Micromixing Study of a Clustered Countercurrent-Flow Micro-Channel Reactor and Its Application in the Precipitation of Ultrafine Manganese Dioxide

Abstract
:1. Introduction
2. Experimental
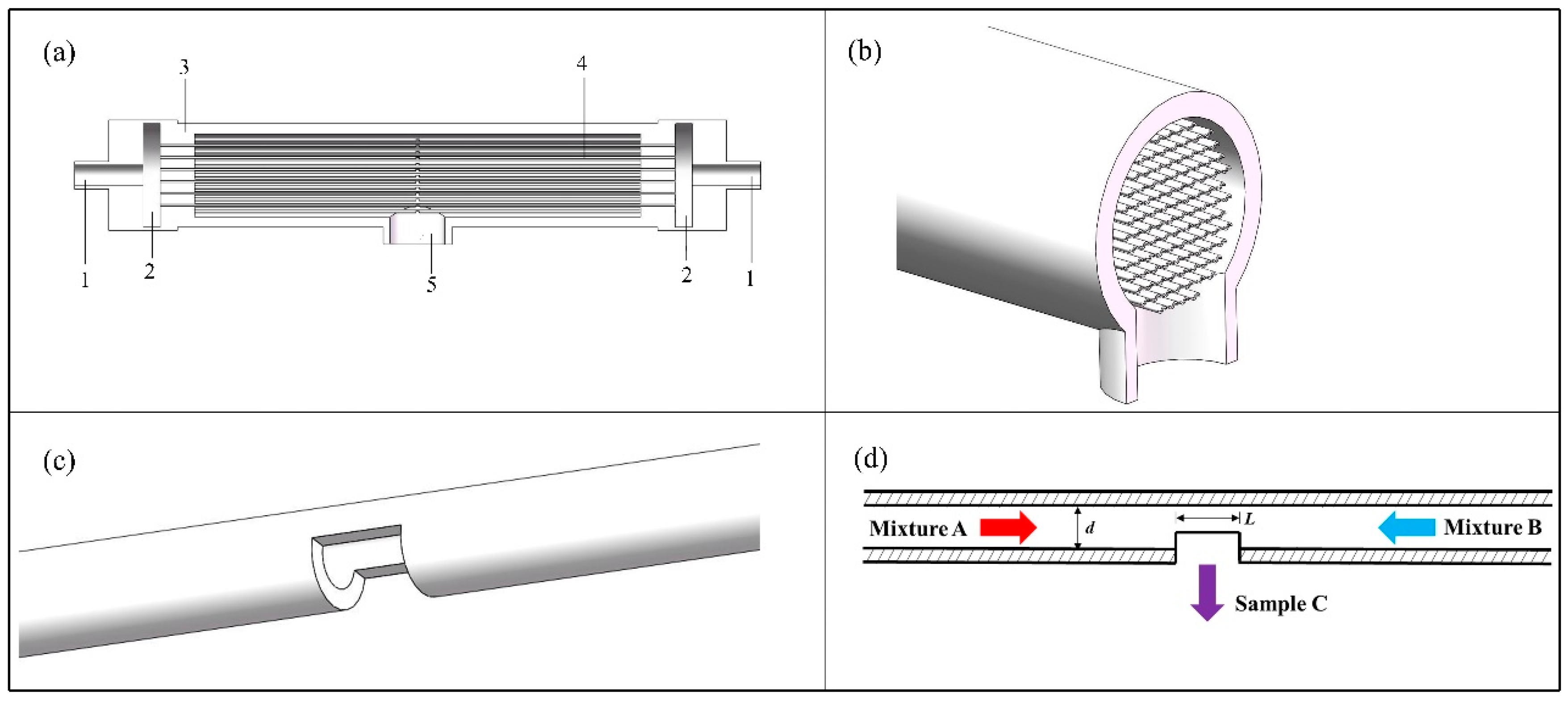
2.1. Clustered Countercurrent-Flow Micro-Channel Reactor
2.2. Micromixing Characterization
2.2.1. Experimental Test Reaction
2.2.2. Determination of the Acid and Initial Concentrations
2.2.3. Presentation of the Incorporation Model
2.3. Synthesis of Manganese Dioxide
2.4. Characterization Methods
3. Result and Discussion
3.1. Investigation of Micromixing Performance of C-CFMCR
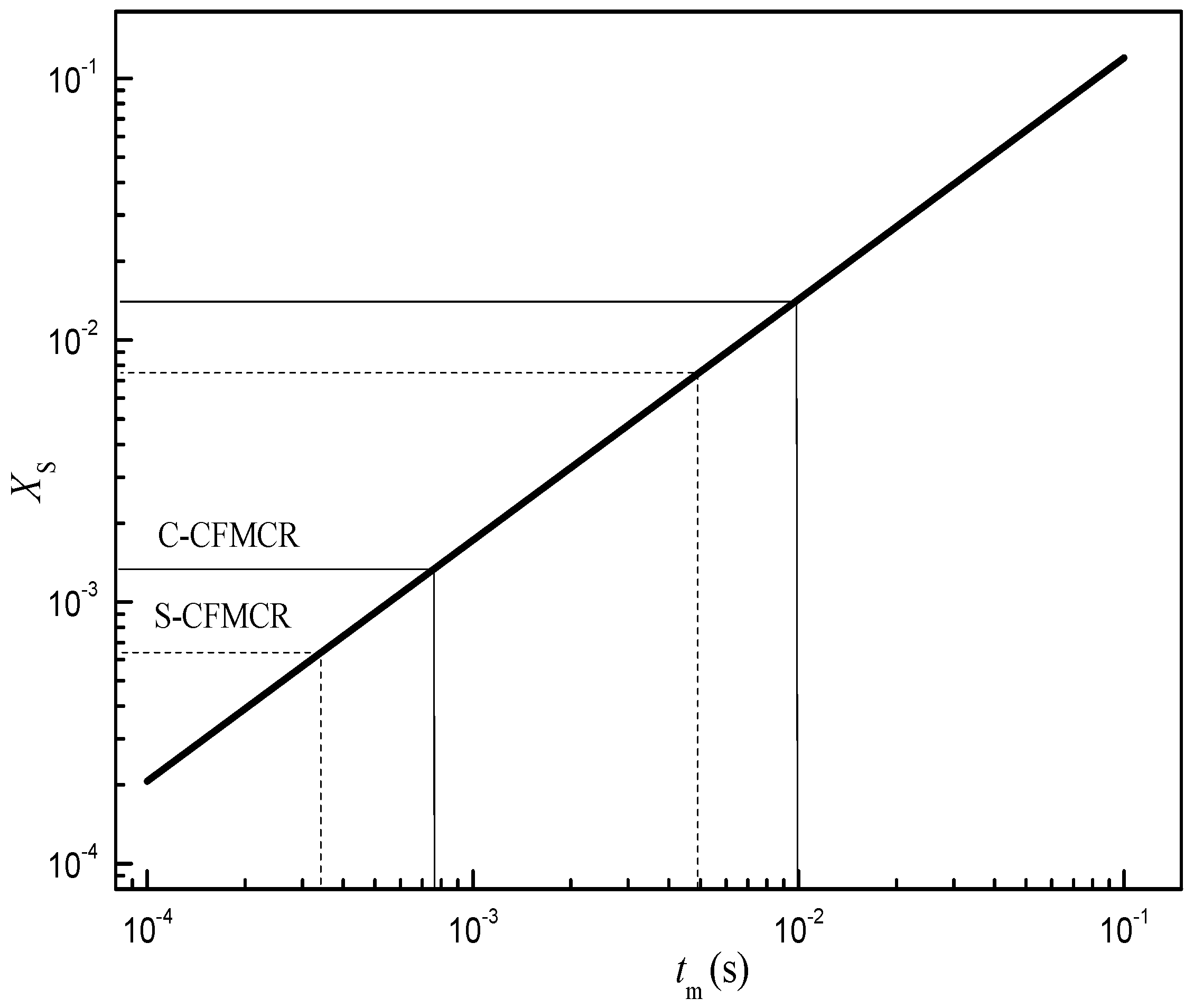
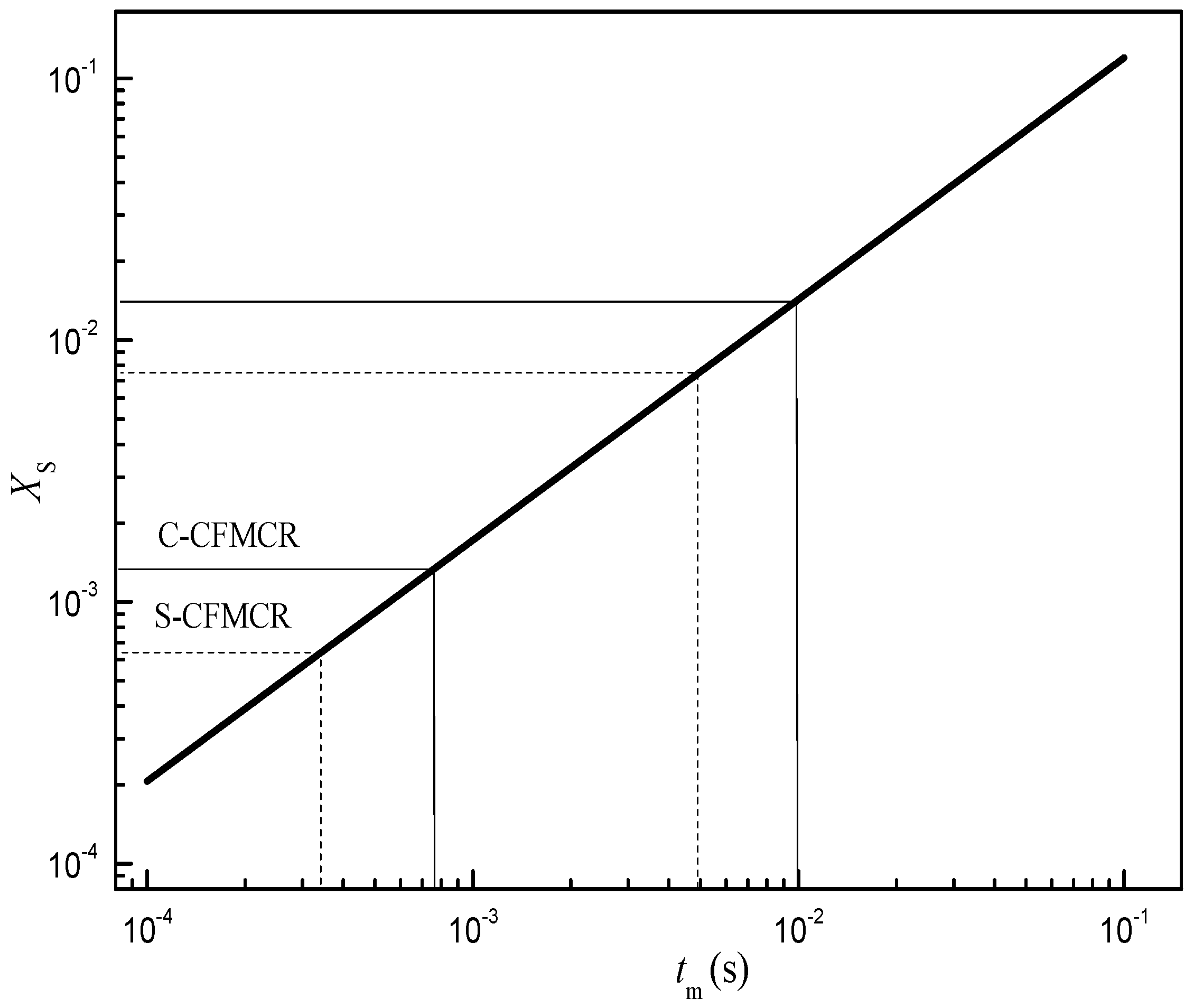
3.1.1. Estimation of Micromixing Time
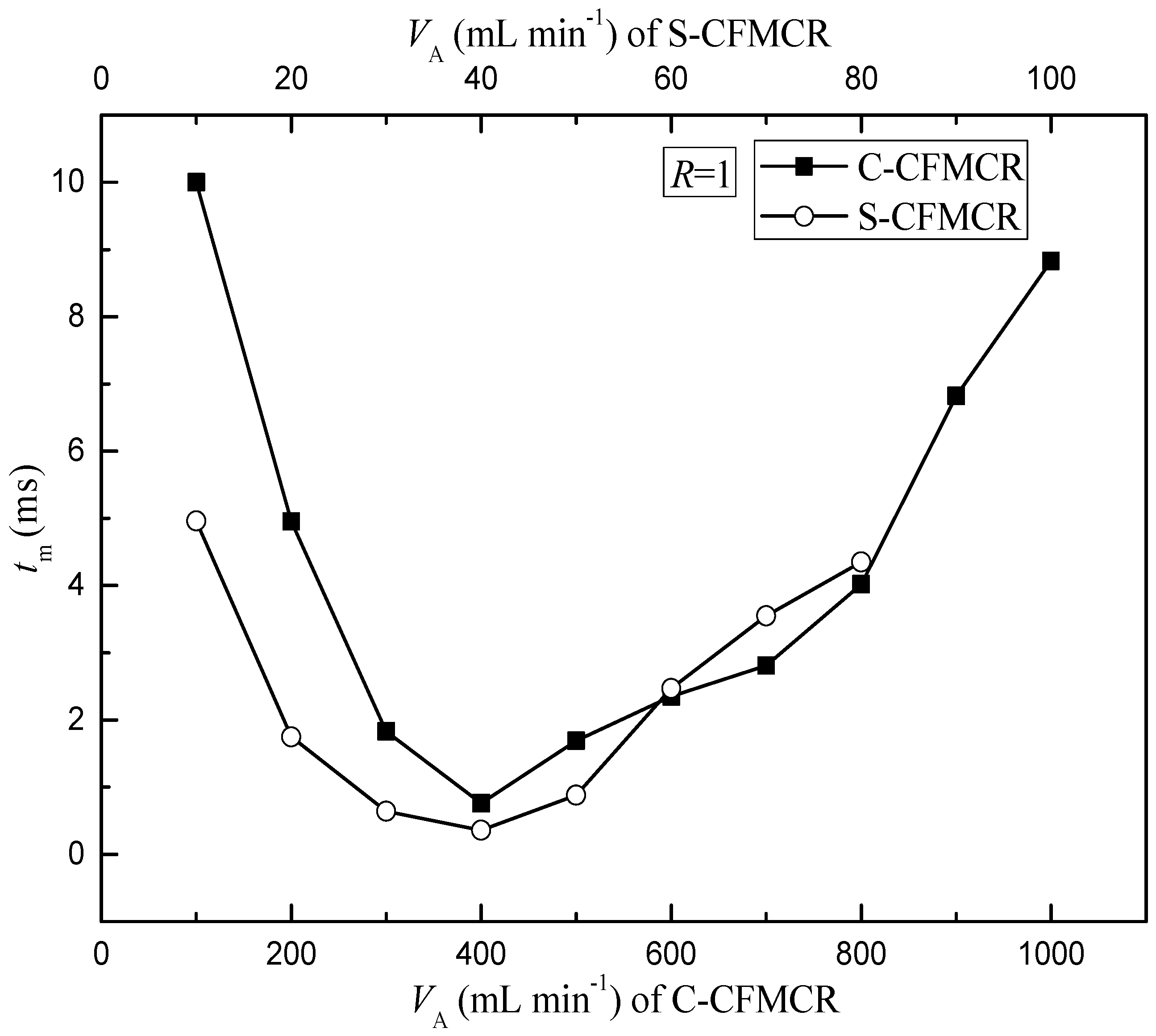
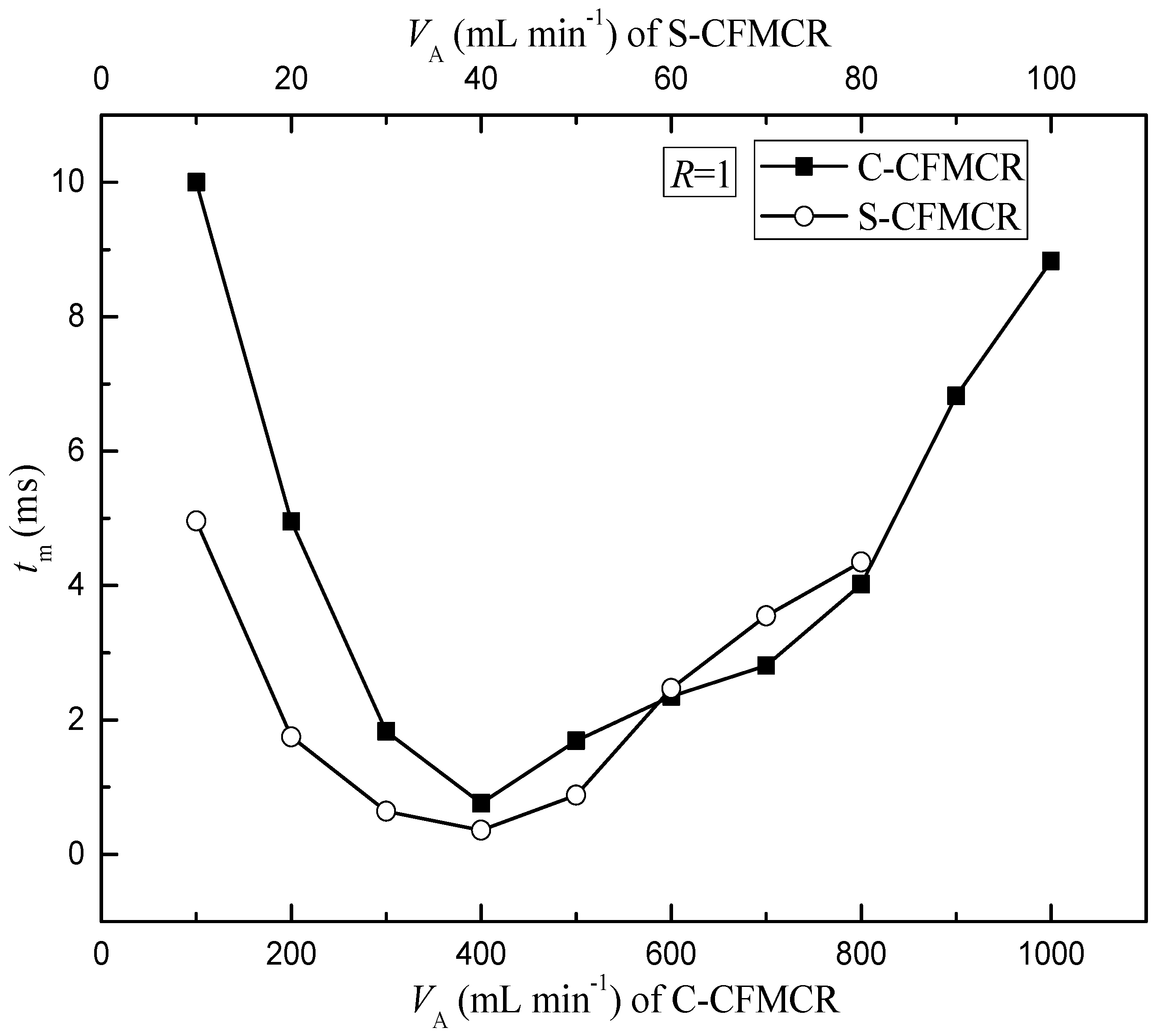
3.1.2. Influence of Volumetric Flow Rate on Micromixing Time
3.2. Experimental Study of Precipitation of Manganese Dioxide
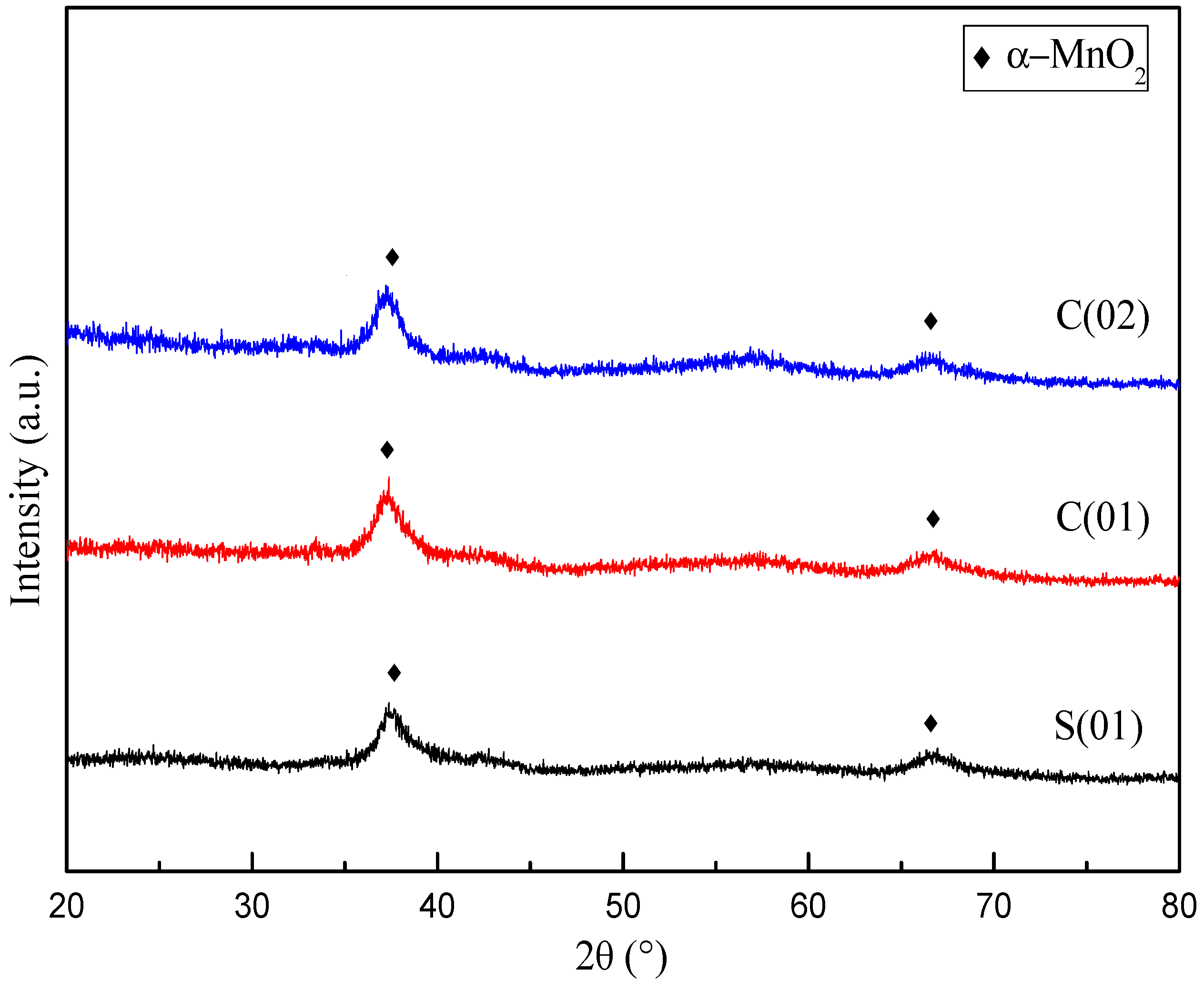
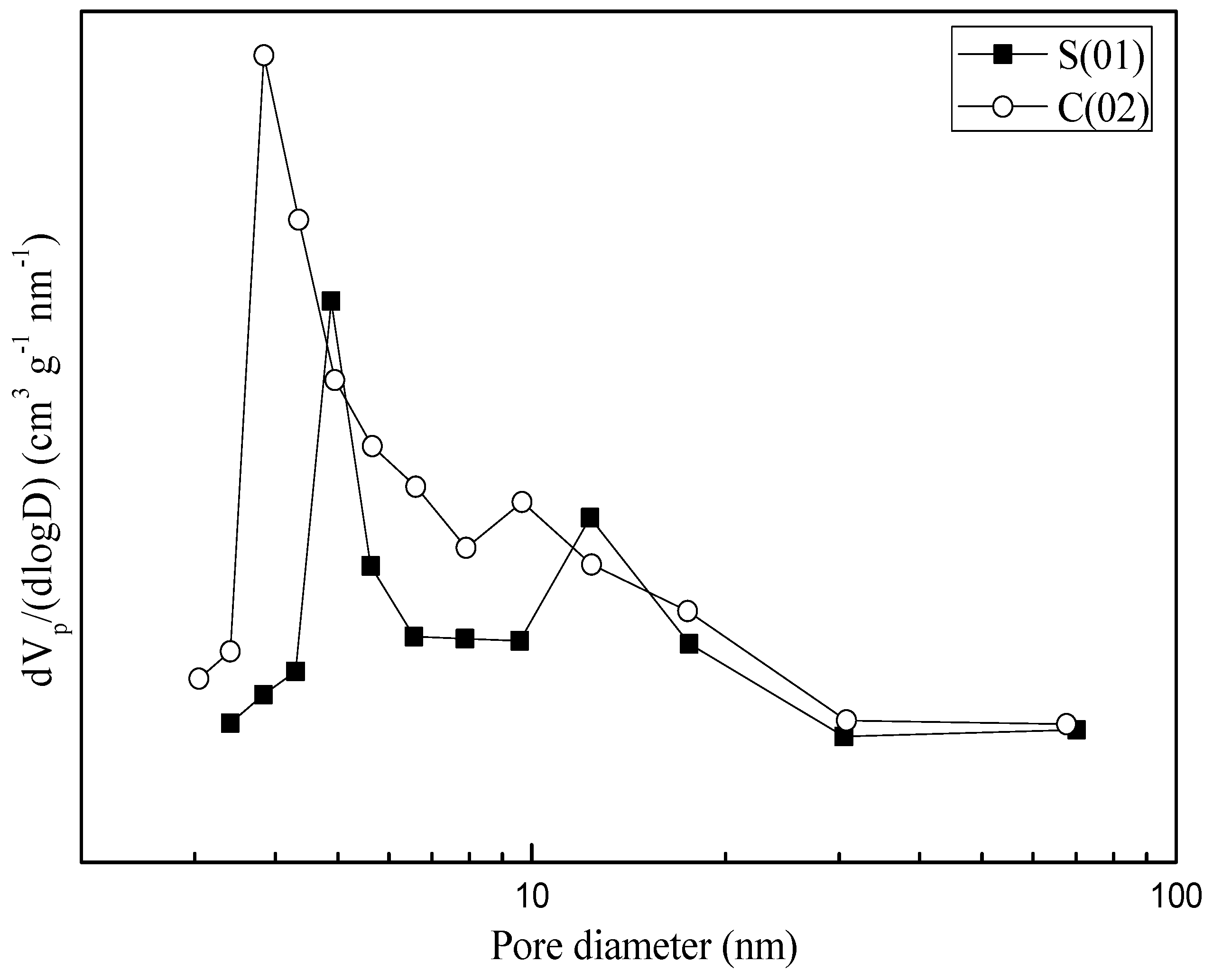
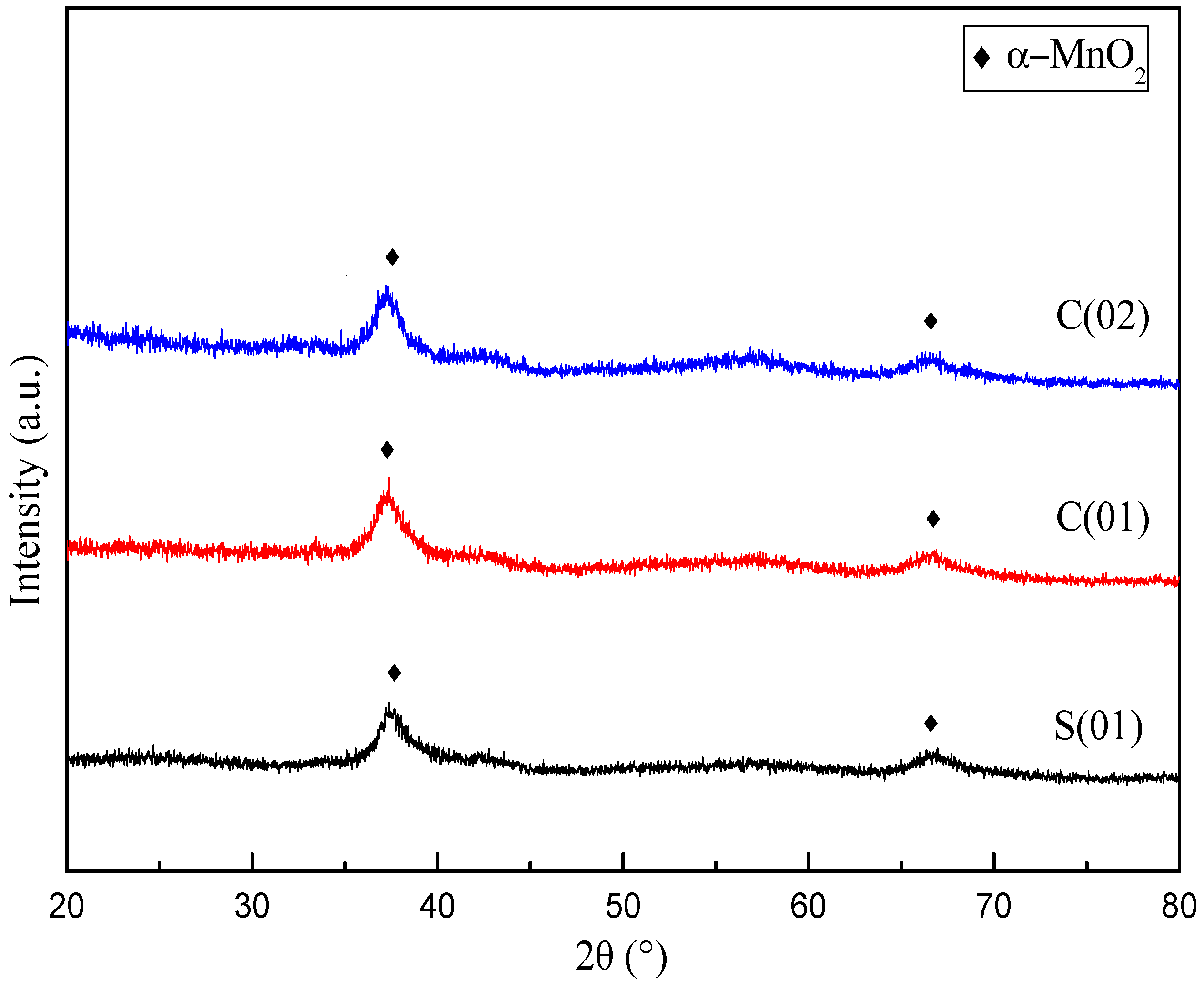
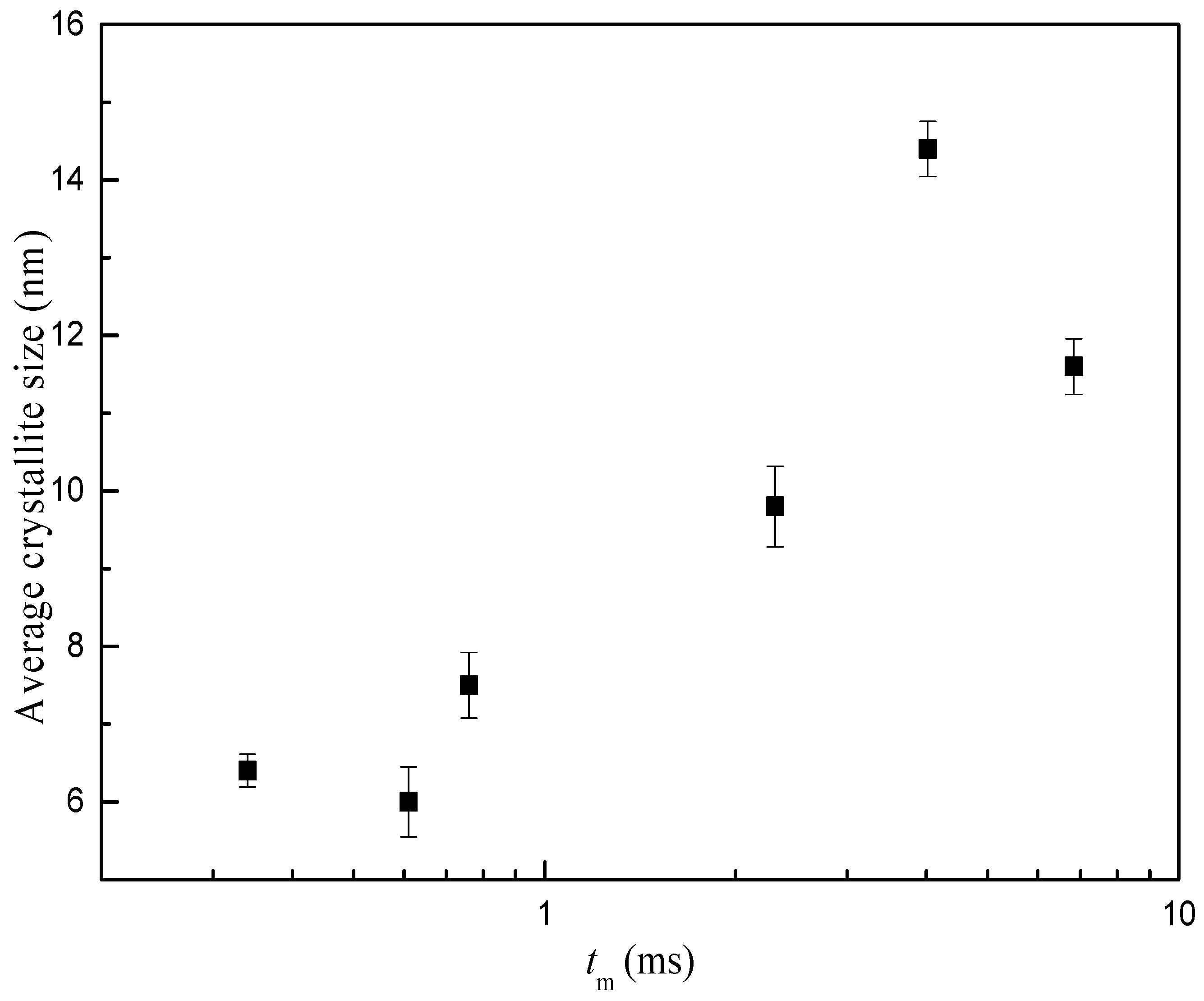
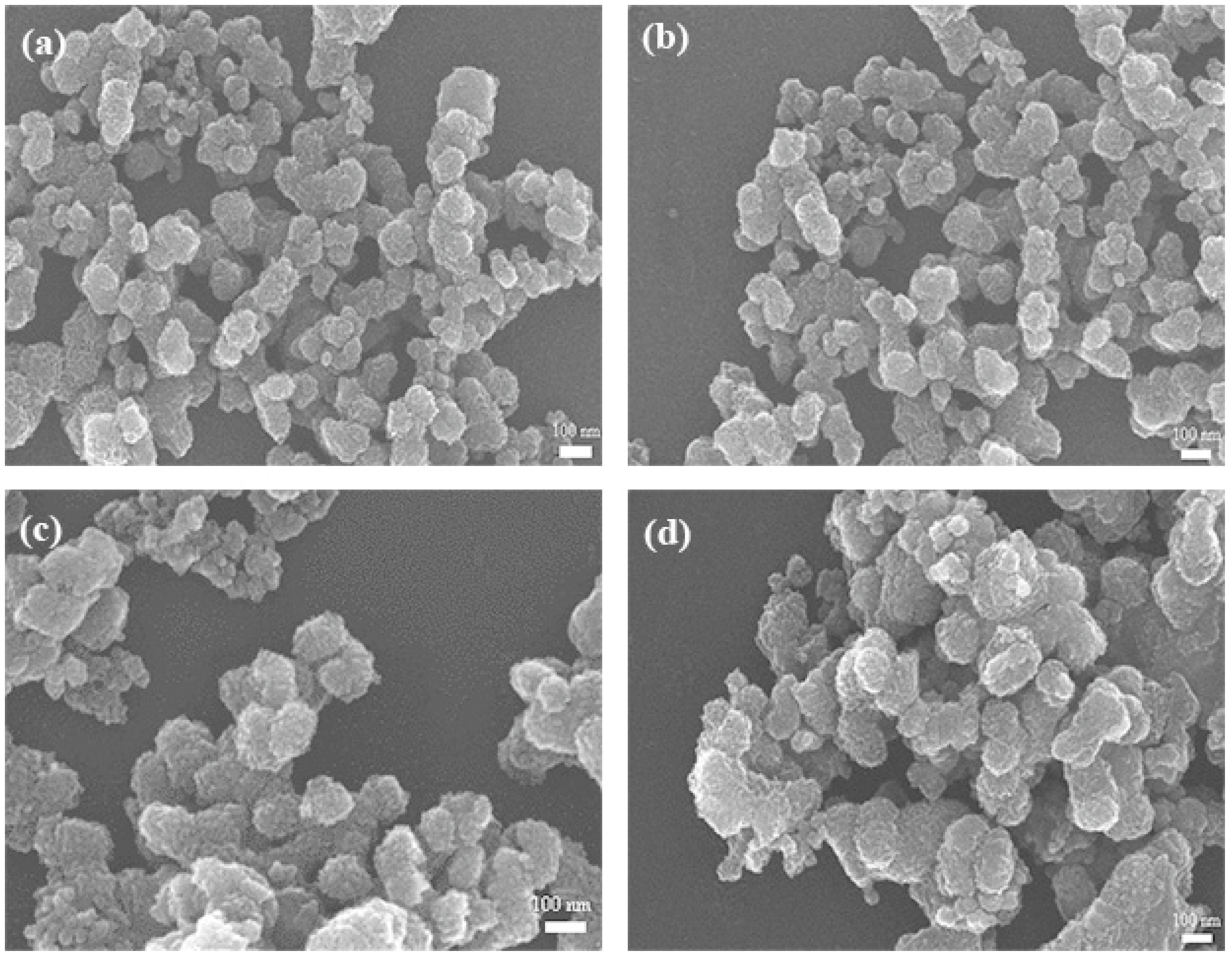
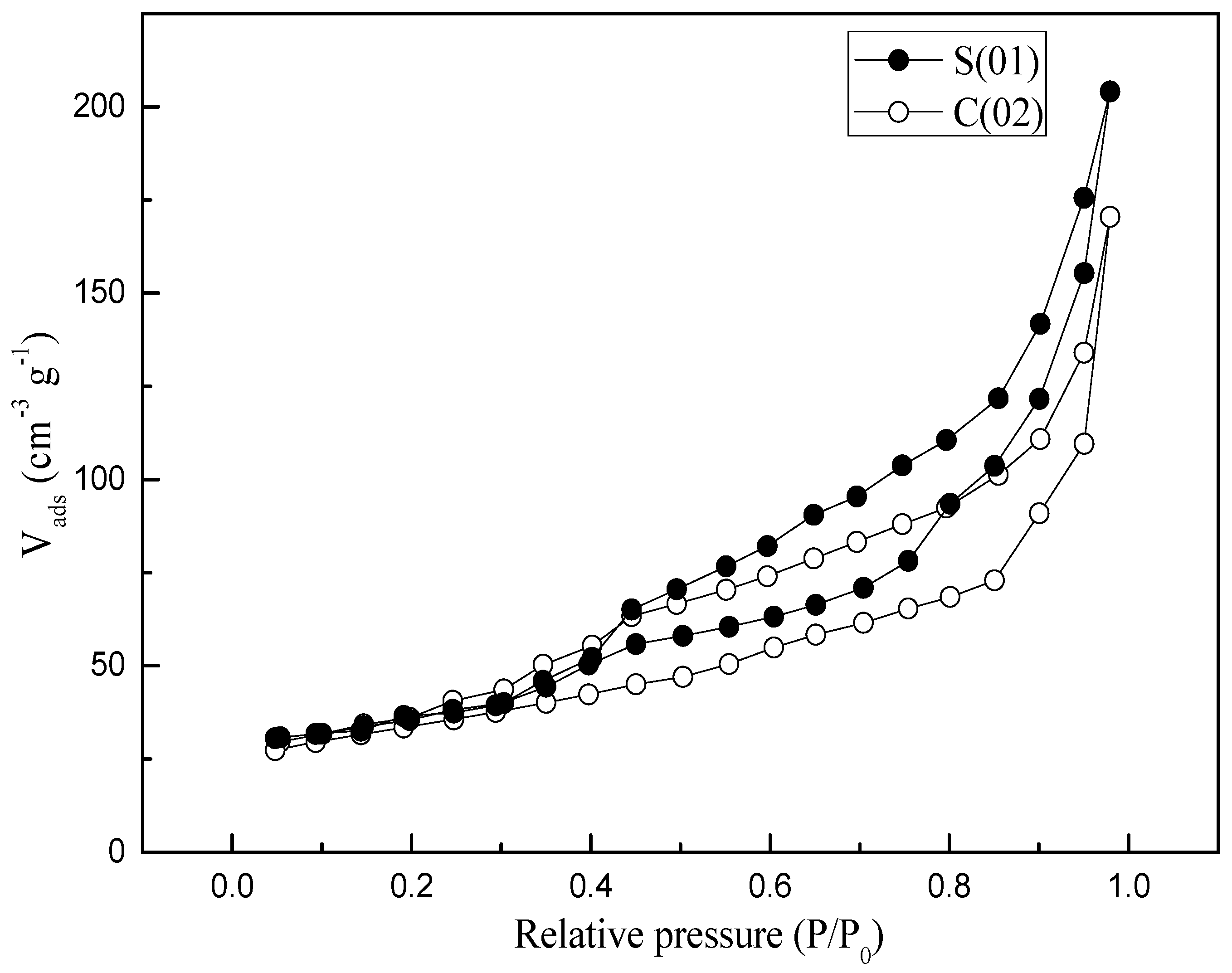
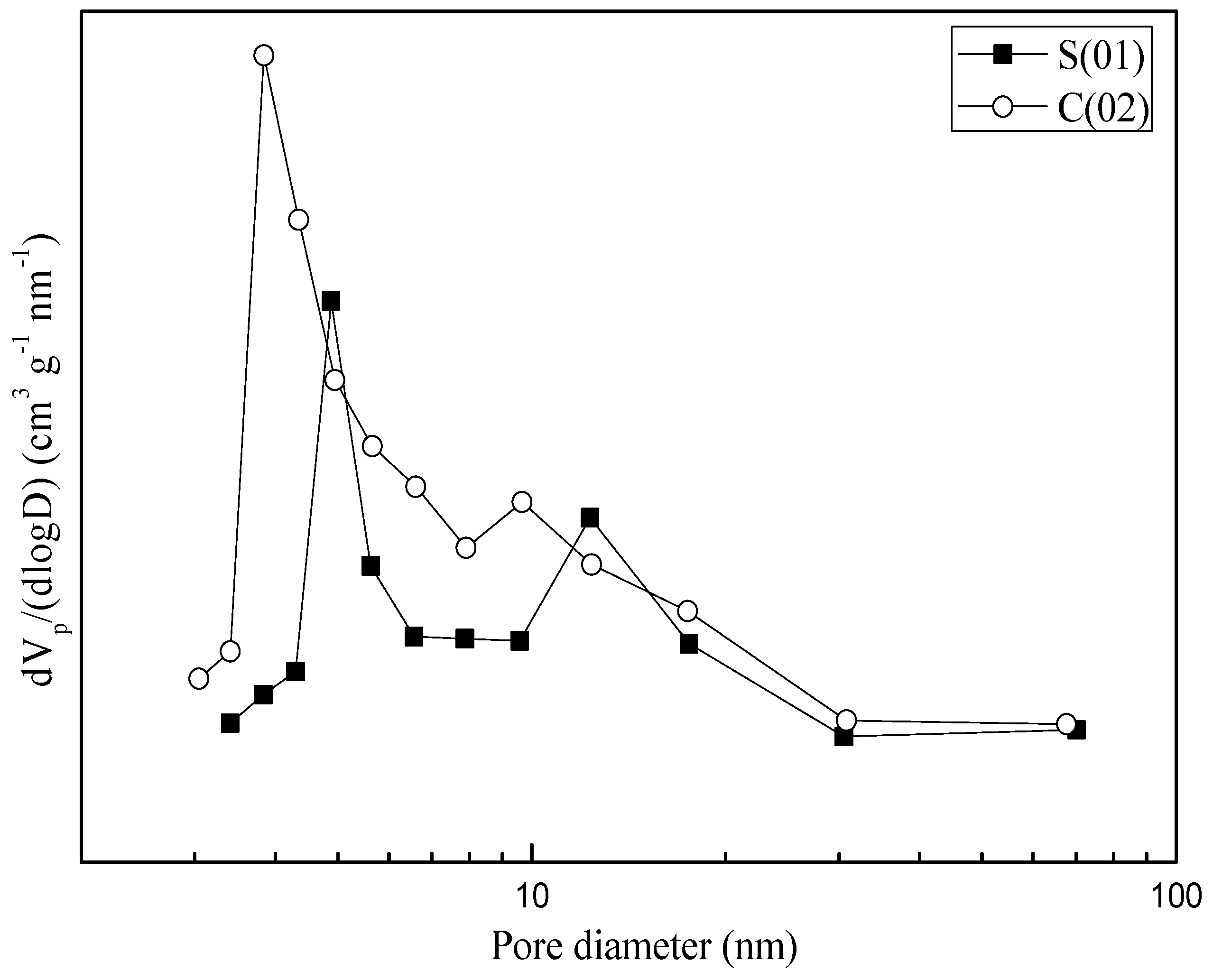
3.2.1. Material Characteristics
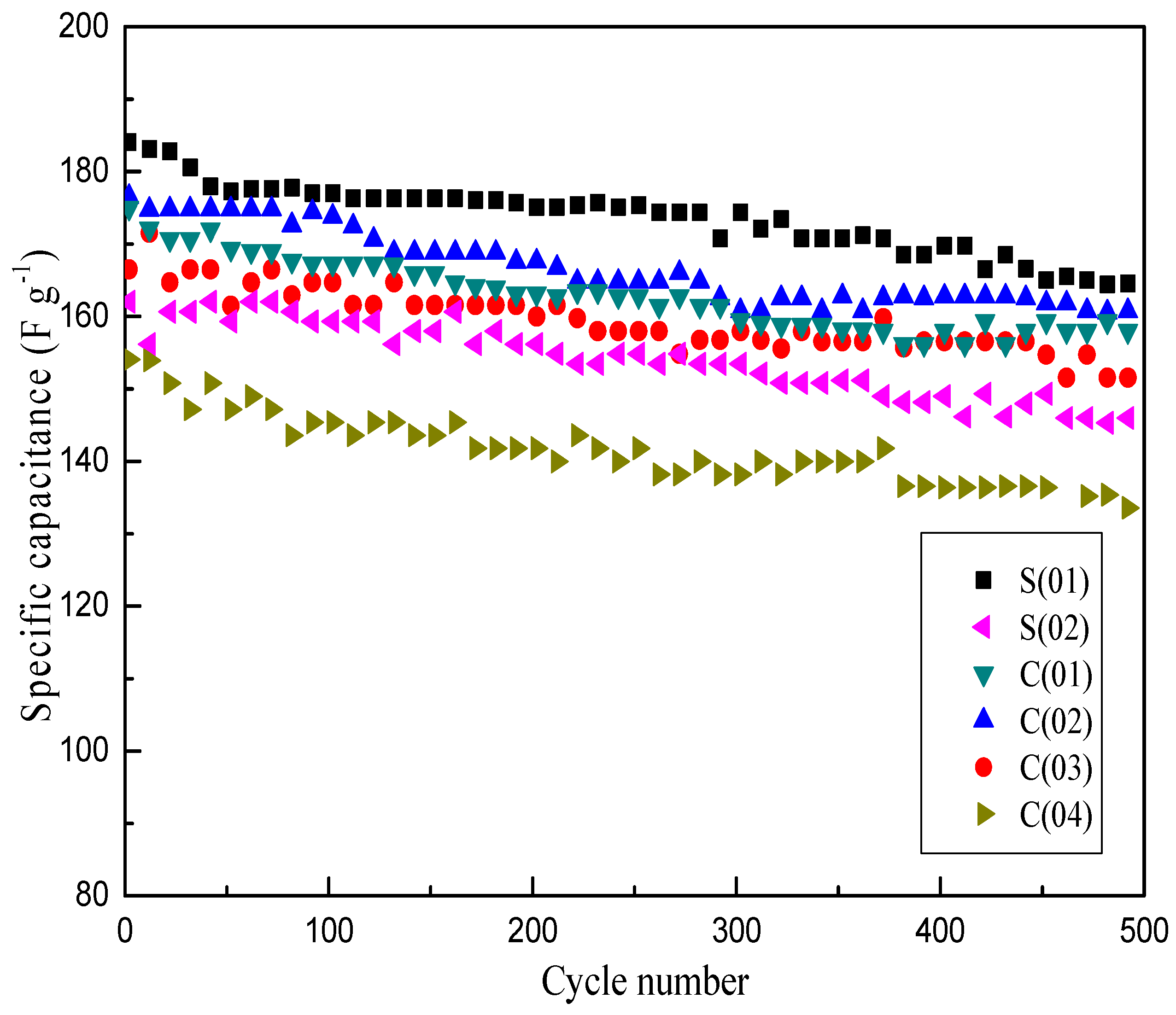
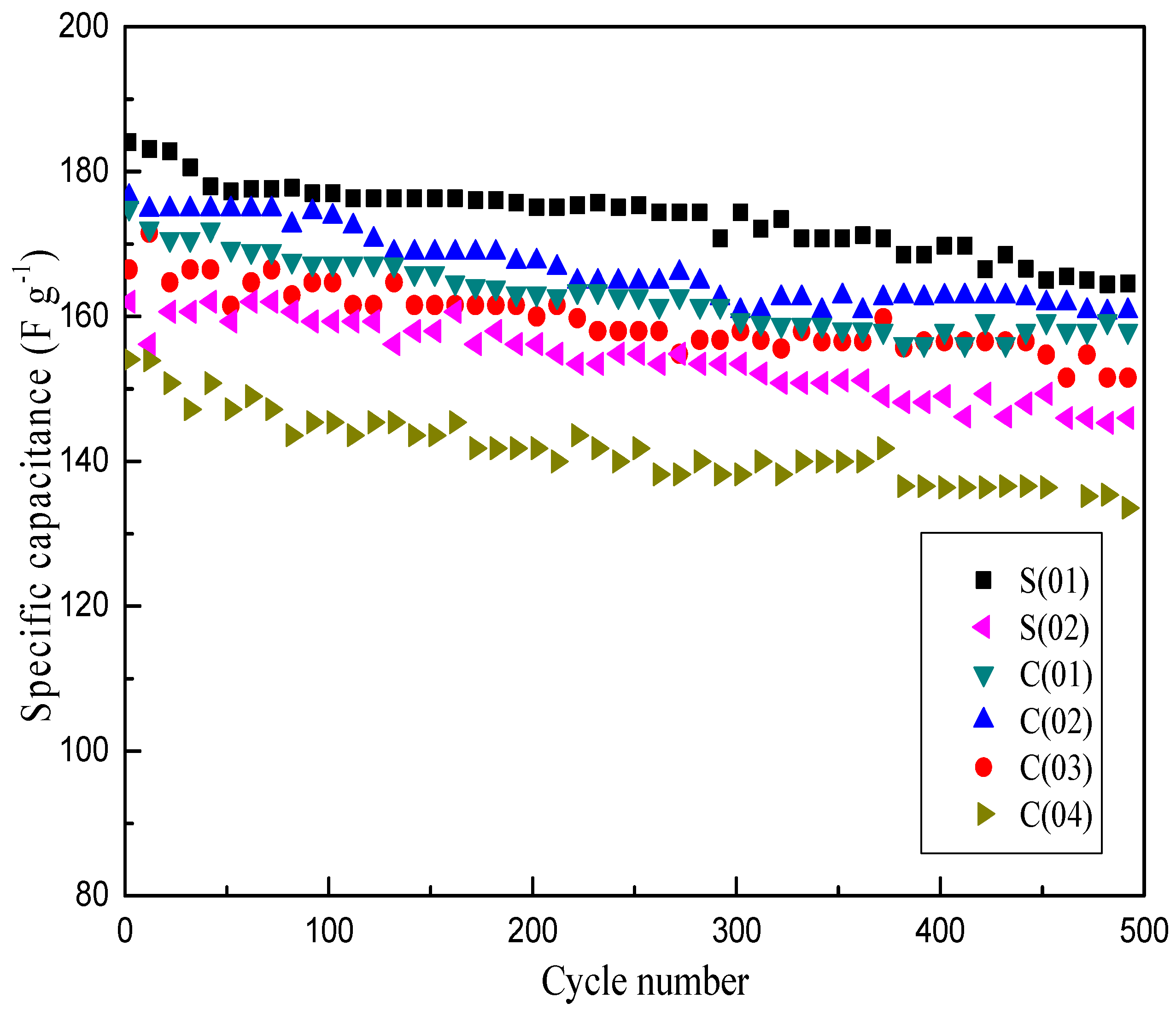
3.2.2. Electrochemical Properties
4. Conclusions
Author Contributions
Acknowledgements
Conflicts of Interest
Nomenclature
| Ci | concentration of i (mol·L−1) |
| I | ionic strength (mol·L−1) |
| Q1 | volume flow rate of manganese sulfate solution (mL·min−1) |
| Q2 | volume flow rate of potassium permanganate solution (mL·min−1) |
| R | volumetric flow ratio |
| tm | micromixing time (ms) |
| VA | volume flow rate of iodide mixture (mL·min−1) |
| VB | volume flow rate of acid solution (mL·min−1) |
| Vp | pore volume (cm3·g−1) |
| XS | segregation index |
| Y | selectivity of iodide |
| YST | selectivity of iodide for total segregation |
References
- Schwarzer, H.C.; Peukert, W. Combined experimental/numerical study on the precipitation of nanoparticles. AIChE J. 2004, 50, 3234–3247. [Google Scholar] [CrossRef]
- Baldyga, J.; Bourne, J.R.; Dubuis, B.; Etchells, A.W.; Gholap, R.V.; Zimmermann, B. Jet reactor scale-up for mixing controlled reactions. Chem. Eng. Res. Des. 1995, 73, 497–502. [Google Scholar]
- Duan, X.; Kim, T.; Li, D.; Ma, J.; Zheng, W. Understanding the effect models of ionic liquids in the synthesis of NH4-dw and γ-AlOOH nanostructures and their conversion into porous γ-Al2O3. Chem. Eur. J. 2013, 19, 5924–5937. [Google Scholar] [CrossRef] [PubMed]
- Gavi, E.; Marchisio, D.L.; Barresi, A.A. CFD modelling and scale-up of confined impinging jet reactors. Chem. Eng. Sci. 2007, 62, 2228–2241. [Google Scholar] [CrossRef]
- Manzano MartÃnez, A.N.; Kmp, V.E.; Schouten, J.C.; Van Der Schaaf, J. Micromixing in a rotor-stator spinning disc reactor. Ind. Eng. Chem. Res. 2017, 56, 13454–13460. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.; Xiang, Y.; Wen, L.X.; Chen, J.F. CFD analysis of flow patterns and micromixing efficiency in a Y-type microchannel reactor. Ind. Eng. Chem. Res. 2012, 51, 13944–13952. [Google Scholar] [CrossRef]
- Ouyang, Y.; Xiang, Y.; Zou, H.; Chu, G.; Chen, J. Flow characteristics and micromixing modeling in a microporous tube-in-tube microchannel reactor by CFD. Chem. Eng. J. 2017, 321, 533–545. [Google Scholar] [CrossRef]
- Li, S.; Gross, G.A.; Günther, P.M.; Köhler, J.M. Hydrothermal micro continuous-flow synthesis of spherical, cylinder-, star- and flower-like ZnO microparticles. Chem. Eng. J. 2011, 167, 681–687. [Google Scholar] [CrossRef]
- Wagner, J.; Kirner, T.; Mayer, G.; Albert, J.; Köhler, J.M. Generation of metal nanoparticles in a microchannel reactor. Chem. Eng. J. 2004, 101, 251–260. [Google Scholar] [CrossRef]
- Lu, X.; Yu, M.; Wang, G.; Tong, Y.; Li, Y. Flexible solid-state supercapacitors: Design, fabrication and applications. Energy Environ. Sci. 2014, 7, 2160–2181. [Google Scholar] [CrossRef]
- Li, J.; Östling, M. Prevention of graphene restacking for performance boost of supercapacitors—A review. Crystals 2013, 3, 163. [Google Scholar] [CrossRef]
- Dupont, M.F.; Forghani, M.; Cameron, A.P.; Donne, S.W. Effect of electrolyte cation on the charge storage mechanism of manganese dioxide for electrochemical capacitors. Electrochim. Acta 2018, 271, 337–350. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Wu, X.; Du, J.; Tao, C. Electric field enhancement in leaching of manganese from low-grade manganese dioxide ore: Kinetics and mechanism study. J. Electroanal. Chem. 2017, 788, 165–174. [Google Scholar] [CrossRef]
- Kijima, N.; Yasuda, H.; Sato, T.; Yoshimura, Y. Preparation and characterization of open tunnel oxide α-MnO2 precipitated by ozone oxidation. J. Solid State Chem. 2001, 159, 94–102. [Google Scholar] [CrossRef]
- Tang, Y.; Zheng, S.; Xu, Y.; Xiao, X.; Xue, H.; Pang, H. Advanced batteries based on manganese dioxide and its composites. Energy Storage Mater. 2018, 12, 284–309. [Google Scholar] [CrossRef]
- Wei, W.; Cui, X.; Chen, W.; Ivey, D.G. Manganese oxide-based materials as electrochemical supercapacitor electrodes. Chem. Soc. Rev. 2011, 40, 1697–1721. [Google Scholar] [CrossRef] [PubMed]
- Staiti, P.; Lufrano, F. Study and optimisation of manganese oxide-based electrodes for electrochemical supercapacitors. J. Power Sources 2009, 187, 284–289. [Google Scholar] [CrossRef]
- Indah, S.F.N.; Pei-Ru, S.; Jyh-Ming, T. MnO2 with controlled phase for use in supercapacitors. J. Am. Ceram. Soc. 2017, 100, 1642–1652. [Google Scholar]
- He, W.; Yang, W.; Wang, C.; Deng, X.; Liu, B.; Xu, X. Morphology-controlled syntheses of α- MnO2 for electrochemical energy storage. Phys. Chem. Chem. Phys. 2016, 18, 15235–15243. [Google Scholar] [CrossRef] [PubMed]
- Yin, B.; Zhang, S.; Jiao, Y.; Liu, Y.; Qu, F.; Wu, X. Facile synthesis of ultralong MnO2 nanowires as high performance supercapacitor electrodes and photocatalysts with enhanced photocatalytic activities. Cryst. Eng. Comm. 2014, 16, 9999–10005. [Google Scholar] [CrossRef]
- Chen, H.; He, J.; Zhang, C.; He, H. Self-assembly of novel mesoporous manganese oxide nanostructures and their application in oxidative decomposition of formaldehyde. J. Phys. Chem. C 2007, 111, 18033–18038. [Google Scholar] [CrossRef]
- Li, W.B.; Yang, X.F.; Chen, L.F.; Wang, J.A. Adsorption/desorption of NOX on MnO2/ZrO2 oxides prepared in reverse microemulsions. Catal. Today 2009, 148, 75–80. [Google Scholar] [CrossRef]
- Yan, D.; Zhang, H.; Li, S.; Zhu, G.; Wang, Z.; Xu, H.; Yu, A. Formation of ultrafine three-dimensional hierarchical birnessite-type MnO2 nanoflowers for supercapacitor. J. Alloy. Compd. 2014, 607, 245–250. [Google Scholar] [CrossRef]
- Cheney, M.A.; Bhowmik, P.K.; Moriuchi, S.; Villalobos, M.; Qian, S.; Sang, W.J. The effect of stirring on the morphology of birnessite nanoparticles. J. Nanomater. 2014, 2008, 145–152. [Google Scholar] [CrossRef]
- Guichardon, P.; Falk, L. Characterisation of micromixing efficiency by the iodide-iodate reaction system. Part I: Experimental procedure. Chem. Eng. Sci. 2000, 55, 4233–4243. [Google Scholar] [CrossRef]
- Guichardon, P.; Villermaux, J.; Falk, L. Characterisation of micromixing efficiency by the iodide-iodate reaction system. Part II: Kinetic study. Chem. Eng. Sci. 2000, 55, 4245–4253. [Google Scholar] [CrossRef]
- Fournier, M.C.; Falk, L.; Villermaux, J. A new parallel competing reaction system for assessing micromixing efficiency—Determination of micromixing time by a simple mixing model. Int. J. Chem. React. Eng. 2014, 51, 5187–5192. [Google Scholar] [CrossRef]
- Bourne, J.R. Comments on the iodide/iodate method for characterising micromixing. Chem. Eng. J. 2008, 140, 638–641. [Google Scholar] [CrossRef]
- Kölbl, A.; Schmidt-Lehr, S. The iodide iodate reaction method: The choice of the acid. Chem. Eng. Sci. 2010, 65, 1897–1901. [Google Scholar] [CrossRef]
- Liu, C.I.; Lee, D.J. Micromixing effects in a couette flow reactor. Chem. Eng. Sci. 1999, 54, 2883–2888. [Google Scholar] [CrossRef]
- Ragupathy, P.; Park, D.H.; Campet, G.; Vasan, H.N.; Hwang, S.J.; Choy, J.H.; Munichandraiah, N. Remarkable capacity retention of nanostructured manganese oxide upon cycling as an electrode material for supercapacitor. J. Phys. Chem. C 2009, 113, 6303–6309. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactants | Initial Concentrations (mol·L−1) |
|---|---|
| H3BO3 | 0.1818 |
| NaOH | 0.0909 |
| KI | 0.01167 |
| KIO3 | 0.00233 |
| HClO4 | 0.05 |
| Ref. | C1 (mol·L−1) | C2 (mol·L−1) | R2/1 | Q1 (mL·min−1) | Q2 (mL·min−1) | Number of S-CFMCR | tm (ms) |
|---|---|---|---|---|---|---|---|
| S(01) | 0.15 | 0.1 | 1 | 40 | 40 | 1 | 0.34 |
| S(02) | 0.3 | 0.1 | 2 | 20 | 40 | 1 | 2.31 |
| C(01) | 0.15 | 0.1 | 1 | 200 | 200 | 5 | 0.61 |
| C(02) | 0.15 | 0.1 | 1 | 400 | 400 | 10 | 0.76 |
| C(03) | 0.15 | 0.1 | 1 | 800 | 800 | 10 | 4.02 |
| C(04) | 0.3 | 0.1 | 2 | 200 | 400 | 10 | 6.84 |
| Ref. | tm (ms) | SBET (m2·g−1) |
|---|---|---|
| S(01) | 0.34 | 176 |
| S(02) | 2.31 | 193 |
| C(01) | 0.61 | 154 |
| C(02) | 0.76 | 158 |
| C(03) | 4.02 | 214 |
| C(04) | 6.84 | 186 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, K.-P.; Wu, B.; Gu, R.-J.; Wen, L.-X. Micromixing Study of a Clustered Countercurrent-Flow Micro-Channel Reactor and Its Application in the Precipitation of Ultrafine Manganese Dioxide. Micromachines 2018, 9, 549. https://doi.org/10.3390/mi9110549
Cheng K-P, Wu B, Gu R-J, Wen L-X. Micromixing Study of a Clustered Countercurrent-Flow Micro-Channel Reactor and Its Application in the Precipitation of Ultrafine Manganese Dioxide. Micromachines. 2018; 9(11):549. https://doi.org/10.3390/mi9110549
Chicago/Turabian StyleCheng, Kun-Peng, Bo Wu, Ren-Jie Gu, and Li-Xiong Wen. 2018. "Micromixing Study of a Clustered Countercurrent-Flow Micro-Channel Reactor and Its Application in the Precipitation of Ultrafine Manganese Dioxide" Micromachines 9, no. 11: 549. https://doi.org/10.3390/mi9110549
APA StyleCheng, K.-P., Wu, B., Gu, R.-J., & Wen, L.-X. (2018). Micromixing Study of a Clustered Countercurrent-Flow Micro-Channel Reactor and Its Application in the Precipitation of Ultrafine Manganese Dioxide. Micromachines, 9(11), 549. https://doi.org/10.3390/mi9110549