1. Introduction
The development of multifunctional microfluidic systems calls for the integration of sensors and actuators such as electrical sensors and heating or pump elements, all of which are routinely manufactured using well-established microelectronic fabrication techniques. Microfluidic components are also produced using photolithographic technology, especially in basic research [
1]. Nevertheless, injection molding is unrivalled amongst the various polymer technologies used in the mass production of microfluidic components. Microinjection molding, hot embossing, or hot shaping are alternatives for low volume production or prototyping [
2].
The materials used in biotechnological and medical applications must comply with certain requirements, e.g., biocompatibility or stability against heat sterilization. These requirements are challenging with respect to the physical and chemical properties, especially in lab-on-a-chip devices for long-term cell monitoring or for micro-reaction techniques in Micro Total Analysis Systems (μTAS) [
3]. Unfortunately, glass, as the material of choice, requires special adaptations in the production methods [
4]. For low volume production or prototyping, photolithography techniques are time-consuming and costly due to their high number of processing steps. Often, the outdated (4-inch) disk-wafer technology is used, which restricts the size and the degrees of freedom in the individual chip design [
5].
To increase the frequency of prototype realization and for small batch series (a requirement in basic research), it is necessary to implement fast design cycles using flexible and fast production technologies. This strategy shortens development times and test cycles in the research-intensive field of microfluidic systems development. As a consequence, rapid prototyping techniques are gaining increasing importance because they help reduce costs through more efficient employment of human resources.
To our knowledge, lasers are routinely used in the production of precise circuit board structures as small as 50-μm wide [
6,
7], whereas the photolithographic technology dominates thin layer structuring, especially of platinum or ITO layers on silicon or glass [
8,
9]. With respect to the conventional long-pulse lasers, ultrashort pulse lasers improve the quality of ablation because a higher percentage of their pulse energy is employed in evaporation instead of melting processes [
10,
11]. This is another reason why the technology is gaining importance in the surface modification of thin layers [
12] or in the industrial production of solar cells [
13].
In some cases, laser techniques were used by other authors for the production of channels or recesses in microfluidic systems [
4,
14,
15,
16].
Here, we present a new prototyping technology for sensorized microfluidic cell-culture systems, which is based on a combination of different applications of an ultrashort pulse laser system. The system consists of a polycarbonate body with inlets and outlets for fluids, as well as a polycarbonate lid (
cf.
Section 2.4). The lid bears the microfluidic structure, which was imprinted in polydimethylsiloxane (PDMS). In the assembled system, the microfluidic structure is sealed by a microscopic glass slide, which bears the thin layer-sensor structures.
The polycarbonate body was produced using a standard printed circuit board (PCB) micromilling machine. Here, this machine was also used to produce the PDMS molding tools for imprinting the microfluidic structures into the PDMS lid. More precise, high temperature-stable molding tools, which are needed for hot embossing, injection molding or hot shaping, could be produced from ceramic wrought materials (Keralpor99, Kerafol GmbH, Eschenbach, Germany). Direct laser structuring is an alternative to the common photolithographic production of PDMS molding tools, e.g., from SU-8 or silicon [
1,
17]. In our system, the microfluidic structure was confined by a microscopic glass slide on the bottom. The slide carried amperometric Clark oxygen sensors, potentiometric pH and impedimetric cell adhesion sensors interdigitated electrode structures (IDES) that were originally developed with photolithographic techniques and redesigned for laser structuring after testing [
18].
Our new technology circumvents the use of clean rooms and toxic or harmful chemicals, thereby shortening manufacturing times. This technology allows for the use of a wide variety of wafer formats. Here, we present sensorized chips that were produced from cheap microscopic glass slides. Together with a microfluidic PDMS structure, they allow for long-term (days to weeks) cell culture and on-line registration of sensor readouts.
2. Experimental Section
2.1. Laser Structuring of Platinum and ITO Layers
Microscope slides (NK72.1, Carl Roth, Karlsruhe, Germany) were cleaned with aqueous 10% Tickopur W77 cleaning solution (BANDELIN electronic GmbH & Co. KG, Berlin, Germany) in an ultrasonic bath and dried in a pressurised air stream. The slides were sputtered with 130 nm of platinum on a 15-nm titanium undercoating using a magnetron sputter system (Ardenne LA-320S, VON ARDENNE GmbH, Dresden, Germany). The chips were structured by ablation with a picosecond laser (TruMicro 5X50, TRUMPF Laser- und Systemtechnik GmbH, Ditzingen, Germany) using a high-precision micromachining system (GL.5, GFH GmbH, Deggendorf, Germany). The laser could be switched between three wavelengths, 1030 nm (fundamental frequency), 515 nm (second harmonic frequency), and 343 nm (third harmonic frequency). The positioning precision of the system was better than 1 μm. The structure designs were drawn in AutoCAD 2010 (Autdesk, Inc., San Rafael, CA, USA) and directly exported into the laser control system as DXF-files [
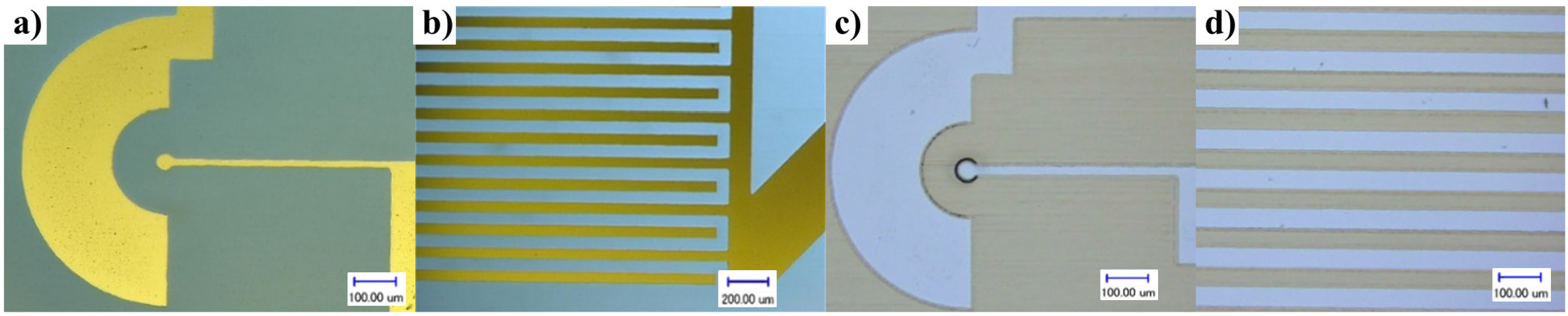
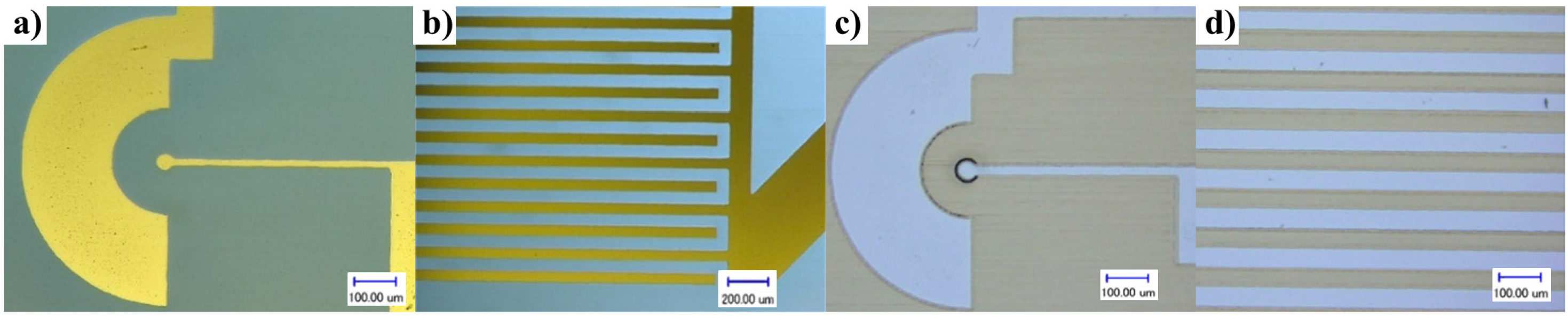
19]. For chip structuring, platinum or ITO (CEC020, Präzisions Glas & Optik GmbH, Iserlohn, Germany) were ablated from the microscope slide at a wavelength of 343 nm with a pulse frequency of 400 kHz with a pulse energy of 1.25 μJ, and an effective spot diameter of 10 μm. At 1000 mm/s driving, the pulse spot overlapped approximately 80%. To ensure the microscopic transparency of the chip areas without sensor structures, platinum areas were ablated in bidirectional stripes of 8-μm distance. This ablation step could be omitted in ITO structuring (
Figure 1). For both materials, the sensor structures were outlined in a final step at 100 mm/s driving, a pulse frequency of 40 kHz and a pulse energy of 1.25 μJ. To compensate for the size of the laser spot, the outlines of the structures were enlarged by 6 μm in the AutoCAD files.
Figure 1.
Platinum (a,b) and indium tin oxide (ITO) (c,d) structures of the oxygen sensors with a circular working electrode spot and semi-circular counter electrodes (a,c), as well as interdigitated electrode structures (IDES) with a50-μm pitch (b,d). The on-chip-sensor connectors were insulated in a following processing step.
Figure 1.
Platinum (a,b) and indium tin oxide (ITO) (c,d) structures of the oxygen sensors with a circular working electrode spot and semi-circular counter electrodes (a,c), as well as interdigitated electrode structures (IDES) with a50-μm pitch (b,d). The on-chip-sensor connectors were insulated in a following processing step.
2.2. Laser Structuring of Silicon Nitride (Si3N4)
After structuring, the chips were cleaned again, as described above, and sputtered with a 200-nm Si3N4 passivation layer (300 s at 400 W in high frequency mode). For a thicker passivation layer, another chip batch was passivated with 1000 nm of Si3N4 (GeSiM mbH, Grosserkmannsdorf, Germany) using a PE-CVD process. Si3N4 was chosen because of its chemical, electrical and optical characteristics, as well as its biocompatibility. A second laser-processing step was executed to create windows in the passivation layer for the external chip connectors and the sensors. Si3N4 layers of both thicknesses were ablated at 1000 mm/s driving, a pulse frequency of 200 kHz and a pulse spot overlap of approximately 70%. To remove the Si3N4 passivation layer only and not the platinum layers, a maximum pulse energy of 1.0 μJ was used. To produce pH sensors in a final step, a 60-nm Si3N4 layer was sputtered through four openings in a PCB, which was used as a cheap and simple mask.
2.4. Cell Culture System and Microfluidics Fabrication
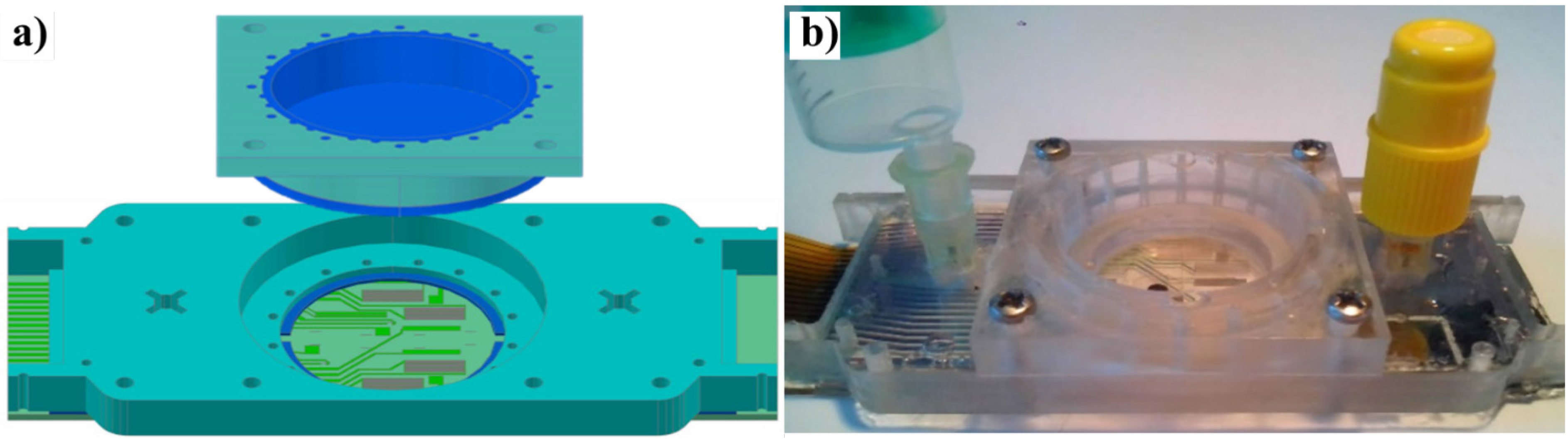
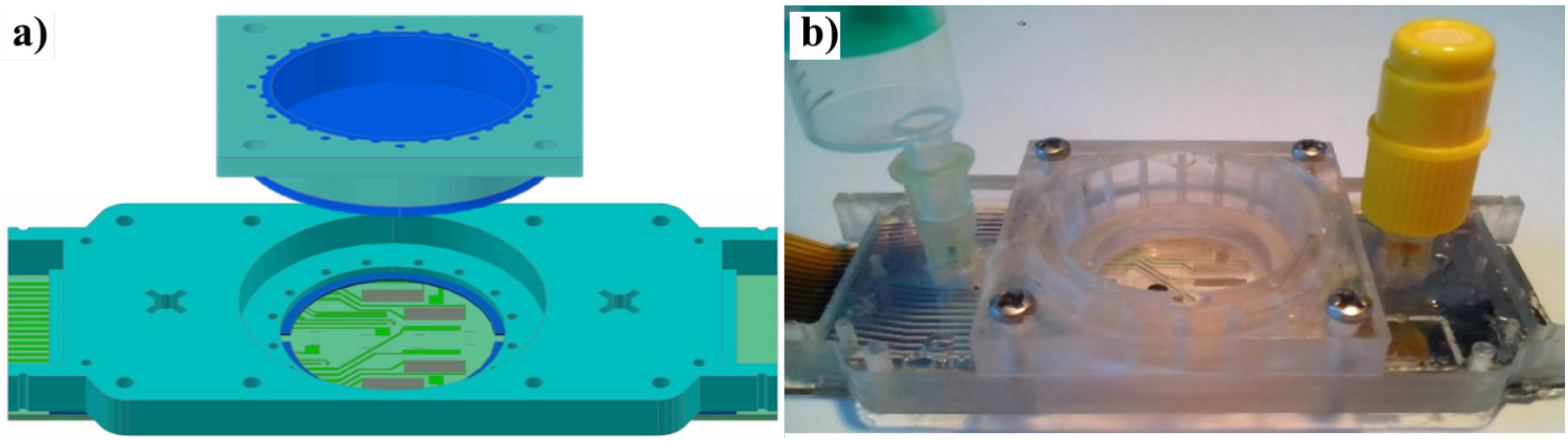
Figure 2 presents the cell culture system consisting of a body with fluidic connectors and a lid with a central PDMS membrane. An outside ring and inner spacer structures confined the microfluidic cell culture volume. All of the polycarbonate parts,
i.e., the system’s body, lid and the PDMS molding tools for the microfluidic structures, were produced by a PCB micromilling machine (CCD 2, BUNGARD Elektronik, Windeck, Germany). The body and lid were designed in AutoCad and milled in an 8-mm polycarbonate plate, whereas the molding tools were milled in polymethyl methacrylate (PMMA) because of its better grindability with smaller milling tools (<500 μm in diameter). For the larger fluidic body structures of the cell culture system, Teflon® could also be used for the molding tools. Because of its low surface adhesion, Teflon® has advantages in the separation of the PDMS parts from the casting molds, though it is delicate to mill with small tools.
To produce the PDMS parts, PDMS monomer (Sylgard 184, Dow Corning Inc. Midland, MI, USA) was degassed, injected into the molding tools and cured for 4 h at 70 °C. After removing the molded parts, the bottom side of the PDMS body was manually coated with a very thin layer of uncured PDMS before the body was fixed to the chip under pressure and cured for a second time. For improved PDMS adhesion, the polycarbonate parts and the chip surfaces were coated with a bonding agent (GRUN G790, Wacker Chemie AG, München, Germany) before PDMS injection. After curing the PDMS, the microfluidic connectors were glued to the body. The connectors were shortened syringe needles fixed with their plastic connectors in cross-shaped notches of the body (
Figure 2). The notches hindered rotation of the syringe heads and facilitated the attachment of Luer lock connectors. The removable lid enabled access to the culturing volume and the integration of 3D scaffolds.
Figure 2.
Computer-aided design of the microfluidic system (a) with the body (bottom) and lid (top) milled in polycarbonate (light turquoise). The blue polydimethylsiloxane (PDMS)-imprinted parts (gasket with fluidic channels in the body and PDMS membrane in the lid) confine the fluidic volume. The laser-structured chip (green) is glued to the lower PDMS surface. (b) The assembled cell culture system with a flexible printed circuit board connector (lower left), as well as a syringe and syringe-injection cap on the left and right inlets, respectively.
Figure 2.
Computer-aided design of the microfluidic system (a) with the body (bottom) and lid (top) milled in polycarbonate (light turquoise). The blue polydimethylsiloxane (PDMS)-imprinted parts (gasket with fluidic channels in the body and PDMS membrane in the lid) confine the fluidic volume. The laser-structured chip (green) is glued to the lower PDMS surface. (b) The assembled cell culture system with a flexible printed circuit board connector (lower left), as well as a syringe and syringe-injection cap on the left and right inlets, respectively.
2.5. Cell Culture
To verify the biocompatibility, a mouse osteoblast precursor cell line (MC3T3-E1) was used. These cells, which are a common model system for bone regeneration, were obtained from the German collection of microorganisms and cell culture (DMSZ GmbH, Braunschweig, Germany). The cells were cultured in an incubator at 37 °C with 95% humidity and 5% CO2. The cells were grown to confluence in 50-mL cell culture flasks (25 cm2; Greiner bio-one, Frickenhausen, Germany) in alpha medium (order No. F 0925) supplemented with 1% penicillin/streptomycin (stem solution: 100 U/mL penicillin and 100 μg/mL streptomycin) and 10% foetal bovine serum (all purchased from Biochrom AG, Berlin, Germany). After the cells grew to confluence, they were trypsinated in phosphate-buffered saline supplemented with 0.05% trypsin and 0.02% EDTA (PAN Biotech GmbH, Aidenbach, Germany) and were diluted before subculture or transfer to the microfluidic systems.
For cell culture in the microfluidic systems, carbonate-free alpha medium (P03-2510, Pan Biotech, Aidenbach, Germany) was supplemented as described above and buffered with 20 mM HEPES (Carl Roth, Karlsruhe, Germany). For cell seeding, 500 μL of the cell suspension with up to 500,000 cells/mL (corresponding to 50,000 cells per culture system) were injected by slow flushing of the system. Then, the system was closed with a medium-filled 6-mL syringe at the inlet and a syringe injection cap as a cannula injection port at the outlet (
Figure 2). For medium exchange, an empty, open syringe with a 0.6-mm cannula was plugged into the injection port, and 500 μL of medium from the filled syringe was slowly flushed through the system.
4. Conclusions and Outlook
The use of micromachined bodies and molding tools produced by the well-established PDMS technology in combination with ultrashort pulse laser micromachining of the sensor chips enabled fast prototyping of sensorized microfluidic cell culture systems without any photolithographic processing steps. We could produce thin-layer structures on glass chips with resolutions of approximately 10 μm. The use of this system reduced the fabrication times because the ablation of larger chip areas for microscopy could be spared. The optical transparency of the ITO substrates improved the microscopic analysis of the cell culture.
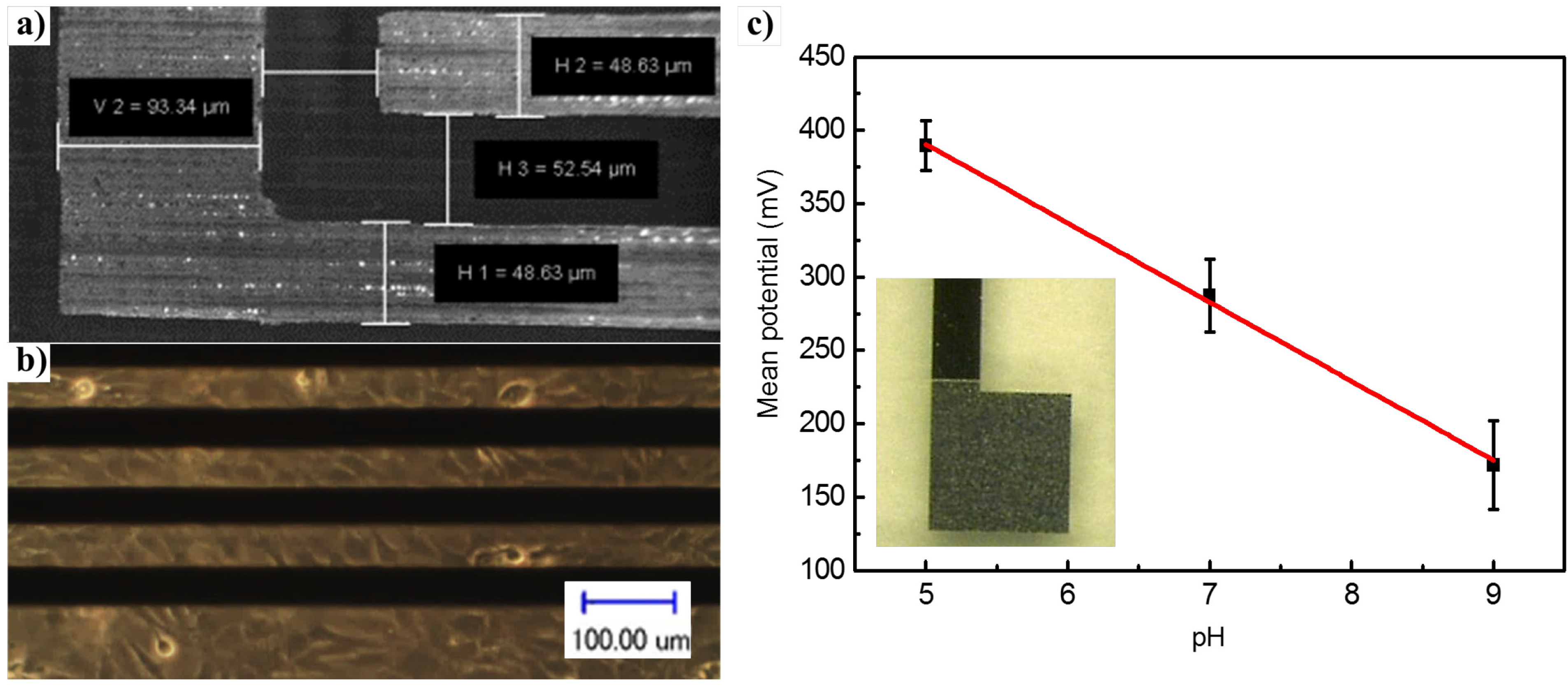
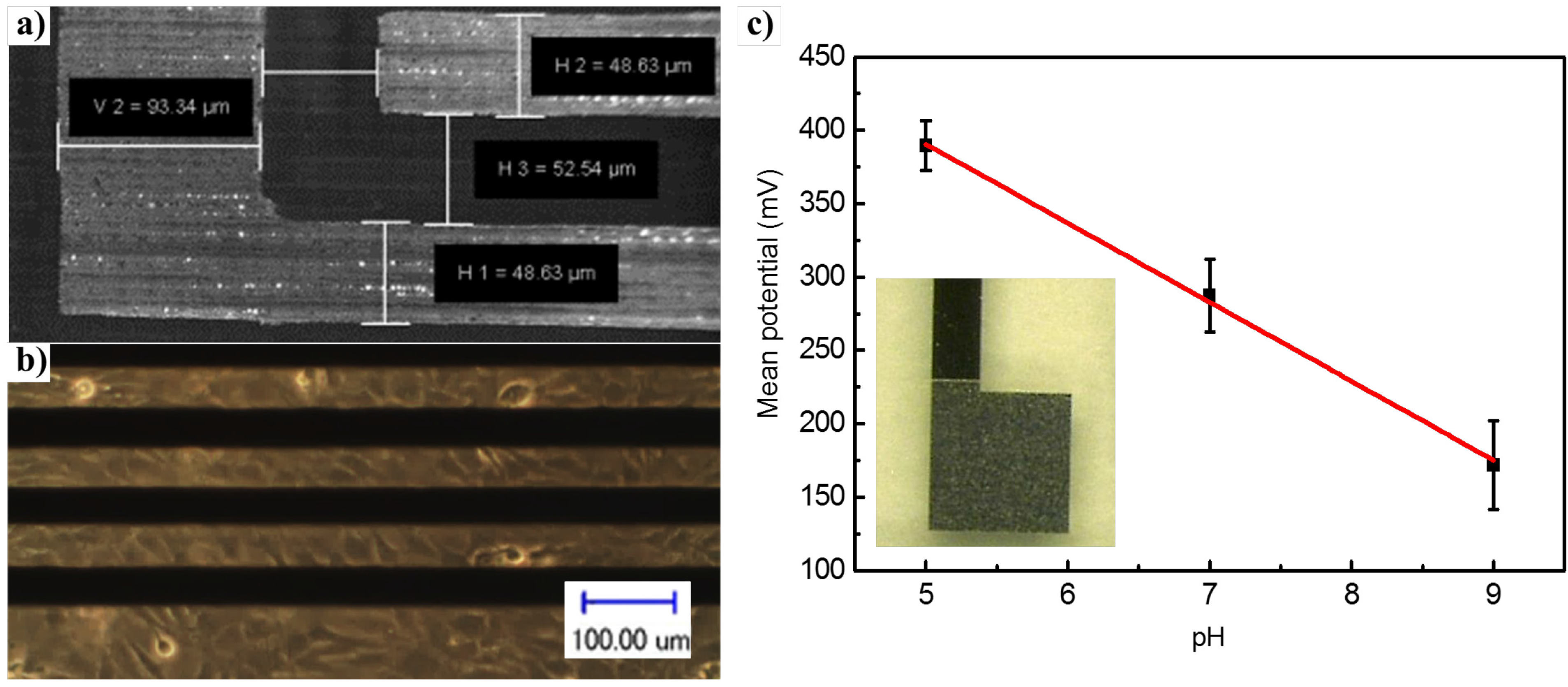
Fresh pH-sensitive Si
3N
4 layers were finally sputtered on the laser-machined structures. The layers showed a very good sensitivity of −53.8 ± 1.8 mV/pH when compared with ISFETs with Si
3N
4 gate passivation layers [
23].
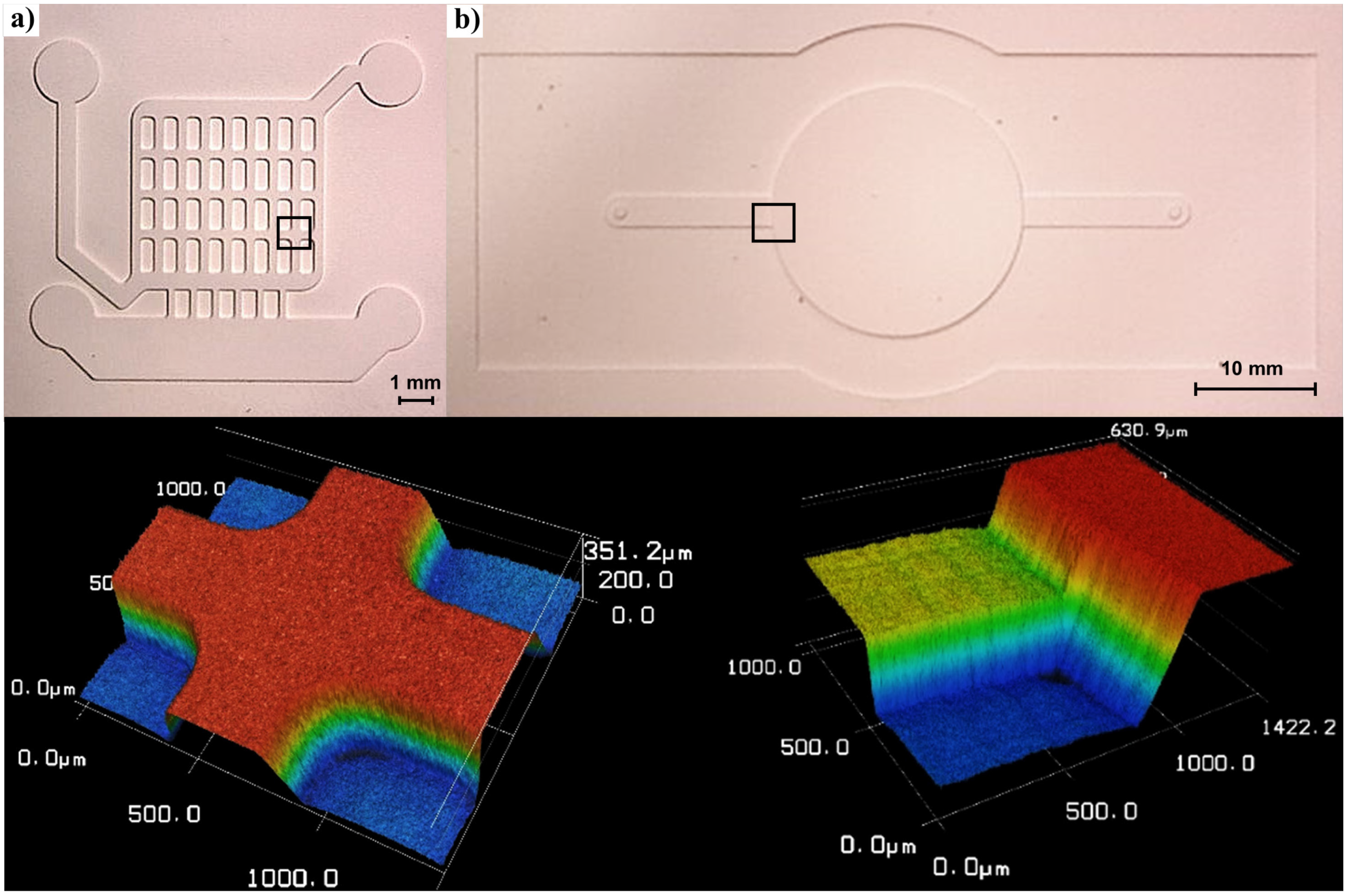
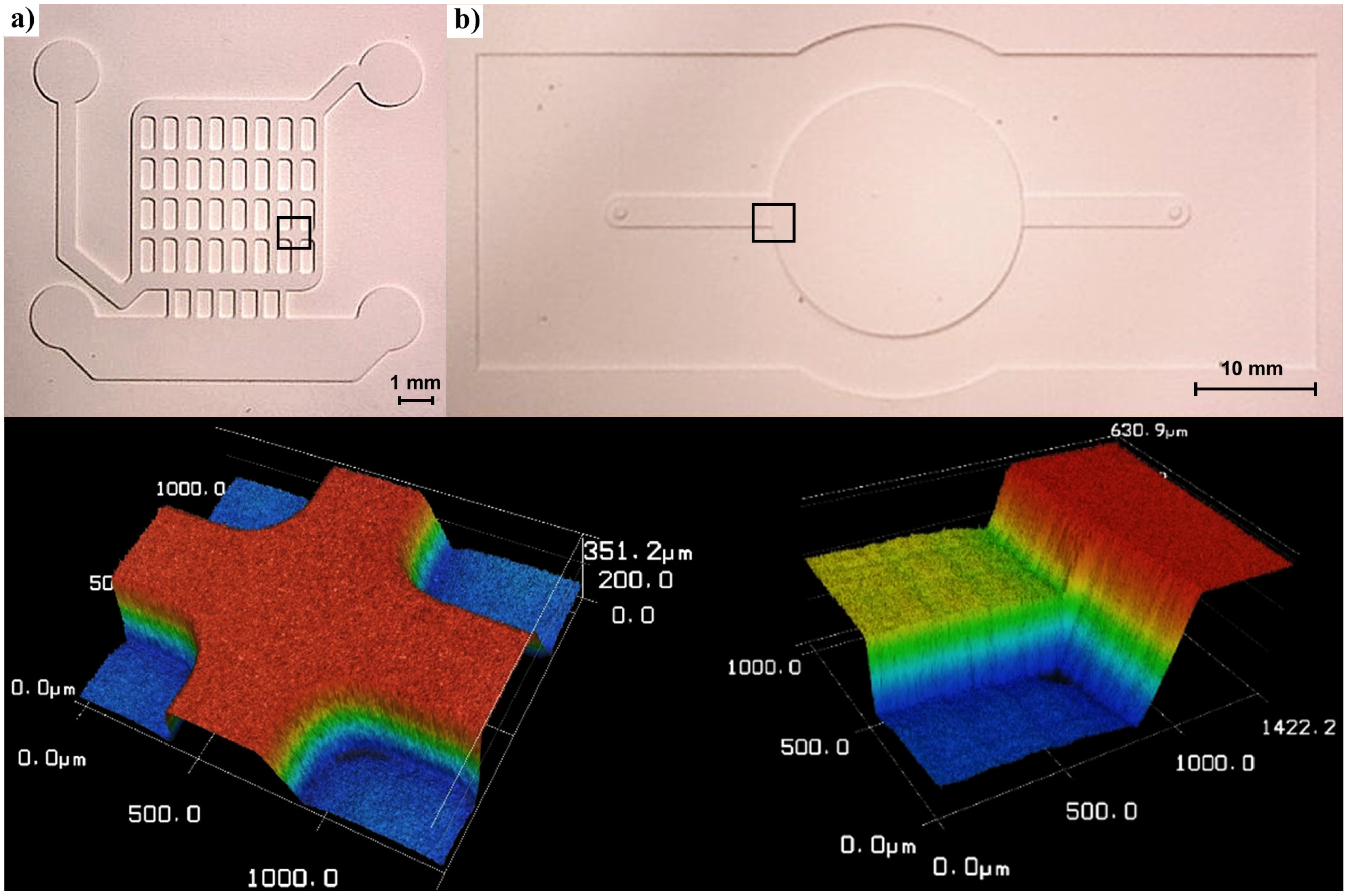
Our cell culture systems could be vapor sterilized and easily modified by remolding the PDMS structures of their lids. MC3T3-E1 cells could be cultured longer than 10 days with good cell adhesion to the laser-manufactured chip surfaces even without further surface modifications. The gas permeability of the PDMS lid ensured 100% air saturation in the culture medium, which may be desirable for the cells but could cause bubble formation. Smoother molds produced, for example, by laser processing, would likely reduce this problem in future microfluidic designs.
Ultrashort pulse laser techniques could also be used to produce casting molds for PDMS molding or even hot embossing of PMMA. This would require robust, temperature-stable casting molds manufactured, for example, from aluminium oxide ceramics. Our prototypes were produced in 3 to 35 min with a resolution of approximately 10 μm in the horizontal direction and approximately 13 μm in the vertical direction. This resolution outperformed that of the currently available stereo-lithographic 3D printers.
For the current system, a machine hour costs approximately €220, resulting in processing costs of €5 per ITO chip in a 60-chip batch. This system also allowed for the production of holes or recesses for advanced microfluidic designs (not shown). The maximum driving of our system of up to 4000 mm/s will be improved in the next generation of ablation systems.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}