

High-Quality Preparation of Energy-Containing Microspheres with Cross-Scale Particle Size
Abstract
1. Introduction
2. Experimentation and Characterization
2.1. Materials and Instruments
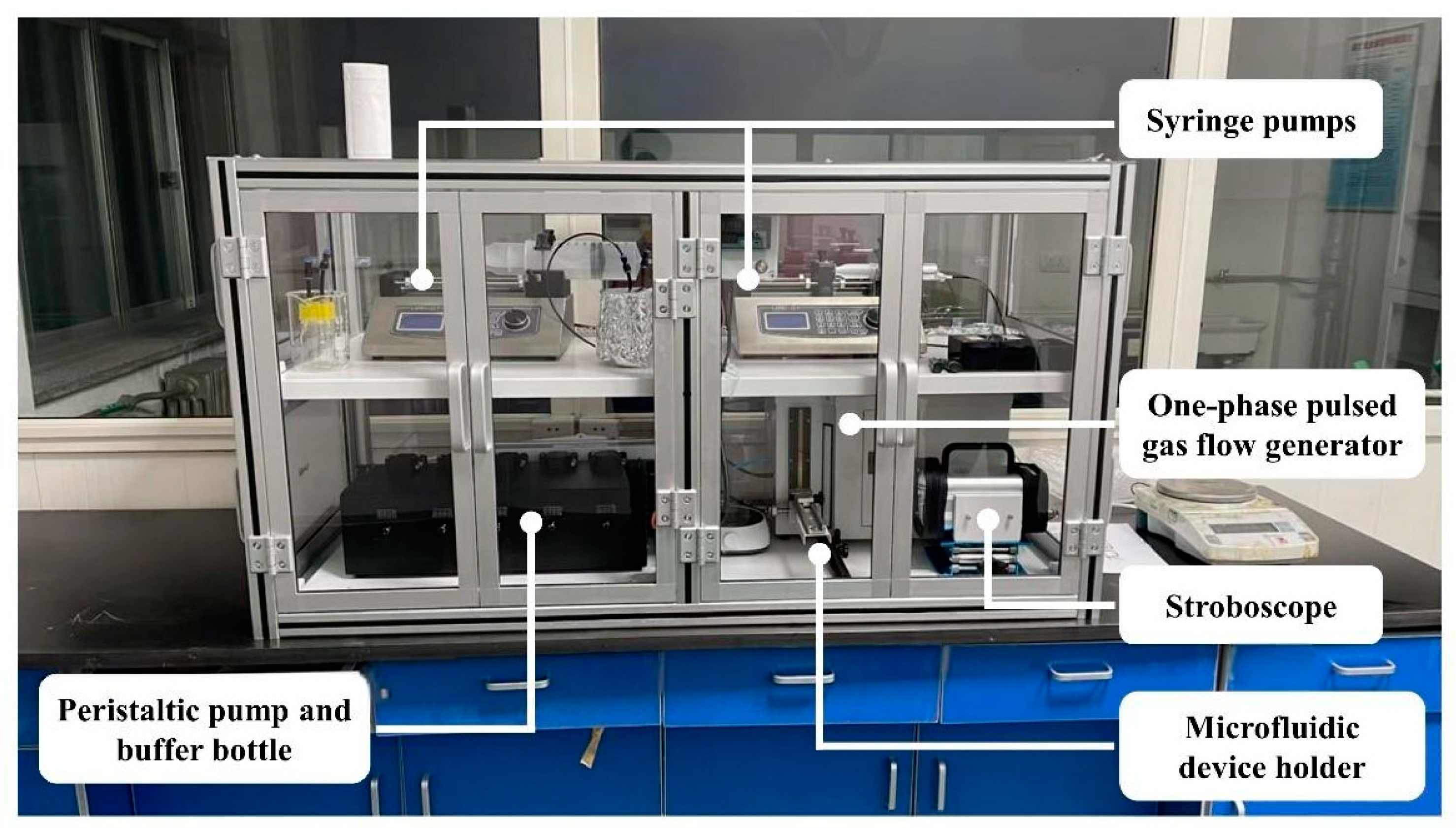
2.2. Microfluidic Device (MFD)
2.3. Microsphere Preparation
2.4. Characterize
3. Results and Discussion
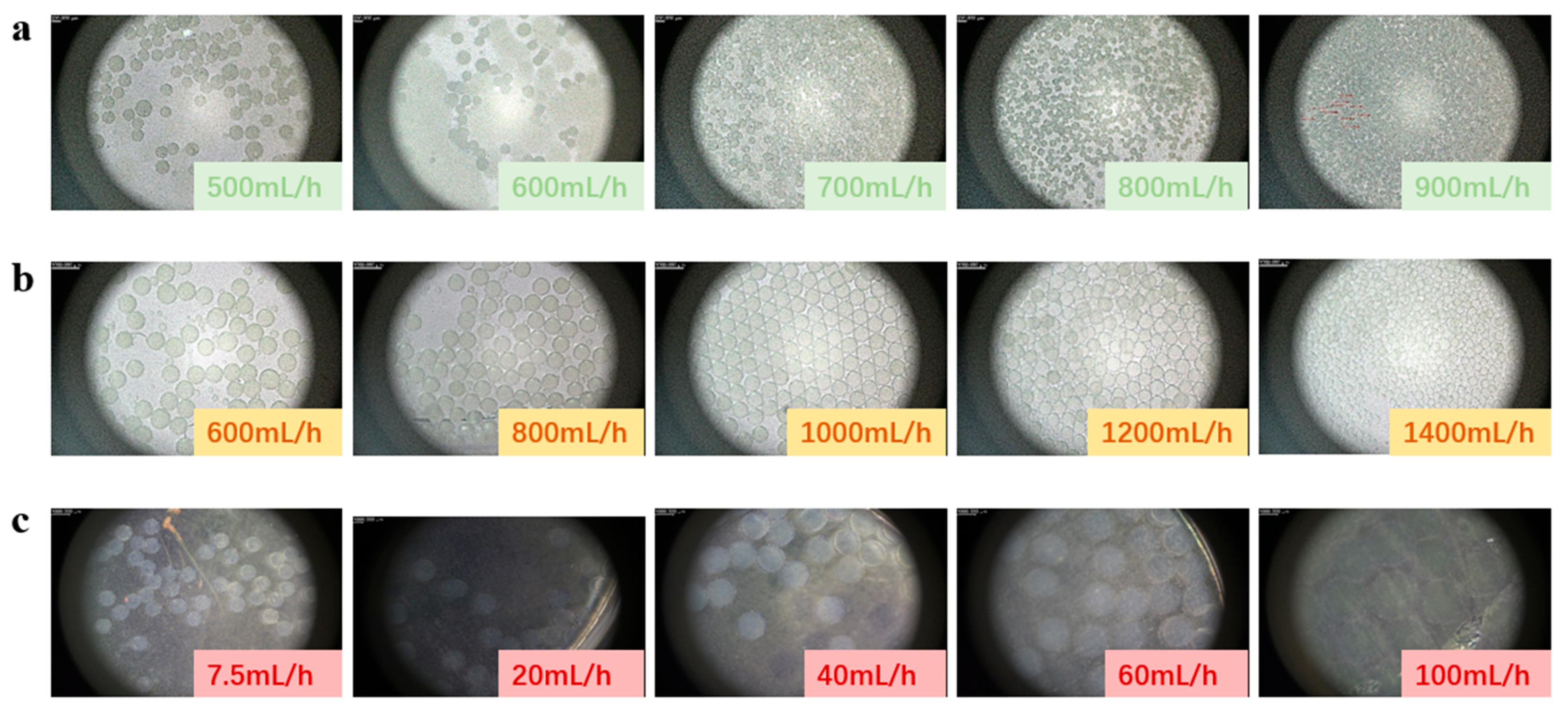
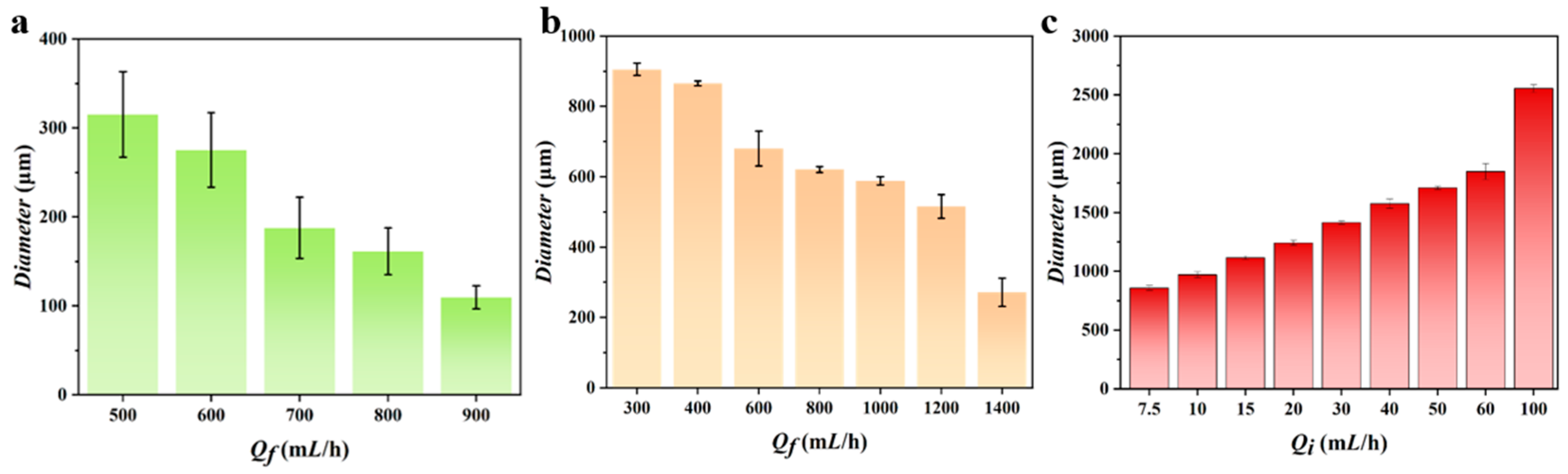
3.1. Parameter Tuning and Morphology Analysis
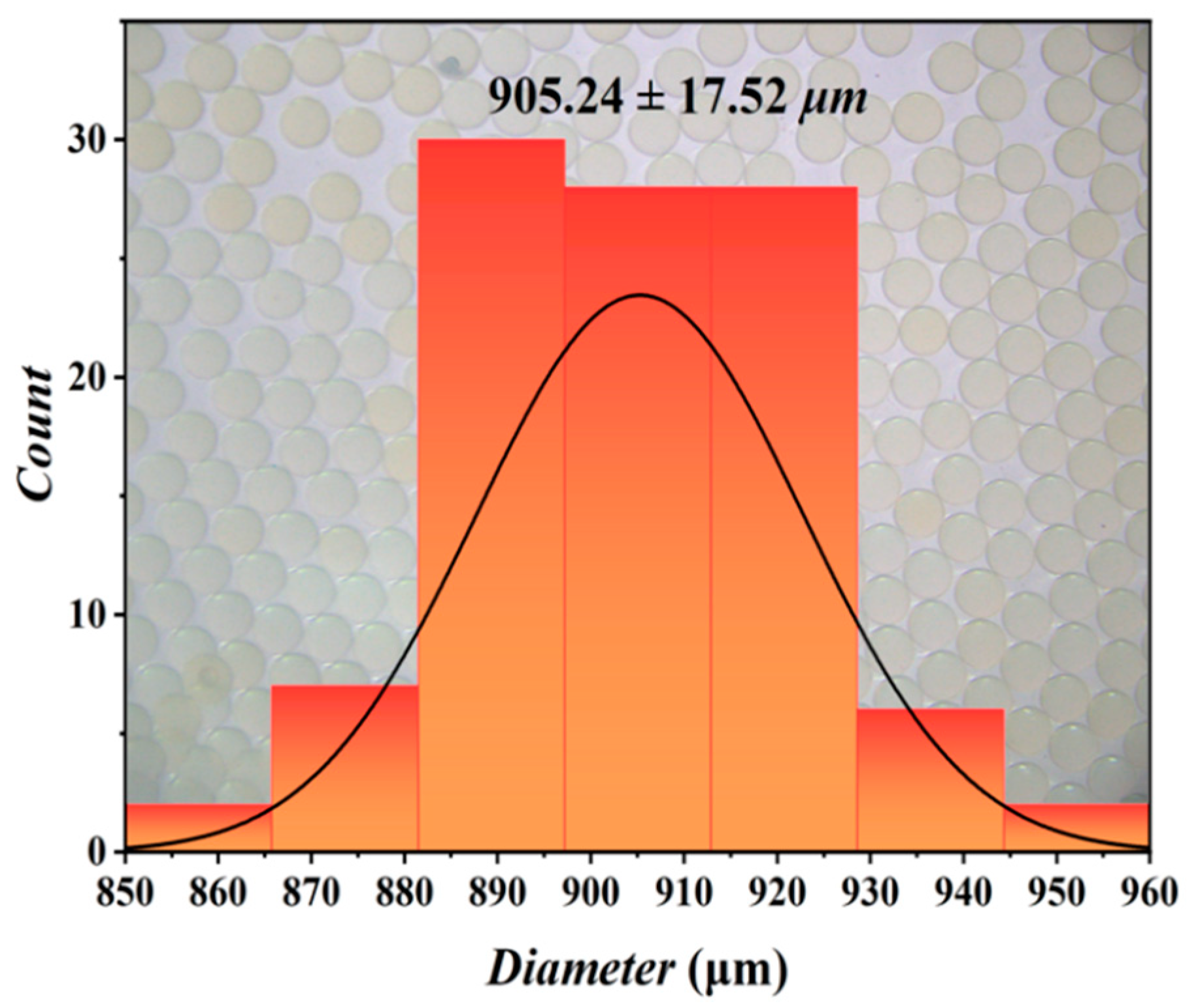
3.2. Particle Size Distribution Coefficient
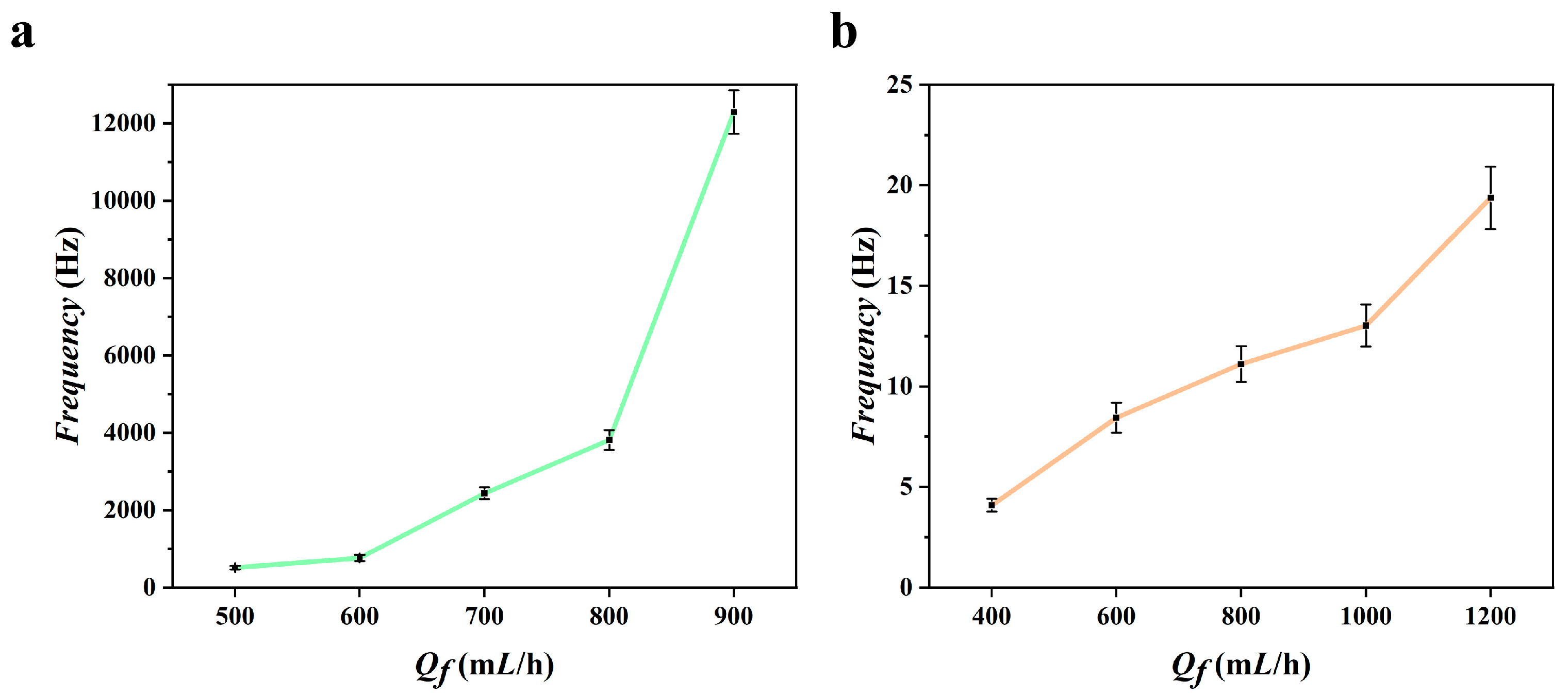
3.3. Microsphere Production Frequency
4. Systematic Technical Integration Analysis
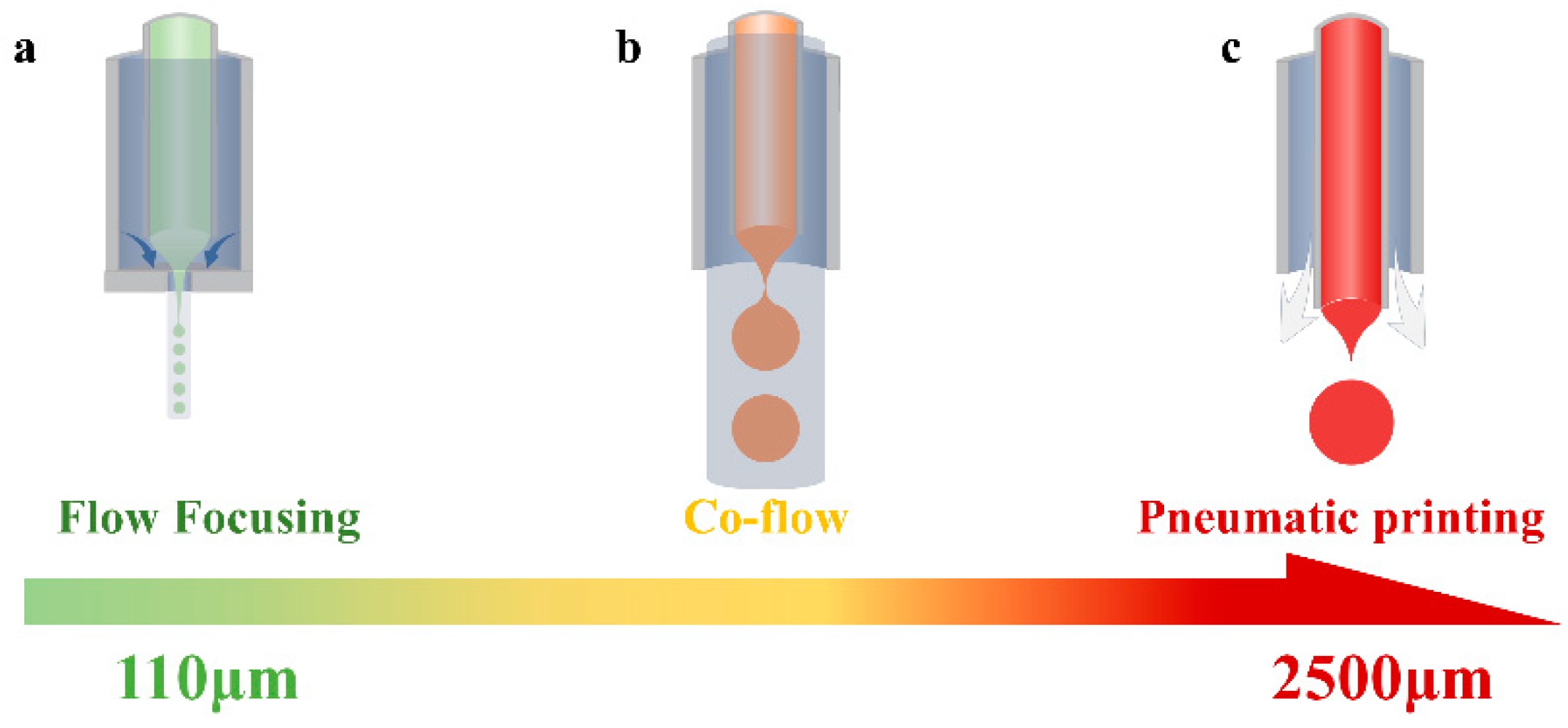
4.1. Core Nozzle Configurations
4.2. Focusing-Phase Mechanisms
4.3. Droplet Formation Mechanisms
4.4. Comparative Performance
5. Summarize
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Iqbal, M.; Zafar, N.; Fessi, H.; Elaissari, A. Double emulsion solvent evaporation techniques used for drug encapsulation. Int. J. Pharm. 2015, 496, 173–190. [Google Scholar] [CrossRef]
- O’Donnell, P.B.; McGinity, J.W. Preparation of microspheres by the solvent evaporation technique. Adv. Drug Deliv. Rev. 1997, 28, 25–42. [Google Scholar] [CrossRef] [PubMed]
- Wohlgemuth, K.; Kordylla, A.; Ruether, F.; Schembecker, G. Experimental study of the effect of bubbles on nucleation during batch cooling crystallization. Chem. Eng. Sci. 2009, 64, 4155–4163. [Google Scholar] [CrossRef]
- Li, J.; Peng, R.; Li, W.; Guo, S.; Liu, Y.; Cen, Z.; Han, D.; Wu, S.; Gong, J. Preparation and Formation Mechanism of Spherical Particles with High Quality: A Case Study of l-Isoleucine. Ind. Eng. Chem. Res. 2024, 63, 14849–14862. [Google Scholar] [CrossRef]
- Vehring, R. Pharmaceutical Particle Engineering via Spray Drying. Pharm. Res. 2008, 25, 999–1022. [Google Scholar] [CrossRef] [PubMed]
- I Ré, M. MICROENCAPSULATION BY SPRAY DRYING. Dry. Technol. 1998, 16, 1195–1236. [Google Scholar] [CrossRef]
- Liu, Z.-M.; Yang, Y.; Du, Y.; Pang, Y. Advances in Droplet-Based Microfluidic Technology and Its Applications. Chin. J. Anal. Chem. 2017, 45, 282–296. [Google Scholar] [CrossRef]
- Ding, Y.; Howes, P.D.; de Mello, A.J. Recent Advances in Droplet Microfluidics. Anal. Chem. 2020, 92, 132–149. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.D.; Liu, C.H. Sample preparation for droplet-based microfluidics. In Proceedings of the 2014 International Symposium on Integrated Circuits (ISIC), Singapore, 10–12 December 2014; pp. 364–367. [Google Scholar]
- Huang, F.; Zhang, J.; Chen, T.; Pan, Q.; Zhu, Z. Advancements in manufacturing and applications of multi-dimensional micro-nano materials through interface shearing. Cell Rep. Phys. Sci. 2024, 5, 102033. [Google Scholar] [CrossRef]
- Xia, H.; Li, J.; Man, J.; Man, L.; Zhang, S.; Li, J. Recent progress in preparation of functional microparticles based on microfluidic technique. Mater. Today Commun. 2021, 29, 102740. [Google Scholar] [CrossRef]
- Luo, G.; Du, L.; Wang, Y.; Lu, Y.; Xu, J. Controllable preparation of particles with microfluidics. Particuology 2011, 9, 545–558. [Google Scholar] [CrossRef]
- Zhou, J.; Wu, B.; Wang, M.; Liu, S.; Xie, Z.; An, C.; Wang, J. Accurate and efficient droplet microfluidic strategy for controlling the morphology of energetic microspheres. J. Energetic Mater. 2023, 41, 411–428. [Google Scholar] [CrossRef]
- Hu, C.; Sun, K.; Zhang, Y. Preparation of nitrocellulose microspheres based on low-cost high-throughput microfluidic technology. Microfluid. Nanofluidics 2024, 28, 65. [Google Scholar] [CrossRef]
- Wu, B.; Zhang, D.; Shi, J.; Ren, D.; Zhang, L.; Li, J.; Ma, M.; Wang, J. Bionics-based design aimed at solving particulate sedimentation and engineered synthesis of large-sized energetic coated granules with improved performances. J. Mater. Res. Technol. 2024, 30, 2798–2816. [Google Scholar] [CrossRef]
- Zhang, Z.; Lin, Z.; Guo, Y.; Liu, Y.; Chen, Y.; Xue, Z.; An, C.; Wang, J.; Wu, B. Preparation of μ-HMX/C-Based Composite Energy Composite Microspheres by Microdroplet Technology. Langmuir 2024, 40, 13676–13687. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, Y.; Shi, J.; Wang, F.; Xue, Z.; An, C.; Ma, Z.; Wu, B. Effective desensitization of composite materials HMX@PDA by insensitive DAAF: To improve safety performance. Colloids Surf. A Physicochem. Eng. Asp. 2024, 698, 134486. [Google Scholar] [CrossRef]
- Li, C.; Bian, H.; Ding, D.; Huang, F.; Zhu, Z. Enhancing safety in small confined spaces with thermally triggered fire-extinguishing microcapsules from microfluidics. Lab A Chip 2024, 24, 904–912. [Google Scholar] [CrossRef]
- Suh, Y.K.; Kang, S. A Review on Mixing in Microfluidics. Micromachines 2010, 1, 82–111. [Google Scholar] [CrossRef]
- Pattanayak, P.; Singh, S.K.; Gulati, M.; Vishwas, S.; Kapoor, B.; Chellappan, D.K.; Anand, K.; Gupta, G.; Jha, N.K.; Gupta, P.K.; et al. Microfluidic chips: Recent advances, critical strategies in design, applications and future perspectives. Microfluid. Nanofluidics 2021, 25, 99. [Google Scholar] [CrossRef]
- Feng, X.; Du, W.; Luo, Q.; Liu, B.-F. Microfluidic chip: Next-generation platform for systems biology. Anal. Chim. Acta 2009, 650, 83–97. [Google Scholar] [CrossRef]
- Chan, L.W.; Lee, H.Y.; Heng, P.W.S. Production of alginate microspheres by internal gelation using an emulsification method. Int. J. Pharm. 2002, 242, 259–262. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Shi, J.; Wu, B.; Zhu, R.; Zhou, J.; Guo, Y.; An, C.; Wang, J. Using microfluidic technology to prepare octogen high-energy microspheres containing copper–aluminum composite particles with enhanced combustion performance. Mater. Des. 2023, 229, 111874. [Google Scholar] [CrossRef]
- Yang, L.-F.; Shi, X.-R.; Li, C.-Z.; Wu, B.; Pei, C.-H. Microfluidic assisted 90% loading CL-20 spherical particles: Enhancing self-sustaining combustion performance. Def. Technol. 2023, 22, 176–184. [Google Scholar] [CrossRef]
- Yang, M.; Gao, D.; Wen, T.; Guo, J.; Zhang, X.; Wang, Q.; Guo, C. Efficient construction of Al/F microspheres in Pickering emulsion to regulate combustion reactivity. J. Mater. Sci. 2024, 59, 2828–2840. [Google Scholar] [CrossRef]
- Wu, B.-D.; Liu, Y.; Yang, J.-H.; Guo, Y.-Y.; Han, K.; Wang, F.; Zhang, Z.-Z.; An, C.-W.; Wang, J.-Y. Preparing HNS/n-Al heat-resistant microspheres with enhanced combustion performance using droplet microfluidic technology. Energetic Mater. Front. 2024, 5, 81–89. [Google Scholar] [CrossRef]
- Zhou, J.-Q.; Wu, B.-D.; Zhu, R.; Guo, Y.-Y.; Shi, J.-H.; An, C.-W.; Wang, J.-Y. High-quality and homogeneous HMX-based aluminized explosives using droplet microfluidic technology. Energetic Mater. Front. 2022, 3, 219–225. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Inner Phase | Driving Phase | Receiving Fluid |
|---|---|---|---|
| Flow-focusing | Photosensitive resin | PVA solution | PVA solution |
| Co-flow | Photosensitive resin | PVA solution | PVA solution |
| Pulse pneumatic printing | Sodium alginate | Pulse gas | Calcium chloride solution |
| Technology | Particle Size Distribution (μm) | Frequency | Consistency | Yield |
|---|---|---|---|---|
| Flow-focusing | 110–305 | Extremely fast | Low | Highly efficient |
| Co-flow | 270–905 | Fast | High | Inefficient |
| Pulse pneumatic printing | 860–2550 | Low-frequency Controllable | High | Efficient |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Bian, H.; Yu, G.; Zhang, J.; Wang, Y.; Ding, D.; Sang, N.; Huang, F. High-Quality Preparation of Energy-Containing Microspheres with Cross-Scale Particle Size. Micromachines 2025, 16, 416. https://doi.org/10.3390/mi16040416
Liu J, Bian H, Yu G, Zhang J, Wang Y, Ding D, Sang N, Huang F. High-Quality Preparation of Energy-Containing Microspheres with Cross-Scale Particle Size. Micromachines. 2025; 16(4):416. https://doi.org/10.3390/mi16040416
Chicago/Turabian StyleLiu, Jiang, Hairui Bian, Guoqiang Yu, Jiachao Zhang, Yaozheng Wang, Dang Ding, Ning Sang, and Fangsheng Huang. 2025. "High-Quality Preparation of Energy-Containing Microspheres with Cross-Scale Particle Size" Micromachines 16, no. 4: 416. https://doi.org/10.3390/mi16040416
APA StyleLiu, J., Bian, H., Yu, G., Zhang, J., Wang, Y., Ding, D., Sang, N., & Huang, F. (2025). High-Quality Preparation of Energy-Containing Microspheres with Cross-Scale Particle Size. Micromachines, 16(4), 416. https://doi.org/10.3390/mi16040416