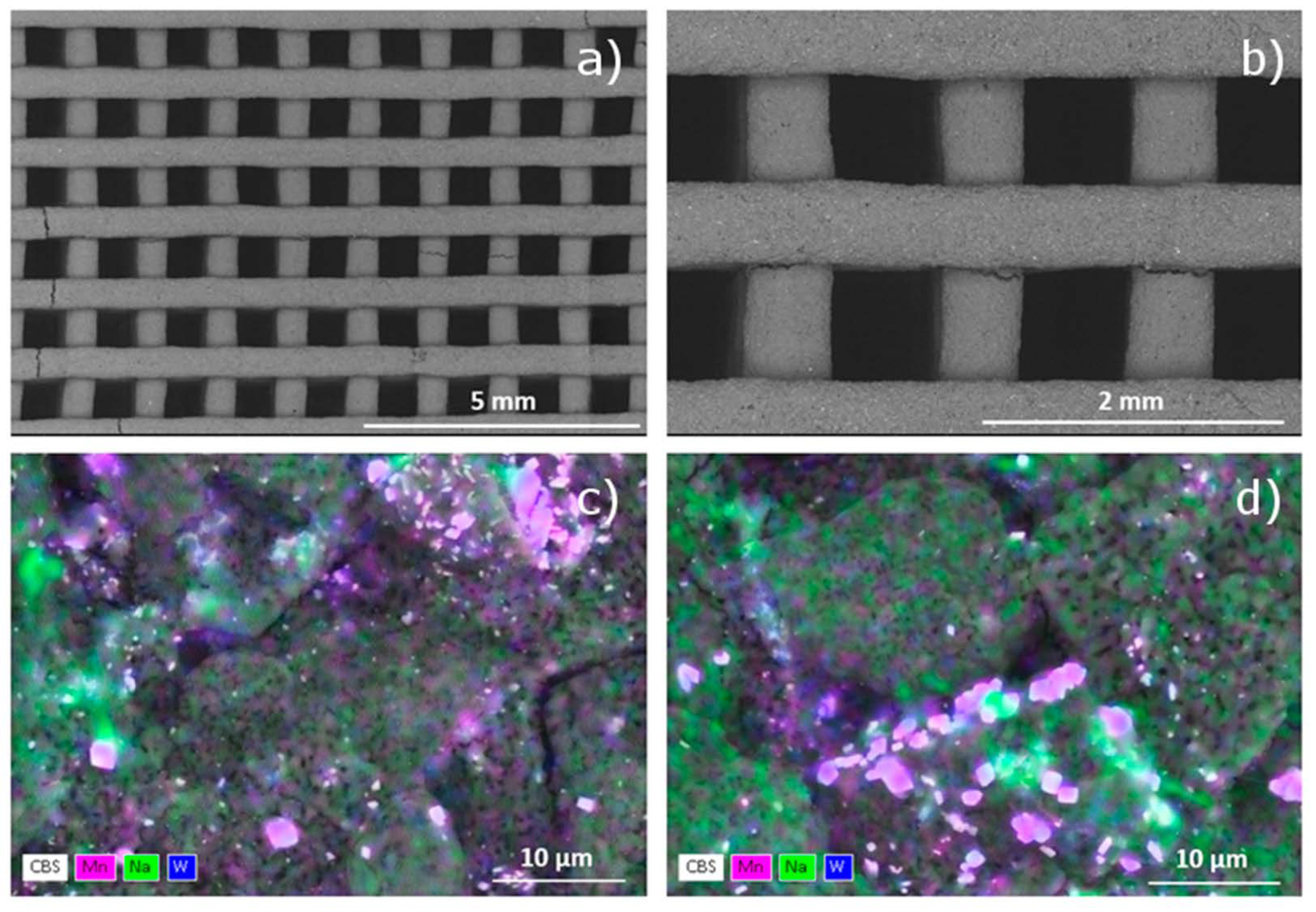
3.1. Characterization Results
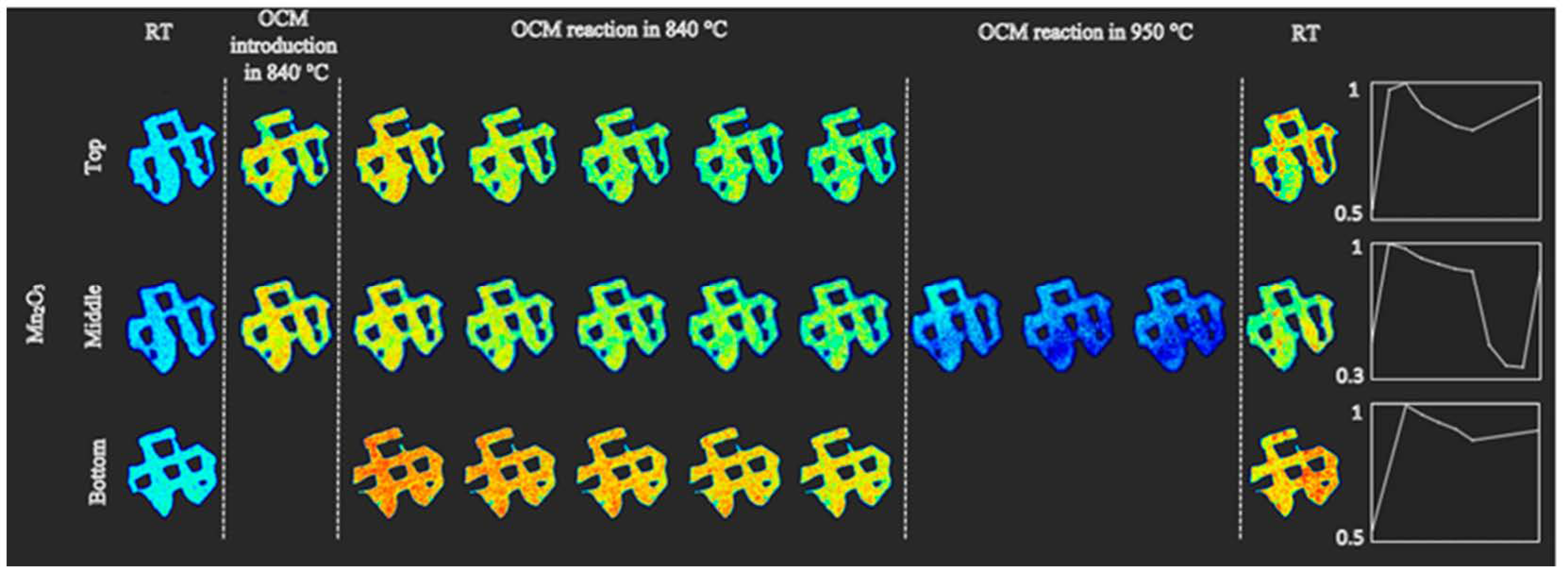
3.2. Catalytic Testing
- (1)
- (2)
- (3)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghanta, M.; Fahey, D.; Subramaniam, B. Environmental impacts of ethylene production from diverse feedstocks and energy sources. Appl. Petrochem. Res. 2014, 4, 167–179. [Google Scholar] [CrossRef]
- Bergmann, M.; Schmitz, A.; Hayden, M.; Kosonen, K. (Eds.) Imposing a Unilateral Carbon Constraint on Energy-Intensive Industries and Its Impact on Their International Competitiveness. Data and Analysis; Publications Office of the European Union: Luxembourg, 2007. [Google Scholar]
- Stünkel, S.; Illmer, D.; Drescher, A.; Schomäcker, R.; Wozny, G. On the design, development and operation of an energy efficient CO2 removal for the oxidative coupling of methane in a miniplant scale. Appl. Therm. Eng. 2012, 43, 141–147. [Google Scholar] [CrossRef]
- Penteado, A.T.; Kim, M.; Godini, H.R.; Esche, E.; Repke, J.-U. Techno-economic evaluation of a biogas-based oxidative coupling of methane process for ethylene production. Front. Chem. Sci. Eng. 2018, 12, 598–618. [Google Scholar] [CrossRef]
- Otsuka, K.; Hatano, M.; Komatsu, T. Synthesis of C2H4 by Partial Oxidation of CH4 Over Transition Metal Oxides With Alkali-Chlorides. In Studies in Surface Science and Catalysis: Methane Conversion; Bibby, D.M., Chang, C.D., Howe, R.F., Yurchak, S., Eds.; Elsevier: Amsterdam, The Netherlands, 1988; pp. 383–387. [Google Scholar]
- Farrell, B.L.; Linic, S. Oxidative coupling of methane over mixed oxide catalysts designed for solid oxide membrane reactors. Catal. Sci. Technol. 2016, 6, 4370–4376. [Google Scholar] [CrossRef]
- Sofranko, J. The oxidative conversion of methane to higher hydrocarbons. J. Catal. 1987, 103, 302–310. [Google Scholar] [CrossRef]
- Matras, D.; Vamvakeros, A.; Jacques, S.D.M.; Middelkoop, V.; Vaughan, G.; Aran, M.A.; Cernik, R.J.; Beale, A.M. In situ X-ray diffraction computed tomography studies examining the thermal and chemical stabilities of working Ba0.5Sr0.5Co0.8Fe0.2O3-δ membranes during oxidative coupling of methane. Phys. Chem. Chem. Phys. PCCP 2020, 22, 18964–18975. [Google Scholar] [CrossRef]
- Pak, S.; Qiu, P.; Lunsford, J.H. Elementary Reactions in the Oxidative Coupling of Methane over Mn/Na2WO4/SiO2 and Mn/Na2WO4/MgO Catalysts. J. Catal. 1998, 179, 222–230. [Google Scholar] [CrossRef]
- Mleczko, L.; Baerns, M. Catalytic oxidative coupling of methane—reaction engineering aspects and process schemes. Fuel Process. Technol. 1995, 42, 217–248. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Yang, D.; Gao, R.; Wang, Z.; Yang, J. Scale up and stability test for oxidative coupling of methane over Na2WO4-Mn/SiO2 catalyst in a 200 mL fixed-bed reactor. J. Nat. Gas Chem. 2008, 17, 59–63. [Google Scholar] [CrossRef]
- Lee, J.Y.; Jeon, W.; Choi, J.-W.; Suh, Y.-W.; Ha, J.-M.; Suh, D.J.; Park, Y.K. Scaled-up production of C2 hydrocarbons by the oxidative coupling of methane over pelletized Na2WO4/Mn/SiO2 catalysts: Observing hot spots for the selective process. Fuel 2013, 106, 851–857. [Google Scholar] [CrossRef]
- Tiemersma, T.P.; Chaudhari, A.S.; Gallucci, F.; Kuipers, J.A.M.; van Sint Annaland, M. Integrated autothermal oxidative coupling and steam reforming of methane. Part 1: Design of a dual-function catalyst particle. Chem. Eng. Sci. 2012, 82, 200–214. [Google Scholar] [CrossRef]
- Tiemersma, T.P.; Chaudhari, A.S.; Gallucci, F.; Kuipers, J.A.M.; van Sint Annaland, M. Integrated autothermal oxidative coupling and steam reforming of methane. Part 2: Development of a packed bed membrane reactor with a dual function catalyst. Chem. Eng. Sci. 2012, 82, 232–245. [Google Scholar] [CrossRef]
- Tiemersma, T.P.; Kolkman, T.; Kuipers, J.A.M.; van Sint Annaland, M. A novel autothermal reactor concept for thermal coupling of the exothermic oxidative coupling and endothermic steam reforming of methane. Chem. Eng. J. 2012, 203, 223–230. [Google Scholar] [CrossRef]
- Scher, E.C.; Zurcher, F.R.; Cizeron, J.M.; Schammel, W.P.; Tkachenko, A.; Gamoras, J.; Karshtedt, D.; Greg, N.Y.C.E. Production of Ethylene with Nanowire Catalysts. U.S. Patent 9,718,054, 1 August 2017. [Google Scholar]
- Gao, Y.; Neal, L.; Ding, D.; Wu, W.; Baroi, C.; Gaffney, A.M.; Li, F. Recent Advances in Intensified Ethylene Production—A Review. ACS Catal. 2019, 9, 8592–8621. [Google Scholar] [CrossRef]
- Sadjadi, S.; Simon, U.; Godini, H.R.; Görke, O.; Schomäcker, R.; Wozny, G. Reactor material and gas dilution effects on the performance of miniplant-scale fluidized-bed reactors for oxidative coupling of methane. Chem. Eng. J. 2015, 281, 678–687. [Google Scholar] [CrossRef]
- Zanthoff, H.; Baerns, M. Oxidative coupling of methane in the gas phase. Kinetic simulation and experimental verification. Ind. Eng. Chem. Res. 1990, 29, 2–10. [Google Scholar] [CrossRef]
- Zohour, B.; Noon, D.; Senkan, S. New Insights into the Oxidative Coupling of Methane from Spatially Resolved Concentration and Temperature Profiles. ChemCatChem 2013, 5, 2809–2812. [Google Scholar] [CrossRef]
- Godini, H.R.; Xiao, S.; Kim, M.; Holst, N.; Jašo, S.; Görke, O.; Steinbach, J.; Wozny, G. Experimental and model-based analysis of membrane reactor performance for methane oxidative coupling: Effect of radial heat and mass transfer. J. Ind. Eng. Chem. 2014, 20, 1993–2002. [Google Scholar] [CrossRef]
- Middelkoop, V.; Coenen, K.; Schalck, J.; van Sint Annaland, M.; Gallucci, F. 3D printed versus spherical adsorbents for gas sweetening. Chem. Eng. J. 2019, 357, 309–319. [Google Scholar] [CrossRef]
- Godini, H.R.; Trivedi, H.; de Villasante, A.G.; Görke, O.; Jašo, S.; Simon, U.; Berthold, A.; Witt, W.; Wozny, G. Design and demonstration of an experimental membrane reactor set-up for oxidative coupling of methane. Chem. Eng. Res. Des. 2013, 91, 2671–2681. [Google Scholar] [CrossRef]
- Godini, H.R.; Xiao, S.; Kim, M.; Görke, O.; Song, S.; Wozny, G. Dual-membrane reactor for methane oxidative coupling and dry methane reforming: Reactor integration and process intensification. Chem. Eng. Process. Process Intensif. 2013, 74, 153–164. [Google Scholar] [CrossRef]
- Spallina, V.; Velarde, I.C.; Jimenez, J.A.M.; Godini, H.R.; Gallucci, F.; Annaland, M.V.S. Techno-economic assessment of different routes for olefins production through the oxidative coupling of methane (OCM): Advances in benchmark technologies. Energy Convers. Manag. 2017, 154, 244–261. [Google Scholar] [CrossRef]
- Tonkovich, A.L.Y.; Jimenez, D.M.; Zilka, J.L.; Roberts, G.L. Inorganic membrane reactors for the oxidative coupling of methane. Chem. Eng. Sci. 1996, 51, 3051–3056. [Google Scholar] [CrossRef]
- Bhatia, S.; Thien, C.Y.; Mohamed, A.R. Oxidative coupling of methane (OCM) in a catalytic membrane reactor and comparison of its performance with other catalytic reactors. Chem. Eng. J. 2009, 148, 525–532. [Google Scholar] [CrossRef]
- Shi, J.; Yao, L.; Hu, C. Effect of CO2 on the structural variation of Na2WO4/Mn/SiO2 catalyst for oxidative coupling of methane to ethylene. J. Energy Chem. 2015, 24, 394–400. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, C.-J. Three-dimensional Printing for Catalytic Applications: Current Status and Perspectives. Adv. Funct. Mater. 2017, 27, 1701134. [Google Scholar] [CrossRef]
- Cruellas, A.; Melchiori, T.; Gallucci, F.; van Sint Annaland, M. Advanced reactor concepts for oxidative coupling of methane. Catal. Rev. 2017, 59, 234–294. [Google Scholar] [CrossRef]
- Aigler, J.M.; Lunsford, J.H. Oxidative dimerization of methane over MgO and Li+/MgO monoliths. Appl. Catal. 1991, 70, 29–42. [Google Scholar] [CrossRef]
- Middelkoop, V.; Vamvakeros, A.; de Wit, D.; Jacques, S.D.M.; Danaci, S.; Jacquot, C.; De Vos, Y.; Matras, D.; Price, S.W.; Beale, A.M. 3D printed Ni/Al2O3 based catalysts for CO2 methanation—A comparative and operando XRD-CT study. J. CO2 Util. 2019, 33, 478–487. [Google Scholar] [CrossRef]
- Vamvakeros, A.; Jacques, S.D.M.; Di Michiel, M.; Matras, D.; Middelkoop, V.; Ismagilov, I.Z.; Matus, E.V.; Kuznetsov, V.V.; Drnec, J.; Senecal, P.; et al. 5D operando tomographic diffraction imaging of a catalyst bed. Nat. Commun. 2018, 9, 4751. [Google Scholar] [CrossRef]
- Beale, A.M.; Jacques, S.D.M.; Di Michiel, M.; Mosselmans, J.F.W.; Price, S.W.T.; Senecal, P.; Vamvakeros, A.; Paterson, J. X-ray physico-chemical imaging during activation of cobalt-based Fischer-Tropsch synthesis catalysts. Philos. Trans. Ser. A Math. Phys. Eng. Sci. 2018, 376. [Google Scholar] [CrossRef]
- Beale, A.M.; Jacques, S.D.M.; Gibson, E.K.; Di Michiel, M. Progress towards five dimensional diffraction imaging of functional materials under process conditions. Coord. Chem. Rev. 2014, 277–278, 208–223. [Google Scholar] [CrossRef]
- Vamvakeros, A.; Jacques, S.D.M.; Middelkoop, V.; Di Michiel, M.; Egan, C.K.; Ismagilov, I.Z.; Vaughan, G.B.M.; Gallucci, F.; van Sint Annaland, M.; Shearing, P.R.; et al. Real time chemical imaging of a working catalytic membrane reactor during oxidative coupling of methane. Chem. Commun. 2015, 51, 12752–12755. [Google Scholar] [CrossRef] [PubMed]
- Matras, D.; Jacques, S.D.M.; Poulston, S.; Grosjean, N.; Estruch Bosch, C.; Rollins, B.; Wright, J.; Di Michiel, M.; Vamvakeros, A.; Cernik, R.J.; et al. Operando and Postreaction Diffraction Imaging of the La–Sr/CaO Catalyst in the Oxidative Coupling of Methane Reaction. J. Phys. Chem. C 2019, 123, 1751–1760. [Google Scholar] [CrossRef]
- Vamvakeros, A.; Matras, D.; Jacques, S.D.M.; Di Michiel, M.; Middelkoop, V.; Cong, P.; Price, S.W.; Bull, C.L.; Senecal, P.; Beale, A.M. Real-time tomographic diffraction imaging of catalytic membrane reactors for the oxidative coupling of methane. Catal. Today 2020. [Google Scholar] [CrossRef]
- Matras, D.; Vamvakeros, A.; Jacques, S.; Grosjean, N.; Rollins, B.; Poulston, S.; Stenning, G.B.; Godini, H.; Drnec, J.; Cernik, R.J.; et al. Effect of thermal treatment on the stability of Na-Mn-W/SiO2 Catalyst for the Oxidative Coupling of Methane. Faraday Discuss. 2020. [Google Scholar] [CrossRef]
- Vamvakeros, A.; Matras, D.; Jacques, S.D.M.; Di Michiel, M.; Price, S.W.T.; Senecal, P.; Aran, M.A.; Middelkoop, V.; Stenning, G.B.; Mosselmans, J.F.W.; et al. Real-time multi-length scale chemical tomography of fixed bed reactors during the oxidative coupling of methane reaction. J. Catal. 2020, 386, 39–52. [Google Scholar] [CrossRef]
- Wang, J.; Chou, L.; Zhang, B.; Song, H.; Zhao, J.; Yang, J.; Li, S. Comparative study on oxidation of methane to ethane and ethylene over Na2WO4–Mn/SiO2 catalysts prepared by different methods. J. Mol. Catal. A Chem. 2006, 245, 272–277. [Google Scholar] [CrossRef]
- Serres, T.; Aquino, C.; Mirodatos, C.; Schuurman, Y. Influence of the composition/texture of Mn–Na–W catalysts on the oxidative coupling of methane. Appl. Catal. A Gen. 2015, 504, 509–518. [Google Scholar] [CrossRef]
- Vaughan, G.B.M.; Baker, R.; Barret, R.; Bonnefoy, J.; Buslaps, T.; Checchia, S.; Duran, D.; Fihman, F.; Got, P.; Kieffer, J.; et al. ID15A at the ESRF—A beamline for high speed operando X-ray diffraction, diffraction tomography and total scattering. J. Synchrotron Radiat. 2020, 27 Pt 2, 515–528. [Google Scholar] [CrossRef]
- Kieffer, J.; Petitdemange, S.; Vincent, T. Real-time diffraction computed tomography data reduction. J. Synchrotron Radiat. 2018, 25 Pt 2, 612–617. [Google Scholar] [CrossRef]
- Ashiotis, G.; Deschildre, A.; Nawaz, Z.; Wright, J.P.; Karkoulis, D.; Picca, F.E.; Kieffer, J. The fast azimuthal integration Python library: pyFAI. J. Appl. Crystallogr. 2015, 48 Pt 2, 510–519. [Google Scholar] [CrossRef]
- Vamvakeros, A.; Jacques, S.D.M.; Di Michiel, M.; Middelkoop, V.; Egan, C.K.; Cernik, R.J.; Beale, A.M. Removing multiple outliers and single-crystal artefacts from X-ray diffraction computed tomography data. J. Appl. Crystallogr. 2015, 48, 1943–1955. [Google Scholar] [CrossRef]
- Vamvakeros, A. nDTomo Software Suite. 2018. Available online: https://github.com/antonyvam/nDTomo (accessed on 23 February 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn-Na-W/SiO2 Catalyst | ||||
|---|---|---|---|---|
| Powder | Pellet | 3D Structure | ||
| Sample weight | [g] | 0.29 | 0.35 | 0.22 |
| Vm | [cm3(STP) g−1] | 8.82 | 0.37 | 2.11 |
| as,BET | [m2 g−1] | 38.40 | 1.59 | 9.17 |
| Average pore diameter | [nm] | 25.86 | 8.06 | 25.51 |
| Spec. Pressure loss | [bar m−1] | 1.00 | 0.27 | 0.05 |
| Osithereme type | IV | IV | IV | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karsten, T.; Middelkoop, V.; Matras, D.; Vamvakeros, A.; Poulston, S.; Grosjean, N.; Rollins, B.; Gallucci, F.; Godini, H.R.; Jacques, S.D.M.; et al. Multi-Scale Studies of 3D Printed Mn–Na–W/SiO2 Catalyst for Oxidative Coupling of Methane. Catalysts 2021, 11, 290. https://doi.org/10.3390/catal11030290
Karsten T, Middelkoop V, Matras D, Vamvakeros A, Poulston S, Grosjean N, Rollins B, Gallucci F, Godini HR, Jacques SDM, et al. Multi-Scale Studies of 3D Printed Mn–Na–W/SiO2 Catalyst for Oxidative Coupling of Methane. Catalysts. 2021; 11(3):290. https://doi.org/10.3390/catal11030290
Chicago/Turabian StyleKarsten, Tim, Vesna Middelkoop, Dorota Matras, Antonis Vamvakeros, Stephen Poulston, Nicolas Grosjean, Benjamin Rollins, Fausto Gallucci, Hamid R. Godini, Simon D. M. Jacques, and et al. 2021. "Multi-Scale Studies of 3D Printed Mn–Na–W/SiO2 Catalyst for Oxidative Coupling of Methane" Catalysts 11, no. 3: 290. https://doi.org/10.3390/catal11030290
APA StyleKarsten, T., Middelkoop, V., Matras, D., Vamvakeros, A., Poulston, S., Grosjean, N., Rollins, B., Gallucci, F., Godini, H. R., Jacques, S. D. M., Beale, A. M., & Repke, J.-U. (2021). Multi-Scale Studies of 3D Printed Mn–Na–W/SiO2 Catalyst for Oxidative Coupling of Methane. Catalysts, 11(3), 290. https://doi.org/10.3390/catal11030290