Thin-Walled Double Side Freeform Component Milling Process with Paraffin Filling Method †


Abstract
:1. Introduction
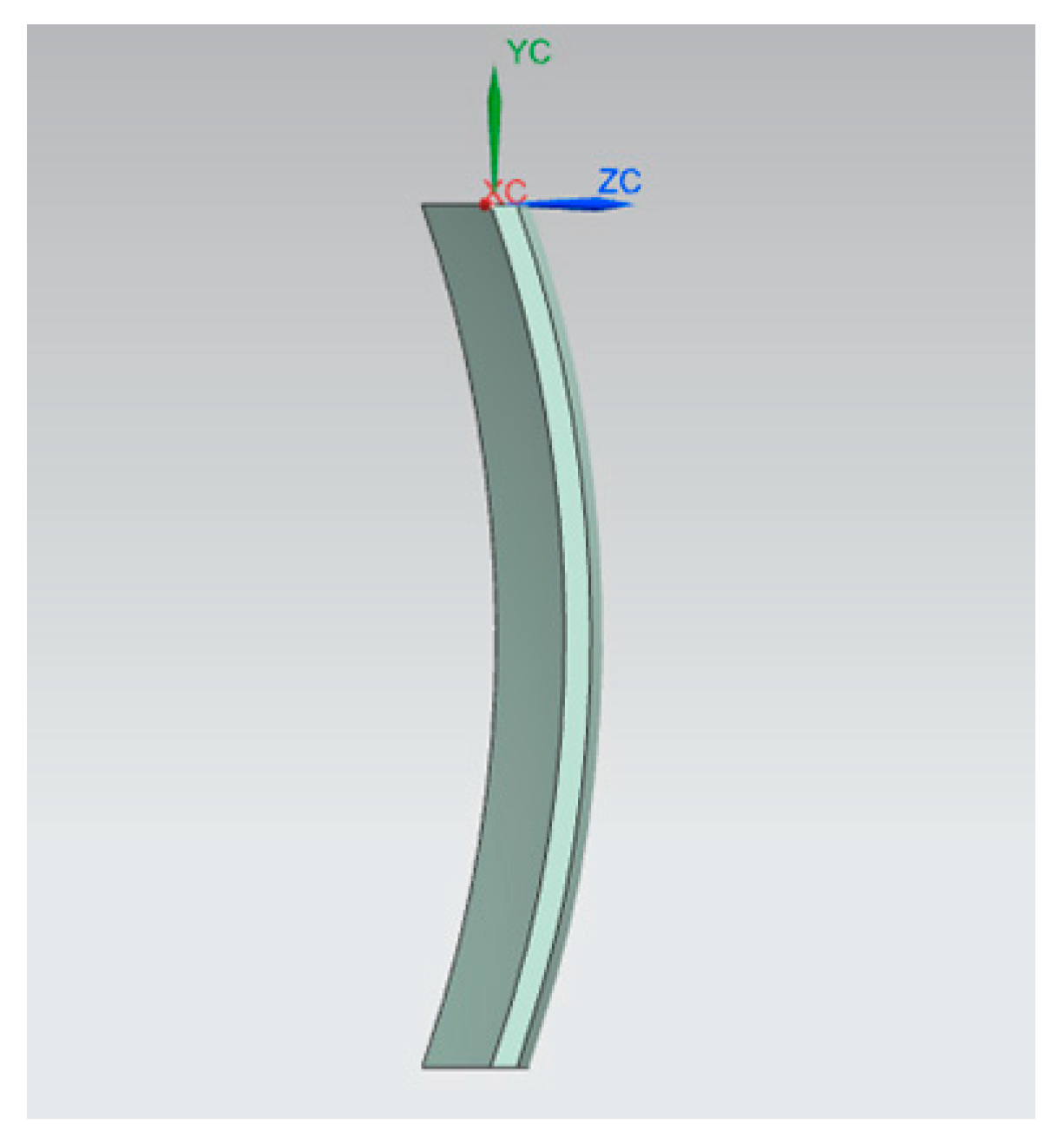
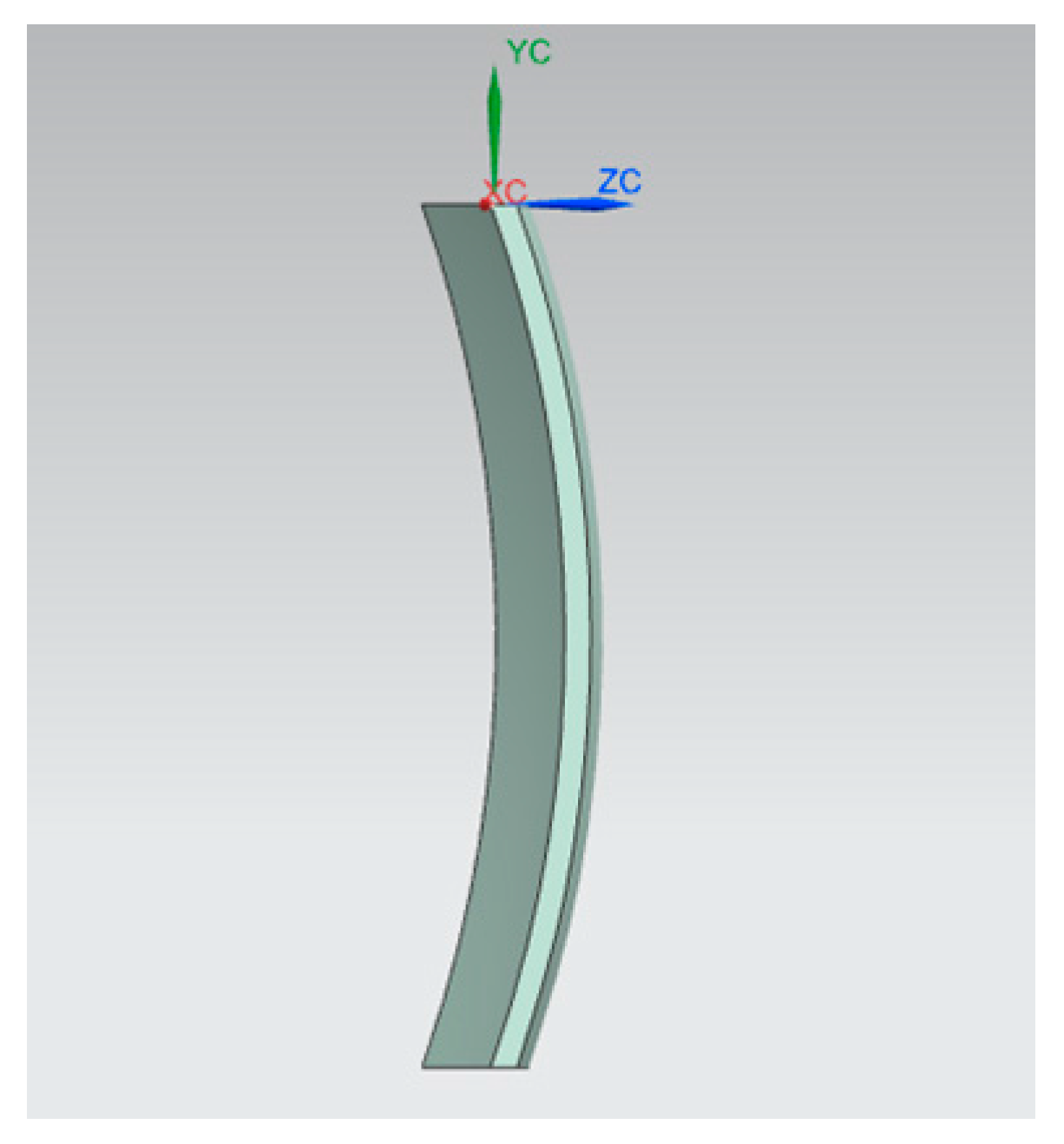
2. Thin-Walled Double Side Aspheric Component Model
3. Simulation and Experiment with the Taguchi Method
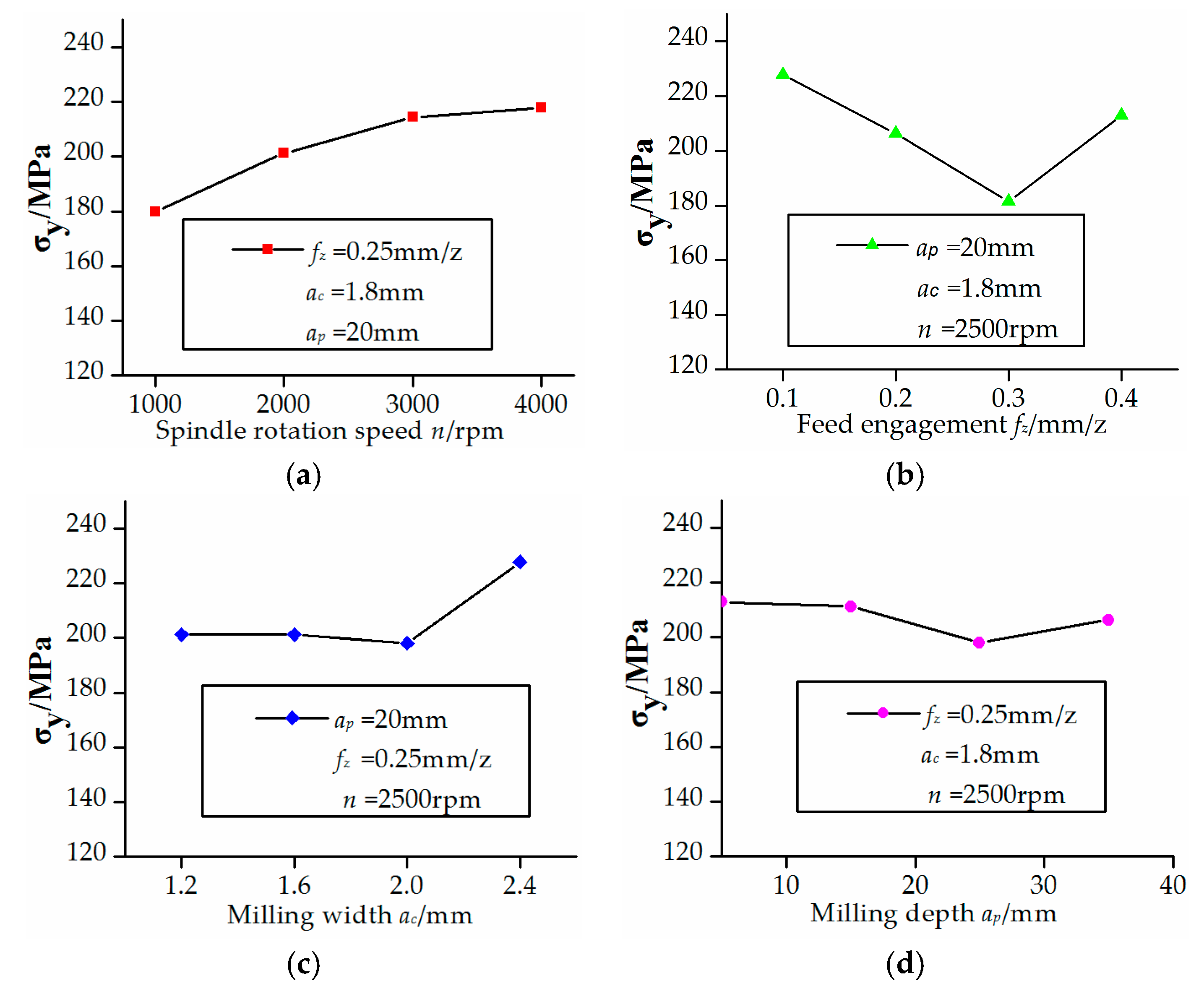
3.1. Milling Parameters Optimization by Taguchi Method
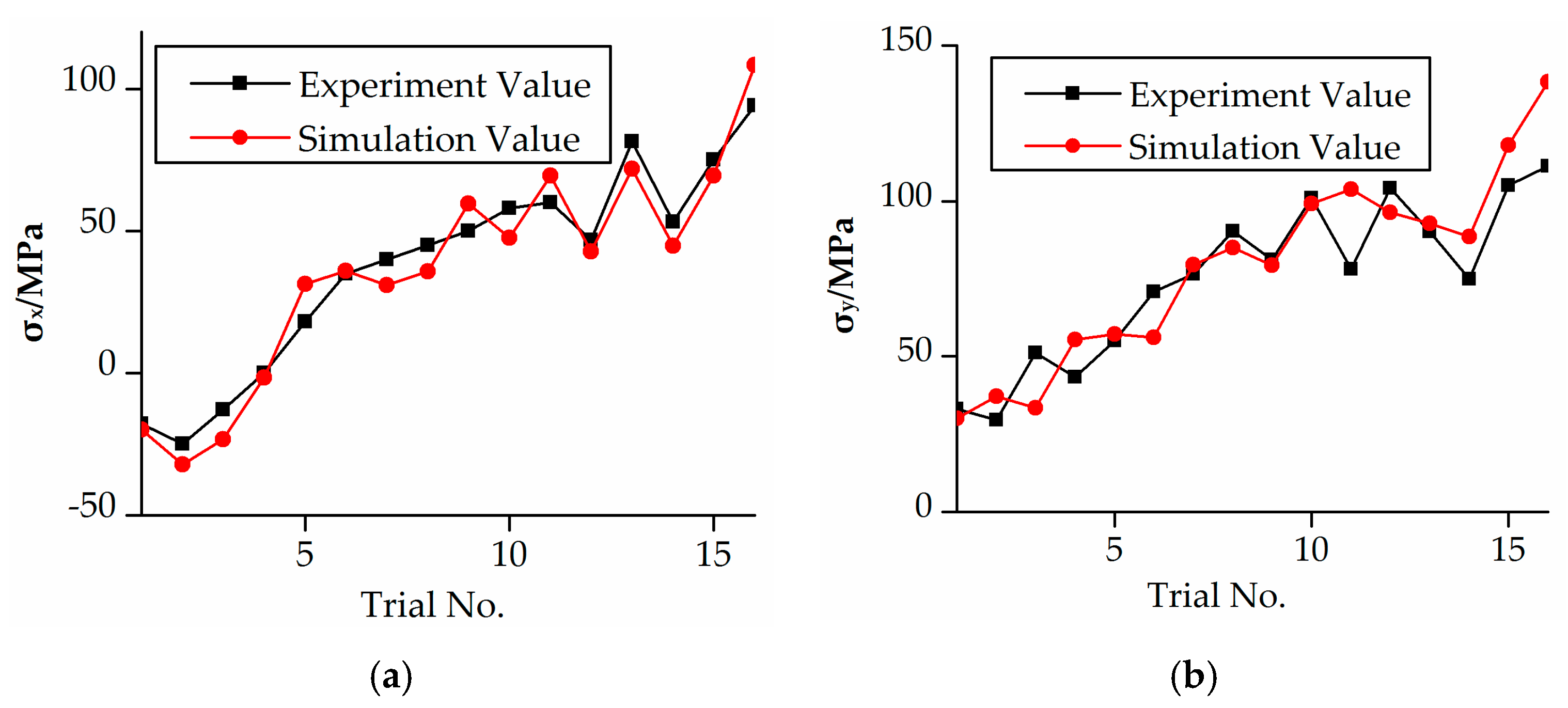
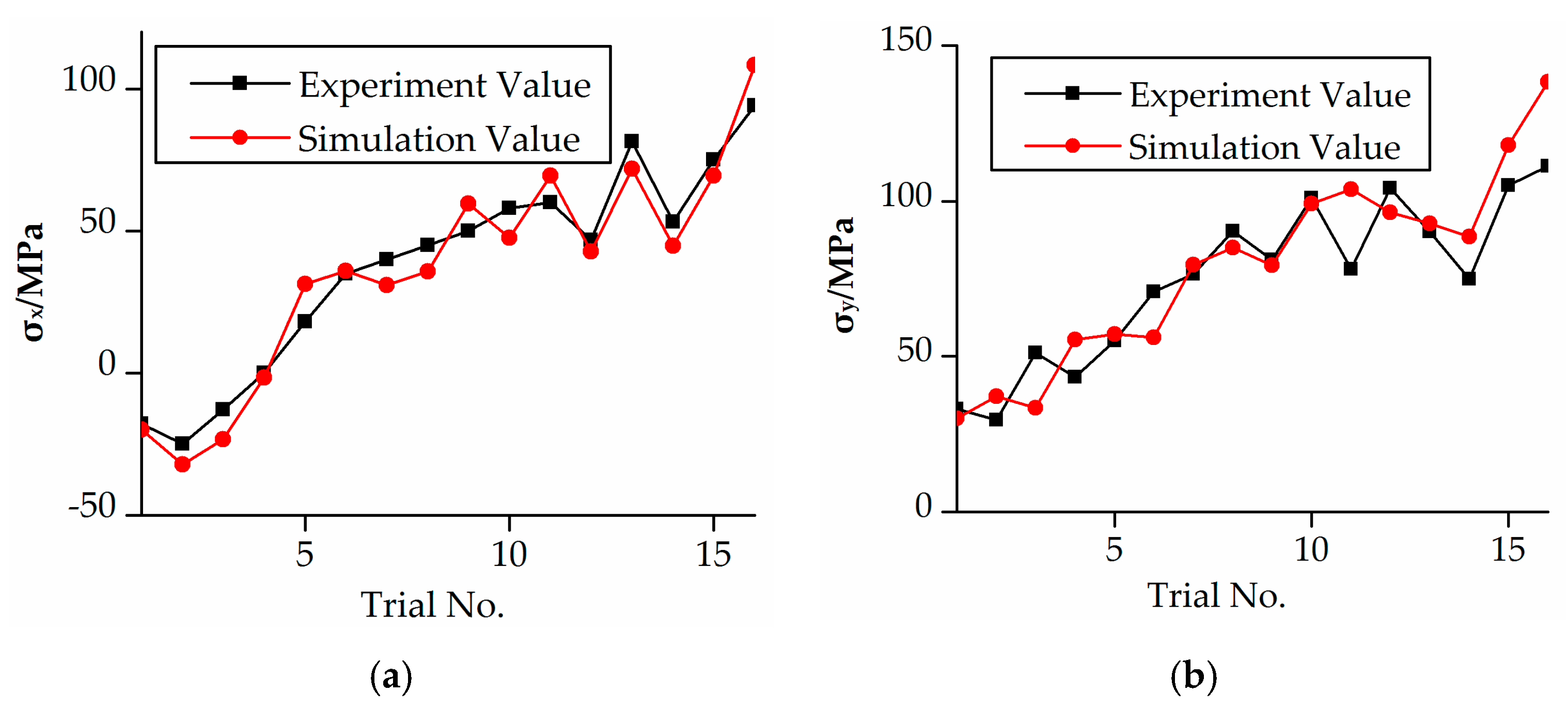
3.2. Residual Stress Measurement
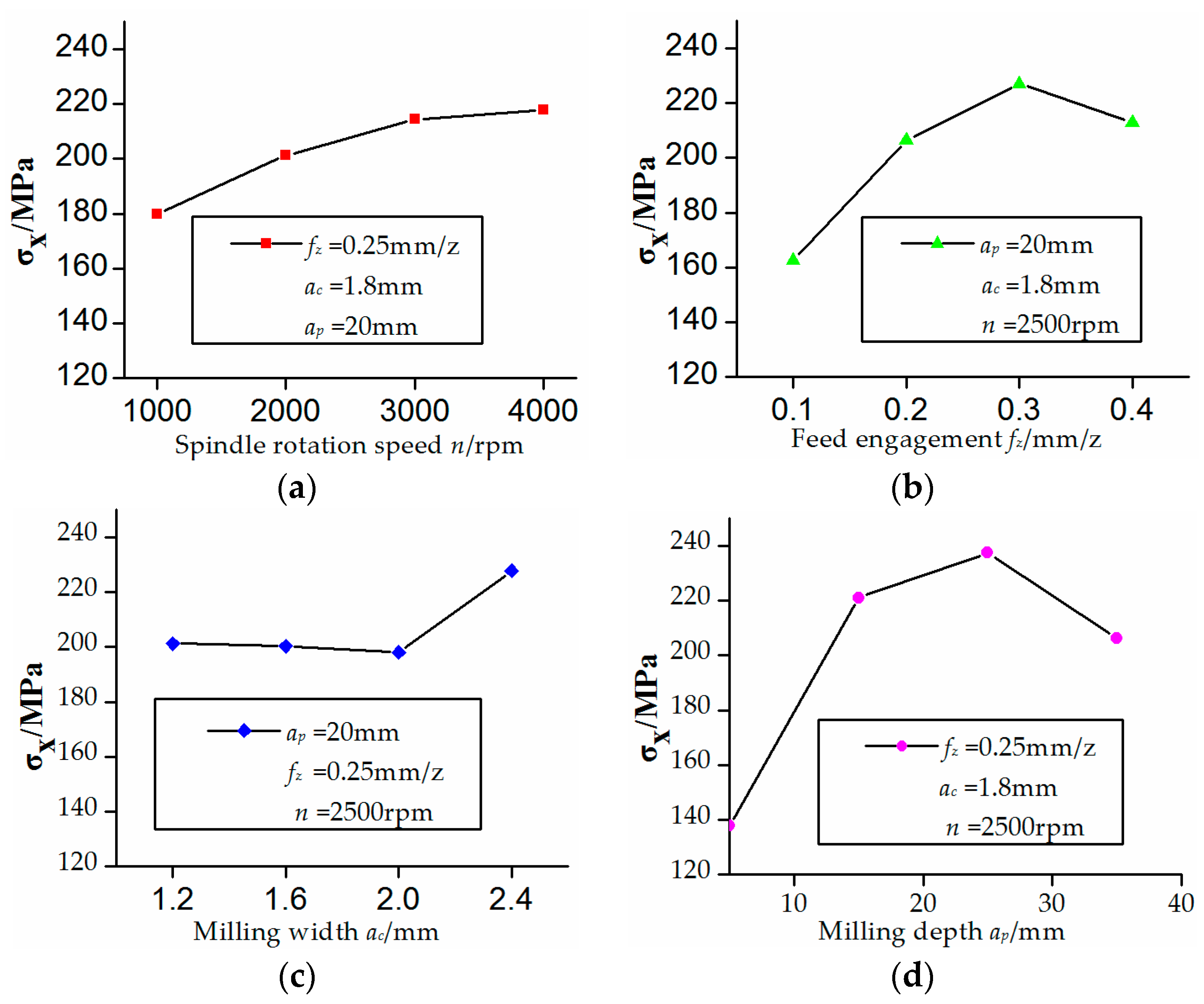
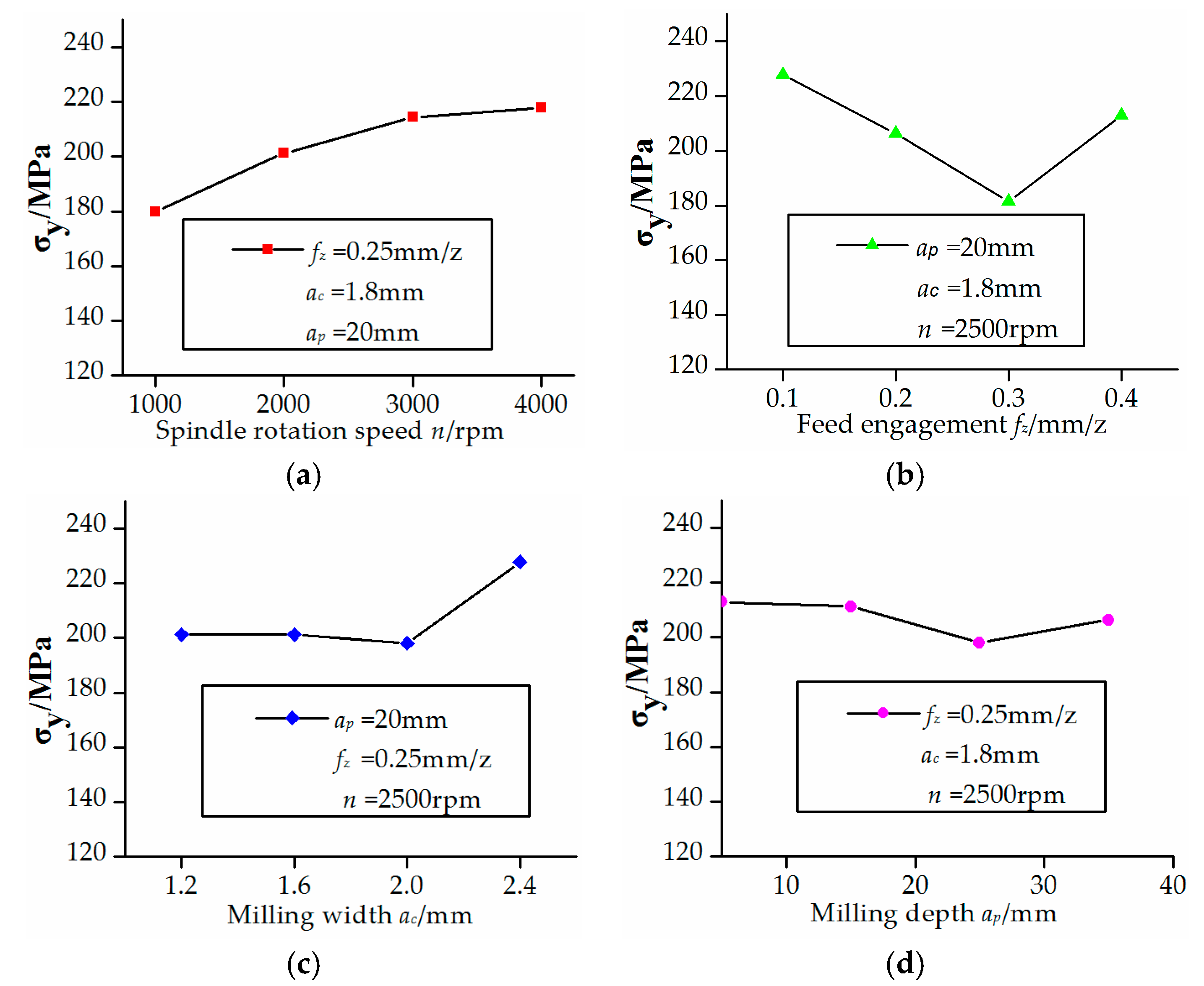
3.3. Analysis and Machining Parameters Determination
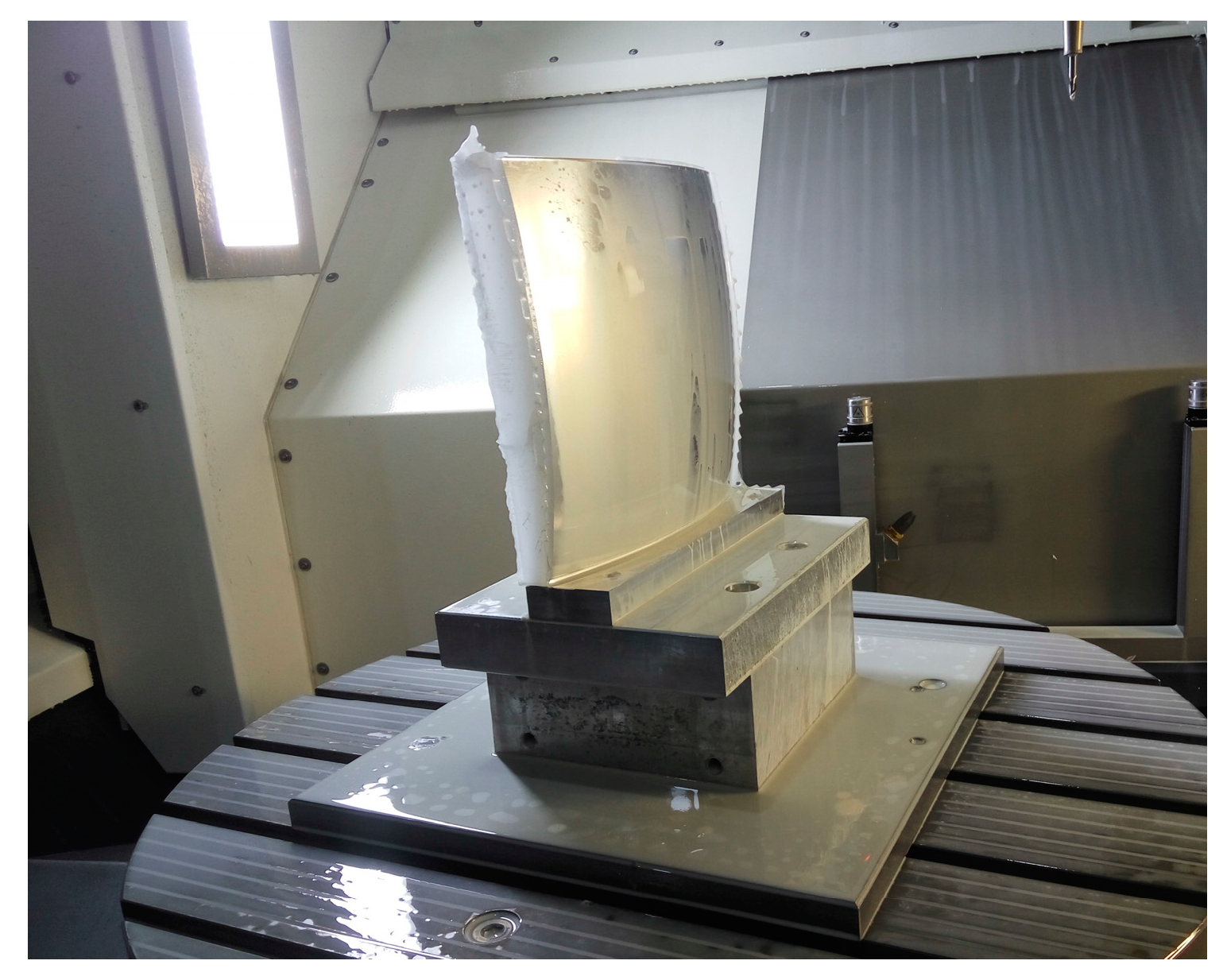
4. Machining Processes for Freeform Surface
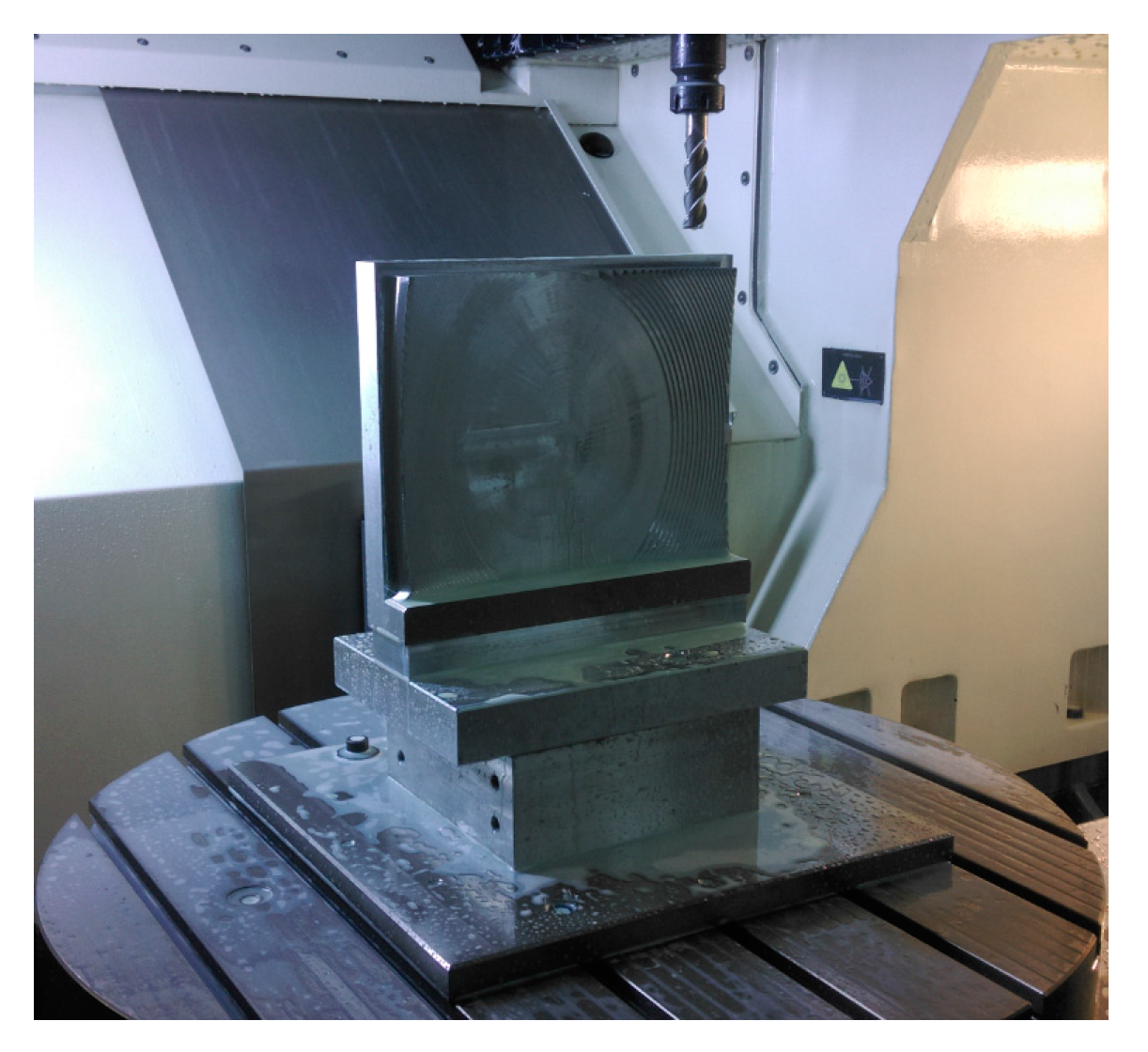
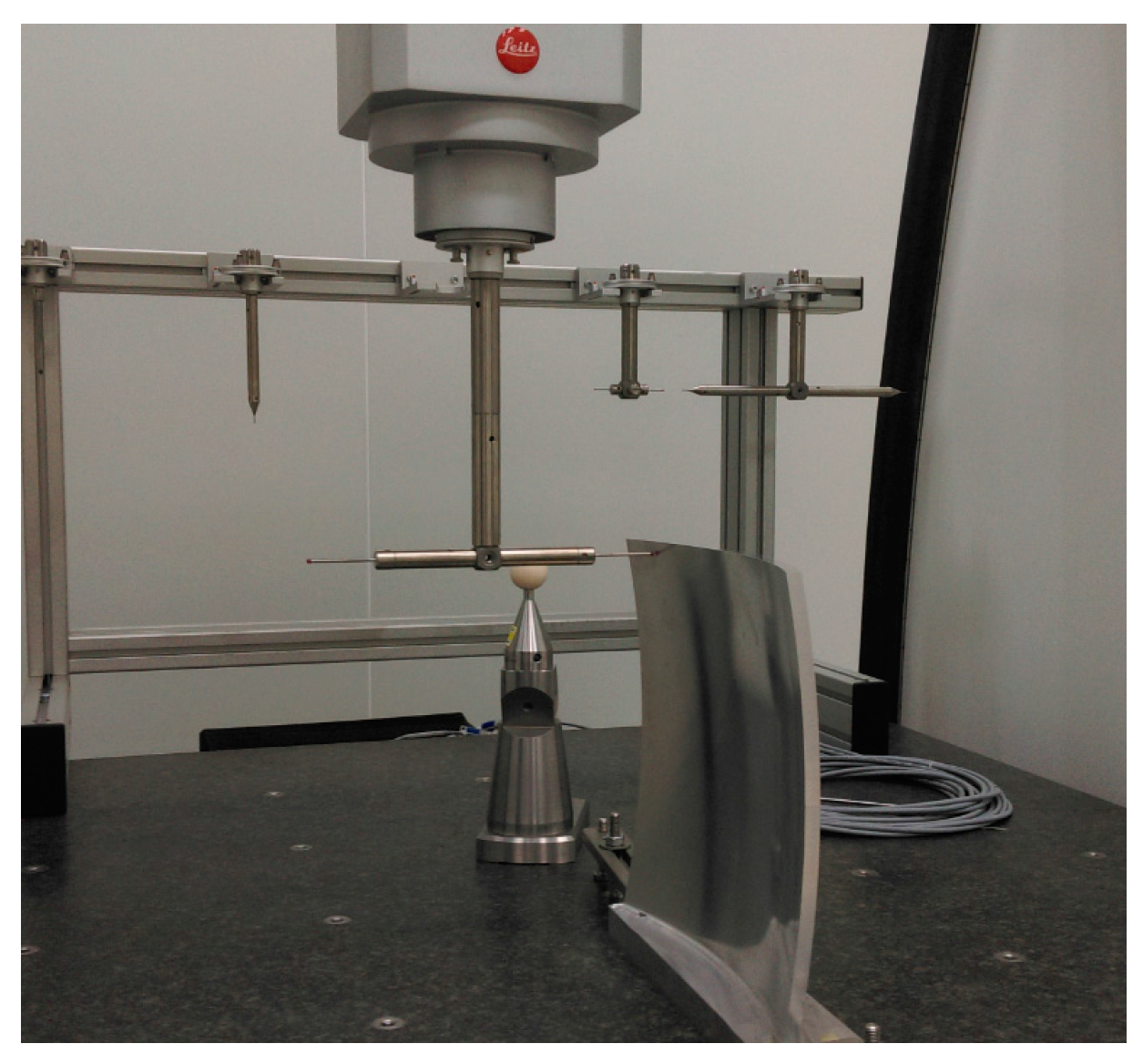
4.1. Experiment Setup 1
4.2. Experiment Result 1
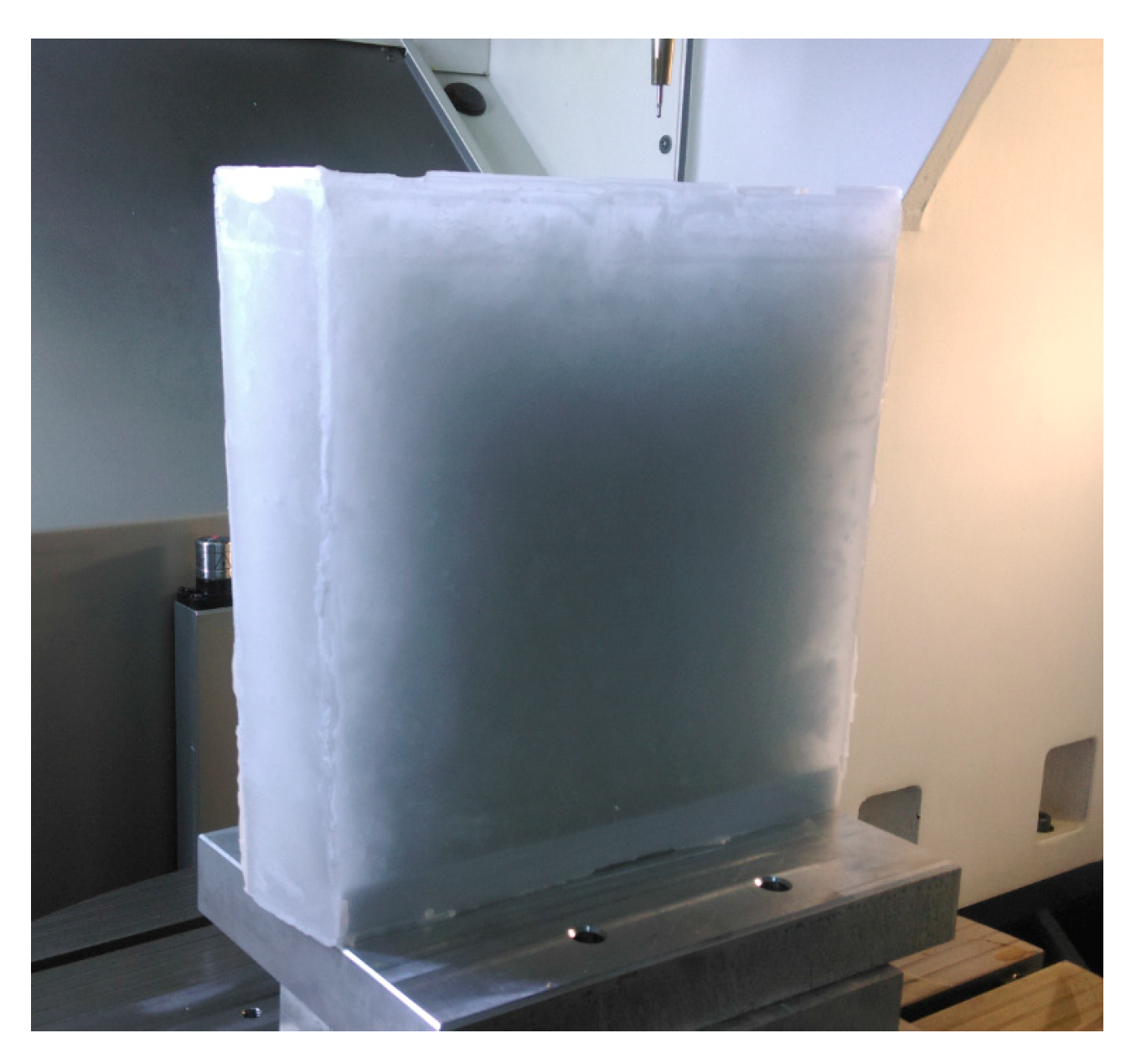
5. Experiment with Paraffin Filled Method
5.1. Experiment Setup 2
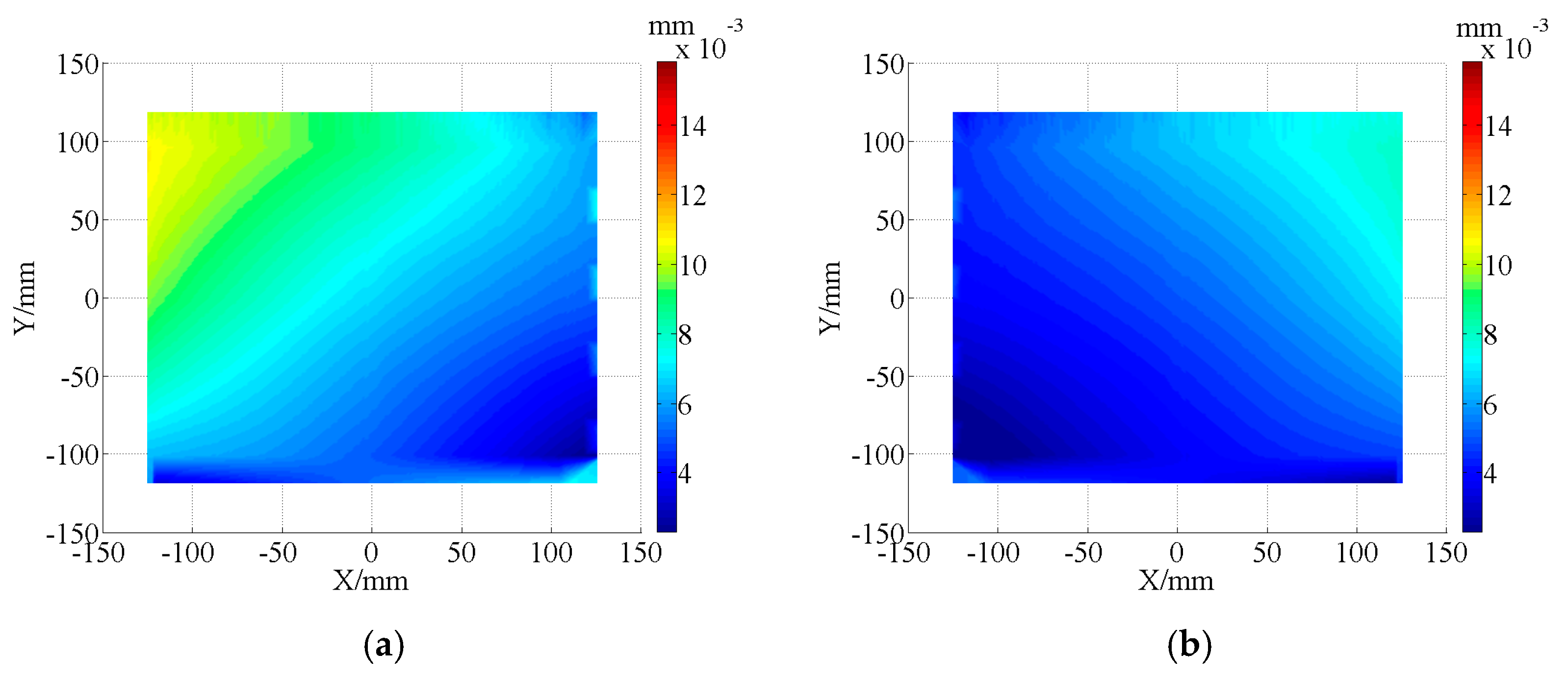
5.2. Experiment Result 2
6. Discussions
7. Conclusions
- (1)
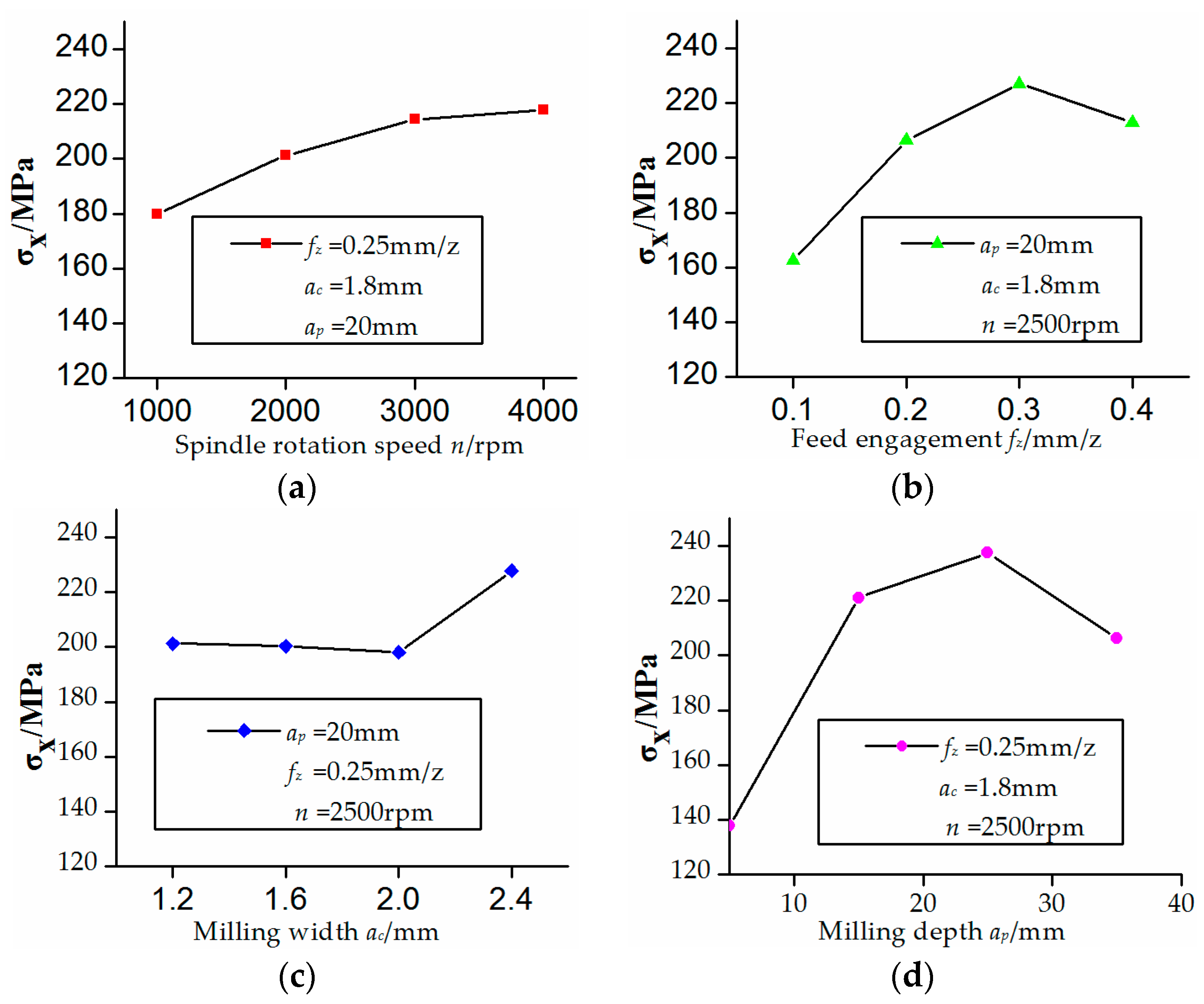
- Four operational parameters of spindle rotation speed (n), feed engagement (fz), milling depth (ap), milling width (ac) were selected as control factors to perform the Taguchi approach. Experimental trials based on the L16 (45) were carried out. The milling depth and feed engagement have the most effects on residual stress.
- (2)
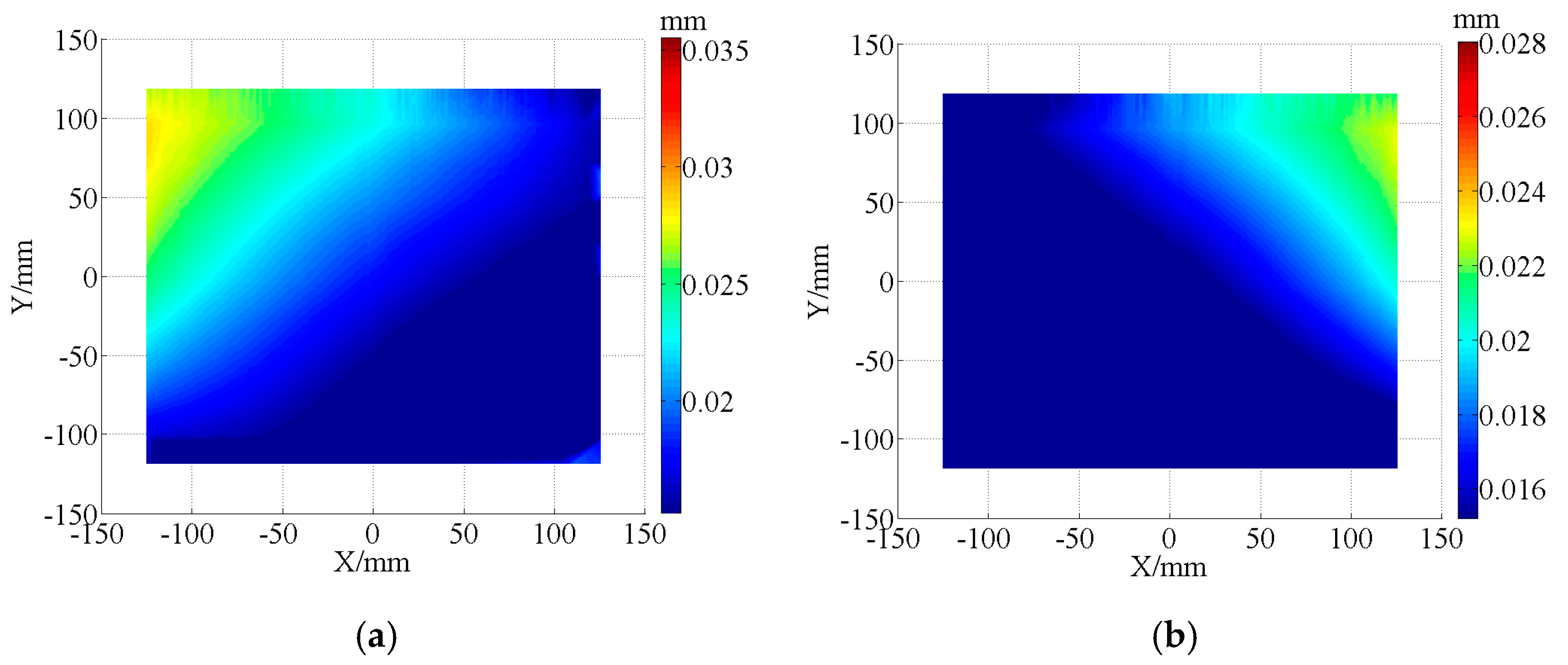
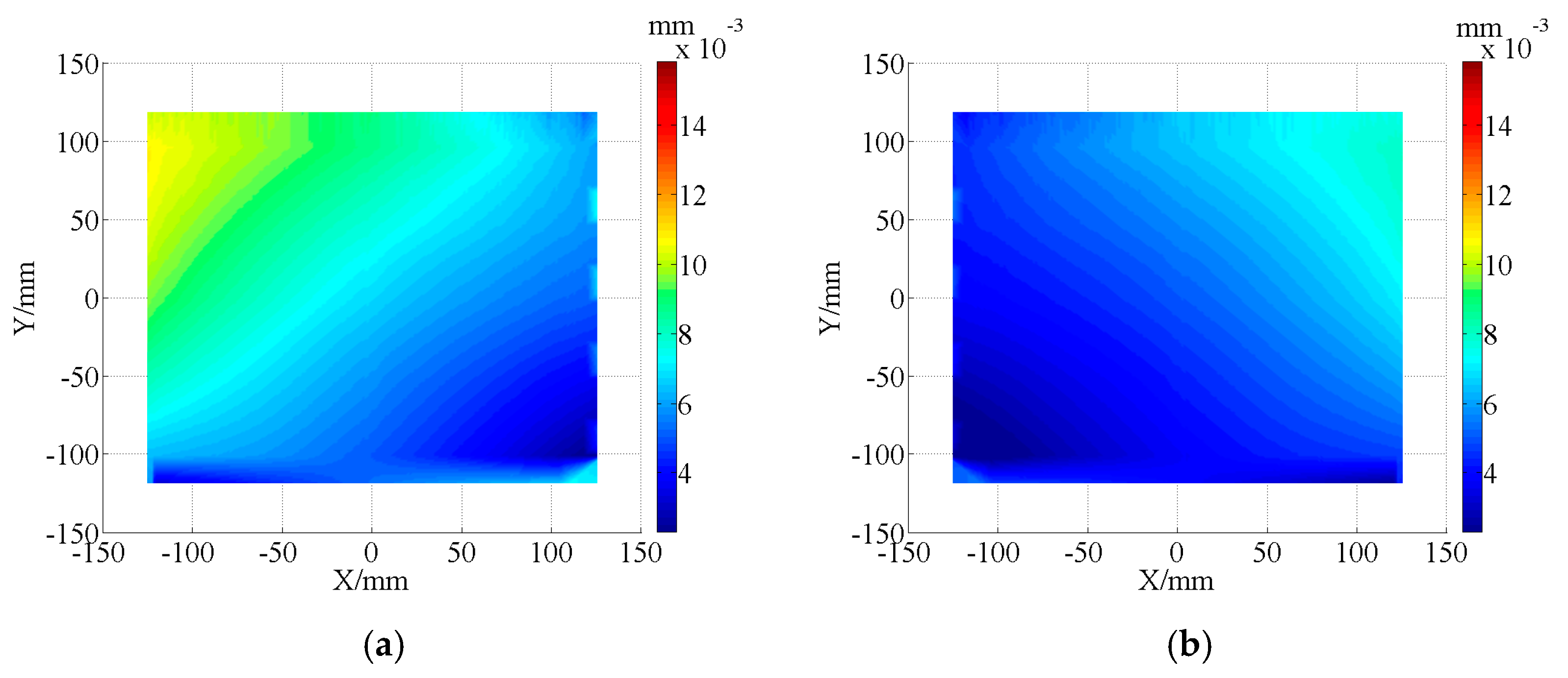
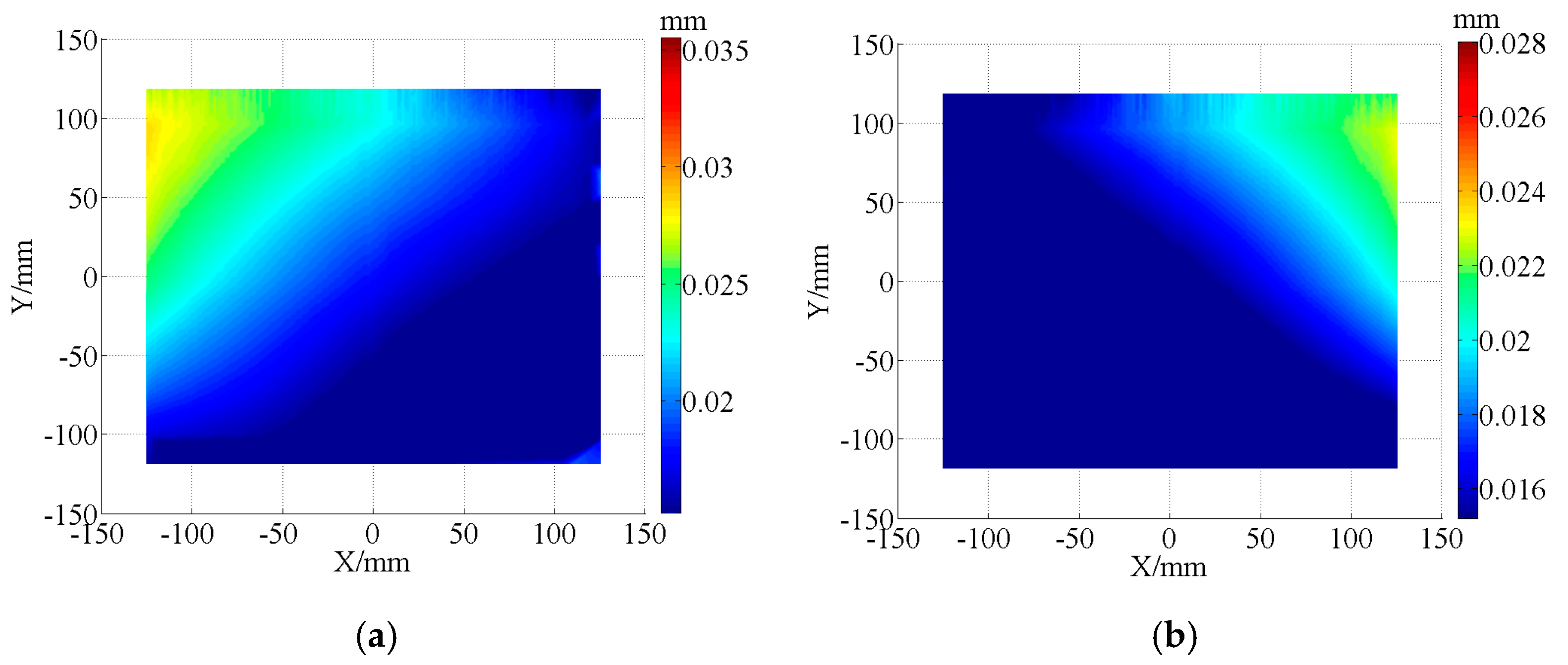
- The PV values 25.16 μm and 20.34 μm could be significantly improved to 8.53 μm and 7.12 μm, and the RMS values 13.75 μm and 11.93 μm could be significantly improved to 2.45 μm and 3.05 μm, by the paraffin filling method applied for the machining of thin-walled double side freeform component.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- El-Hayek, N.; Anwer, N.; Nouira, H.; Gibaru, O.; Damaka, M.; Bourdet, P. 3D Measurement and Characterization of Ultra-precision Aspheric Surfaces. Procedia CIRP 2015, 27, 41–46. [Google Scholar] [CrossRef]
- Cheung, C.F.; Kong, L.B.; Ren, M.J.; Whitehouse, D.; To, S. Generalized form characterization of ultra-precision freeform surfaces. CIRP Ann.-Manuf. Technol. 2012, 61, 527–530. [Google Scholar] [CrossRef]
- Kong, L.B.; Cheung, C.F.; Lee, W.B.; To, S. An Integrated Manufacturing System for the Design, Fabrication, and Measurement of Ultra-Precision Freeform Optics. IEEE Trans. Electron. Packag. Manuf. 2010, 33, 244–254. [Google Scholar] [CrossRef]
- Henselmans, R.; Cacace, L.; Rosielle, N.; Steinbuch, M. Design, realization and testing of the NANOMEFOS non-contact measurement machine for freeform optics. In Proceedings of the ASPE 2008 Annual Meeting, Portland, OR, USA, 19–24 October 2008. [Google Scholar]
- Cheung, C.F.; Li, H.F.; Lee, W.; To, S.; Kong, L.B. An integrated form characterization method for measuring ultra-precision freeform surfaces. Int. J. Mach. Tools Manuf. 2007, 47, 81–91. [Google Scholar] [CrossRef]
- Savio, E.; De Chiffre, L.; Schmitt, R. Metrology of freeform shaped parts. CIRP Ann.-Manuf. Technol. 2007, 56, 810–835. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Wu, R.M.; Liu, P.; Zheng, Z.R.; Li, H.F.; Liu, X. Double freeform surfaces design for laser beam shaping with Monge–Ampère equation method. Opt. Commun. 2014, 331, 297–305. [Google Scholar] [CrossRef]
- Bösel, C.; Worku, N.G.; Gross, H. Ray-mapping approach in double freeform surface design for collimated beam shaping beyond the paraxial approximation. Appl. Opt. 2017, 56, 3679. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Zhang, X.M.; Ge, P. Double freeform surfaces lens design for LED uniform illumination with high distance–height ratio. Opt. Laser Technol. 2015, 73, 166–172. [Google Scholar] [CrossRef]
- Hu, R.; Gan, Z.Q.; Luo, X.B.; Zheng, H.; Liu, S. Design of double freeform-surface lens for LED uniform illumination with minimum Fresnel losses. Optik-Int. J. Light Electron Opt. 2013, 124, 3895–3897. [Google Scholar] [CrossRef]
- Yang, J.S.; Park, J.H.; O, B.-H.; Park, S.G.; Lee, S.G. Design Method for a Total Internal Reflection LED Lens with Double Freeform Surfaces for Narrow and Uniform Illumination. J. Opt. Soc. Korea 2016, 20, 614–622. [Google Scholar]
- Mukherjee, I.; Ray, P.K. A review of optimization techniques in metal cutting processes. Comput. Ind. Eng. 2006, 50, 15–34. [Google Scholar] [CrossRef]
- Yang, W.H.; Tarng, Y.S. Design optimization of cutting parameters for turning operations based on the Taguchi method. J. Mater. Process. Techol. 1998, 84, 122–129. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.A.; Hassan, H.H. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Process. Techol. 2004, 145, 84–92. [Google Scholar] [CrossRef]
- Liu, C.H.; Chen, A.; Chen, C.C.A.; Wang, Y.T. Grinding force control in an automatic surface finishing system. J. Mater. Process. Techol. 2005, 170, 367–373. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | n (rpm) | fz (mm/z) | ap (mm) | ac (mm) |
|---|---|---|---|---|
| 1 | 1000 | 0.1 | 5 | 1.2 |
| 2 | 2000 | 0.2 | 15 | 1.6 |
| 3 | 3000 | 0.3 | 25 | 2 |
| 4 | 4000 | 0.4 | 35 | 2.4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zha, J.; Chu, J.; Li, Y.; Chen, Y. Thin-Walled Double Side Freeform Component Milling Process with Paraffin Filling Method. Micromachines 2017, 8, 332. https://doi.org/10.3390/mi8110332
Zha J, Chu J, Li Y, Chen Y. Thin-Walled Double Side Freeform Component Milling Process with Paraffin Filling Method. Micromachines. 2017; 8(11):332. https://doi.org/10.3390/mi8110332
Chicago/Turabian StyleZha, Jun, Jing Chu, Yipeng Li, and Yaolong Chen. 2017. "Thin-Walled Double Side Freeform Component Milling Process with Paraffin Filling Method" Micromachines 8, no. 11: 332. https://doi.org/10.3390/mi8110332
APA StyleZha, J., Chu, J., Li, Y., & Chen, Y. (2017). Thin-Walled Double Side Freeform Component Milling Process with Paraffin Filling Method. Micromachines, 8(11), 332. https://doi.org/10.3390/mi8110332