

On the Effects of 3D Printed Mold Material, Curing Temperature, and Duration on Polydimethylsiloxane (PDMS) Curing Characteristics for Lab-on-a-Chip Applications

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
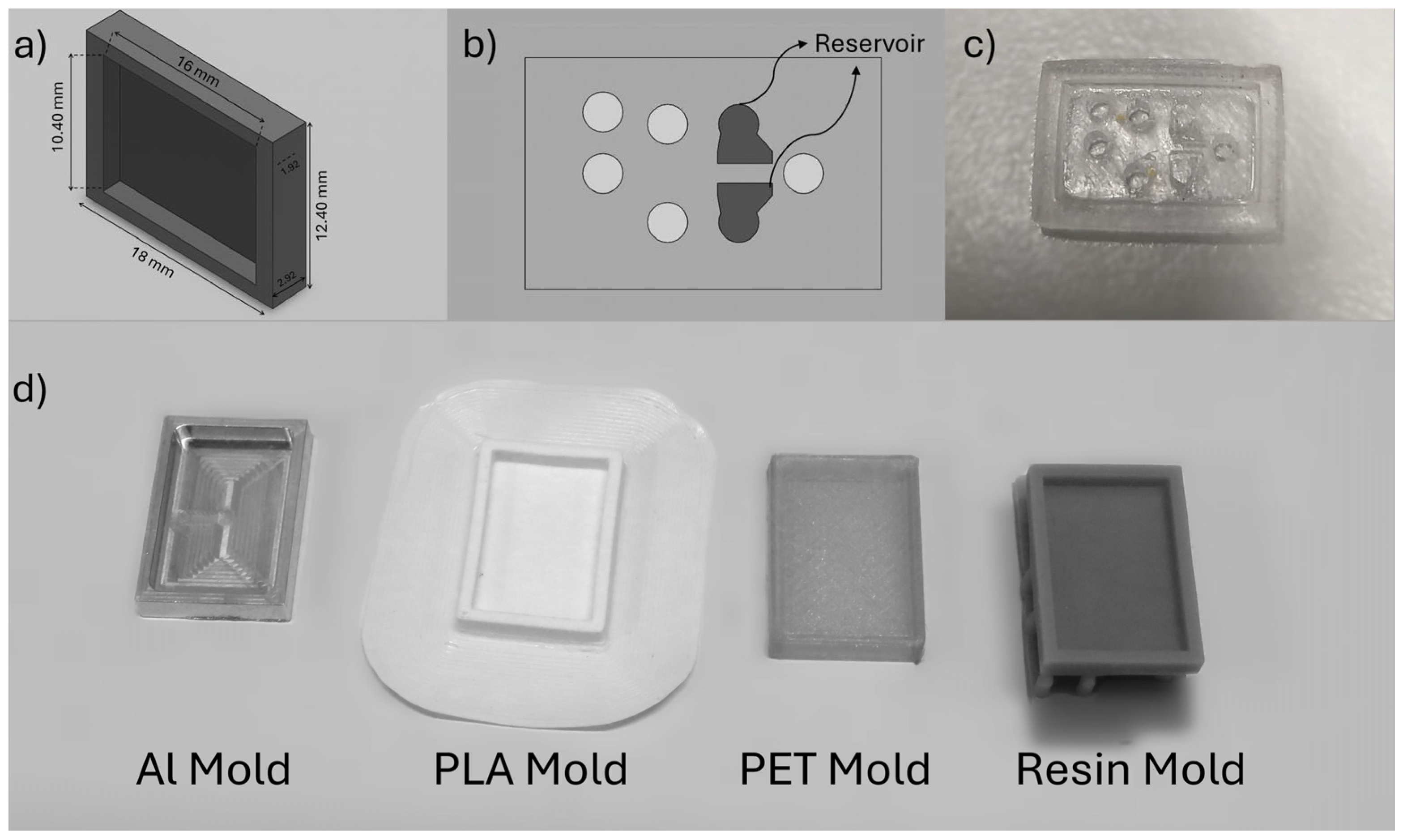
2.2. Mold Design and Fabrication
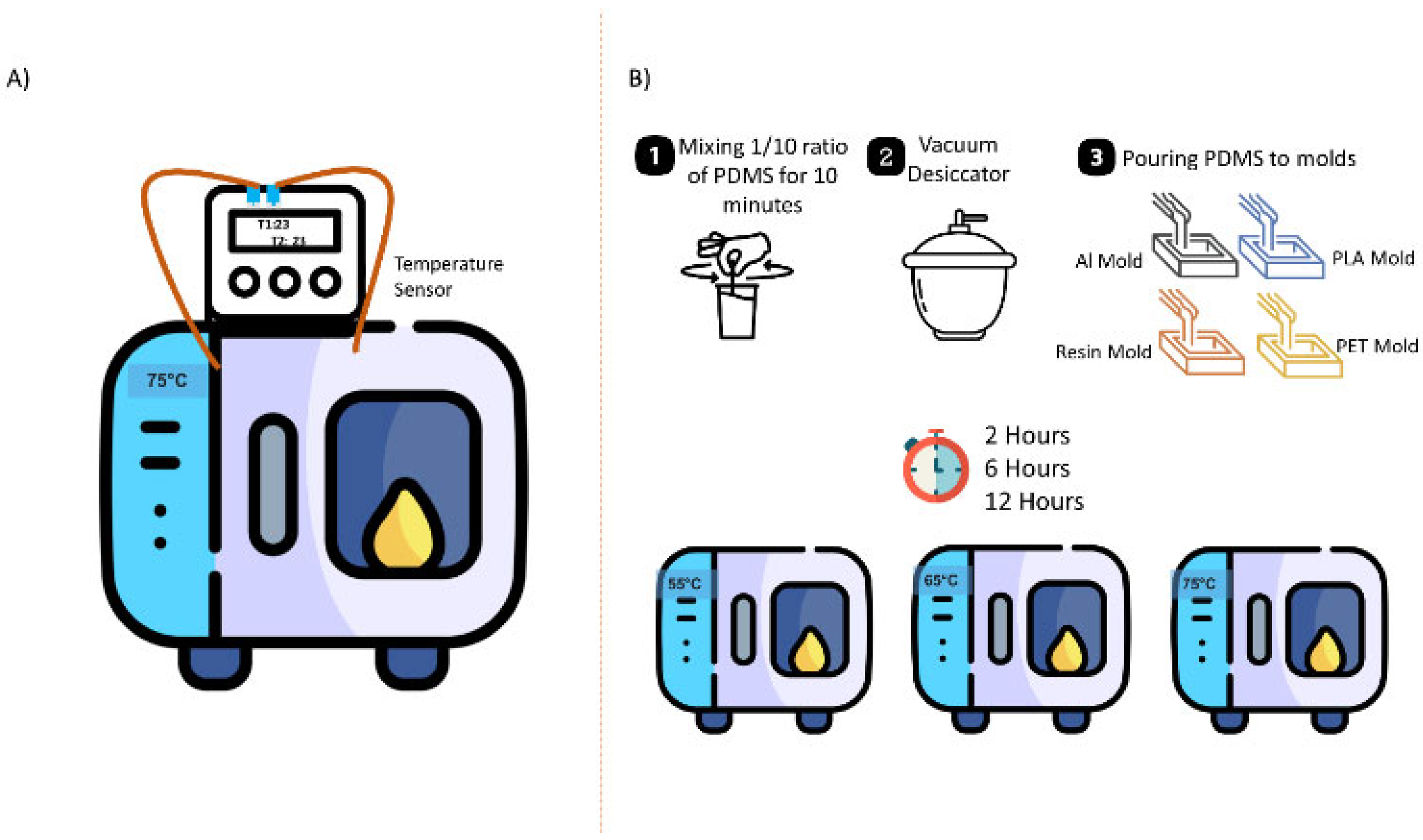
2.3. PDMS Curing
2.4. Heat Transfer Tests
2.5. Characterization Methods
2.5.1. Atomic Force Microscopy (AFM) Characterizations
2.5.2. Soxhlet Analysis
2.5.3. Thermogravimetric Analysis
2.5.4. Fourier Transform Infrared Spectroscopy Analysis
2.5.5. Scanning Electron Microscopy (SEM) Analysis
3. Results
3.1. Atomic Force Microscopy (AFM) Results
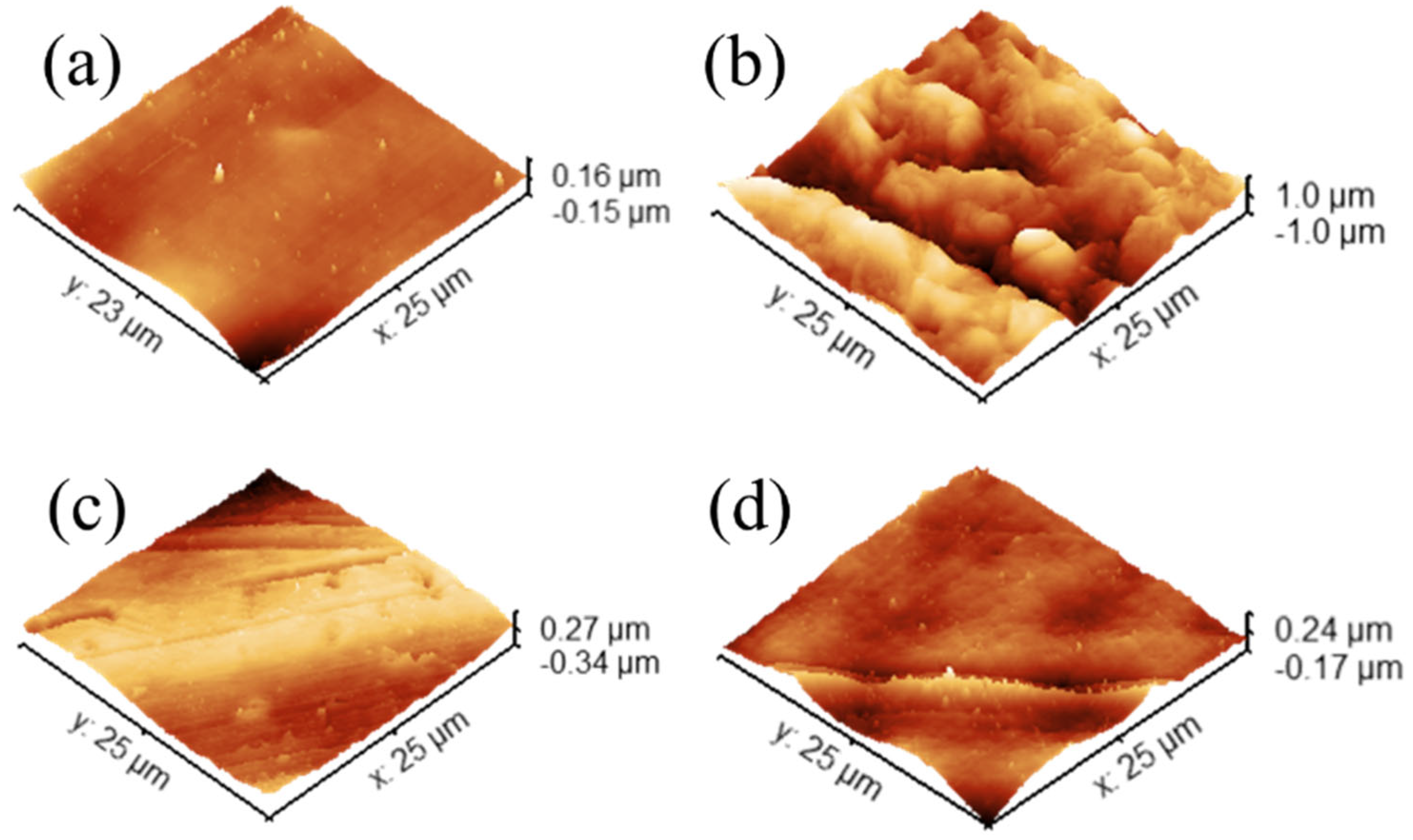
3.1.1. Surface Roughness Analysis of Prepared Molds
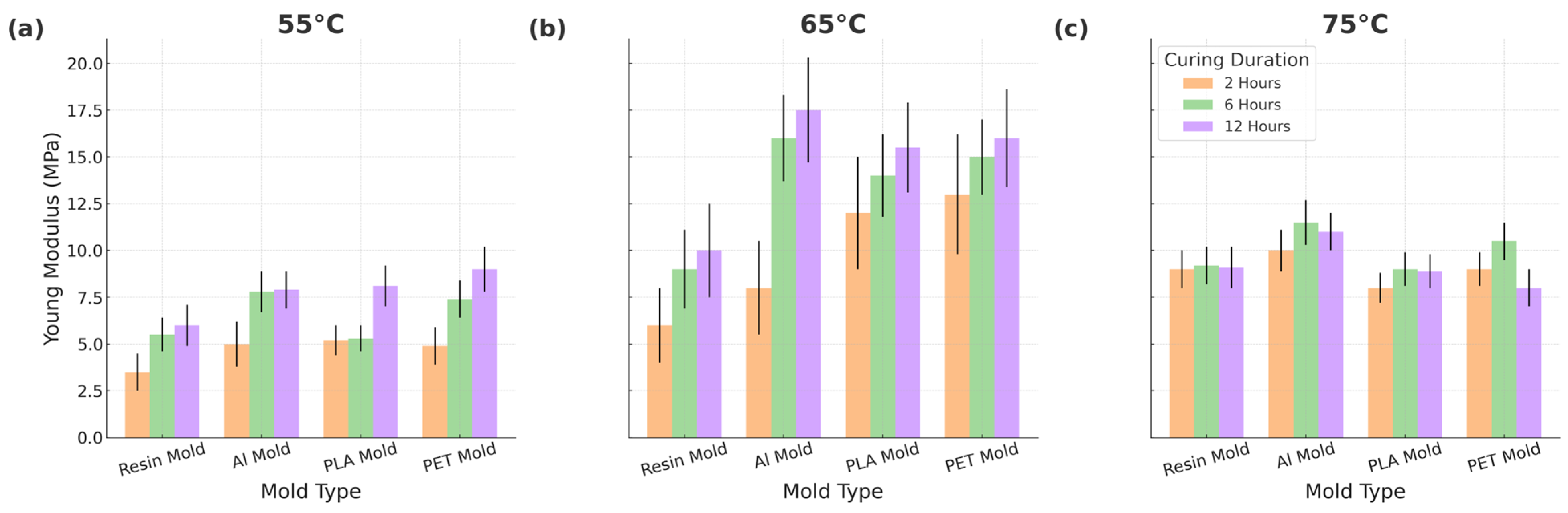
3.1.2. Local Young’s Modulus of Elasticity Measurements on Obtained PDMS Samples
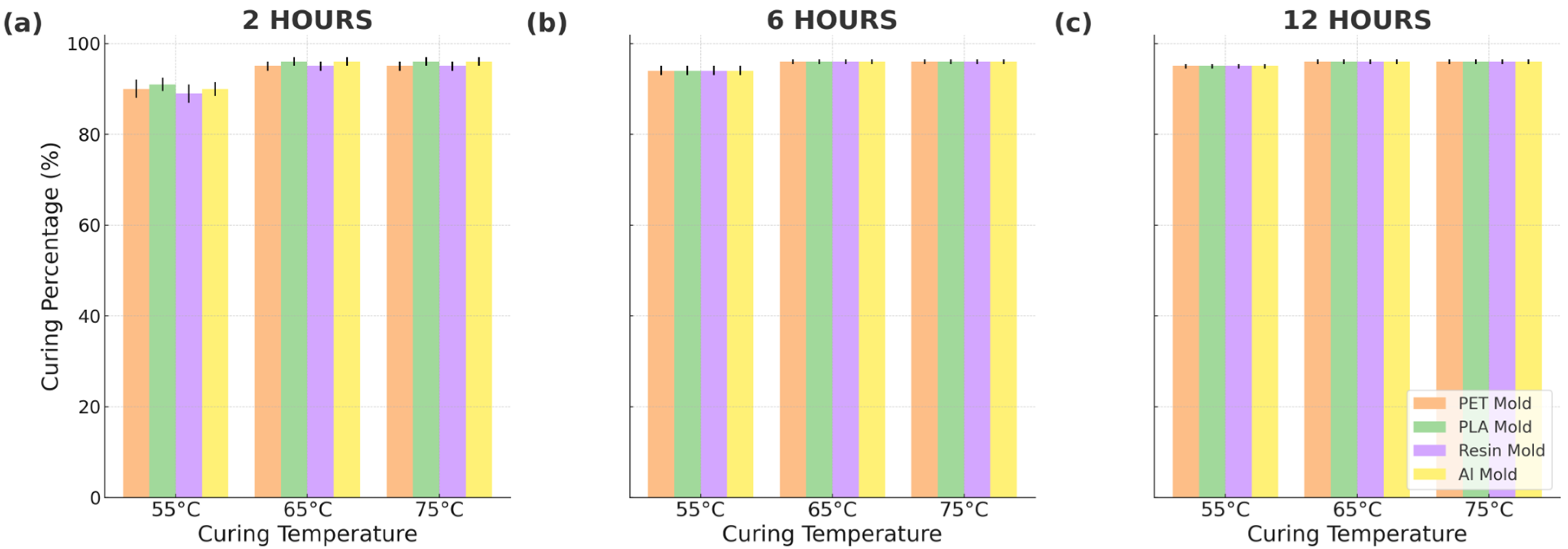
3.2. Soxhlet Curing Analysis
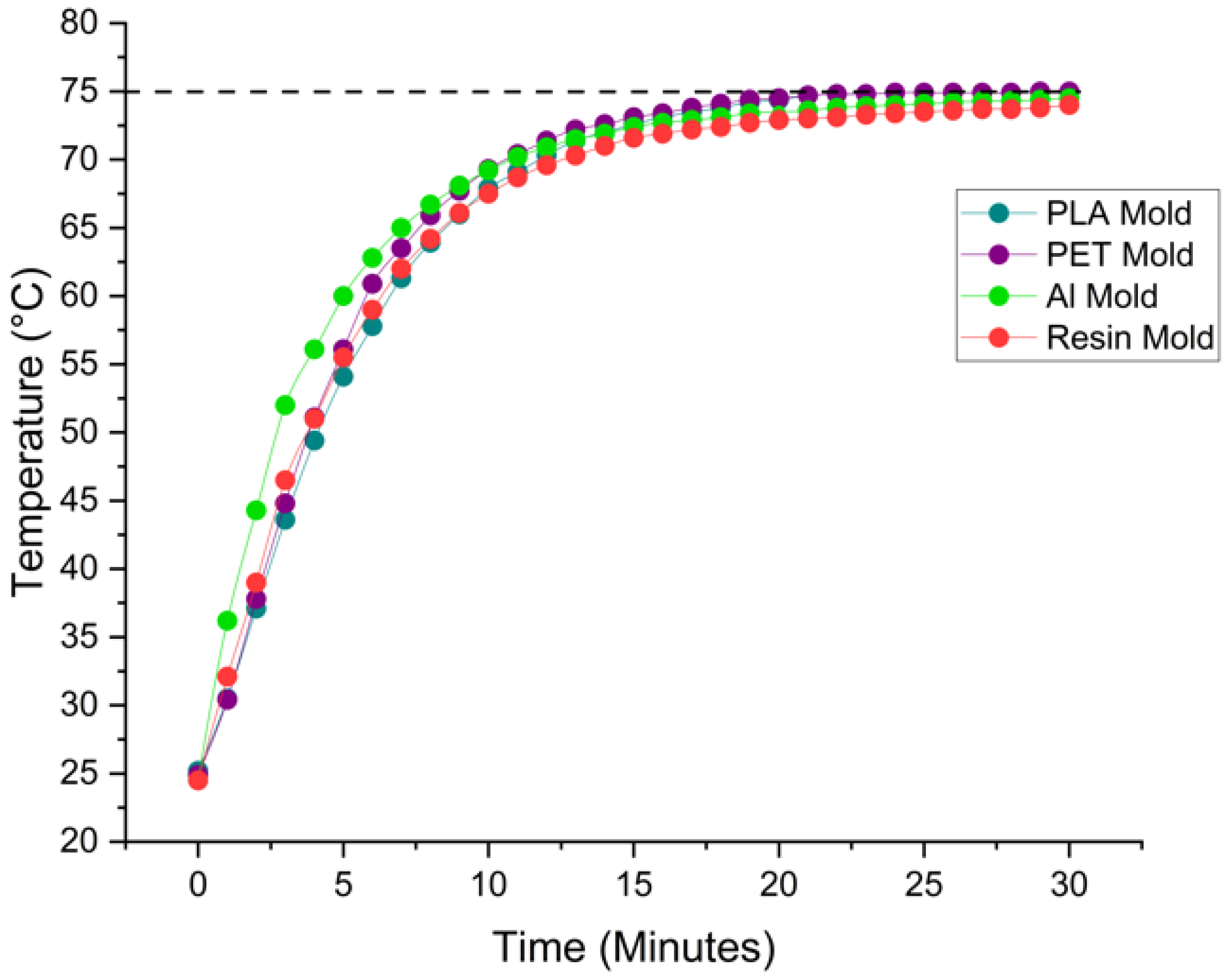
3.3. Heat Transfer Experiments
3.4. Thermogravimetric Analysis Results
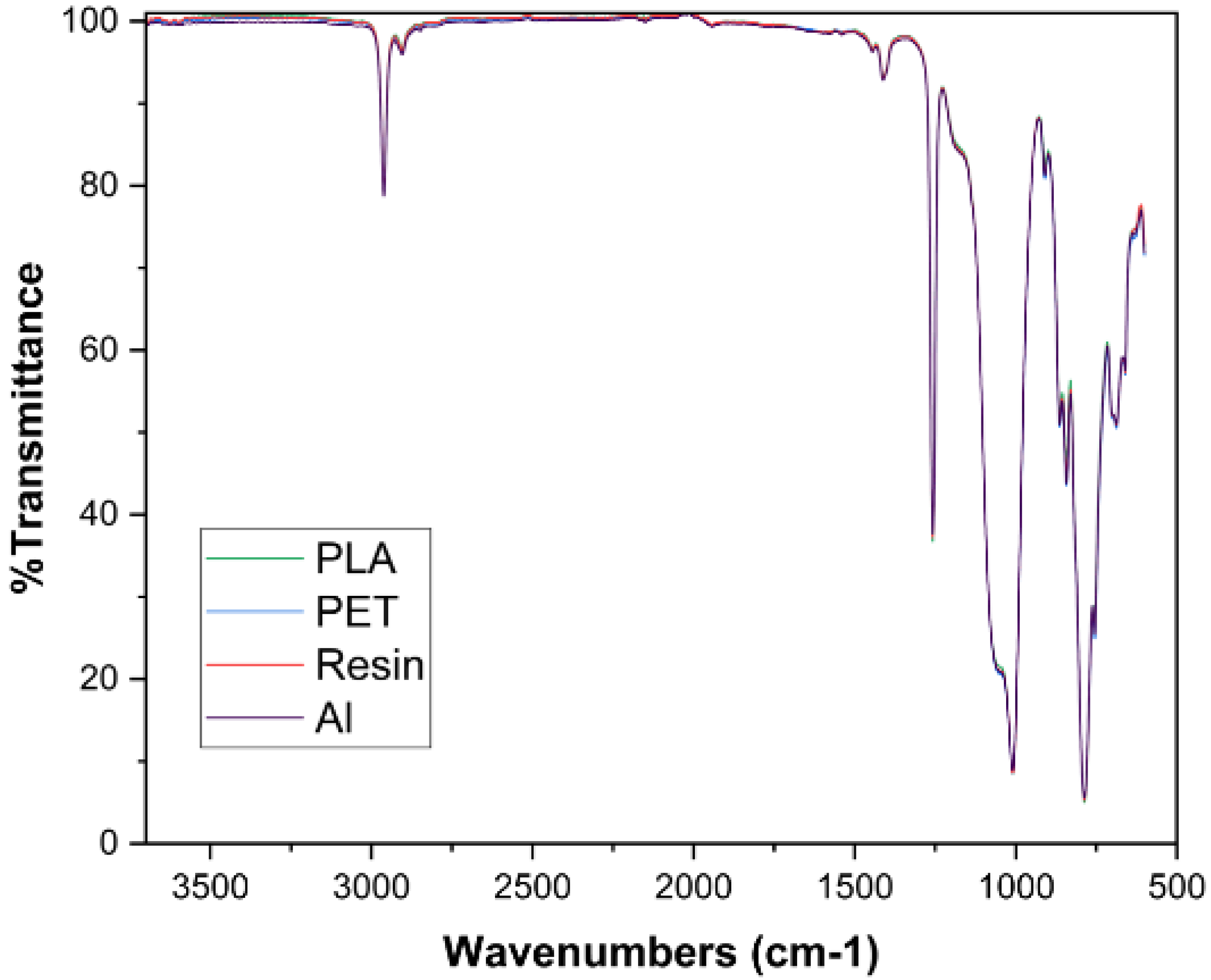
3.5. FTIR Analysis Results
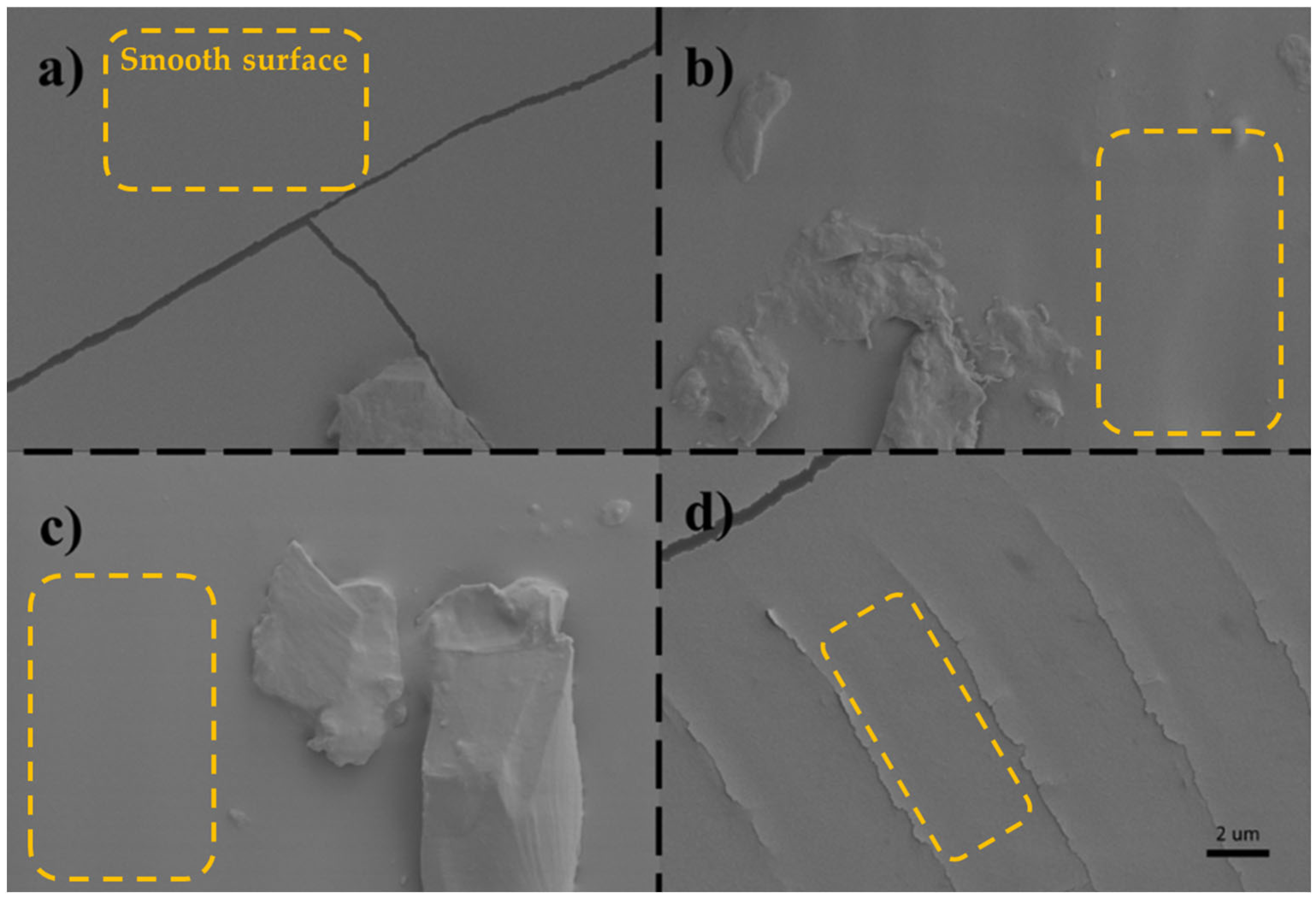
3.6. Scanning Electron Microscopy Images
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PDMS | Polydimethylsiloxane |
| PET | Polyethylene terephthalate |
| PLA | Polylactic acid |
| Al | Aluminum |
| SEM | Scanning Electron Microscopy |
| TGA | Thermogravimetric Analysis |
| FTIR | Fourier transform infrared (FTIR) spectroscopy |
| AFM | Atomic Force Microscopy |
| LoC | Lab-on-Chip |
References
- Sales, F.C.P.; Ariati, R.M.; Noronha, V.T.; Ribeiro, J.E. Mechanical Characterization of PDMS with Different Mixing Ratios. Procedia Struct. Integr. 2022, 37, 383. [Google Scholar] [CrossRef]
- Cong, H.; Pan, T. Photopatternable Conductive PDMS Materials for Microfabrication. Adv. Funct. Mater. 2008, 18, 1912. [Google Scholar] [CrossRef]
- Namli, I.; Sarraf, S.S.; Aghdam, A.S.; Torabfam, G.C.; Kutlu, O.; Cetinel, S.; Ghorbani, M.; Koşar, A. Hydrodynamic Cavitation on a Chip: A Tool to Detect Circulating Tumor Cells. ACS Appl. Mater. Interfaces 2022, 14, 40688. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Peng, Y.; Li, H.; Chen, W. Organ-on-a-Chip: A New Paradigm for Drug Development. Trends Pharmacol. Sci. 2021, 42, 119. [Google Scholar] [CrossRef]
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368. [Google Scholar] [CrossRef] [PubMed]
- Marcia de Almeida Monteiro Melo Ferraz, M.; Nagashima, J.B.; Venzac, B.; Le Gac, S.; Songsasen, N. 3D printed mold leachates in PDMS microfluidic device. Sci. Rep. 2020, 10, 994. [Google Scholar] [CrossRef]
- Carvalho, V.; Gonçalves, I.; Lage, T.; Rodrigues, R.O.; Minas, G.; Teixeira, S.F.C.F.; Moita, A.S.; Hori, T.; Kaji, H.; Lima, R.A. 3D Printing Techniques and Their Applications to Organ-on-a-Chip Platforms: A Systematic Review. Sensors 2021, 21, 3304. [Google Scholar] [CrossRef]
- Khalid, M.A.U.; Kim, Y.S.; Ali, M.; Lee, B.G.; Cho, Y.J.; Choi, K.H. A lung cancer-on-chip platform with integrated biosensors for physiological monitoring and toxicity assessment. Biochem. Eng. J. 2020, 155, 107469. [Google Scholar] [CrossRef]
- Musafargani, S.; Mishra, S.; Gulyás, M.; Mahalakshmi, P.; Archunan, G.; Padmanabhan, P.; Gulyás, B. Blood brain barrier: A tissue engineered microfluidic chip. J. Neurosci. Methods 2020, 331, 108525. [Google Scholar] [CrossRef]
- Alessandri, K.; Feyeux, M.; Gurchenkov, B.; Delgado, C.; Trushko, A.; Krause, K.-H.; Vignjević, D.; Nassoy, P.; Roux, A. A 3D printed microfluidic device for production of functionalized hydrogel microcapsules for culture and differentiation of human Neuronal Stem Cells (hNSC). Lab Chip J. 2016, 16, 1593. [Google Scholar] [CrossRef]
- Yuan, S.; Zhang, P.; Zhang, F.; Yan, S.; Dong, R.; Wu, C.; Deng, J. Profiling signaling mediators for cell-cell interactions and communications with microfluidics-based single-cell analysis tools. Science 2024, 28, 111663. [Google Scholar] [CrossRef]
- Konku-Asase, Y.; Yaya, A.; Kan-Dapaah, K. Curing Temperature Effects on the Tensile Properties and Hardness of γ −Fe2O3 Reinforced PDMS Nanocomposites. Adv. Mater. Sci. Eng. 2020, 2020, 6562373. [Google Scholar] [CrossRef]
- Prabowo, F.; Wing-Keung, A.L.; Shen, H.H. Effect of Curing Temperature and Cross-Linker to Pre-Polymer Ratio on the Viscoelastic Properties of a PDMS Elastomer. Adv. Mater. Res. 2015, 1112, 410. [Google Scholar] [CrossRef]
- Li, S.; Zhang, J.; He, J.; Liu, W.; Wang, Y.; Huang, Z.; Pang, H.; Chen, Y. Functional PDMS Elastomers: Bulk Composites, Surface Engineering, and Precision Fabrication. Adv. Sci. 2023, 10, 2304506. [Google Scholar] [CrossRef]
- Kulkarni, S.D.; Manjunatha, B.; Chandrasekhar, U.; Siddesh, G.K.; Lenin, H.; Arul, S.J. Effect of Curing Temperature and Time on Mechanical Properties of Vinyl Polymer Material for Sealing Applications in Industry Using Machine Learning Techniques. Adv. Polym. Technol. 2023, 2023, 9964610. [Google Scholar] [CrossRef]
- Seghir, R.; Arscott, S. Extended PDMS stiffness range for flexible systems. Sens. Actuators A Phys. 2015, 230, 33–39. [Google Scholar] [CrossRef]
- Park, S.; Mondal, K.; Treadway, R.M.; Kumar, V.; Ma, S.; Holbery, J.; Dickey, M.D. Silicones for Stretchable and Durable Soft Devices: Beyond Sylgard-184. ACS Appl. Mater. Interfaces 2018, 10, 11261–11268. [Google Scholar] [CrossRef]
- McClain, M.A.; Clements, I.P.; Shafer, R.H.; Bellamkonda, R.V.; LaPlaca, M.C.; Allen, M.G. Highly-compliant, microcable neuroelectrodes fabricated from thin-film gold and PDMS. Biomed. Microdevices 2011, 13, 361–373. [Google Scholar] [CrossRef]
- Ozogul, B.; Akar, U.; Mercimek, R.; Talabazar, F.R.; Sarraf, S.S.; Aghdam, A.S.; Hamedani, A.A.; Villanueva, L.G.; Grishenkov, D.; Amani, E.; et al. Hydrodynamic Cavitation-Induced Thrombolysis on a Clot-on-a-Chip Platform. Adv. NanoBiomed Res. 2024, 5, 2400112. [Google Scholar] [CrossRef]
- He, J.; Sootsman, J.R.; Girard, S.N.; Zheng, J.C.; Wen, J.; Zhu, Y.; Kanatzidis, M.G.; Dravid, V.P. On the Origin of Increased Phonon Scattering in Nanostructured PbTe Based Thermoelectric Materials. J. Am. Chem. Soc. 2010, 132, 8669–8675. [Google Scholar] [CrossRef]
- Hou, X.; Chen, Y.; Lv, L.; Dai, W.; Zhao, S.; Wang, Z.; Fu, L.; Lin, C.-T.; Jiang, N.; Yu, J. High-Thermal-Transport-Channel Construction within Flexible Composites via the Welding of Boron Nitride Nanosheets. ACS Appl. Nano Mater. 2019, 2, 360–368. [Google Scholar] [CrossRef]
- Chung, D.D.L. Thermal interface materials. J. Mater. Eng. Perform. 2001, 10, 56–59. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, C.; Rong, H.; Wei, C.; Gou, S. Experimental study on seawater desalination, through supercooled water dynamic ice making. Desalination 2020, 476, 114233. [Google Scholar] [CrossRef]
- Marcotte, M. Heat and mass transfer during baking. In Heat Transfer in Food Processing, Recent Developments and Applications, 1st ed.; Yanniotis, S., Sundén, B., Eds.; WIT Press: Southampton, UK, 2007; pp. 239–265. [Google Scholar]
- Padap, A.K.; Yadav, A.P.; Kumar, P.; Kumar, N. Effect of aging heat treatment and uniaxial compression on thermal behavior of 7075 aluminum alloy. Mater. Today Proc. 2020, 33, 5442–5447. [Google Scholar] [CrossRef]
- Trhlíková, L.; Zmeskal, O.; Psencik, P.; Florian, P. Study of the thermal properties of filaments for 3D printing. AIP Conf. Proc. 2016, 1752, 040027. [Google Scholar] [CrossRef]
- Islam, S.; Bhat, G.; Sikdar, P. Thermal and acoustic performance evaluation of 3D-Printable PLA materials. J. Build. Eng. 2023, 67, 105979. [Google Scholar] [CrossRef]
- Kelava, L.; Ivić, I.; Pakai, E.; Fekete, K.; Maroti, P.; Told, R.; Ujfalusi, Z. Garami, Stereolithography 3D Printing of a Heat Exchanger for Advanced Temperature Control in Wire Myography, A. Polymers 2022, 14, 471. [Google Scholar] [CrossRef]
- Lee, J.N.; Park, C.; Whitesides, G.M. Solvent Compatibility of Poly(dimethylsiloxane)-Based Microfluidic Devices. Anal. Chem. 2003, 75, 6544. [Google Scholar] [CrossRef] [PubMed]
- Nečas, D.; Klapetek, P.; Valtr, M. Estimation of roughness measurement bias originating from background subtraction. Meas. Sci. Technol. 2020, 31, 094010. [Google Scholar] [CrossRef]
- Khan, M.A.R.; Rahman, M.M. Surface finish characteristics of titanium alloy in a non-conventional technique. Mater. Today Proc. 2017, 4, 9352–9355. [Google Scholar] [CrossRef]
- Lin, Y.; Shen, X.; Wang, J.; Bao, L.; Zhang, Z.; Pang, D. Measuring radial Young’s modulus of DNA by tapping mode AFM. Chin. Sci. Bull. 2007, 52, 3189–3192. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J. The Influence of Printing Orientation on Surface Texture Parameters in Powder Bed Fusion Technology with 316L Steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef] [PubMed]
- Muraoka, M.; Arnold, W. A Method of Evaluating Local Elasticity and Adhesion Energy from the Nonlinear Response of AFM Cantilever Vibrations. Int. J. Ser. A Solid Mech. Mater. Eng. 2001, 44, 396–405. [Google Scholar] [CrossRef]
- Zaccai, G. How soft is a protein? A protein dynamics force constant measured by neutron scattering. Science 2000, 288, 1604–1607. [Google Scholar] [CrossRef]
- Radmacher, M.; Fritz, M.; Cleveland, J.P.; Walters, D.A.; Hansma, P.K. Imaging adhesion forces and elasticity of lysozyme adsorbed on mica with the atomic force microscope. Langmuir 1994, 10, 3809–3814. [Google Scholar] [CrossRef]
- Razavi Bazaz, S.; Kashaninejad, N.; Azadi, S.; Patel, K.; Asadnia, M.; Jin, D.; Ebrahimi Warkiani, M. Rapid Softlithography Using 3D-Printed Molds. Adv. Mater. Technol. 2019, 4, 1900425. [Google Scholar] [CrossRef]
- Qiao, M.; You, B.; Xu, J.; Wang, X. Analysis of the influence of the mold on a thick thermoset composite flange during curing. Int. J. Adv. Manuf. Technol. 2015, 78, 603–612. [Google Scholar] [CrossRef]
- Shi, L. Heat Transfer in the Thick Thermoset Composites. Doctoral Thesis, Department of Structural Integrity & Composites (SI&C) (Aerospace Engineering) (TU Delft), Delft, The Netherlands, 2016. [Google Scholar]
- Erickson, R.L.; Barkmeier, W.W. The effect of curing configuration on depth and distribution of cure. Dent. Mater. 2014, 30, e134–e145. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mold Material | Thermal Conductivity (at 25 °C) | Reference |
|---|---|---|
| Al | 126 W/mK | [25] |
| PET | 0.24 W/mK | [26] |
| PLA | 0.13 W/mK | [27] |
| Resin | 0.28 W/mK | [28] |
| Mold Type | Roughness Values | ||
|---|---|---|---|
| Arithmetic Roughness (Sq) ± SD | Mean Roughness (Sa) ± SD | Sq/Sa | |
| PLA | 22.42 ± 2.8 nm | 14.23 ± 1.9 nm | ≈1.58 |
| PET | 364.57 ± 20.5 nm | 297.84 ± 14.6 nm | ≈1.21 |
| Al | 98.30 ± 7.2 nm | 81.89 ± 5.3 nm | ≈1.20 |
| Resin | 36.63 ± 4.4 nm | 28.02 ± 2.6 nm | ≈1.31 |
| Mold Type | Reaching Time to Oven Temperature (75 °C) |
|---|---|
| PLA | 25 min |
| PET | 25 min |
| Al | 19 min |
| Resin | Over 40 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mercimek, R.; Akar, Ü.; Şanlı, G.T.; Özogul, B.; Çelik, S.; Moradi, O.; Ghorbani, M.; Koşar, A. On the Effects of 3D Printed Mold Material, Curing Temperature, and Duration on Polydimethylsiloxane (PDMS) Curing Characteristics for Lab-on-a-Chip Applications. Micromachines 2025, 16, 684. https://doi.org/10.3390/mi16060684
Mercimek R, Akar Ü, Şanlı GT, Özogul B, Çelik S, Moradi O, Ghorbani M, Koşar A. On the Effects of 3D Printed Mold Material, Curing Temperature, and Duration on Polydimethylsiloxane (PDMS) Curing Characteristics for Lab-on-a-Chip Applications. Micromachines. 2025; 16(6):684. https://doi.org/10.3390/mi16060684
Chicago/Turabian StyleMercimek, Rabia, Ünal Akar, Gökmen Tamer Şanlı, Beyzanur Özogul, Süleyman Çelik, Omid Moradi, Morteza Ghorbani, and Ali Koşar. 2025. "On the Effects of 3D Printed Mold Material, Curing Temperature, and Duration on Polydimethylsiloxane (PDMS) Curing Characteristics for Lab-on-a-Chip Applications" Micromachines 16, no. 6: 684. https://doi.org/10.3390/mi16060684
APA StyleMercimek, R., Akar, Ü., Şanlı, G. T., Özogul, B., Çelik, S., Moradi, O., Ghorbani, M., & Koşar, A. (2025). On the Effects of 3D Printed Mold Material, Curing Temperature, and Duration on Polydimethylsiloxane (PDMS) Curing Characteristics for Lab-on-a-Chip Applications. Micromachines, 16(6), 684. https://doi.org/10.3390/mi16060684