Wafer-Level Hybrid Integration of Complex Micro-Optical Modules

Abstract
:
1. Introduction
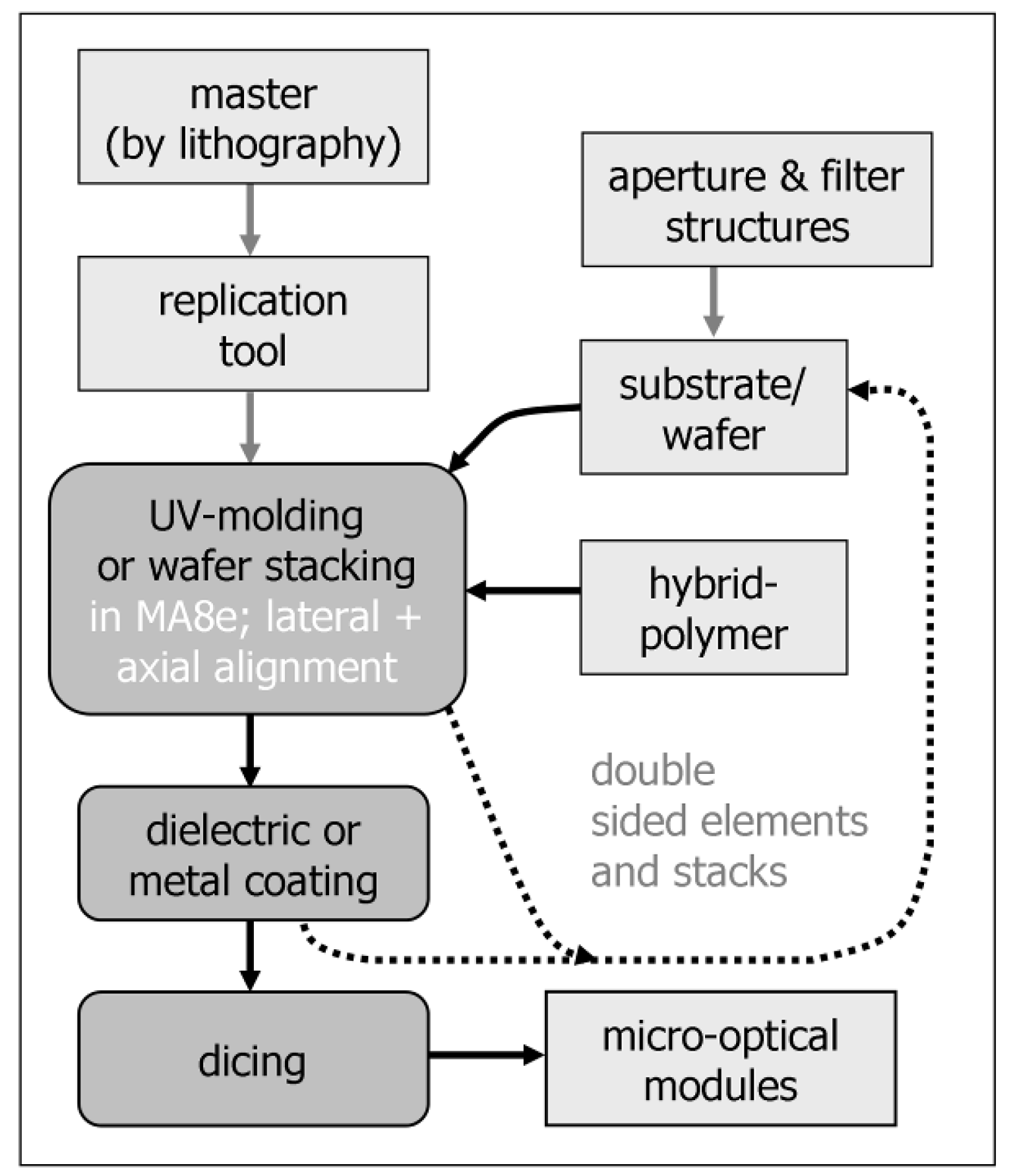
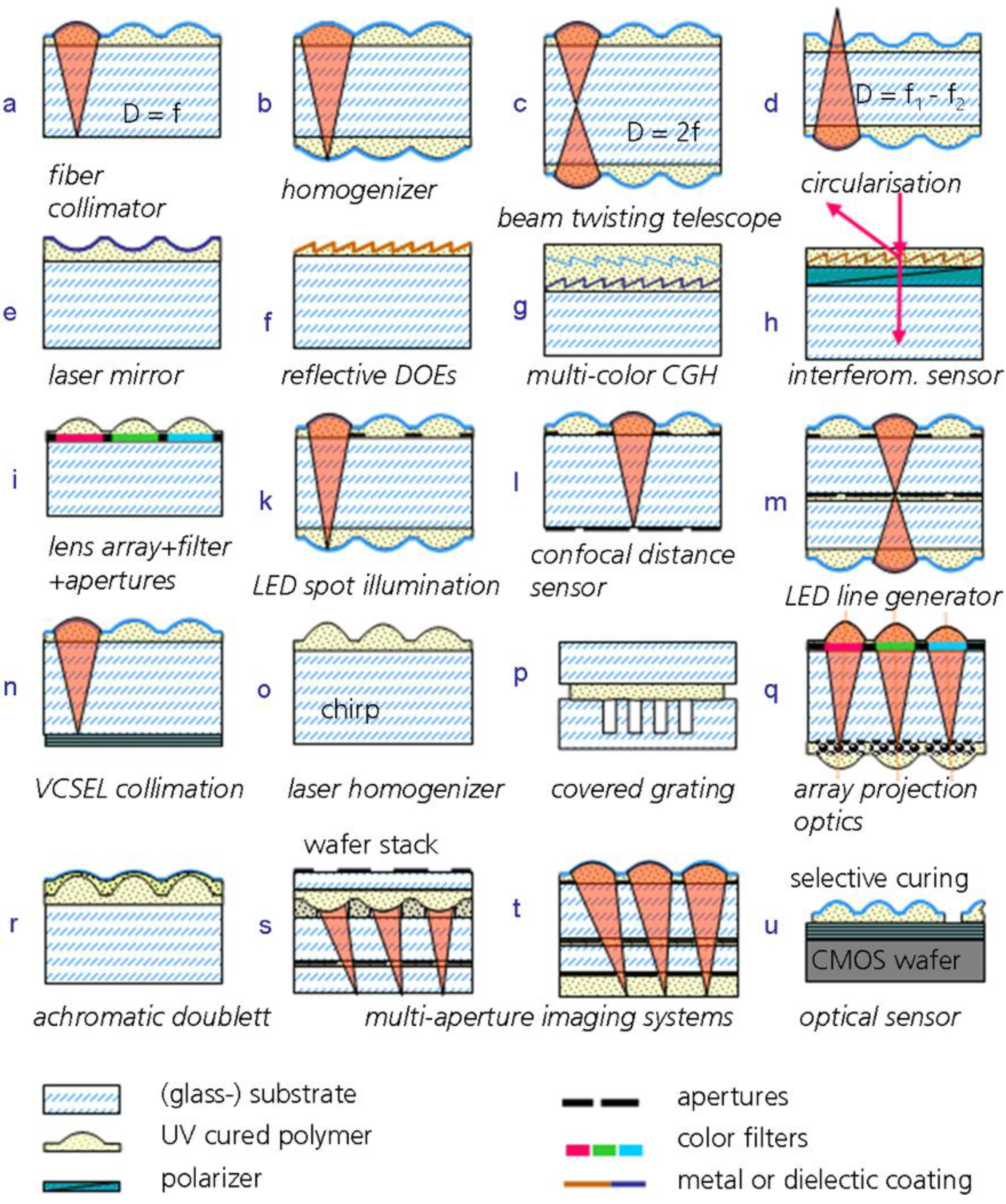
2. Technology
2.1. UV Polymer Molding
2.2. Coating and Structuring
2.3. Compatibility
2.4. Thermal Behavior
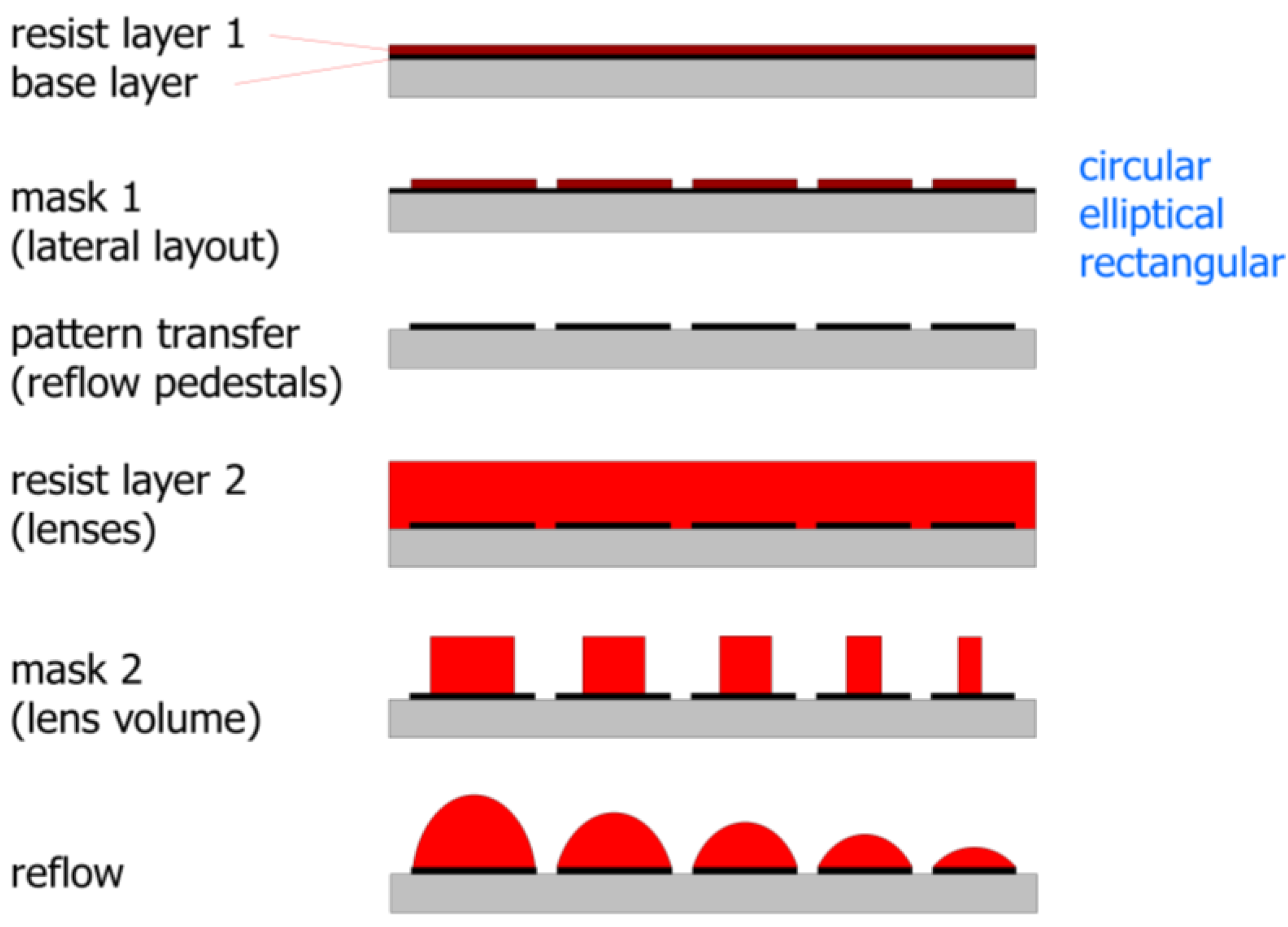
2.5. Mastering by Photolithography

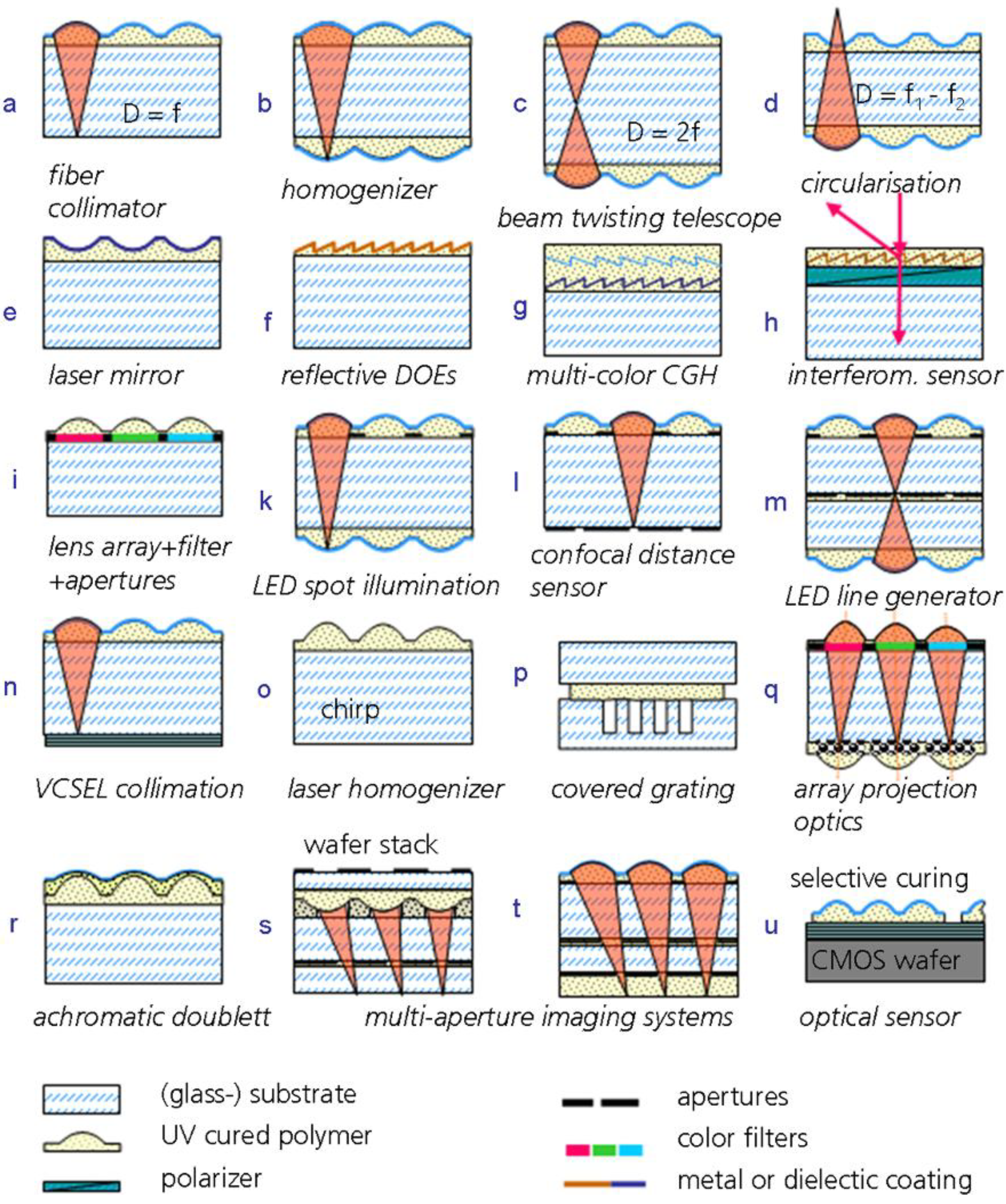
2.6. Options and Add-ons
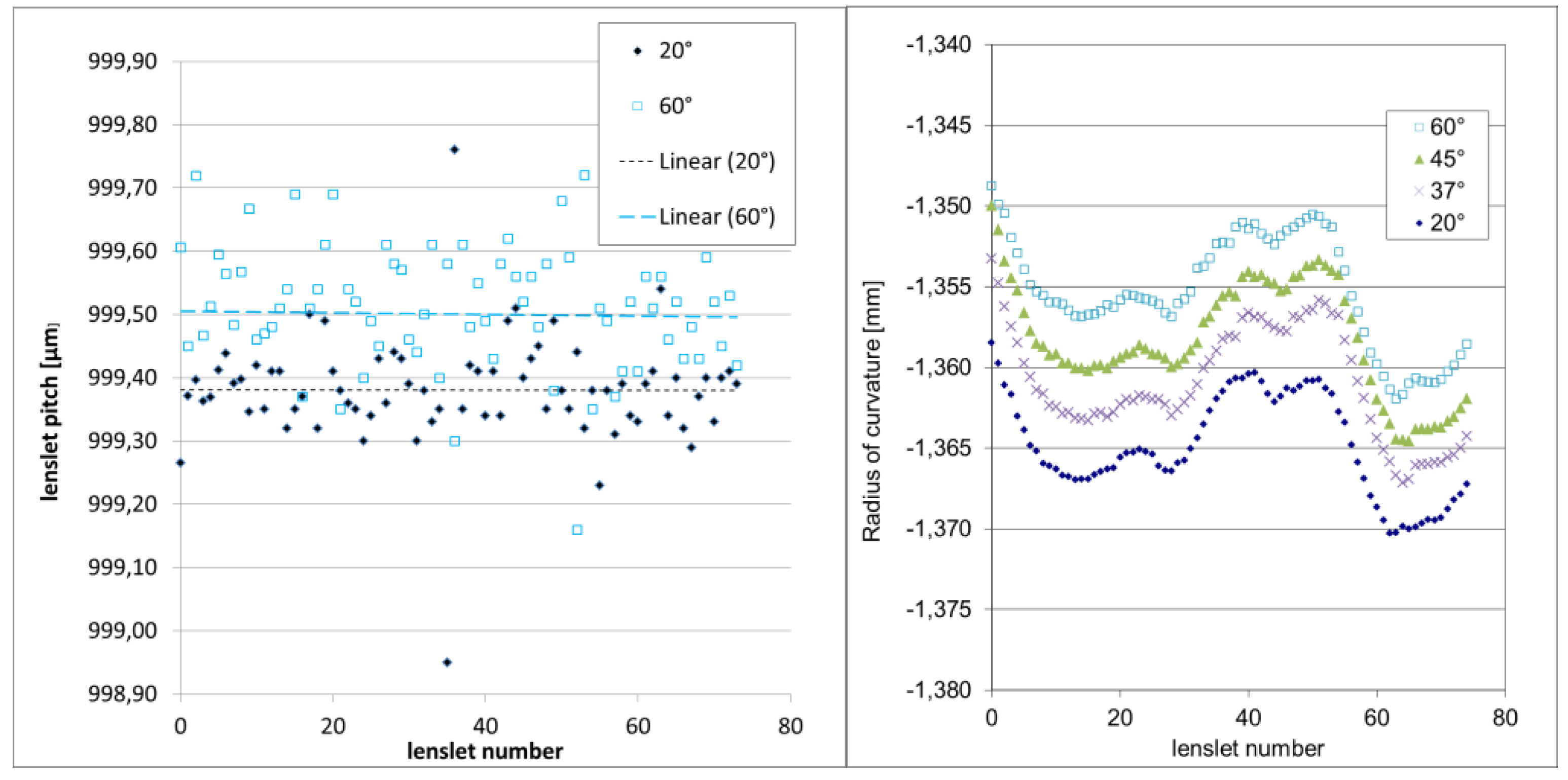
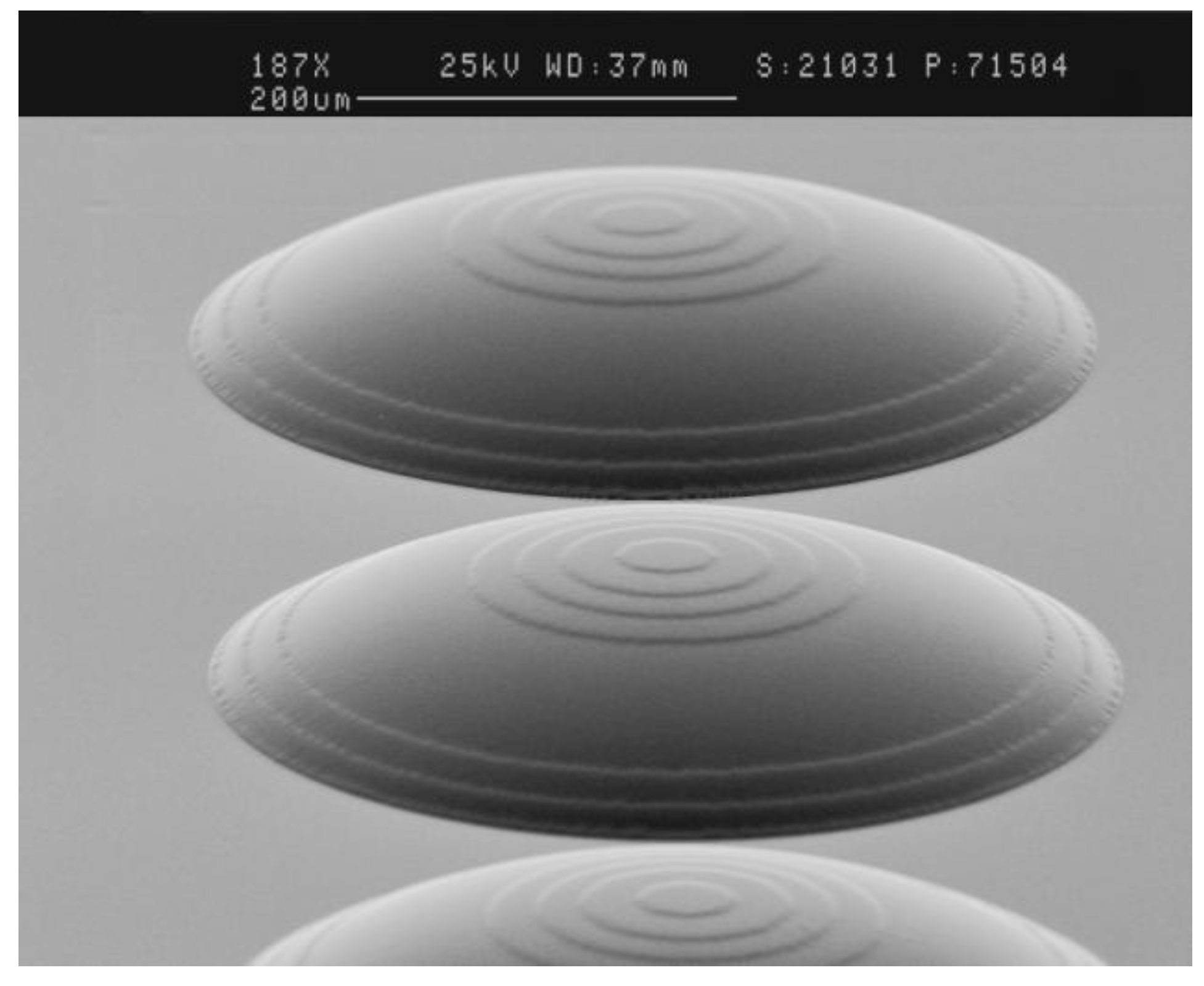
3. Experimental Examples and Characterization
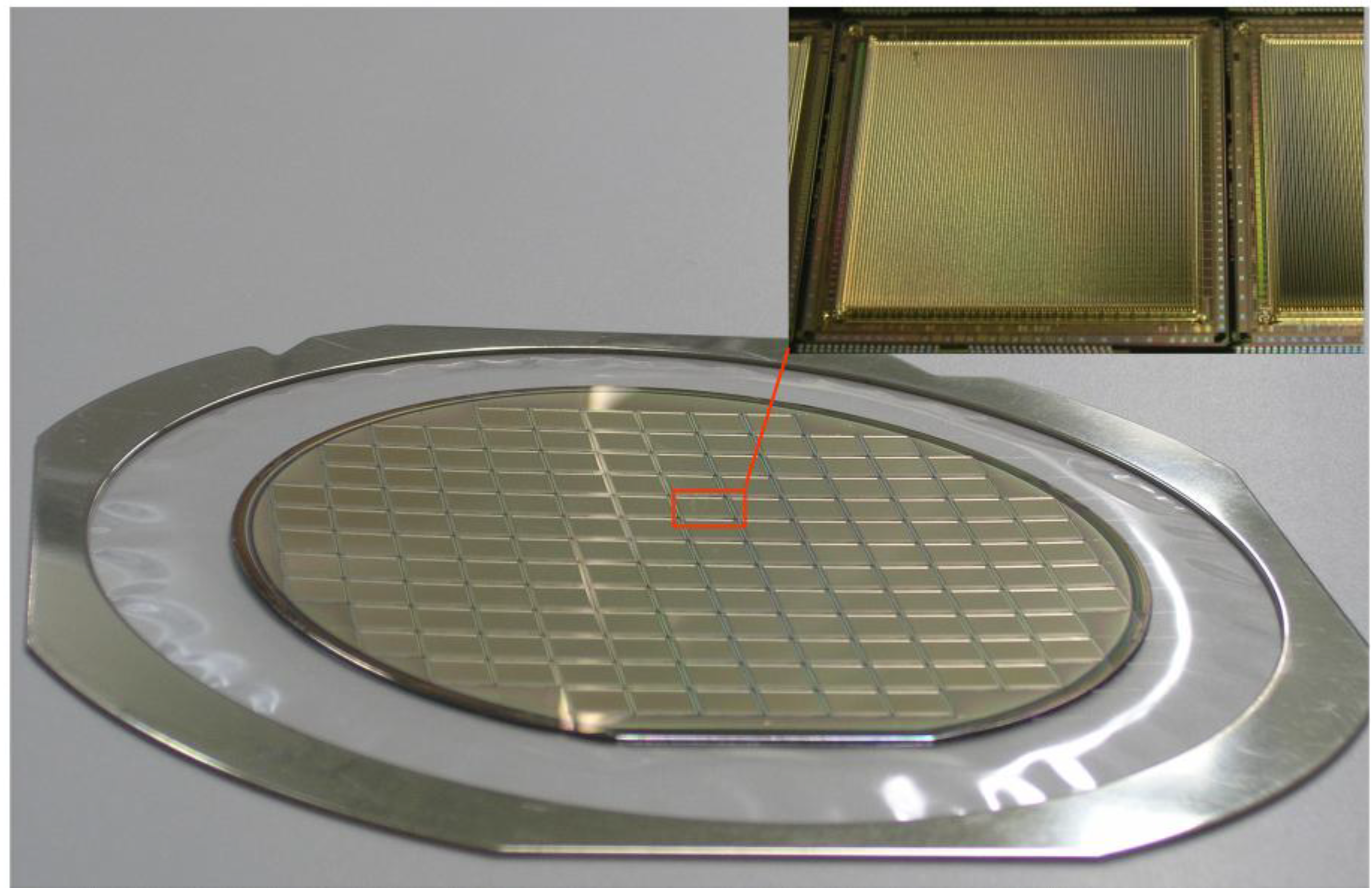
3.1. Lens Arrays on Si Detector Arrays
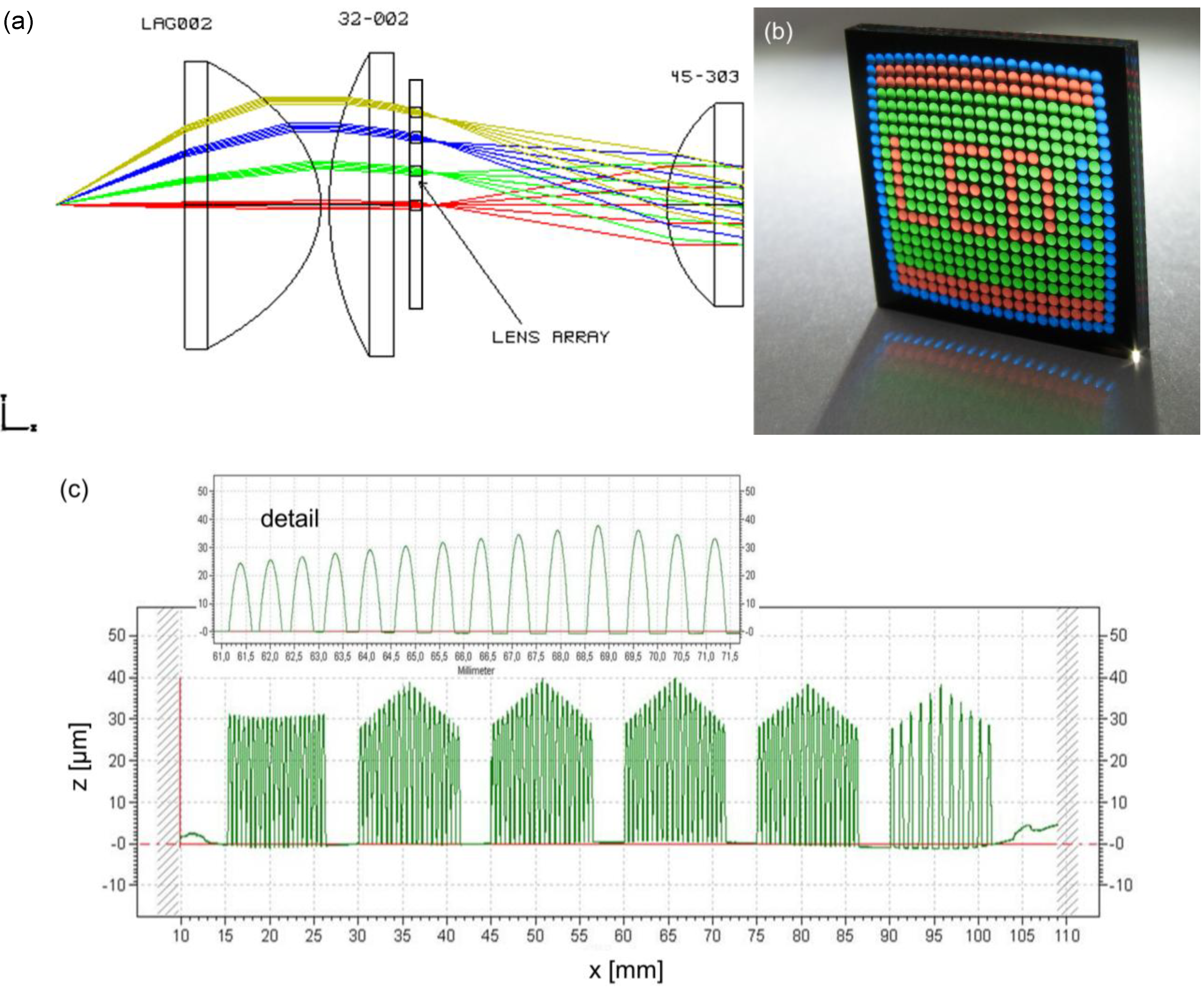
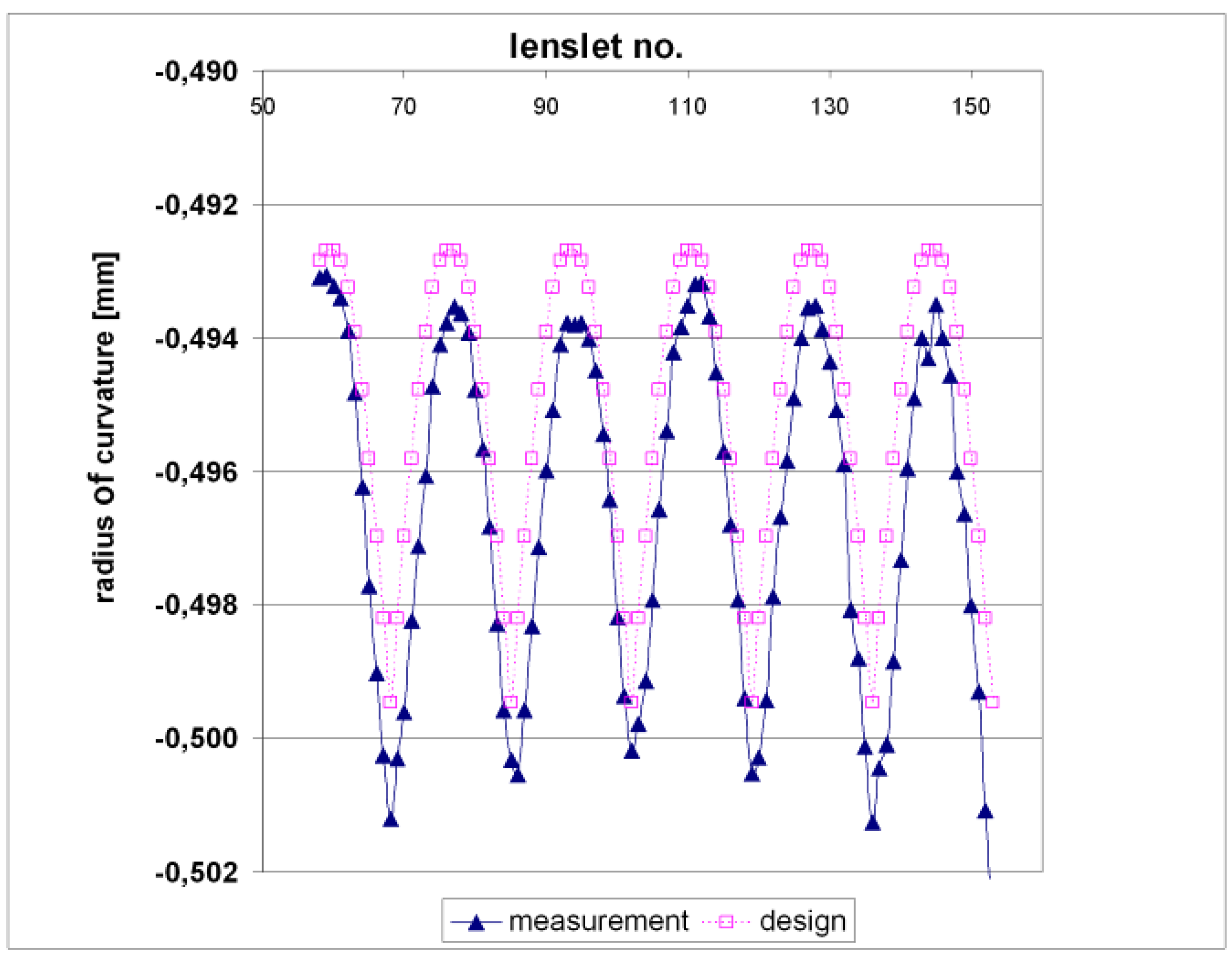
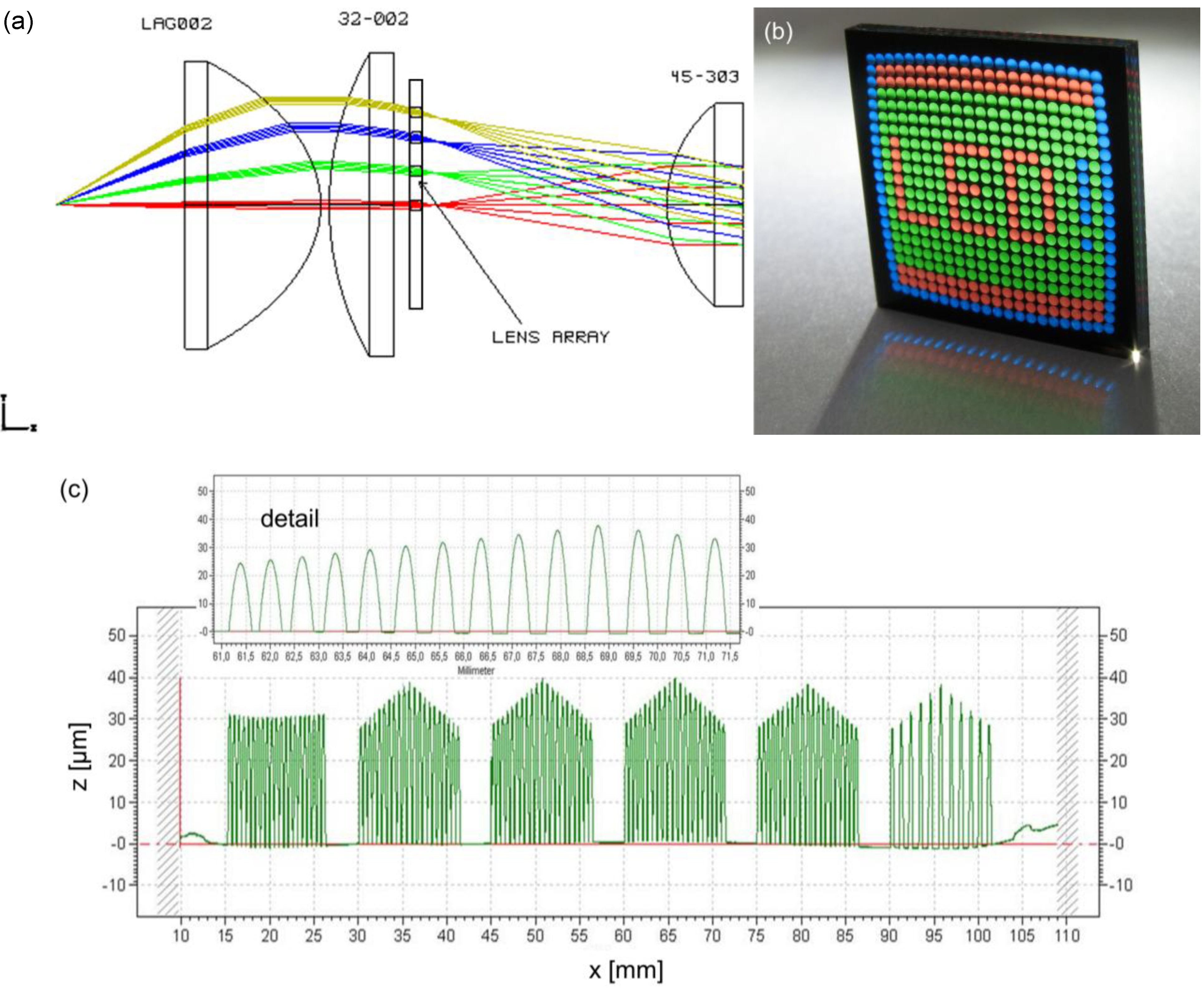
3.2. LED Spot Array Illumination
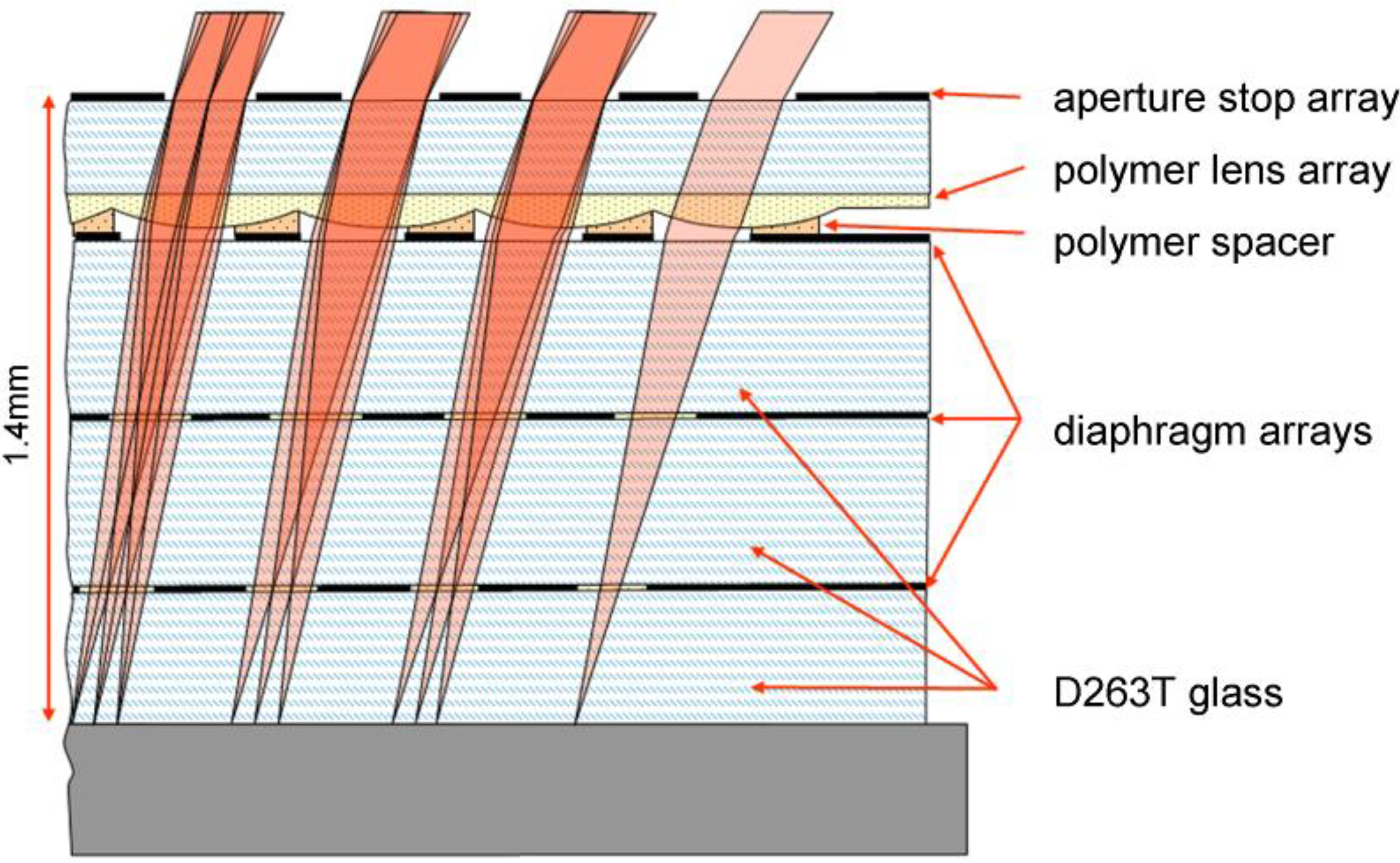
3.3. Multi-Aperture Cameras and Channel Isolation

4. Summary and Conclusions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Remark |
|---|---|---|
| lenslet master structure | spherical, elliptical, cylindrical | refined photoresist reflow technology |
| lateral size of lenslet | 10 µm to several millimeters | |
| gap between lenslets | >1 µm | no gap with RIE assisted master |
| lens sag | <200 µm, virtually no minimum | diffraction limited: <100 µm |
| wafer size | Ø200 mm, 150 mm, 100 mm, die | 200 mm × 200 mm also possible |
| wafer thickness | 0.15 nm to 10 mm | Ø200 mm: d > 0.4 mm |
| glass thickness variation | <10 µm total (TTV) | i.e., D263T or B33 (Schott) |
| mask-aligner | MA8e/ SUSS Microtec | closed loop piezo z axis control |
| top-/ bottom side alignm. | Yes | assisted alignment possible |
| lateral alignment/ posit. | ±1 µm | maximum BSA distance 6 mm |
| axial alignment/ position | ±5 µm to (±10 µm) | depending on substrates etc. |
| polymer material | UV curing acrylate or epoxy | i.e., inorganic-organic hybrids [6] |
| temperature stability | >180 °C for ORMOCOMP [5] | 270 °C for t <2 min |
| polymer index/Abbe# | 1.45 to 1.65/60 to 25 | commercial UV curing resin |
| thermo-optical coefficient | −0.00024 K−1 | ORMOCOMP® hybrid polymer |
| polymer thickness | typically 10 µm to 300 | matching the sag limit of reflow lenslets |
| transmission range | 400 nm to 1700 nm | - |
| black aperture resolution | CD ~10 µm (PSK2000, Brewer) | T < 0.1%, R < 5% (300 nm to 700 nm) |
| dicing/ maximum size | thickness <6 mm, Ø < 300 mm | DISCO DAD3350 |
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zwiers, R.J.M.; Dortant, G.C.M. Aspherical lenses produced by a fast high-precision replication process using UV-curable coatings. Appl. Opt. 1985, 24, 4483–4488. [Google Scholar] [CrossRef]
- Dannberg, P.; Erdmann, L.; Bierbaum, R.; Krehl, A.; Bräuer, A. Micro-optical elements and their integration to glass and optoelectronic wafers. Microsyst. Technol. 1999, 1, 41–47. [Google Scholar]
- Rossi, M.; Rudmann, H.; Marty, B.; Maciossek, A. Wafer-Scale Micro-Optics Replication Technology. In Proceedings of Optical Science and Technology, SPIE’s 48th Annual Meeting International Society for Optics and Photonics, San Diego, CA, USA, 4 November 2003; pp. 148–154.
- Jeong, H.S.; Kim, S.H.; Shin, D.I.; Lee, S.C.; Jin, Y.S.; Noh, J.E.; Oh, H.R.; Lee, K.U. Camera imaging lens fabrication using wafer-scale UV embossing process. J. Opt. Soc. KR. 2006, 10, 124–129. [Google Scholar] [CrossRef]
- Dagan, Y. Wafer-Level Optics Enables Low Cost Camera Phones. In Proceedings of SPIE, San Jose, CA, USA, 24 January 2009; Volume 7218, pp. 1–8.
- Hybrid polymers commercially. Available online: http://www.microresist.de/products/ormocers/overview_ormocers_en.htm (accessed on 26 March 2014).
- Rose, K.; Wolter, H.; Glaubitt, W. Multifunctional Acrylate Alkoxysilanes for Polymeric Materials. In Proceedings of MRS, Pittsburgh, PA, USA, January 1992; Volume 271, pp. 731–734.
- Schulz, U.; Schallenberg, U.B.; Kaiser, N. Antireflective coating design for plastic optics. Appl. Opt. 2003, 42, 1346. [Google Scholar] [CrossRef]
- Gentle, T.E.; Schmidt, R.G.; Naasz, B.M.; Gellman, A.J.; Gentle, T.M. Organofunctional silanes as adhesion promoters direct characterization of the polymer/silane interphase. J. Adhes. Sci. Technol. 1992, 6, 307–316. [Google Scholar] [CrossRef]
- Liston, E.M.; Martinu, L.; Wertheimer, M.R. Plasma Surface Modification of Polymers for Improved Adhesion: A Critical Review. In Plasma Surface Modification of Polymers Relevance to Adhesion; Strobel, M., Lyons, C., Mittal, K.L., Eds.; VSP BV: Utrecht, the Netherlands, 1994; pp. 3–39. [Google Scholar]
- Kämpfe, T.; Kley, E.B.; Tünnermann, A.; Dannberg, P. Design and fabrication of stacked computer generated holograms for multicolour image generation. Appl. Opt. 2007, 46, 5482–5488. [Google Scholar] [CrossRef]
- Stollberg, K.; Brückner, A.; Duparré, J.; Dannberg, P.; Bräuer, A.; Tünnermann, A. The Gabor super lens as an alternative wafer-level camera approach inspired by superposition compound eyes of nocturnal insects. Opt. Express 2009, 17, 15747–15759. [Google Scholar]
- Popovich, Z.D.; Sprague, R.A.; Conell, G.A.N. Technique for monolithic fabrication of microlens arrays. Appl. Opt. 1988, 27, 1281–1284. [Google Scholar] [CrossRef]
- Daly, D.; Stevens, R.F.; Hutley, M.C.; Davies, N. The manufacture of microlenses by melting photoresist. J. Meas. Sci. Technol. 1990, 1, 759–766. [Google Scholar] [CrossRef]
- Lim, C.H.; Jeung, W.K.; Choi, S.M. LED Packaging Using High Sag Rectangular Microlens Array. In Proceedings of SPIE 6185, Micro-Optics, VCSELs, and Photonic Interconnects II: Fabrication, Packaging and Integration, Strasbourg, France, 21 April 2006; Volume 618516. [CrossRef]
- Zeitner, U.D.; Dannberg, P. Double-Sided Hybrid Microoptical Elements Combining Functions of Multistage Optical Systems. In Proceedings of SPIE 4440, Lithographic and Micromachining Techniques for Optical Component Fabrication, San Diego, CA, USA, 9 November 2011; Volume 44. [CrossRef]
- Wippermann, F.; Zeitner, U.D.; Dannberg, P.; Bräuer, A.; Sinzinger, S. Beam homogenizers based on chirped microlens arrays. Opt. Express 2007, 15, 6218–6223. [Google Scholar]
- Duparré, J.; Wippermann, F.; Dannberg, P.; Reimann, A. Chirped arrays of refractive ellipsoidal microlenses for aberration correction under oblique incidence. Opt. Express 2009, 13, 10539–10551. [Google Scholar]
- Schreiber, P.; Dannberg, P.; Hoefer, B.; Beckert, E. Chirped Microlens Arrays for Diode Laser Circularization and Beam Expansion. In Proceedings of SPIE 5876, Laser Beam Shaping VI, San Diego, CA, USA, 30 August 2005; Volume 58760K. [CrossRef]
- Wippermann, F.; Radtke, D.; Zeitner, U.; Duparré, J.W.; Tünnermann, A.; Amberg, M.; Sinzinger, S.; Reinhardt, C.; Ovsianikov, A.; Chichkov, B.N. Fabrication Technologies for Chirped Refractive Microlens Arrays. In Proceedings of SPIE 6288, Current Developments in Lens Design and Optical Engineering VII, San Diego, CA, USA, 31 August 2006; Volume 62880O. [CrossRef]
- Nussbaum, P.; Völkel, R.; Herzig, H.P.; Eisner, M.; Haselbeck, S. Design fabrication and testing of microlens arrays for sensors and microsystems. Pure Appl. Opt. 1997, 6, 617–636. [Google Scholar]
- Voelkel, R.; Eisner, M.; Weible, K. Fabrication of Aspherical Microlenses in Fused Silica and Silicon. In Proceedings of SPIE 4440, Lithographic and Micromachining Techniques for Optical Component Fabrication, San Diego, CA, USA, 9 Novmber 2001; Volume 40. [CrossRef]
- Harding, R.; Gardiner, I.; Yoon, H.J.; Perrett, T.; Parri, O.; Skjonnem, K. Reactive Liquid Crystal Materials for Optically Anisotropic Patterned Retarders. In Proceedings of SPIE Lithography Asia, Taipei, Taiwan, 4 December 2008; Volume 71402J. [CrossRef]
- CODIXX standard polarizer products. Available online: http://www.codixx.de/cms/polarizers/polarizer.html (accessed on 26 March 2014).
- Albero, J; Bargiel, S.; Passilly, N.; Dannberg, P.; Stumpf, M; Zeitner, U.D.; Rousselot, C.; Gastinger, K.; Goreck, C. Micromachined array-type mirauinterferometer for parallel inspection of MEMS. J. Micromech. Microeng. 2011, 21, 065005. [Google Scholar] [CrossRef]
- Kim, S.M.; Kim, H.M.; Kang, S. Development of an ultraviolet imprinting process for integrating a microlens array onto an image sensor. Opt. Lett. 2006, 31, 10–12. [Google Scholar]
- Schreiber, P.; Dannberg, P.; Wippermann, F. Chirped Lens-Array LED Spot-Array Generator with Individually Colored Spots. In Proceedings of SPIE 7716, Micro-Optics 2010, Brussels, Belgium, 13 May 2010; Volume 771617. [CrossRef]
- Duparré, J.; Wippermann, F. Micro-optical artificial compound eyes. Bioinsp. Biomim. 2006, 1, R1. [Google Scholar] [CrossRef]
- Brückner, A.; Duparré, J.; Dannberg, P.; Leitel, R.; Bräuer, A. Driving Microoptical Imaging Systems Towards Miniature Camera Applications. In Proceedings of SPIE 7716, Micro-Optics 2010, Brussels, Belgium, 12 May 2010; Volume 77160J. [CrossRef]
- Rømer Holme, N.C.; Geltzer Dinesen, P.; Attar, Z.; Oliver, S.D.; Voelkel, R. New technologies enable precise and cost effective waferlevel optics. Laser Focus World 2009, 37, 87–90. [Google Scholar]
- Wafer-level optics tooling. Available online: http://www.kaleido-technology.com/Applications/Wafer-level%20optics%20tooling.pdf (accessed on 26 March 2014).
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Dannberg, P.; Wippermann, F.; Brückner, A.; Matthes, A.; Schreiber, P.; Bräuer, A. Wafer-Level Hybrid Integration of Complex Micro-Optical Modules. Micromachines 2014, 5, 325-340. https://doi.org/10.3390/mi5020325
Dannberg P, Wippermann F, Brückner A, Matthes A, Schreiber P, Bräuer A. Wafer-Level Hybrid Integration of Complex Micro-Optical Modules. Micromachines. 2014; 5(2):325-340. https://doi.org/10.3390/mi5020325
Chicago/Turabian StyleDannberg, Peter, Frank Wippermann, Andreas Brückner, Andre Matthes, Peter Schreiber, and Andreas Bräuer. 2014. "Wafer-Level Hybrid Integration of Complex Micro-Optical Modules" Micromachines 5, no. 2: 325-340. https://doi.org/10.3390/mi5020325
APA StyleDannberg, P., Wippermann, F., Brückner, A., Matthes, A., Schreiber, P., & Bräuer, A. (2014). Wafer-Level Hybrid Integration of Complex Micro-Optical Modules. Micromachines, 5(2), 325-340. https://doi.org/10.3390/mi5020325