



Design and Optimization of Thin-Walled Main Support Structure for Space Camera Based on Additive Manufacturing

 ,
,
Abstract
1. Introduction
2. Literature Review
- For the first time, the laser additive manufacturing of a large-size complex thin-walled structure is applied to the main bearing structure of the space camera.
- Shape optimization is accomplished by optimizing the lateral slope angle of the main support according to the Timoshenko cantilever beam theory.
- An active fitting optimization algorithm is proposed for use to refine the wall thickness of the thin-walled structure. The optimization algorithm not only reduces the number of iterations but also obtains more precise solutions.
- The utilization of additive manufacturing for large-scale, complex, thin-walled structures introduces a novel perspective in both the field of space camera support and AM.
3. Design Requirements and Structural Form of the Camera
3.1. Key Technical Indexes
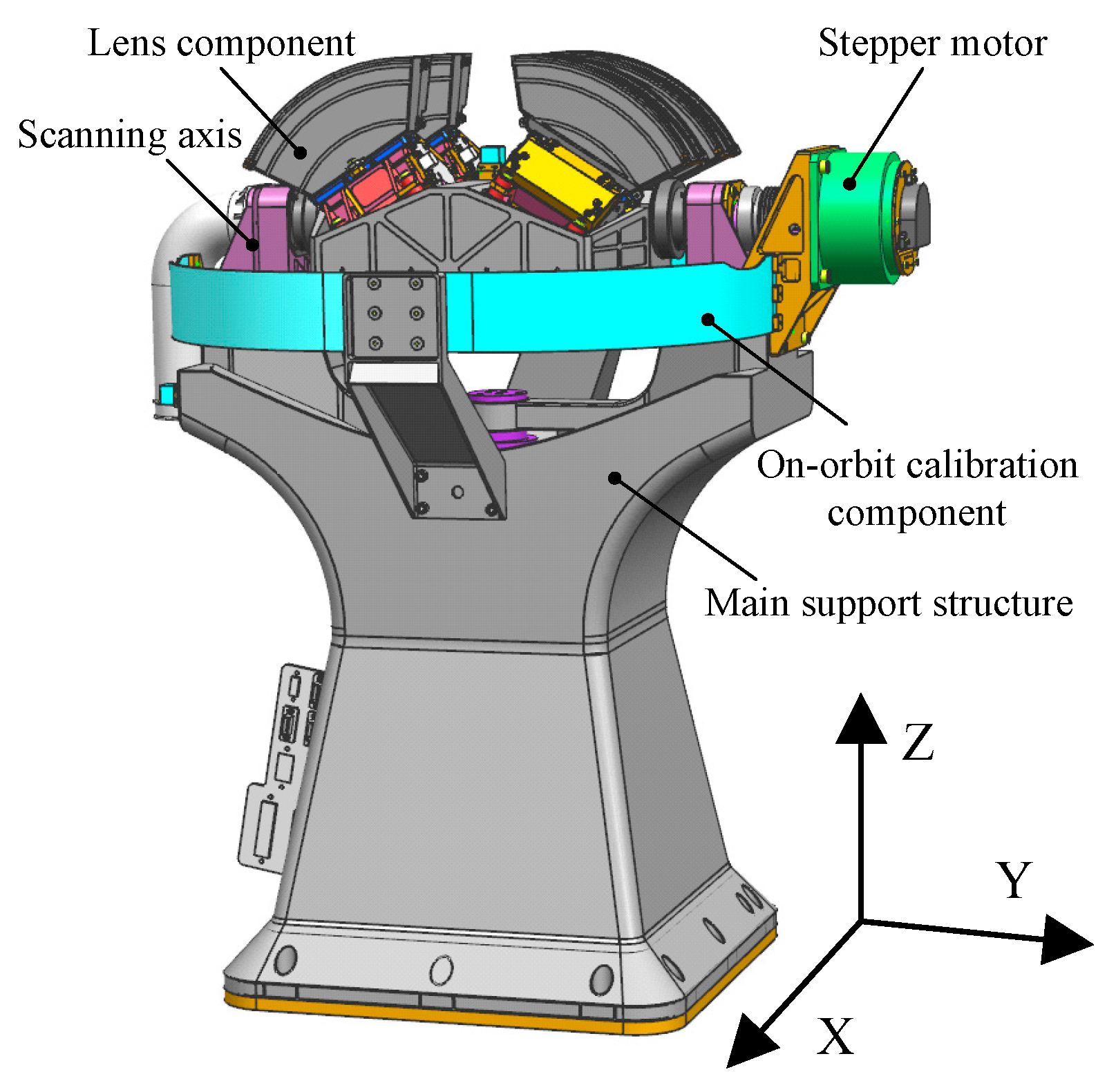
3.2. Camera Structure Form
4. Main Support Structure Design
4.1. Material Selection
4.2. Integrated Design
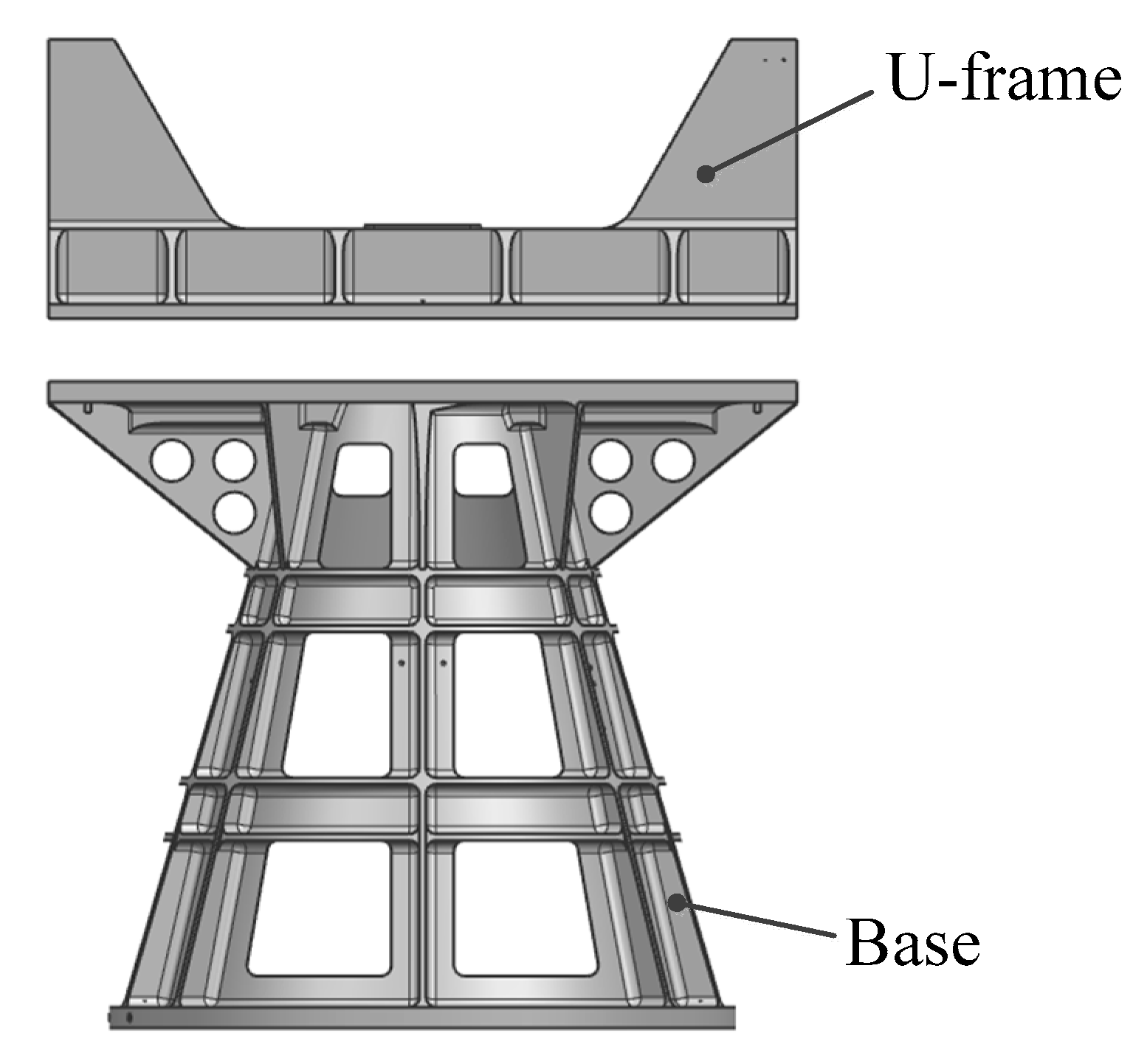
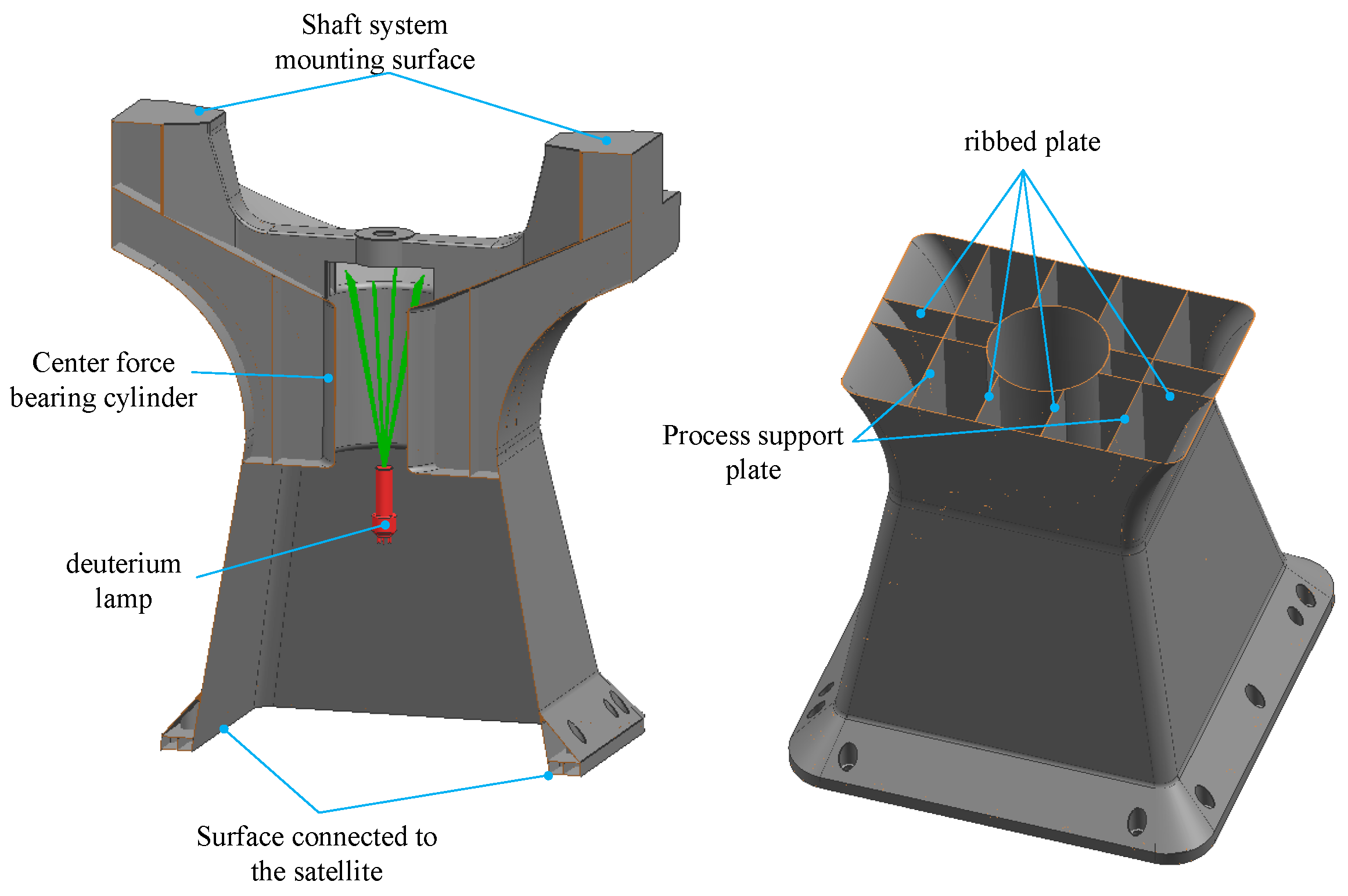
4.3. Structural Form Design
5. Optimization
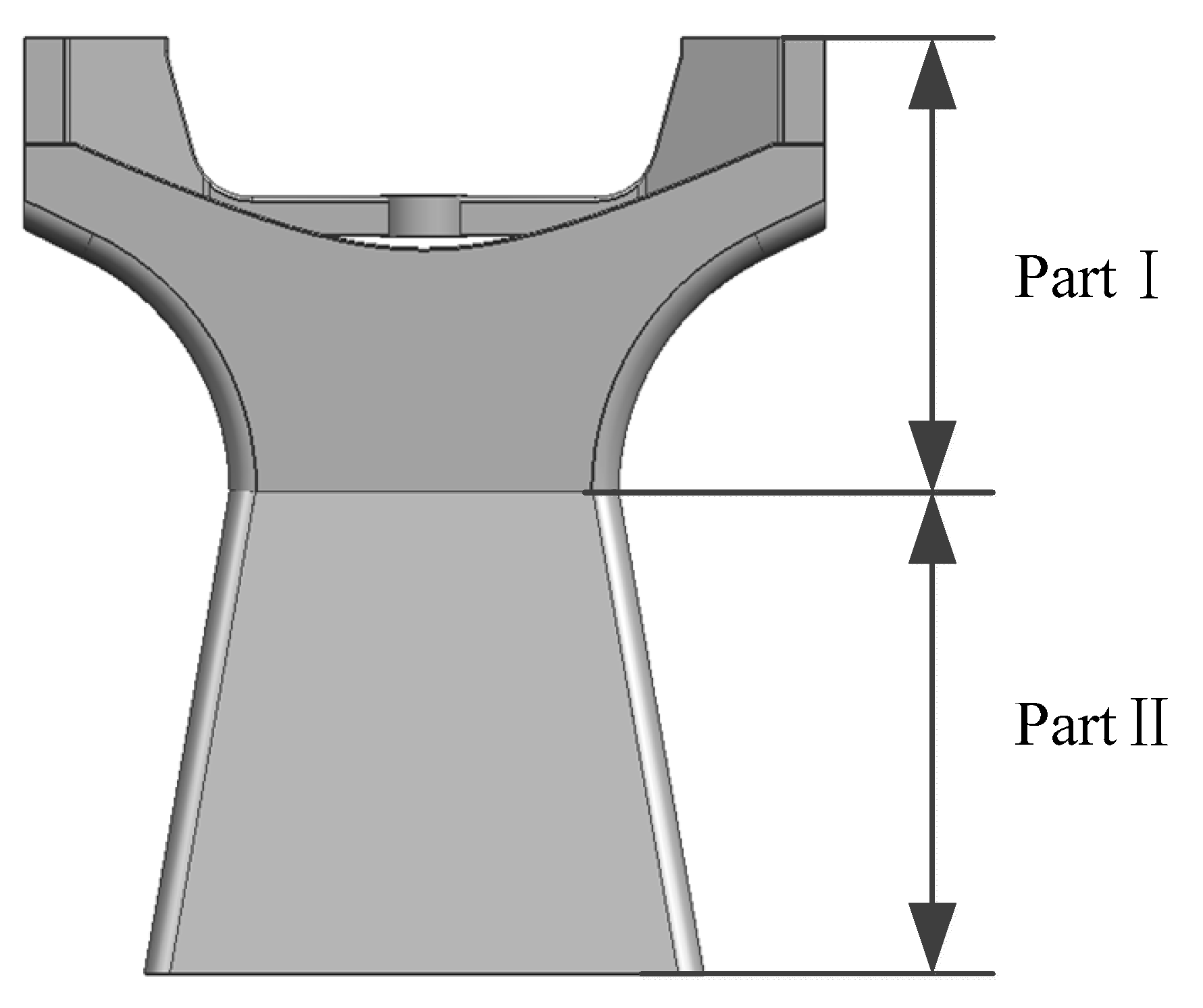
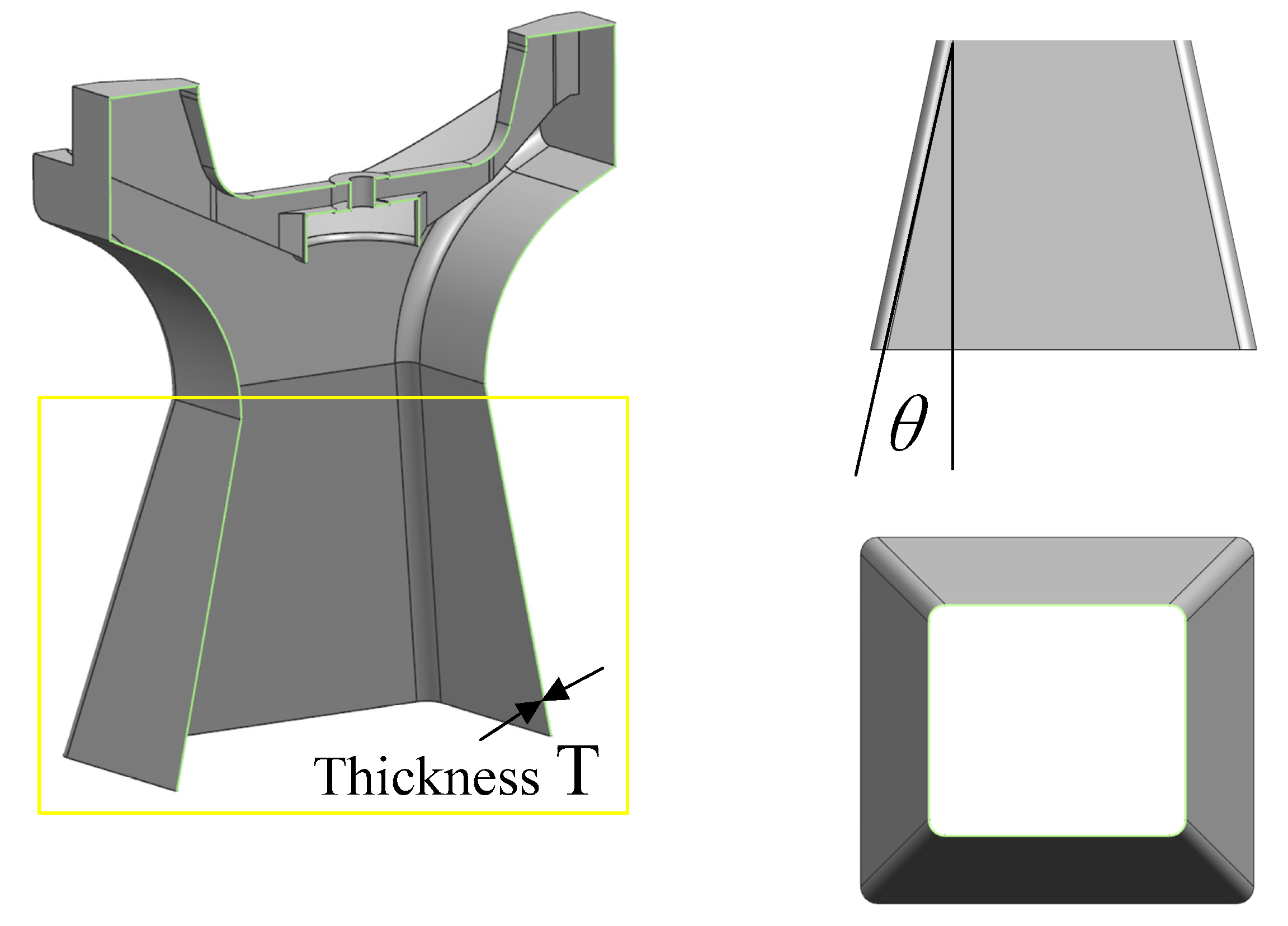
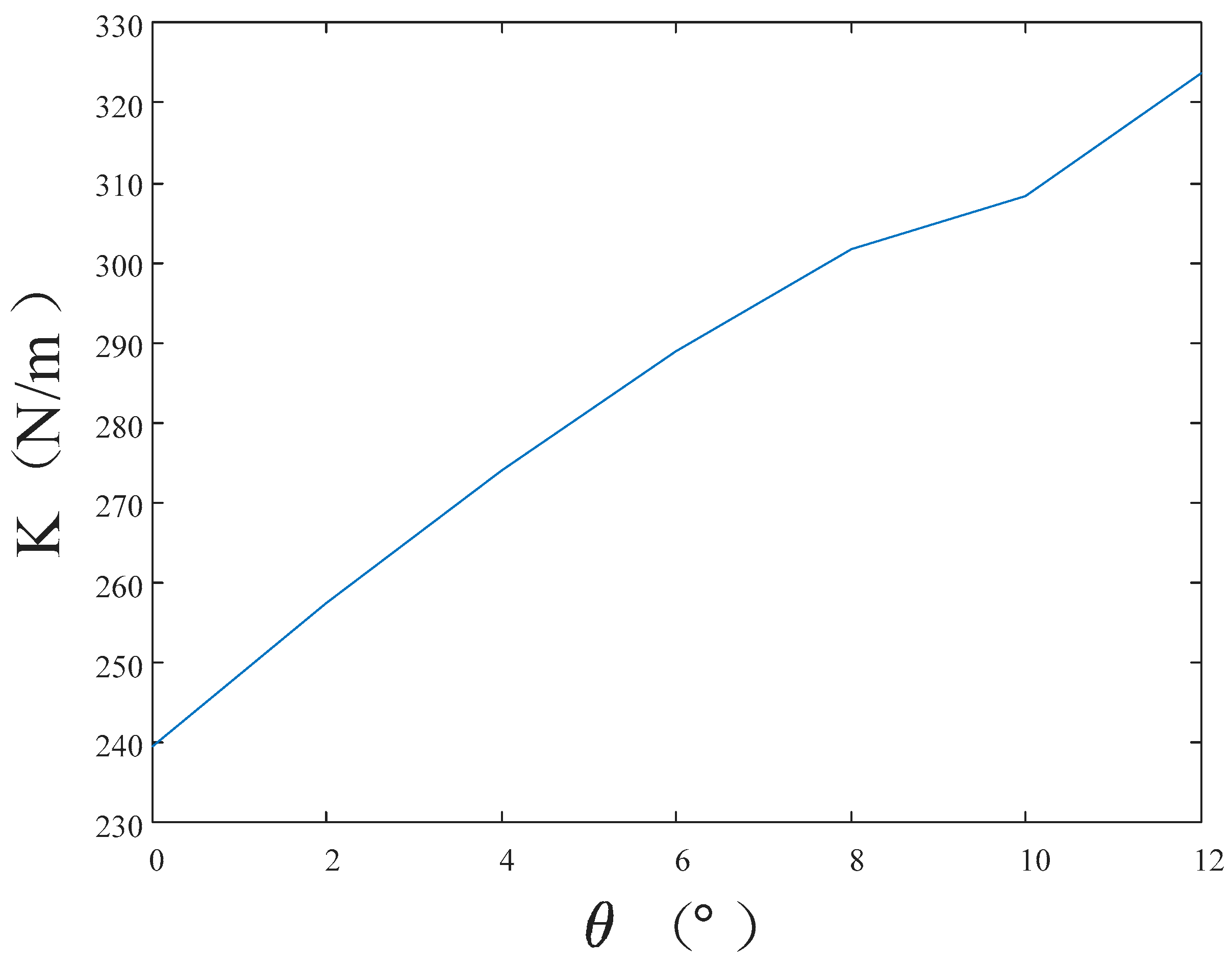
5.1. Shape Optimization
5.1.1. Optimization Objective and Variable
5.1.2. Optimization Strategy
5.1.3. Optimization Process and Result
5.2. Structural Reinforcement Design
5.3. Size Optimization
5.3.1. Optimization Objectives and Variables
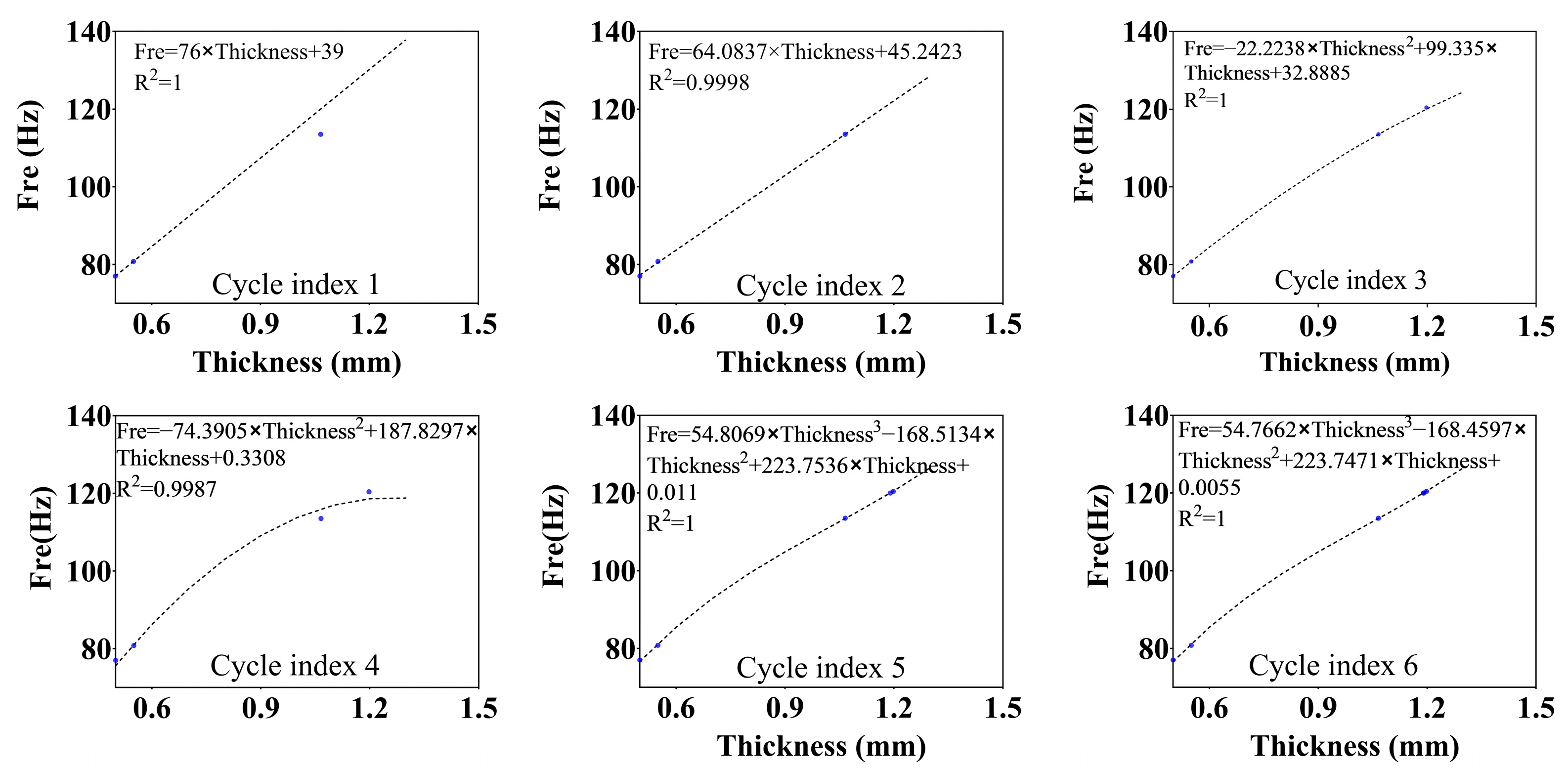
5.3.2. Optimization Strategy
| Algorithm 1: Active Fitting Optimization Algorithm |
| Input: T is the wall thickness of the model, FRE is the 1st-order mode of the model, N is the maximum number of iterations, M is a polynomial number, is the target value of the 1st-order mode of the model, is the fit threshold, and is the residual value. Output: T. 1: ; calculations using the finite element method //Step 1. Calculation of 1st-order modes and for and wall thicknesses using finite element methods 2: ; ;//Step 2. The variable assignment cannot be 0. 3: for (i = 1 to N) do 4: From []∼[], calculate the ; //Step 3. Constructing the fitting function 5: Calculate the degree of fit ;//Step 4. Calculating goodness of fit 6: if ) then 7: when solve (); 8: = ()∪); 9: Set the wall thickness of the model as , and use the finite element method to calculate the 1st-order mode as ; 10: if ) then 11: end for; else 12: [] = []; 13: end if 14: else 15: ; 16: ; 17: end if 18: end for 19: return , , N |
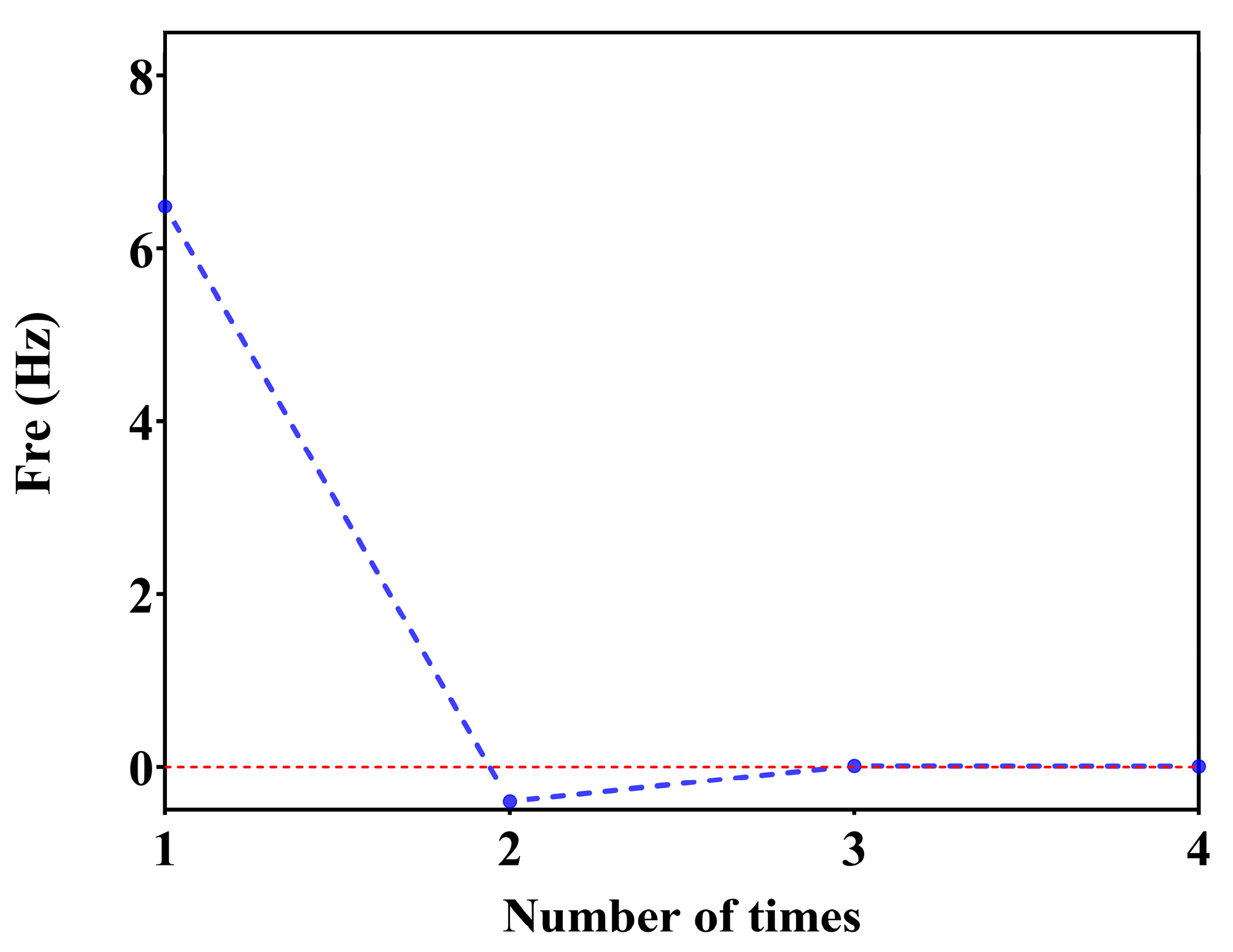
5.3.3. Optimization Process and Result
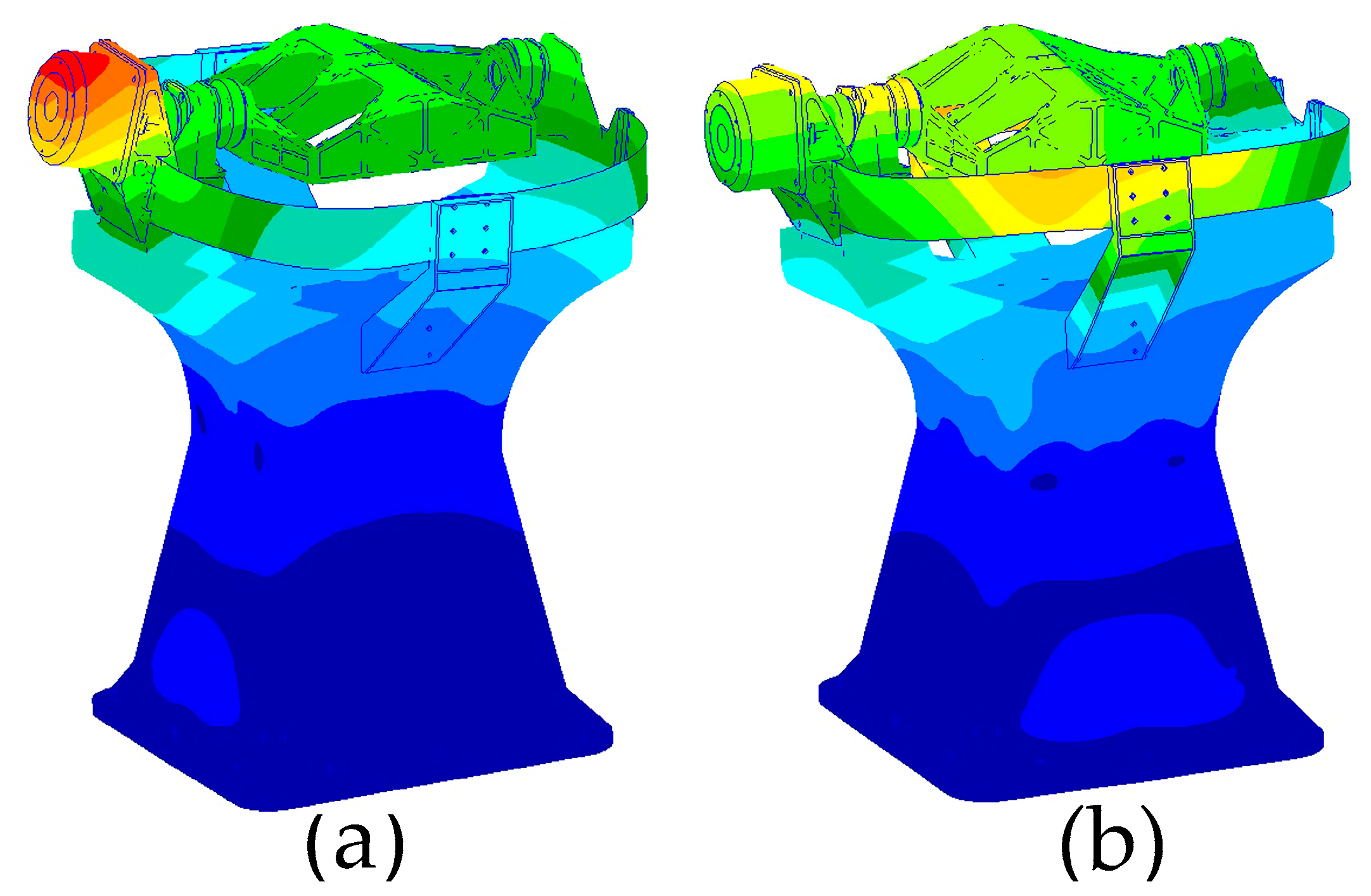
5.4. Mechanical Analysis
6. Laser Additive Manufacturing and Experimental Verification
6.1. Laser Additive Manufacturing
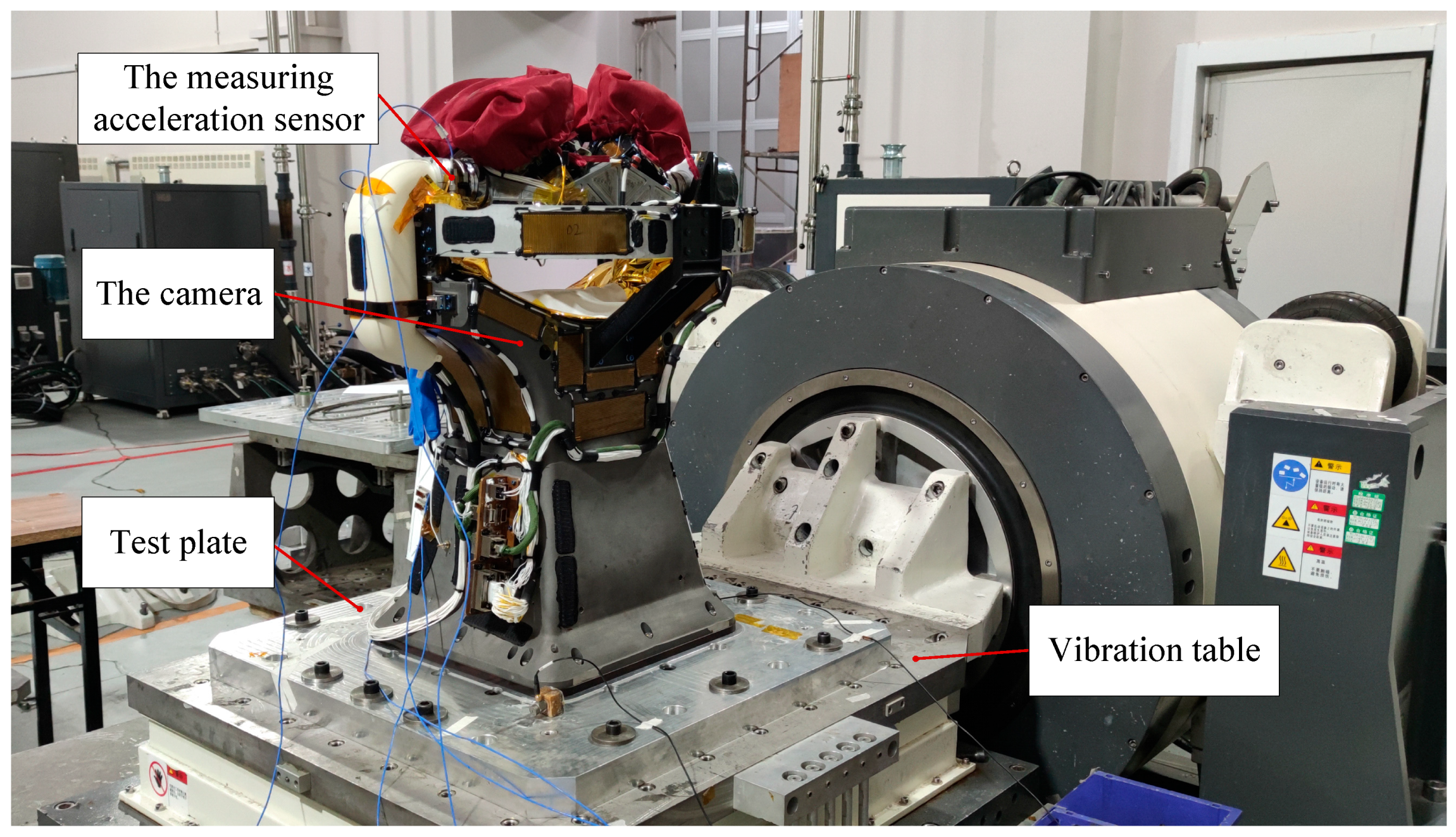
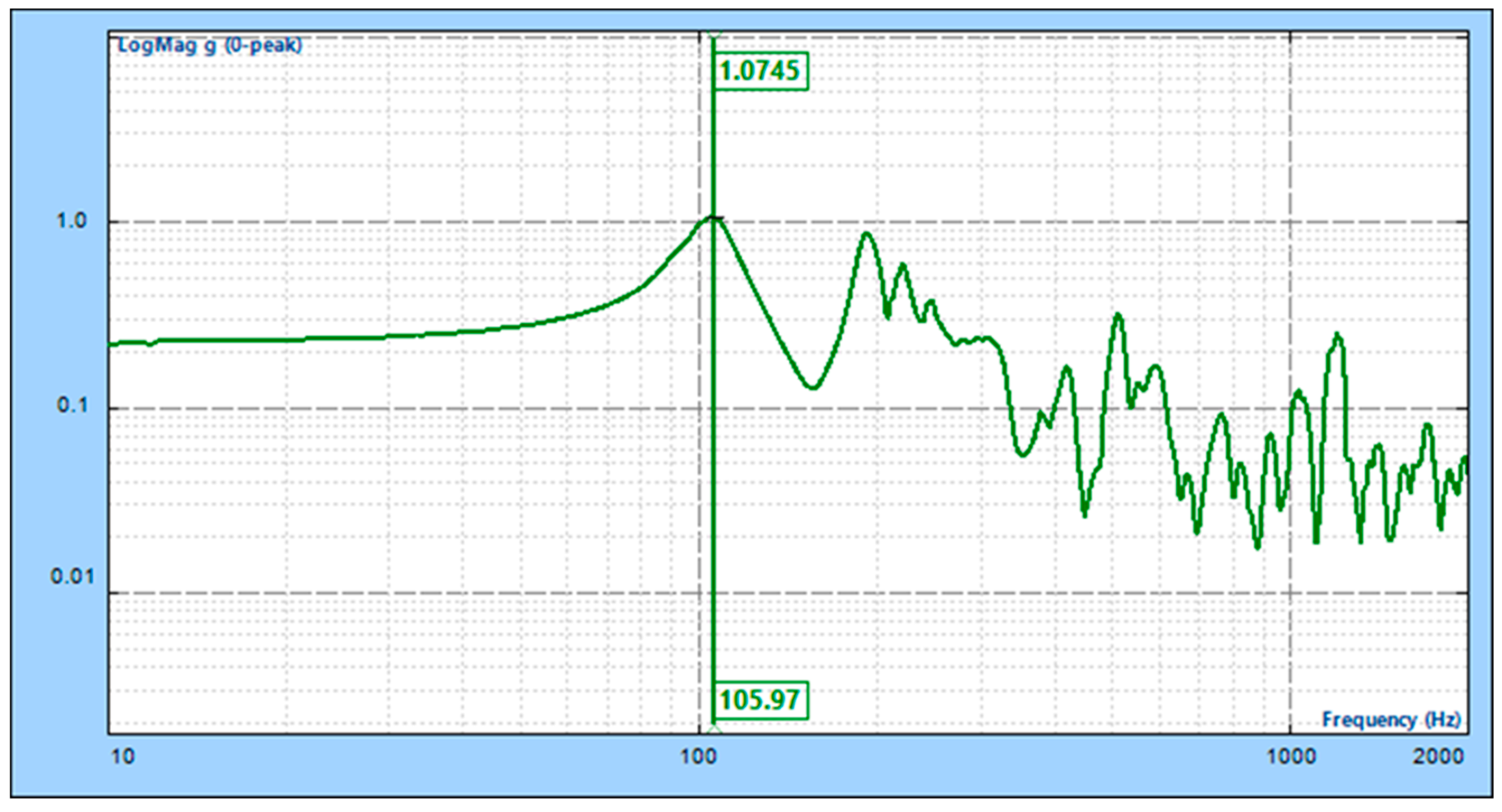
6.2. Experimental Verification
7. Conclusions and Future Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- De Lourdes González, G. Storm-time variability of ionospheric irregularities over South America. J. Atmos. Sol.-Terr. Phys. 2022, 241, 105980. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Dai, L.; Wang, C.; Zhang, H.; Chang, Z.; Jing, T. An on-orbit cross-calibration between the relativistic electron observations from BeiDou M04 and GPS ns63. Adv. Space Res. 2022, 70, 2805–2817. [Google Scholar] [CrossRef]
- Smith, A.W.; Forsyth, C.; Rae, I.J.; Garton, T.M.; Jackman, C.M.; Bakrania, M.; Johnson, J.M. On the Considerations of Using Near Real Time Data for Space Weather Hazard Forecasting. Space Weather 2022, 20, e2022SW003098. [Google Scholar] [CrossRef]
- Hong, J.; Mao, F.; Gong, W.; Gan, Y.; Zang, L.; Quan, J.; Chen, J. Assimilating Fengyun-4A observations to improve WRF-Chem PM2. 5 predictions in China. Atmos. Res. 2022, 265, 105878. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, P.; Gu, S.; Hu, X.; Tang, S.; Yang, L.; Bai, W. Capability of Fengyun-3D satellite in earth system observation. J. Meteorol. Res. 2019, 33, 1113–1130. [Google Scholar] [CrossRef]
- Zhu, Z.; Shi, C.; Gu, J. Characterization of bias in Fengyun-4B/AGRI infrared observations using RTTOV. Remote Sens. 2023, 15, 1224. [Google Scholar] [CrossRef]
- Zhang, X.X.; Chen, B.; He, F.; Song, K.F.; He, L.P.; Liu, S.J.; Guo, Q.-F.; Li, J.-W.; Wang, X.-D.; Zhang, H.-J.; et al. Wide-field auroral imager onboard the Fengyun satellite. Light Sci. Appl. 2019, 8, 47. [Google Scholar] [CrossRef] [PubMed]
- Dehaghani, M.R.; Tang, Y.; Panicker, S.; Wu, D.; Coatanea, E.; Wang, G.G. Modeling and optimization of height-related geometrical parameters for thin wall structures manufactured by metal additive manufacturing. Int. J. Adv. Manuf. Technol. 2023, 129, 4663–4675. [Google Scholar] [CrossRef]
- Ding, D.; Zhao, R.; Lu, Q.; Pan, Z.; Li, H.; Wang, K.; He, K. A shape control strategy for wire arc additive manufacturing of thin-walled aluminium structures with sharp corners. J. Manuf. Process. 2021, 64, 253–264. [Google Scholar] [CrossRef]
- Kumar, M.B.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Novack, T.; Esch, T.; Kux, H.; Stilla, U. Machine learning comparison between WorldView-2 and QuickBird-2-simulated imagery regarding object-based urban land cover classification. Remote Sens. 2011, 3, 2263–2282. [Google Scholar] [CrossRef]
- Kameche, M.; Benmostefa, S. In-flight MTF stability assessment of ALSAT-2A satellite. Adv. Space Res. 2016, 58, 117–130. [Google Scholar] [CrossRef]
- Kim, H.O.; Kim, H.S.; Lim, H.S.; Choi, H.J. Space-based earth observation activities in South Korea [Space Agencies]. IEEE Geosci. Remote Sens. Mag. 2015, 3, 34–39. [Google Scholar] [CrossRef]
- Middleton, E.M.; Ungar, S.G.; Mandl, D.J.; Ong, L.; Frye, S.W.; Campbell, P.E.; Pollack, N.H. The earth observing one (EO-1) satellite mission: Over a decade in space. IEEE J. Sel. Top. Appl. Earth Obs. Remote Sens. 2013, 6, 243–256. [Google Scholar] [CrossRef]
- Haverkamp, D. Extracting straight road structure in urban environments using IKONOS satellite imagery. Opt. Eng. 2002, 41, 2107–2110. [Google Scholar] [CrossRef]
- Guo, Q.; Chen, B.; Liu, S.; Song, K.; He, L.; He, F.; Shi, G. Optomechanical design of a wide-field auroral imager on Fengyun-3D. Appl. Opt. 2022, 61, 3349–3356. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2022, 2, 032001. [Google Scholar] [CrossRef]
- Zhou, X.; Ma, J.; Zhou, W.; Welo, T. Forming-based geometric correction methods for thin-walled metallic components: A selective review. Int. J. Adv. Manuf. Technol. 2023, 128, 17–39. [Google Scholar] [CrossRef]
- Sayam, A.; Rahman, A.M.; Rahman, M.S.; Smriti, S.A.; Ahmed, F.; Rabbi, M.F.; Faruque, M.O. A review on carbon fiber-reinforced hierarchical composites: Mechanical performance, manufacturing process, structural applications and allied challenges. Carbon Lett. 2022, 32, 1173–1205. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Y. 3D-Printed Soft Wearable Electronics: Techniques, Materials, and Applications. In Additive Manufacturing: Materials, Functionalities and Applications; Springer International Publishing: Cham, Switzerland, 2022; pp. 1–49. [Google Scholar]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Hoffmann, M.; Elwany, A. In-space additive manufacturing: A review. J. Manuf. Sci. Eng. 2023, 145, 020801. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Market Research Future, Global Aerospace Additive Manufacturing Market Research Report—Forecast 2023–2032. 2021. Available online: https://www.marketresearchfuture.com/reports/aerospace-additive-manufacturing-market-1551 (accessed on 10 November 2023).
- Ishfaq, K.; Asad, M.; Mahmood, M.A.; Abdullah, M.; Pruncu, C. Opportunities and challenges in additive manufacturing used in space sector: A comprehensive review. Rapid Prototyp. J. 2022, 28, 2027–2042. [Google Scholar] [CrossRef]
- Ransikarbum, K.; Pitakaso, R.; Kim, N. A Decision-Support Model for Additive Manufacturing Scheduling Using an Integrative Analytic Hierarchy Process and Multi-Objective Optimization. Appl. Sci. 2020, 10, 5159. [Google Scholar] [CrossRef]
- Ransikarbum, K.; Khamhong, P. Integrated fuzzy analytic hierarchy process and technique for order of preference by similarity to ideal solution for additive manufacturing printer selection. J. Mater. Eng. Perform. 2021, 30, 6481–6492. [Google Scholar] [CrossRef]
- Wang, D.; Wang, H.; Chen, X.; Liu, Y.; Lu, D.; Liu, X.; Han, C. Densification, Tailored Microstructure, and Mechanical Properties of Selective Laser Melted Ti–6Al–4V Alloy via Annealing Heat Treatment. Micromachines 2022, 13, 331. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A review of spatter in laser powder bed fusion additive manufacturing: In situ detection, generation, effects, and countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef]
- Razavykia, A.; Brusa, E.; Delprete, C.; Yavari, R. An overview of additive manufacturing technologies—A review to technical synthesis in numerical study of selective laser melting. Materials 2020, 13, 3895. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Ummethala, R.; Singh, N.; Tang, S.; Suryanarayana, C.; Eckert, J.; Prashanth, K.G. Selective laser melting of aluminum and its alloys. Materials 2020, 13, 4564. [Google Scholar] [CrossRef]
- RUAG. Sentinel Antenna Bracket. Available online: https://www.eos.info/01_parts-and-applications/case_studies_applications_parts/_case_studies_pdf/en_cases/cs_m_aerospace_ruag_en.pdf (accessed on 2 February 2021).
- Manil, P.; Jan, Y.; Nunio, F.; Lomello, F.; Arhancet, A.; Lacroix, M.; Lapresle, J. Structural optimization, additive manufacturing and vibration testing of titanium alloy supports based on the space detector SVOM-MXT. In Advances in Optical and Mechanical Technologies for Telescopes and Instrumentation IV; SPIE: Bellingham, WA, USA, 2021; Volume 11451, pp. 526–544. [Google Scholar]
- NASA. NASA’s Perseverance Rover Bringing 3D-Printed Metal Parts to Mars. 2020. Available online: http://www.nasa.gov/feature/jpl/nasas-perseverance-rover-bringing-3d-printed-metal-parts-to-mars (accessed on 19 February 2021).
- Meng, H.A. Baffle Manufacturing Technology based on 3D printing for the secondary mirror space cameras. Spacecr. Recovery Remote Sens. 2023, 5, 46–53. (In Chinese) [Google Scholar]
- Zhang, N.; Qinglin, L.; Junlei, C. Application and verification of 3D printing technology in the development of space remote sensing camera. AOPC 2021 Opt. Sens. Imaging Technol. 2021, 12065, 348–353. [Google Scholar]
- Fan, Y.; Dong, D.; Li, C.; Sun, Y.; Zhang, Z.; Wu, F.; Guan, Y. Research and experimental verification on topology-optimization design method of space mirror based on additive-manufacturing technology. Machines 2021, 9, 354. [Google Scholar] [CrossRef]
- Jia, X.; Hu, B.; Wang, F.; Li, S.; Sun, L.; Wu, J. Research progress and core technologies of optical-mechanical system based on additive manufacturing. AOPC 2021 Adv. Laser Technol. Appl. 2021, 12060, 276–285. [Google Scholar]
- Chen, W.; Sun, L.; Li, S.; Wu, J.; Zhang, Z. Precision manufacturing of metal mirrors based on additive manufacturing. Eighth Symp. Nov. Photoelectron. Detect. Technol. Appl. 2022, 12169, 1982–1988. [Google Scholar]
- Yoder, P.R., Jr. Opto-Mechanical Systems Design; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Xiong, Q.; Zhou, Q. Development Trend of NC Machining Accuracy Control Technology for Aeronautical Structural Parts. World J. Eng. Technol. 2020, 8, 266–279. [Google Scholar] [CrossRef]
- Oguntuyi, S.D.; Nyembwe, K.; Shongwe, M.B.; Mojisola, T. Challenges and recent progress on the application of rapid sand casting for part production: A review. Int. J. Adv. Manuf. Technol. 2023, 126, 891–906. [Google Scholar] [CrossRef]
- Timoshenko, S.; Young, D.H.; Weaver, W. Vibration Problems in Engineering, 4th ed.; John Wiley & Sons, Inc.: New York, NY, USA, 1974. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Topic | Existing Research | Research Gaps |
|---|---|---|
| Structural type design | Thin-walled cylinder type [11,12,13] | Integrated complex thin-walled structure designs |
| Thin-walled frame type [14,15] | ||
| Traditional manufacturing technology | CNC machining and casting [16] | Low-cost, high-quality, high-efficiency and pollution-free in space |
| Composite material weaving [11,12,13] | ||
| Additive manufacturing applications | Small-scale functional components [32,33,35,36,37] | Applications in large-scale, high-rigidity, and thin-wall primary load-bearing structures |
| Strength assessment components [30] | ||
| Small-scale support structure [31,34] |
| No. | Parameters | Specifications |
|---|---|---|
| 1 | Mass (kg) | ≤25 |
| 2 | Frequency (Hz) | ≥100 |
| 3 | Volume (mm) | ≤726 × 635 × 500 |
| Name | (g·cm−3) | Modulus E (Gpa) | (kN·m/g) | Expansivity (10−6 K−1) | Tensile Strength | Specific Strength |
|---|---|---|---|---|---|---|
| TC4 | 4.44 | 110 | 24.7 | 8.8 | 802 | 180.6 |
| Al alloy | 2.71 | 69 | 25.5 | 23 | 410 | 146.4 |
| Alloy steel | 7.83 | 210 | 26.9 | 12 | 780 | 100 |
| Invar | 8.1 | 145 | 17.9 | 2.4 | 302 | 37.3 |
| Material Support | Titanium Alloy, Aluminum Alloy, High-Temperature Alloy, Stainless Steel, High-Strength Steel, Tool Steel |
|---|---|
| Forming size | 600 mm × 600 mm × 1500 mm (W × D × H), 650 mm × 650 mm × 1300 mm (W × D × H) |
| Power of the laser | 500 W × 4, 500 W × 6 |
| Layering thickness | 20 μm∼100 μm |
| Maximum scan speed | 7 m/s |
| Efficiency of forming | 100 cm3/h |
| Preheating temperature | RT + 20∼200 °C |
| Beam quality | M2 < 1.1 |
| Optical structure | F-θ footage |
| Powder laying agencies | Single/two-way spreading of powder |
| Power wastage | ≤18 KW |
| Size | 4700 mm × 5100 mm × 3800 mm (W × D × H) |
| Weight | 14,900 kg |
| Device Model | Laser Power | Spot Diameter | Powder Layer Thickness | Scanning Velocity | Hatch Spacing | Powder Materials |
|---|---|---|---|---|---|---|
| BLT-S615 | 4 × 340 W | 80–85 μm | 60 μm | 1250 mm/s | 120 um | Ti6Al4V |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, J.; Liu, S.; Wang, D.; Xu, A.; Huang, X.; Ma, T.; Wang, J.; Li, H. Design and Optimization of Thin-Walled Main Support Structure for Space Camera Based on Additive Manufacturing. Micromachines 2024, 15, 211. https://doi.org/10.3390/mi15020211
Peng J, Liu S, Wang D, Xu A, Huang X, Ma T, Wang J, Li H. Design and Optimization of Thin-Walled Main Support Structure for Space Camera Based on Additive Manufacturing. Micromachines. 2024; 15(2):211. https://doi.org/10.3390/mi15020211
Chicago/Turabian StylePeng, Jiahao, Shijie Liu, Dong Wang, Anpeng Xu, Xin Huang, Tianqi Ma, Jing Wang, and Hang Li. 2024. "Design and Optimization of Thin-Walled Main Support Structure for Space Camera Based on Additive Manufacturing" Micromachines 15, no. 2: 211. https://doi.org/10.3390/mi15020211
APA StylePeng, J., Liu, S., Wang, D., Xu, A., Huang, X., Ma, T., Wang, J., & Li, H. (2024). Design and Optimization of Thin-Walled Main Support Structure for Space Camera Based on Additive Manufacturing. Micromachines, 15(2), 211. https://doi.org/10.3390/mi15020211