

Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy

Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Material
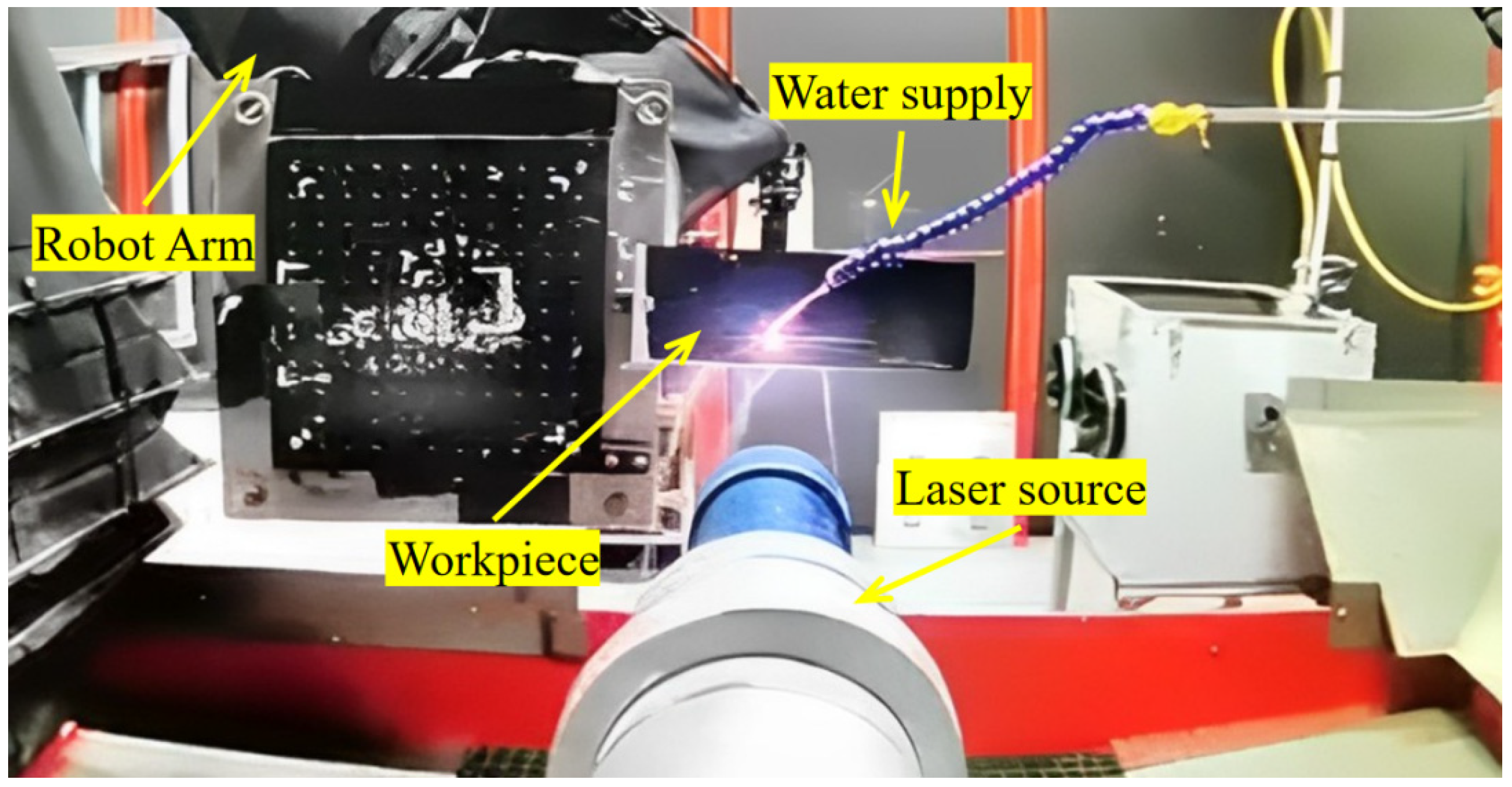
2.2. LSP Experiments
2.3. Experimental Study of Laser Peening Forming Process Rules
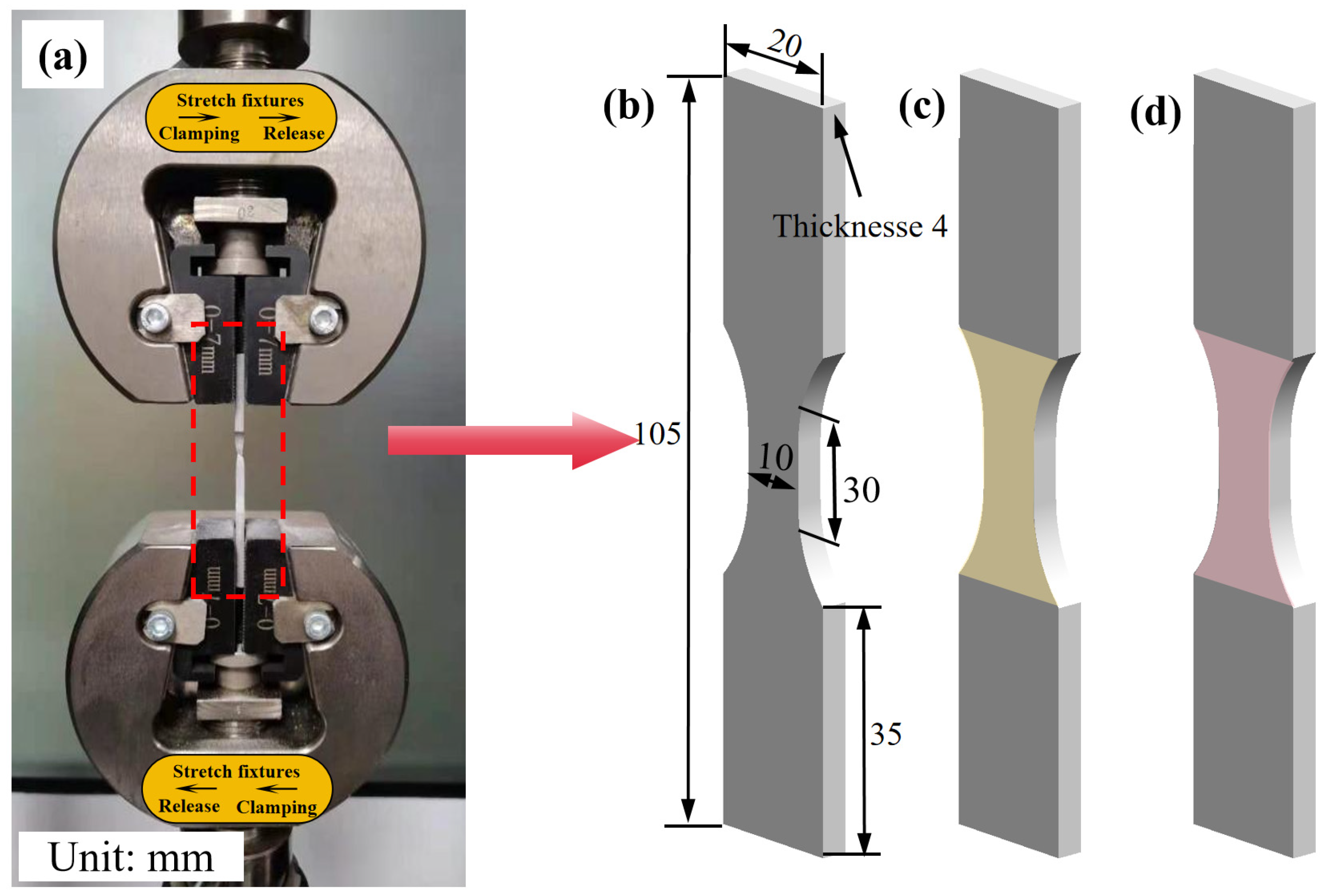
2.4. Effect of Laser Peening on Surface Quality and Tensile Properties of Aluminum Alloy Materials
2.5. Laser Peening Forming of Aluminum Alloy Plates for S-Shaped Profiles
2.6. Laser Peening Forming of Aluminum Alloys with Different-Shaped Substrates
3. Results and Discussion
3.1. Influence Law and Analysis of Process Parameters
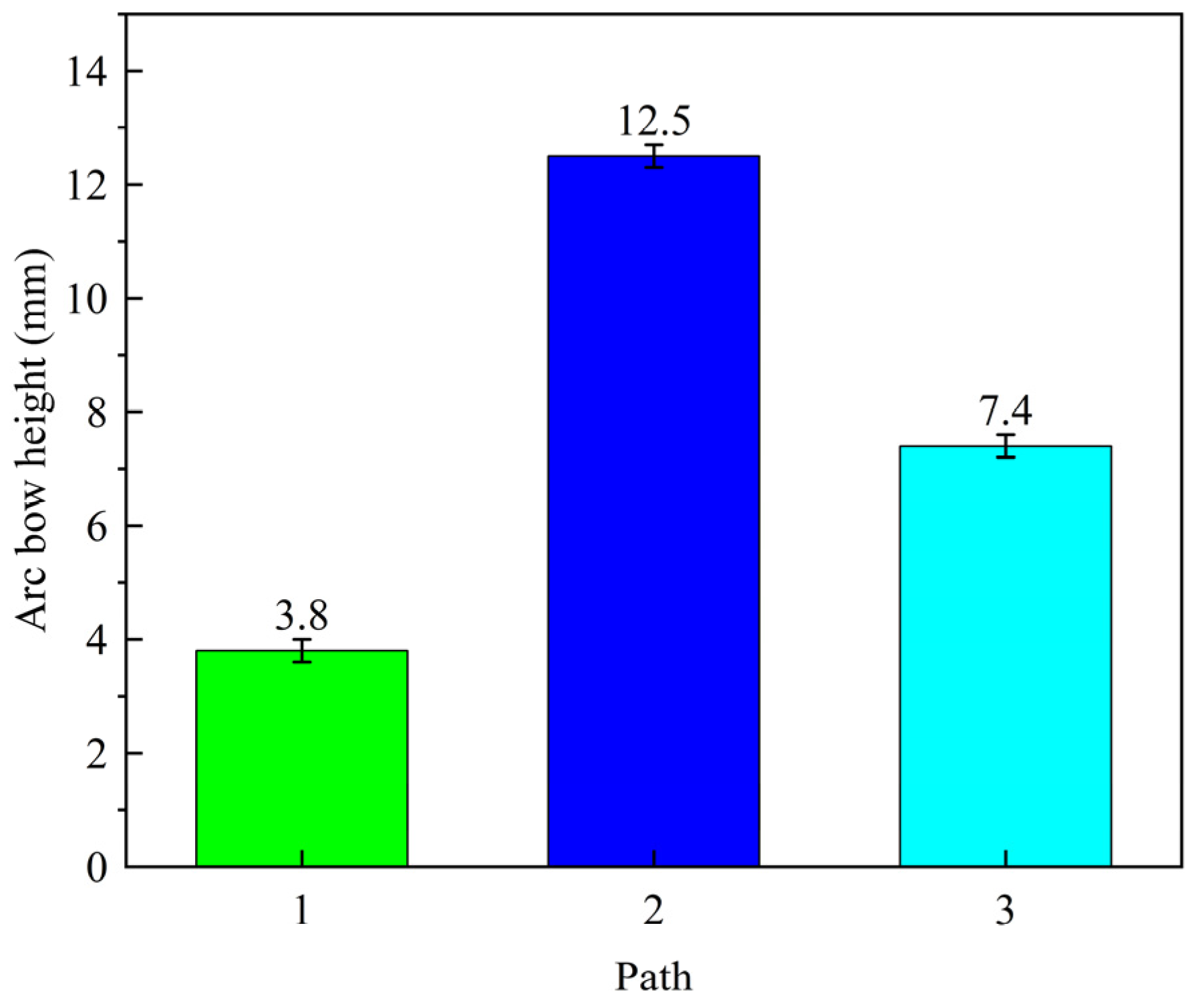
3.1.1. Effect of Laser Peening Path on the Bending Deformation of Aluminum Alloy Plates and Its Analysis
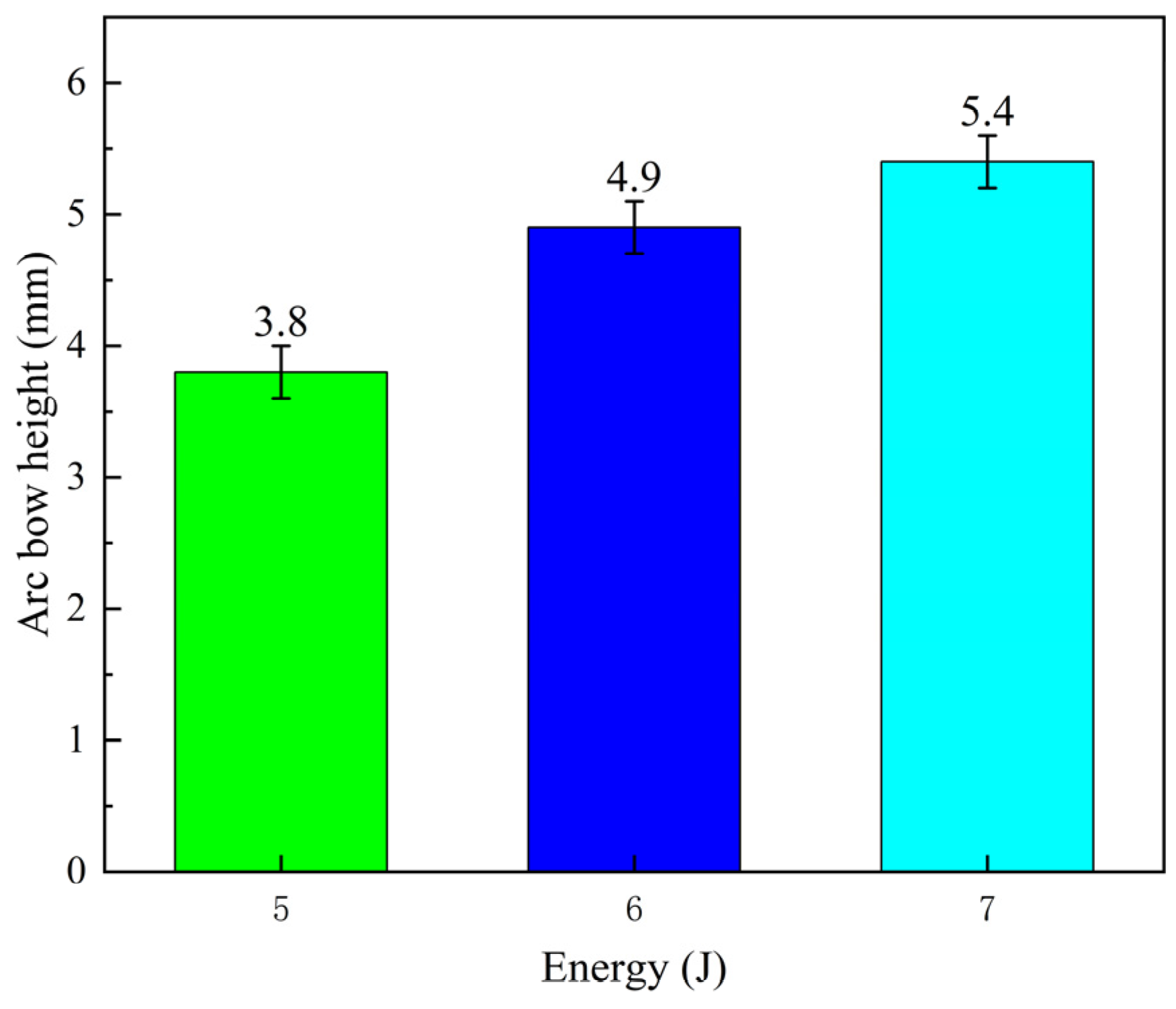
3.1.2. Effect of Different Laser Energies on the Bending Deformation of Aluminum Alloy Plate
3.1.3. Effect of Thickness on Laser Peening Forming of Aluminum Alloy Plates
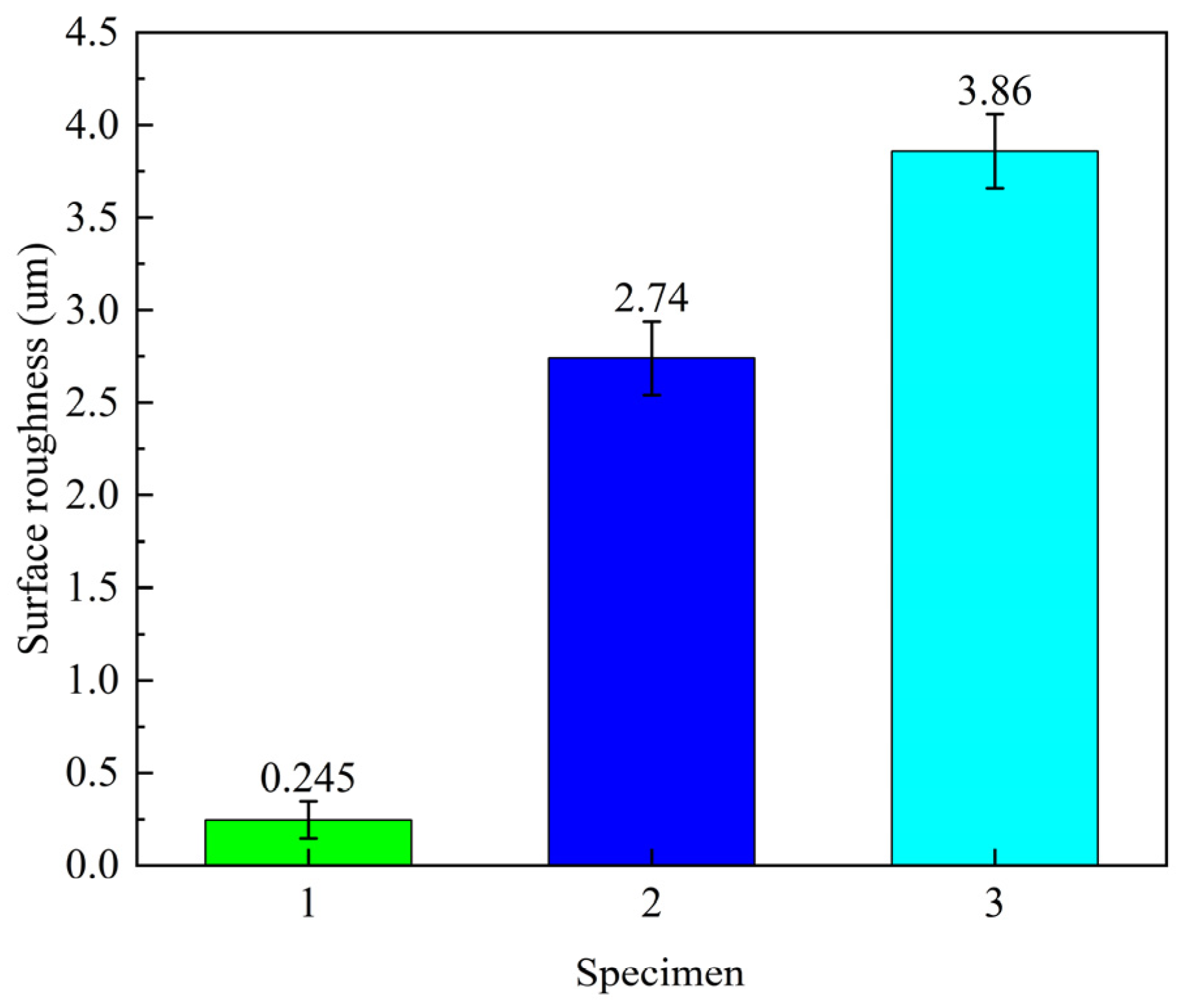
3.2. Effect of the Number of Laser Shocks on the Surface Quality of Aluminum Alloy Materials
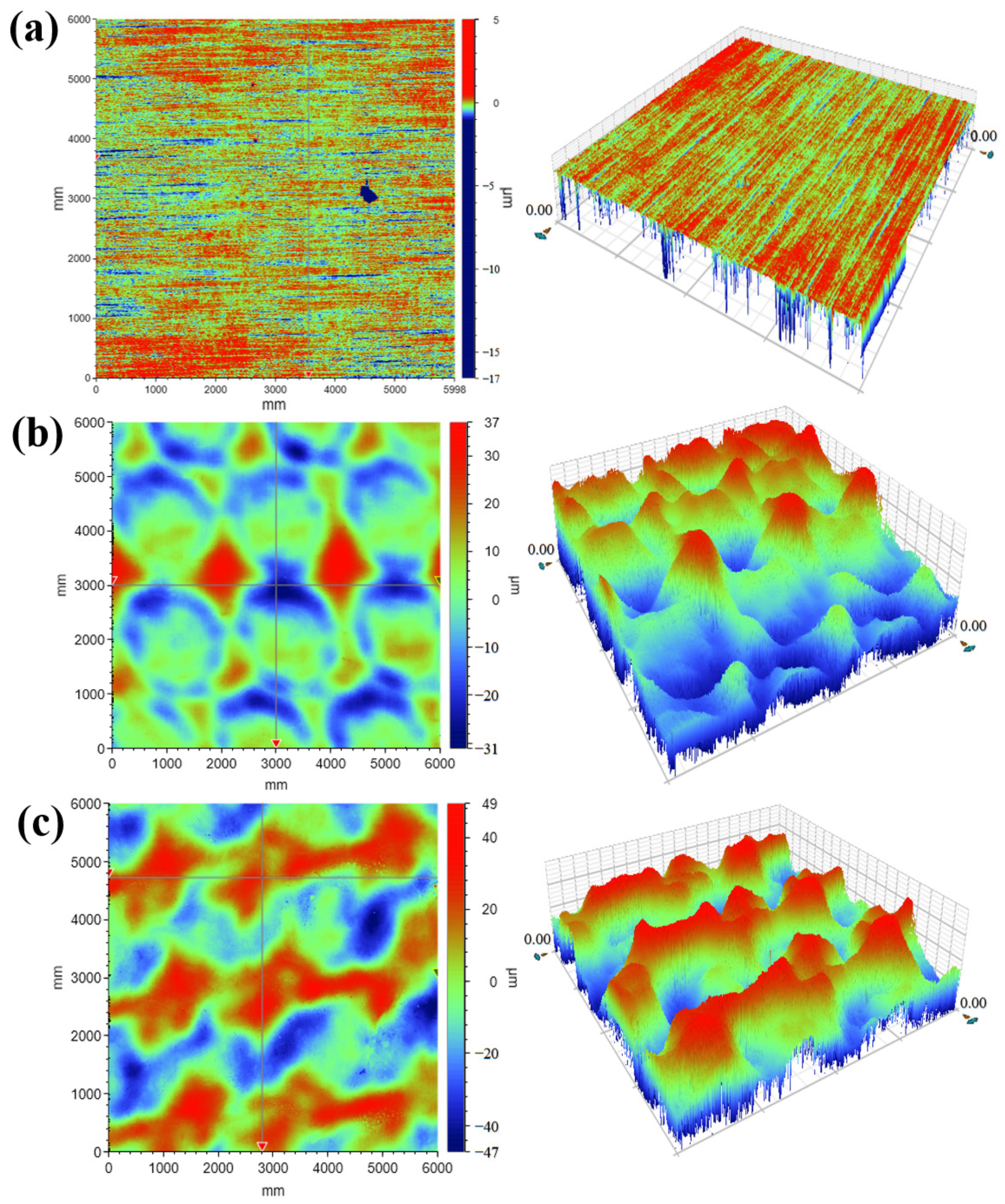
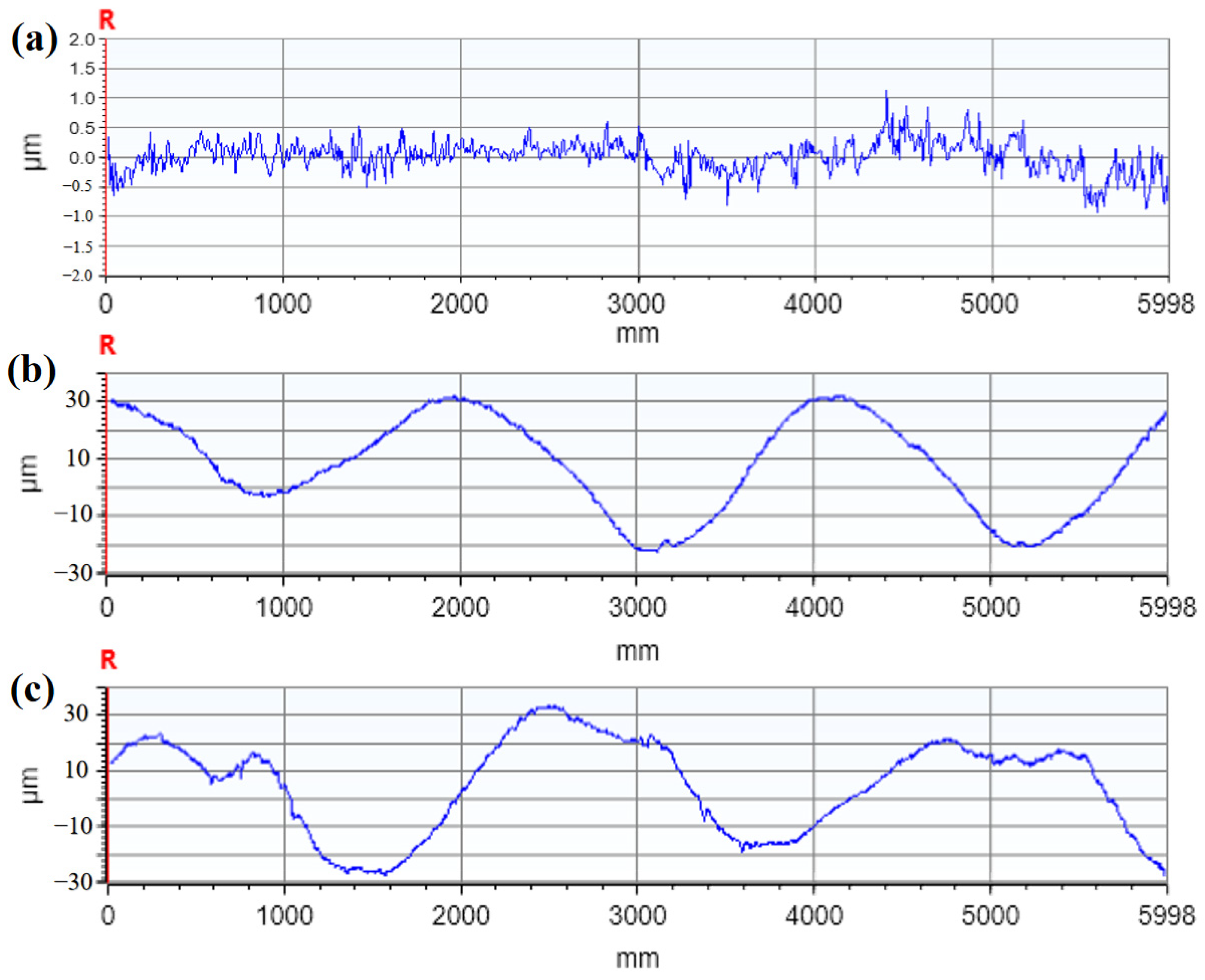
3.2.1. Surface Topography of the Material after Treatment with Different Laser Shock Times
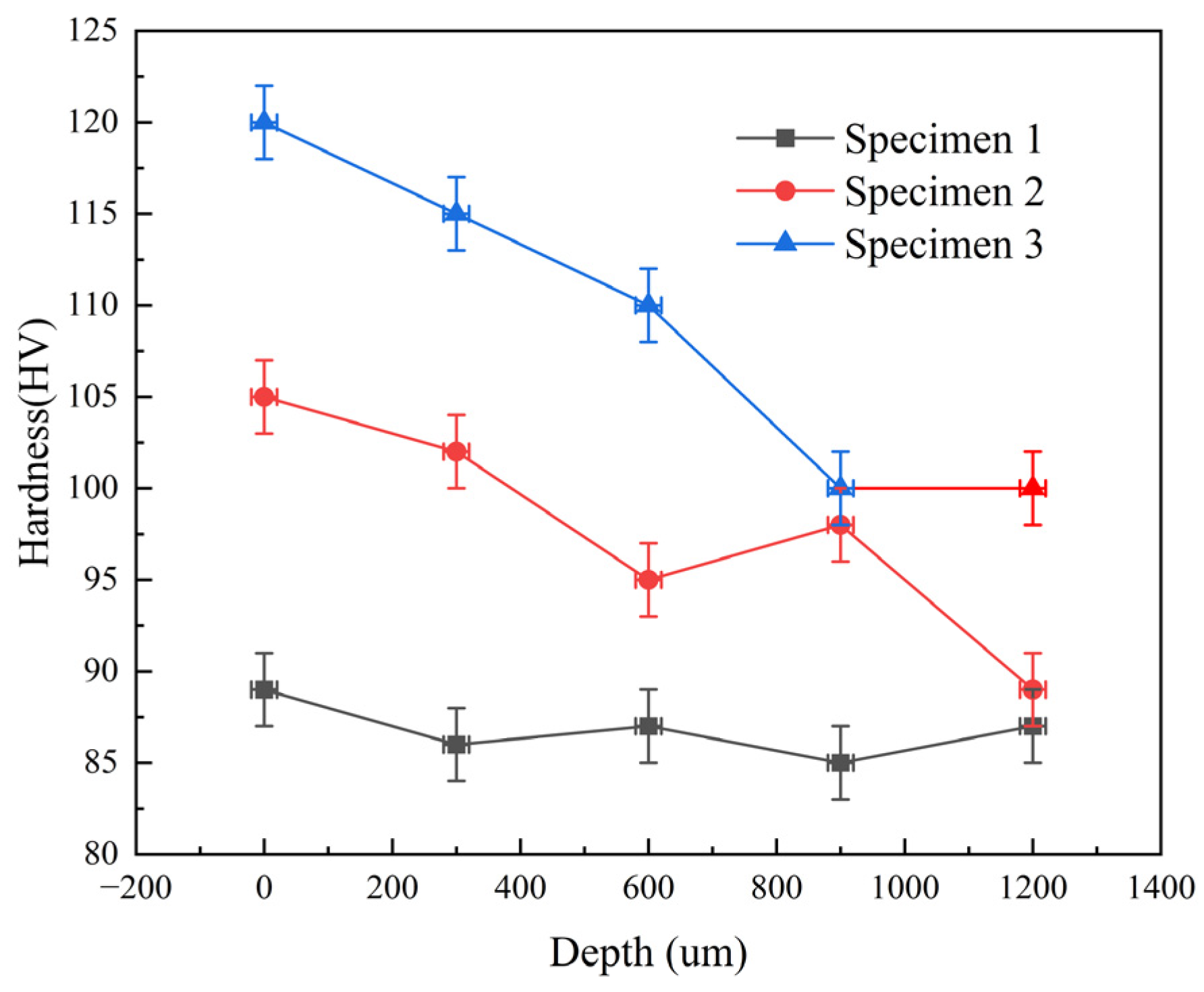
3.2.2. Material Hardness after Different Laser Shock Times
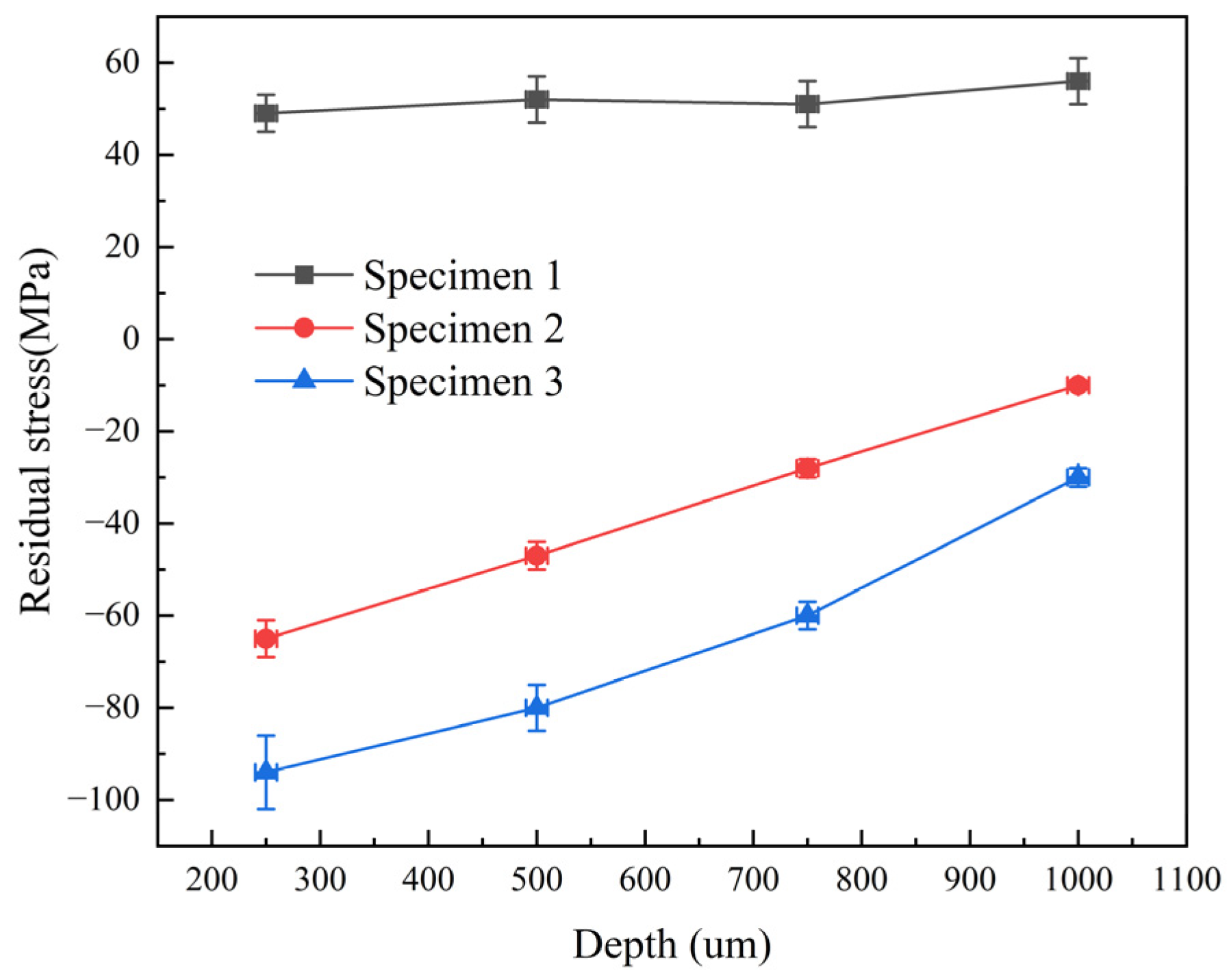
3.2.3. Residual Stresses in Materials after Laser Shock Peening
3.3. Effect of Different Laser Shock Times on the Properties of Aluminum Alloy Materials
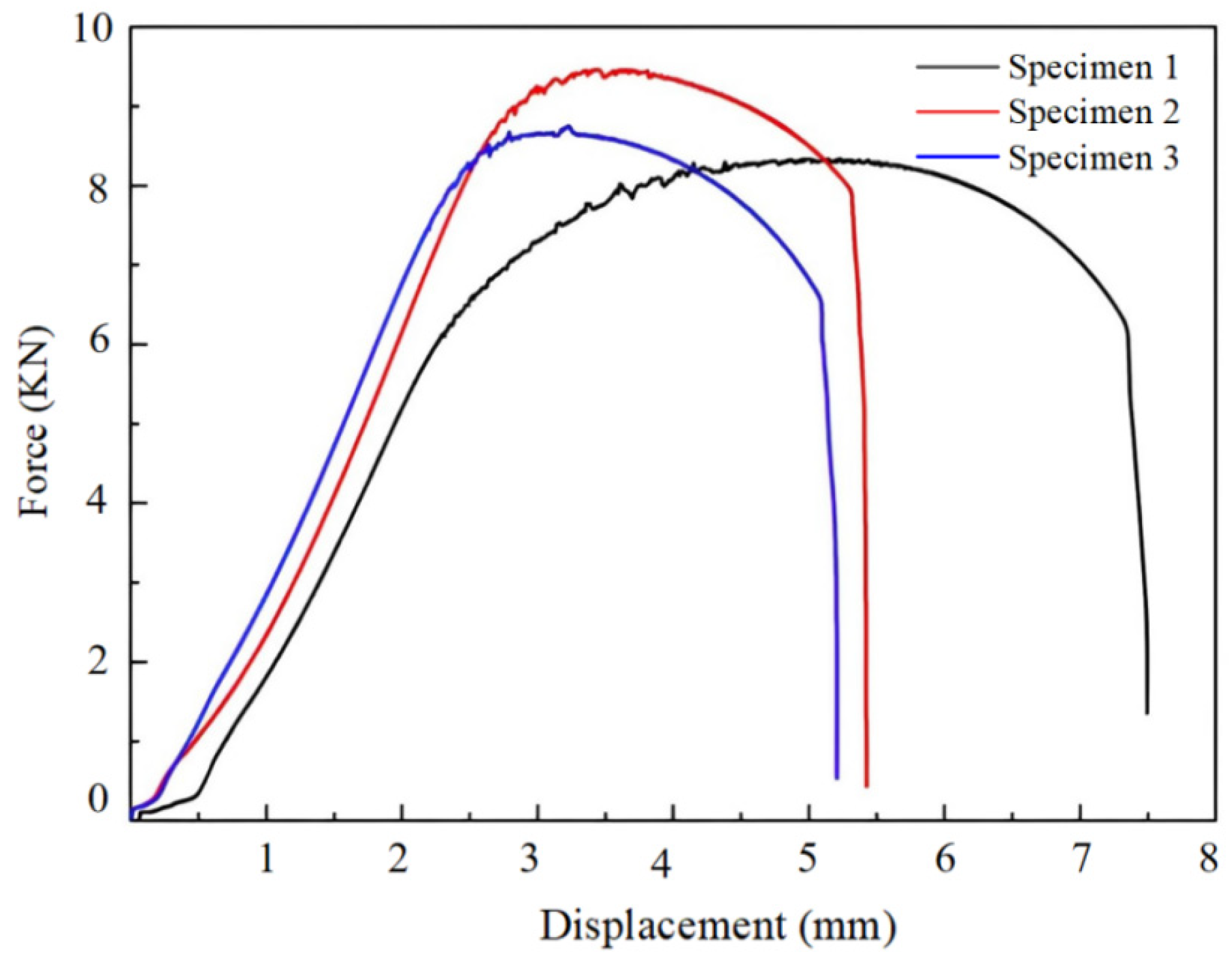
3.3.1. Tensile Properties
3.3.2. Fracture Morphology
4. Conclusions
- (1)
- The bending moment perpendicular to the direction of the laser peening path is substantial, with the bending deformation reaching up to 12.5 mm. When the laser peening path is inclined horizontally, the aluminum alloy plate is more susceptible to torsional deformation.
- (2)
- Under laser energy conditions of 5 J, 6 J, and 7 J, the deformations were 3.8 mm, 4.9 mm, and 5.4 mm, respectively. As the laser energy increased, the deformation of the plate also increased, with a maximum deformation of 5.4 mm.
- (3)
- For a 4 mm-thick aluminum alloy plate, convex deformation occurred in the direction of laser incidence, and the deformation magnitude increased with higher laser energy. Compared to the impact of laser energy on bending deformation, the impact path had a more significant effect. In the case of a 2 mm-thick aluminum alloy plate, concave bending deformation was observed relative to the laser incidence direction.
- (4)
- After 0, 1, and 2 laser peenings, the surface morphology fluctuations were 22 µm, 68 µm, and 96 µm, respectively, and the roughness was 0.245 µm, 2.74 µm, and 3.86 µm. The surface hardness of the specimens was 89 HV, 105 HV, and 120 HV, with hardness decreasing along the depth direction. The residual stresses on the sample surfaces were 58 MPa, −80 MPa, and −107 MPa, indicating a change from tensile to compressive stresses, with residual compressive stresses diminishing with depth.
- (5)
- After 0, 1, and 2 laser peenings, the tensile strength increased to 208.5 MPa, 218 MPa, and 236.5 MPa, respectively. The tensile fracture surface exhibited finer and more uniformly distributed dimples, demonstrating enhanced plasticity and strength of the material post-laser peening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 1996; p. 210. [Google Scholar]
- Kaibyshev, R.; Musin, F.; Lesuer, D.R. Superplastic behaviour of an Al-Mg alloy at elevated temperatures. Mater. Sci. Eng. A 2003, 342, 169. [Google Scholar] [CrossRef]
- Lin, S.; Nie, Z.; Huang, H.; Li, B. Annealing behaviour of a modified 5083 aluminum alloy. Mater. Des. 2010, 31, 1607–1612. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, D.; Gu, C.X.; Shen, Z.; Ma, Y.; Gu, Y.; Qiu, T.; Liu, H. Micro scale laser shock forming of pure copper and titanium sheet with forming/blanking compound die. Opt. Laser Eng. 2015, 67, 83–93. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Zhu, R.; Fang, J.X.; Guo, L.; Wang, Z.; Zuo, L.; Duan, S. Microstructure evolution of 2024 aluminium alloy subjected to two stage laser shock sheet forming. Mater. Charact. 2024, 209, 1044–5803. [Google Scholar] [CrossRef]
- Hackel, L.; Harris, F. Contour Forming of Metals by Laser Peening. U.S. Patent 6410884B1, 25 June 2002. [Google Scholar]
- Hammersley, G.; Hackel, L.; Harris, F. Surface prestressing to improve fatigue strength of components by laser shot peening. Opt. Laser Eng. 2000, 34, 327–337. [Google Scholar] [CrossRef]
- Ocana, J.L.; Morales, M.; García-Ballesteros, J.J.; Porro, J.A.; García, O.; Molpeceres, C. Laser shock microforming of thin metal sheets. Appl. Surf. Sci. 2009, 255, 5633–5636. [Google Scholar] [CrossRef]
- Sagisaka, Y. Application of Femtosecond Laser Peen Forming to Sheet Metal Bending. J. Laser Micro 2012, 7, 158–163. [Google Scholar] [CrossRef]
- Pence, C.; Ding, H.; Shen, N.; Ding, H. Experimental analysis of sheet metal micro-bending using a nanosecond-pulsed laser. Int. J. Adv. Manuf. Technol. 2013, 69, 319–327. [Google Scholar]
- Nagarajan, B.; Castagne, S.; Wang, Z.; Zheng, H.Y.; Nadarajan, K. Influence of plastic deformation in flexible pad laser shock forming-experimental and numerical analysis. Int. J. Mater. 2017, 10, 109–123. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Menezes, P.L.; Liao, Y. Surface texturing by indirect laser shock surface patterning for manipulated friction coefficient. J. Mater. Process. Technol. 2018, 257, 227–233. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Zhang, Y.K.; Zhou, M.; Yin, S.M.; Guo, D.H. Theoretical analysis of sheet deformation under single laser peening. China Laser 2005, 32, 135–138. [Google Scholar]
- Hu, Y.X.; Xu, X.X.; Yao, Z.Q.; Hu, J. Laser peen forming induced two way bending of thin sheet metals and its mechanisms. J. Appl. Phys. 2010, 108, 235–359. [Google Scholar] [CrossRef]
- Yang, Y.Q.; Qiao, H.G.; Lu, Y.; Sun, B. The plastic flow mechanism and precise forming method of 7075 aluminium plate in laser shock forming. Opt Laser Technol. 2023, 167, 0030–3992. [Google Scholar] [CrossRef]
- Rao, X.; Ye, Y.; Zhao, L.; Ren, X.; Li, L. Experimental study on nanosecond laser shot peening of 2024 aluminium alloy shaped parts. Adv. Optoelectron. 2018, 55, 301–308. [Google Scholar]
- Wang, D.G.; Hu, Y.X.; Yao, Z.Q. Experimental study of bilaterally asynchronous laser shot peening of thin-walled structures. Aviat. Manuf. Technol. 2017, 60, 59–63. [Google Scholar]
- Ding, H.; Wang, Y.; Cai, L. Laser shock forming of aluminium sheet: Finite element analysis and experimental study. Appl. Surf. Sci. 2010, 6, 256. [Google Scholar]
- Jiang, J.C.; Hu, Y.X.; He, X.T. Process-based surface flattening method for laser peen forming of complex geometry. J. Manuf. Process. 2023, 92, 371–383. [Google Scholar] [CrossRef]
- Panagopoulos, C.N.; Georgiou, E.P. The Effect of Cold Rolling on the Corrosion Behaviour of 5083 Aluminium Alloys. Metals 2024, 14, 159. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical Study of Laser-produced Plasma in Confined Geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Yang, J.R.; Zhang, T.L.; Kong, C.J.; Sun, B.; Zhu, R. Application of Python-Based Abaqus Secondary Development in Laser Shock Forming of Aluminum Alloy 6082-T6. Micromachines 2024, 15, 439. [Google Scholar] [CrossRef] [PubMed]
- Qiao, H.C.; Zhao, J.B.; Gao, Y. Experimental investigation of laser peening on TiAl alloy microstructure and properties. Chin. J. Aeronaut. 2015, 28, 609–616. [Google Scholar] [CrossRef]
- Wang, H.B.; Song, G.L.; Tang, G.Y. Enhanced surface properties of austenitic stainless steel by electropulsing-assisted ultrasonic surface rolling process. Surf. Technol. 2015, 282, 149–154. [Google Scholar] [CrossRef]
- Li, H.M.; Liu, Y.G.; Li, B.Q.; Liu, H. The gradient crystalline structure and microhardness in the treated layer of TC17 via high energy shot peening. Appl. Surf. Sci. 2015, 357, 197–203. [Google Scholar] [CrossRef]
- Tian, L.; Nie, X.F.; Luo, S.H.; Wang, Y.Q.; He, W.F.; Li, Y.M.; Li, X. Dynamic response and residual tensile stress formation mechanism of laser impacted titanium alloy thin-walled parts. J. Air Force. Eng. Univ. 2018, 19, 3. [Google Scholar]
- Yang, J.R.; Xu, H.; Wang, G.J.; Zhu, R.; Deng, D.-X.; Wu, Q.-Y. Application of Python-based Abaqus Redevelopment in Laser Shock Peening of Superalloy GH3039. Surf. Technol. 2023, 52, 435–443. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Number of Shocks | Laser Energy (J) | Overlap Ratio (%) | Pulse Width (ns) |
|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 |
| 2 | 1 | 5 | 30 | 16 |
| 3 | 2 | 5 | 30 | 16 |
| Specimen | Tensile Strength/MPa | Maximum Force/KN | Maximum Displacement/mm |
|---|---|---|---|
| 1 | 208.5 | 8.34 | 7.495 |
| 2 | 218 | 8.75 | 5.207 |
| 3 | 235.5 | 9.46 | 5.424 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, C.; Zhang, X.; Chen, G.; Yuan, X.; Liu, B.; Zhu, R. Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy. Micromachines 2024, 15, 949. https://doi.org/10.3390/mi15080949
Kong C, Zhang X, Chen G, Yuan X, Liu B, Zhu R. Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy. Micromachines. 2024; 15(8):949. https://doi.org/10.3390/mi15080949
Chicago/Turabian StyleKong, Chuijiang, Xiaojun Zhang, Gongling Chen, Xiamin Yuan, Bing Liu, and Ran Zhu. 2024. "Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy" Micromachines 15, no. 8: 949. https://doi.org/10.3390/mi15080949
APA StyleKong, C., Zhang, X., Chen, G., Yuan, X., Liu, B., & Zhu, R. (2024). Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy. Micromachines, 15(8), 949. https://doi.org/10.3390/mi15080949