
Study on the Motion Trajectory of Abrasives and Surface Improvement Mechanism in Ultrasonic-Assisted Diamond Wire Sawing Monocrystalline Silicon


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Kinematic Analysis of Abrasives in UADWS
2.1. Analysis of Abrasive Motion Trajectories
2.1.1. Establishment of the Motion Equation of Single Abrasive
2.1.2. Analysis of the Motion Trajectory of Single Abrasive
2.1.3. Analysis of the Motion Trajectories of Multiple Abrasives
2.2. Analysis of Abrasive Cutting Parameters
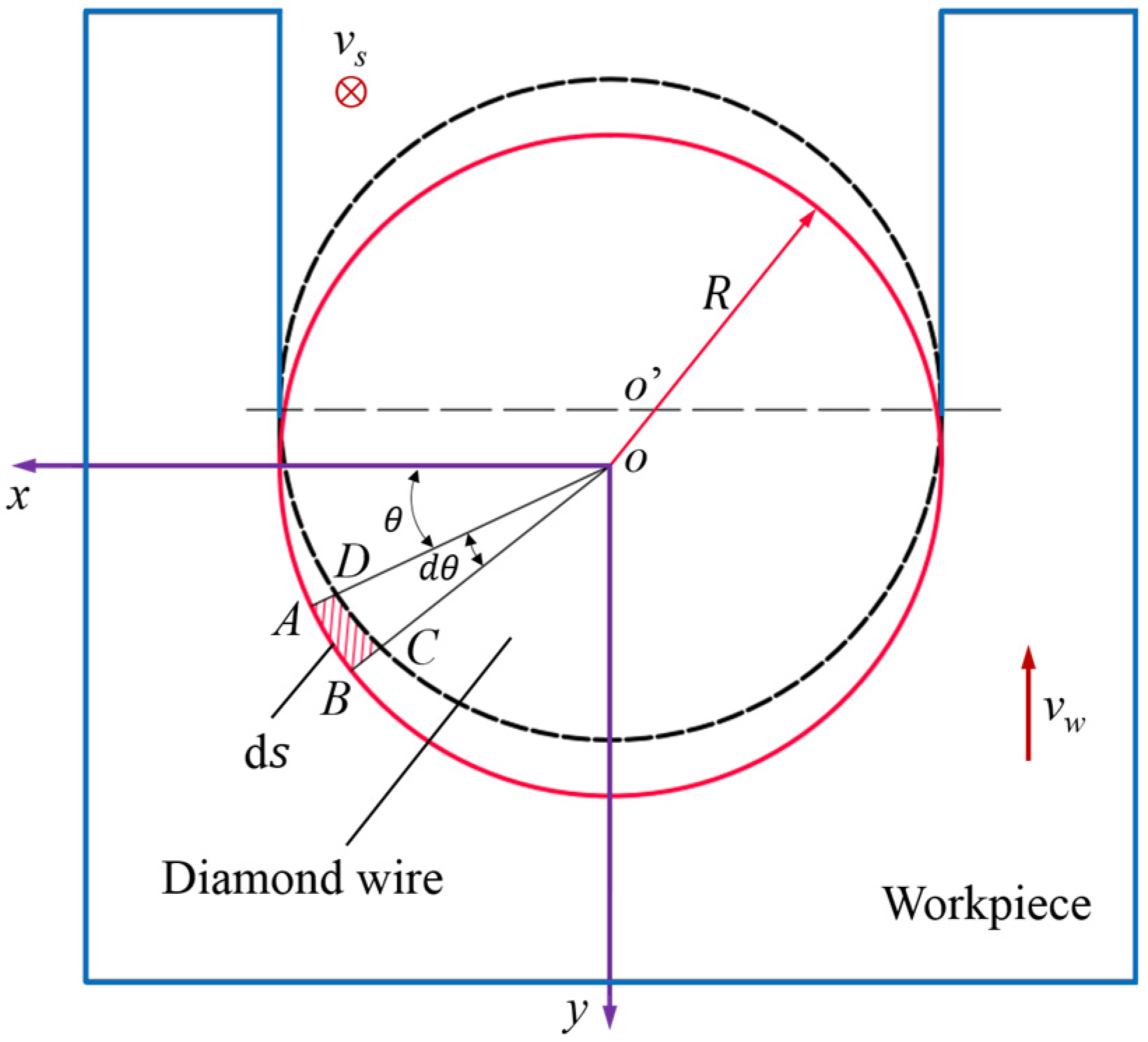
2.2.1. Abrasive Cutting Arc Length
2.2.2. Abrasive Cutting Depth
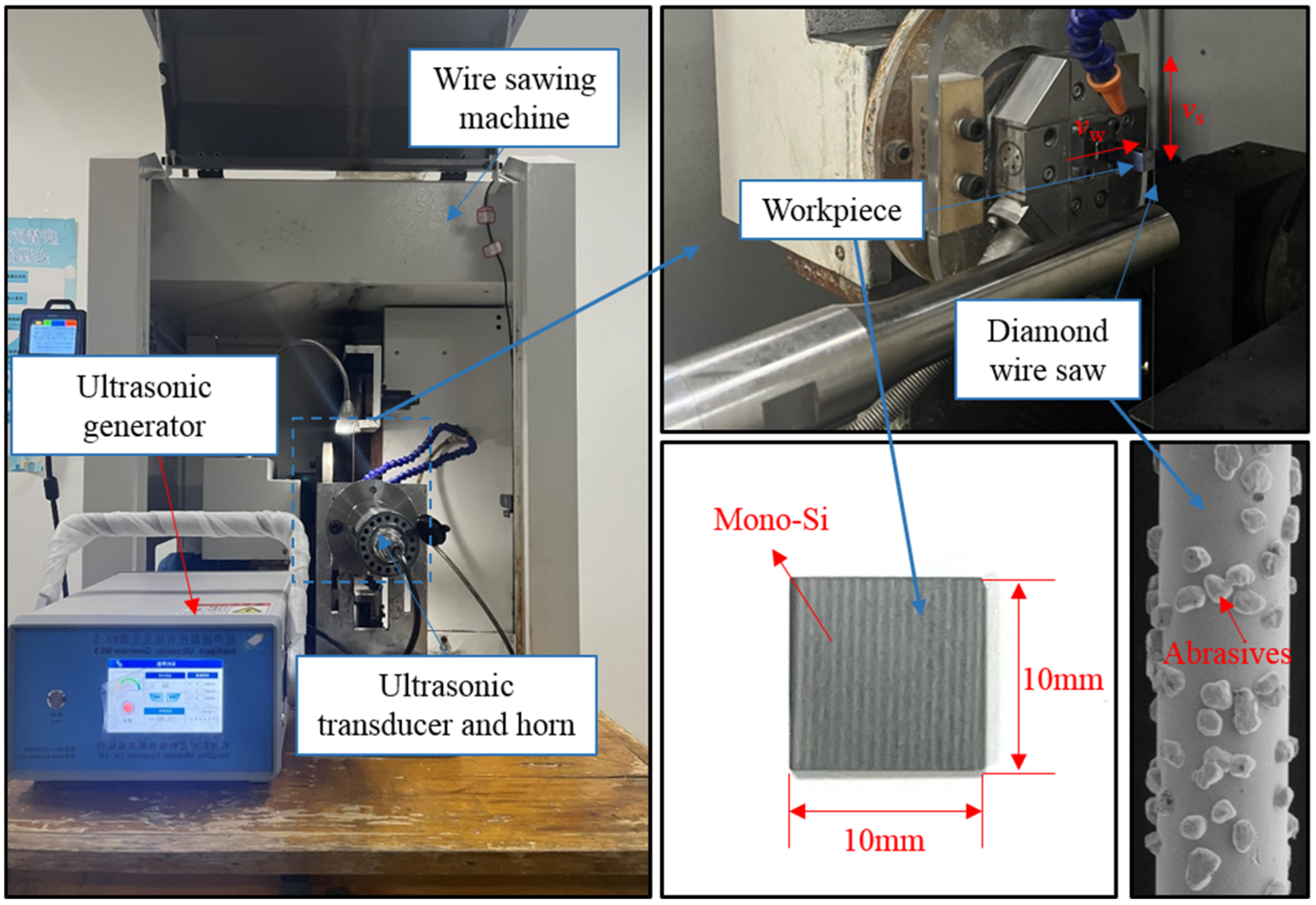
3. Materials and Methods
4. Results and Discussion
4.1. The Experimental Results of Surface Roughness and PV Value
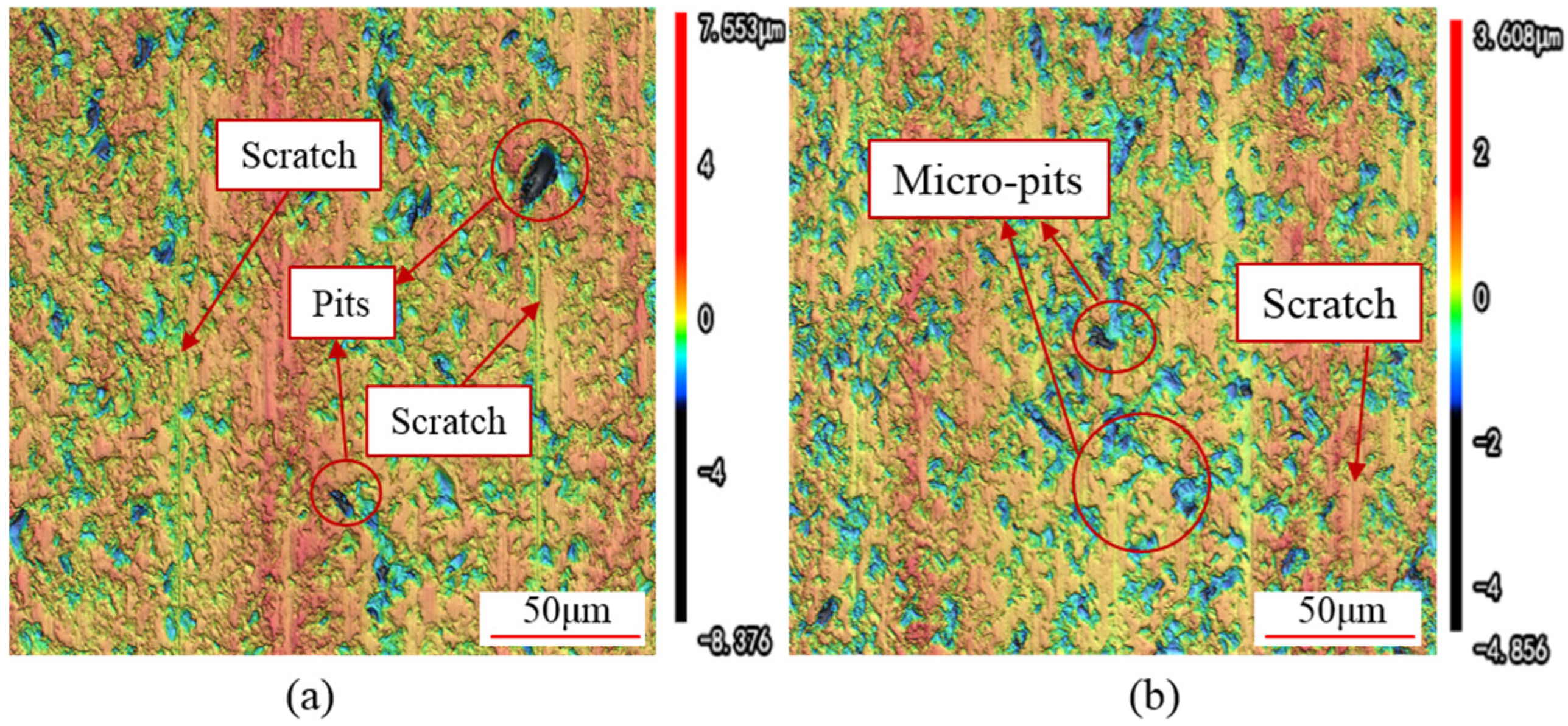
4.2. Analysis of the Surface Morphology of Mono-Si
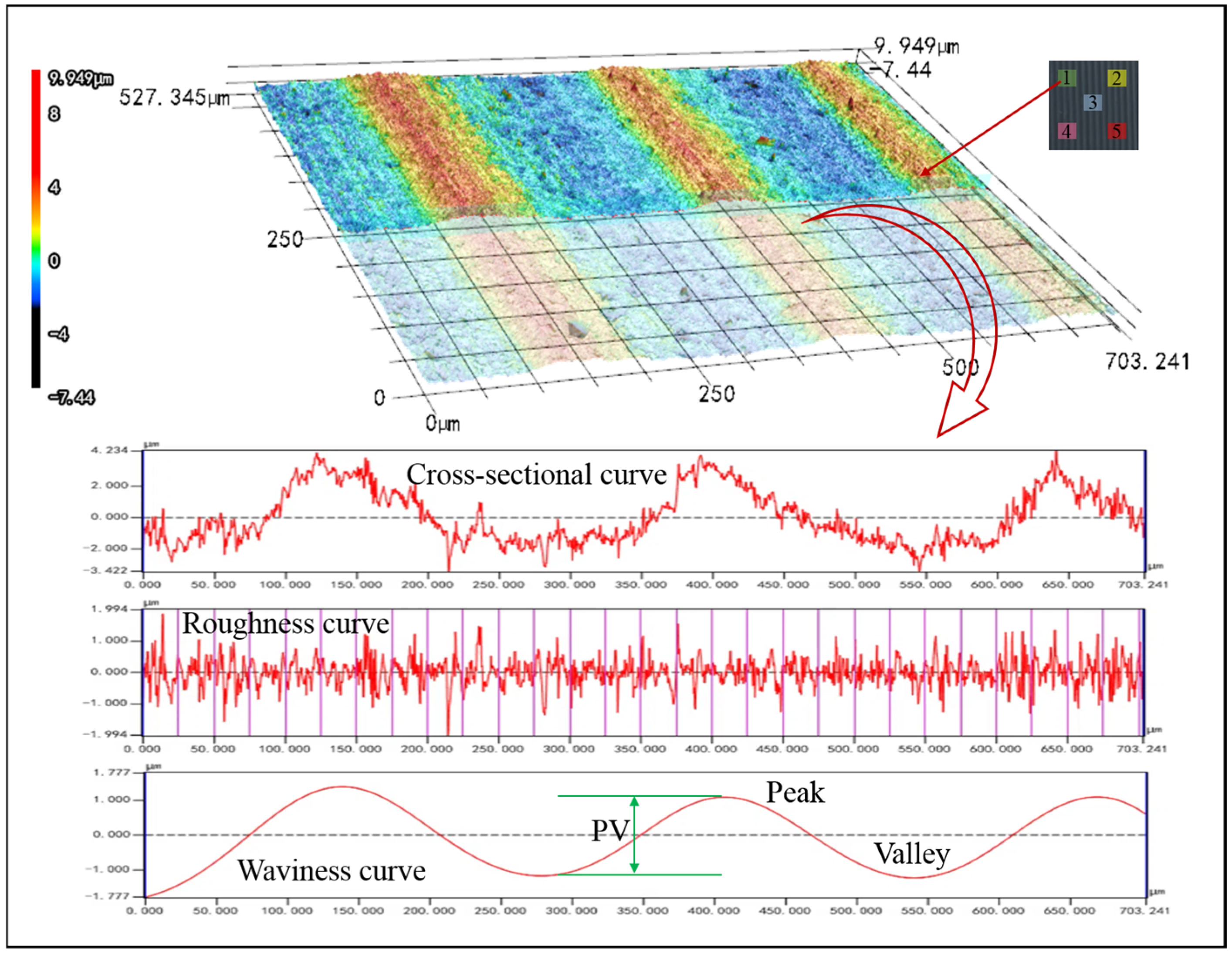
4.3. Analysis of Surface Wire Marks of Mono-Si
5. Conclusions
- (1)
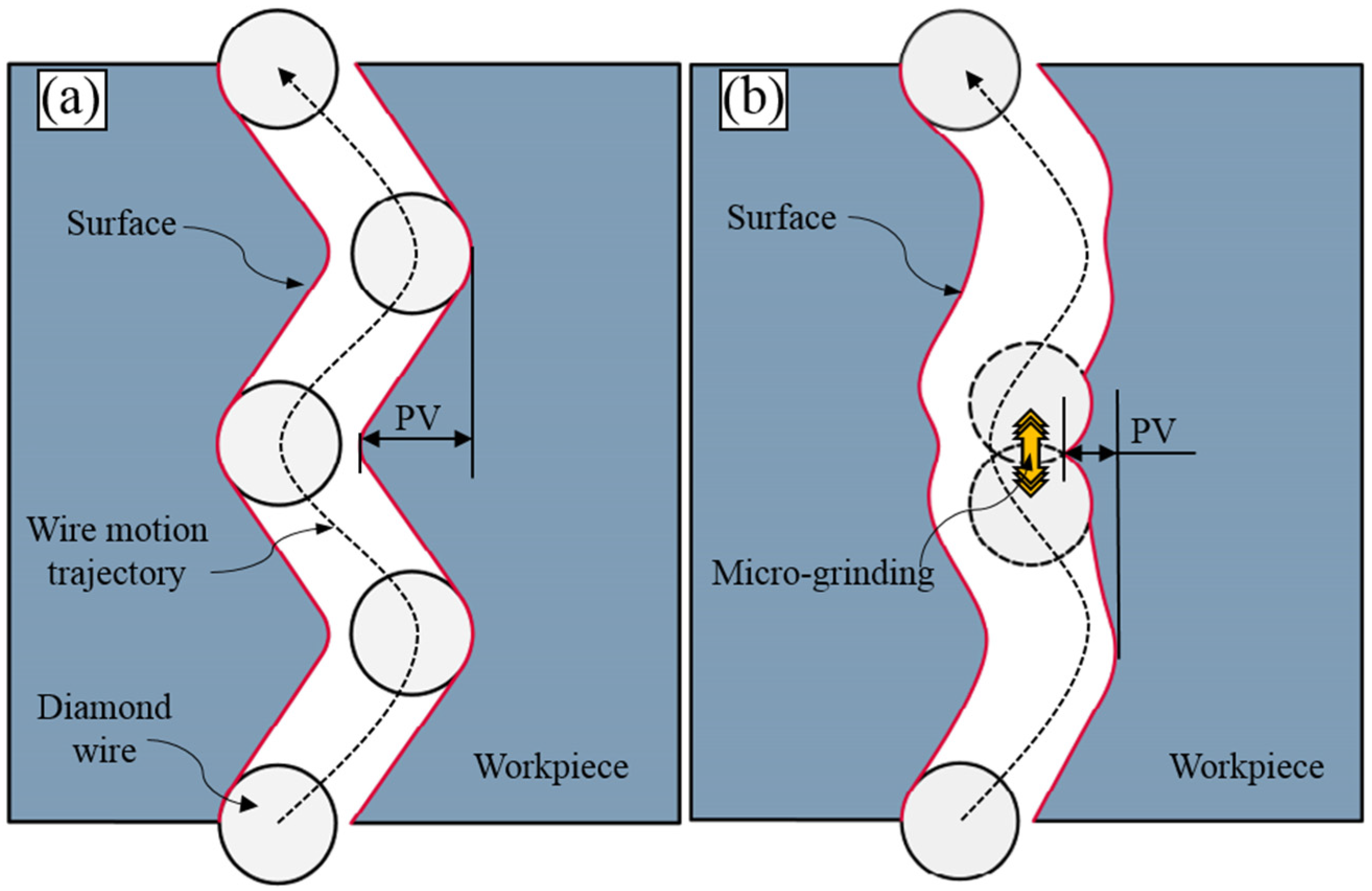
- When ultrasonic vibration is applied to the wire saw, the motion trajectory of a single abrasive changes from a straight line to an approximately sinusoidal curve. When processing is conducted at a higher wire speed, the number of vibrations of the abrasive within the processing area decreases, which, to a certain extent, weakens the effect of the ultrasonic vibration. Moreover, during ultrasonic-assisted sawing, the abrasive has a longer cutting arc length and a lower cutting depth, which has a beneficial impact on the surface quality of the slice.
- (2)
- When using UADWS for sawing, abrasives at different positions on the wire saw surface experience various types of cross-interference. When the spacing between abrasives, ΔL, is not equal to the wavelength, λ, there is a significant degree of interference between the trajectories of the abrasives, which can enhance the material removal rate and eliminate any residual peaks on the material surface that were not fully removed. When ΔL is equal to λ, the trajectories of the abrasives approximately coincide, which, to a certain extent, reduces the material removal rate.
- (3)
- Compared with DWS, the surface roughness Ra of the mono-Si slices obtained by UADWS is smaller, at 0.27 μm, while that of DWS is 0.31 μm. The surface morphology has small pit sizes and short scratches. Due to the micro-vibration effect of the abrasive grains, the PV value of the wire marks on the slice surface is lower, at 1.65 μm, while that of DWS is 3.34 μm. The surface pits of the slices cut with DWS are larger in size, but the number of large pits is smaller, and the scratches are parallel to each other. The line marks on the surface of the slice undulate regularly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.F.; Xi, F.S.; Wei, K.X.; Tong, Z.Q.; Li, S.Y.; Ding, Z.; Ma, W.H. Bridging efficiency and scalability: A systematic evaluation of diamond wire sawn silicon wafer texturing technologies for high-performance photovoltaics. Appl. Energy 2025, 386, 125591. [Google Scholar] [CrossRef]
- Teng, L.; Xuan, Y.; Da, Y.; Sun, C.; Liu, X.; Ding, Y. Direct solar-driven reduction of greenhouse gases into hydrocarbon fuels incorporating thermochemical energy storage via modified calcium looping. Chem. Eng. J. 2022, 440, 135955. [Google Scholar] [CrossRef]
- Tian, H.L.; Yan, S.H.; Sun, Z.Z.; Wang, H.C.; Yan, H.P. Effect of nano-scratch speed on removal behavior of single crystal silicon. Diam. Abras. Eng. 2024, 44, 319–326. [Google Scholar] [CrossRef]
- Wang, J.B.; Li, S.J.; Liang, L. Experiment Comparative Analysis of Feed Rate with Velocity Control in Cutting Mono Crystalline Silicon Using a Diamond Wire Saw. Micromachines 2024, 15, 473. [Google Scholar] [CrossRef]
- Huang, H.; Li, X.L.; Mu, D.K.; Lawn, B.R. Science and art of ductile grinding of brittle solids. Int. J. Mach. Tools Manuf. 2021, 161, 103675. [Google Scholar] [CrossRef]
- Liu, T.Y.; Zhang, P.R.; Sun, Y.C.; Sun, Y.J. Fractal analysis on the surface topography of Monocrystalline silicon wafers sawn by diamond wire. Mater. Sci. Semicond. Proc. 2024, 180, 108588. [Google Scholar] [CrossRef]
- Pang, J.W.; Gao, Y.F.; Li, S. Surface characteristics and wire wear of electroplated diamond wire saw slicing photovoltaic polycrystalline silicon. Diam. Abras. Eng. 2019, 39, 92–96. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Wang, S.; Shao, Z.Q.; Lv, Z.X. Study on ultrasonic vibration cutting of monocrystal silicon material with electroplated diamond wire saw. Diam. Abras. Eng. 2013, 33, 71–75. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, R.; Li, S.S.; Liu, J.G.; Song, L.X. Prediction and verification of wafer surface morphology in ultrasonic vibration assisted wire saw (UAWS) slicing single crystal silicon based on mixed material removal mode. Int. J. Adv. Manuf. Technol. 2022, 120, 6789–6806. [Google Scholar] [CrossRef]
- Qin, S.Q.; Zhu, L.D.; Hao, Y.P.; Shi, C.L.; Wang, S.F.; Yang, Z.C. Theoretical and experimental investigations of surface generation induced by ultrasonic assisted grinding. Tribol. Int. 2023, 179, 108120. [Google Scholar] [CrossRef]
- Wu, H. Wire sawing technology: A state-of-the-art review. Precis. Eng. 2016, 43, 1–9. [Google Scholar] [CrossRef]
- Raju, M.; Sarma, R.N.; Sruyan, A.; Nair, P.P.; Nizetic, S. Investigation of optimal water utilization for water spray cooled photovoltaic panel: A three-dimensional computational study. Sustain. Energy Technol. 2022, 51, 101975. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.Y.; Li, S.J.; Zheng, J.M.; Yuan, Q.L. Experiments of ultrasonic-assisted wire sawing of SiC single crystal. J. Synth. Cryst. 2012, 41, 1076–1081. [Google Scholar] [CrossRef]
- Yan, L.T.; Qi, W.; Li, H.Y.; Zhang, Q.J. Surface generation mechanism of ceramic matrix composite in ultrasonic assisted wire sawing. Ceram. Int. 2020, 47, 1740–1749. [Google Scholar] [CrossRef]
- Li, S.J.; Wan, B.; Landers, R.G. Surface roughness optimization in processing SiC monocrystal wafers by wire saw machining with ultrasonic vibration. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 228, 725–739. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Dong, G.J.; Su, J.H.; Qian, Z.F.; Zhou, J. Study on sawing force of ultrasonic vibration assisted diamond wire sawing (UAWS) based on abrasives wear. Wear 2022, 496, 204291. [Google Scholar] [CrossRef]
- Li, H.; Gao, P.C.; Cheng, H.J.; Wang, Y.M.; Gao, F. Study on surface quality of β-Ga2O3 crystal cut by diamond wire saw. J. Synth. Cryst. 2022, 51, 2040–2047+2062. [Google Scholar] [CrossRef]
- Wu, B.; Zhang, Z.Y.; Feng, J.Y.; Meng, F.N.; Wan, S.Z.; Zhuang, X.Y.; Li, L.; Liu, H.R.; Zhang, F.X. Experimental Investigation on the Surface Formation Mechanism of NdFeB during Diamond Wire Sawing. Materials 2023, 16, 1521. [Google Scholar] [CrossRef]
- Lai, Z.Y.; Liao, X.J.; Yang, H.; Hu, Z.W.; Huang, H. Experimental study on the formation mechanism of saw marks in wire sawing. Int. J. Mech. Sci. 2024, 265, 108894. [Google Scholar] [CrossRef]
- Teomete, E. Investigation of long waviness induced by the wire saw process. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2011, 225, 1153–1162. [Google Scholar] [CrossRef]
- Li, G.Z.; Gao, Y.F.; Huang, W.B.; Shi, Z.Y. The formation mechanism and influencing factors of the sawed surface of ZTA nanocomposite ceramics in diamond wire sawing. Mat. Sci. Eng. B 2025, 316, 118159. [Google Scholar] [CrossRef]
- Li, G.Z.; Gao, Y.F.; Huang, W.B.; Shi, Z.Y. Improvement of wire marks on the surface of Si3N4 ceramics cut by diamond wire saw. Mat. Sci. Eng. B 2024, 310, 117725. [Google Scholar] [CrossRef]
- Xu, Z.H.; Feng, J.Y.; Zhang, Z.Y.; Zhou, C.S.; Lv, C.Z. Material removal mechanism in ultrasonic vibration assisted water lubricated sawing of thin NdFeB magnet. Surf. Technol. 2023, 52, 317–327. [Google Scholar] [CrossRef]
- Zhu, Z.F.; Gao, Y.F. Study on surface roughness and morphology of diamond wire as-sawn sapphire crystal wafers. Int. J. Adv. Manuf. Technol. 2023, 125, 2077–2090. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, K.W.; Xue, H.; Li, J.A.; Li, Y.Q. Anisotropic mechanism of monocrystalline silicon on surface quality in precision diamond wire saw cutting. Mater. Sci. Semicond. Process. 2025, 185, 108961. [Google Scholar] [CrossRef]
- Liang, L.; Li, S.J.; Lan, K.H.; Wang, J.B.; Yu, R.J. Fixed-Diamond Abrasive Wire-Saw Cutting Force Modeling Based on Changes in Contact Arc Lengths. Micromachines 2023, 14, 1275. [Google Scholar] [CrossRef]
- Yang, Z.X.; Huang, H.; Liao, X.J.; Lai, Z.Y.; Xu, Z.T.; Zhao, Y.J. Wire Bow In Situ Measurement for Monitoring the Evolution of Sawing Capability of Diamond Wire Saw during Slicing Sapphire. Materials 2024, 17, 2134. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, T.Q.; Shu, L.; Su, J.H.; Xu, K.W. Analytical prediction of subsurface damage depth of monocrystalline silicon in ultrasonic vibration assisted wire sawing. Int. J. Adv. Manuf. Technol. 2024, 133, 2445–2460. [Google Scholar] [CrossRef]
- Li, H.H.; Gao, Y.F.; Cheng, D.M. Modeling and experimental investigation on sawing force in ultrasonic vibration–assisted diamond wire sawing mono-Si considering material removal mode. Int. J. Adv. Manuf. Technol. 2025, 138, 471–489. [Google Scholar] [CrossRef]
- Liu, Y.S.; Huang, H.; Wang, L.Q.; Liao, X.J. Experimental study on normal force of cutting sapphire with multi-wire swing reciprocating wire saw. Diam. Abras. Eng. 2024, 44, 143–150. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Gao, Y.; Hu, S.; Huo, Z. Study on the Motion Trajectory of Abrasives and Surface Improvement Mechanism in Ultrasonic-Assisted Diamond Wire Sawing Monocrystalline Silicon. Micromachines 2025, 16, 708. https://doi.org/10.3390/mi16060708
Li H, Gao Y, Hu S, Huo Z. Study on the Motion Trajectory of Abrasives and Surface Improvement Mechanism in Ultrasonic-Assisted Diamond Wire Sawing Monocrystalline Silicon. Micromachines. 2025; 16(6):708. https://doi.org/10.3390/mi16060708
Chicago/Turabian StyleLi, Honghao, Yufei Gao, Shengtan Hu, and Zhipu Huo. 2025. "Study on the Motion Trajectory of Abrasives and Surface Improvement Mechanism in Ultrasonic-Assisted Diamond Wire Sawing Monocrystalline Silicon" Micromachines 16, no. 6: 708. https://doi.org/10.3390/mi16060708
APA StyleLi, H., Gao, Y., Hu, S., & Huo, Z. (2025). Study on the Motion Trajectory of Abrasives and Surface Improvement Mechanism in Ultrasonic-Assisted Diamond Wire Sawing Monocrystalline Silicon. Micromachines, 16(6), 708. https://doi.org/10.3390/mi16060708