
A Large-Range and High-Sensitivity Fiber-Optic Fabry–Perot Pressure Sensor Based on a Membrane-Hole-Base Structure
 ,
,
Abstract
1. Introduction
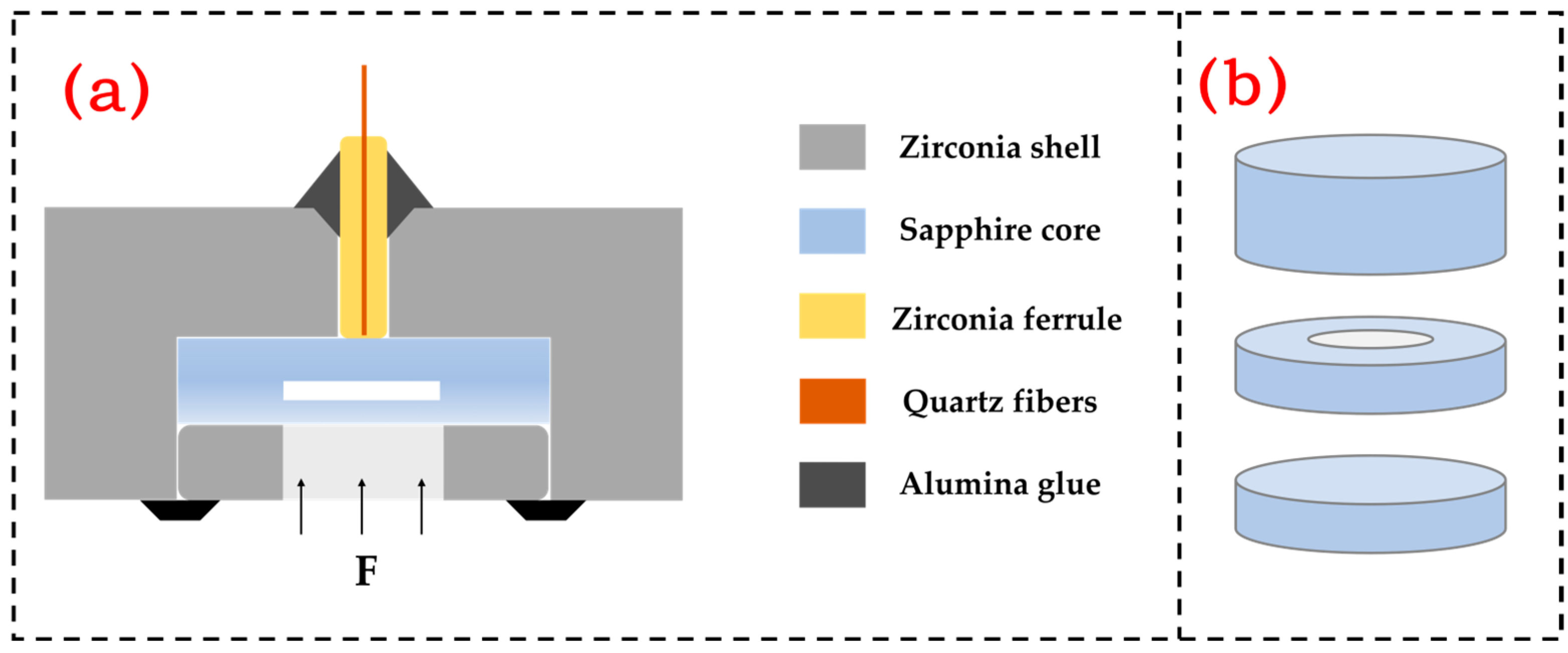
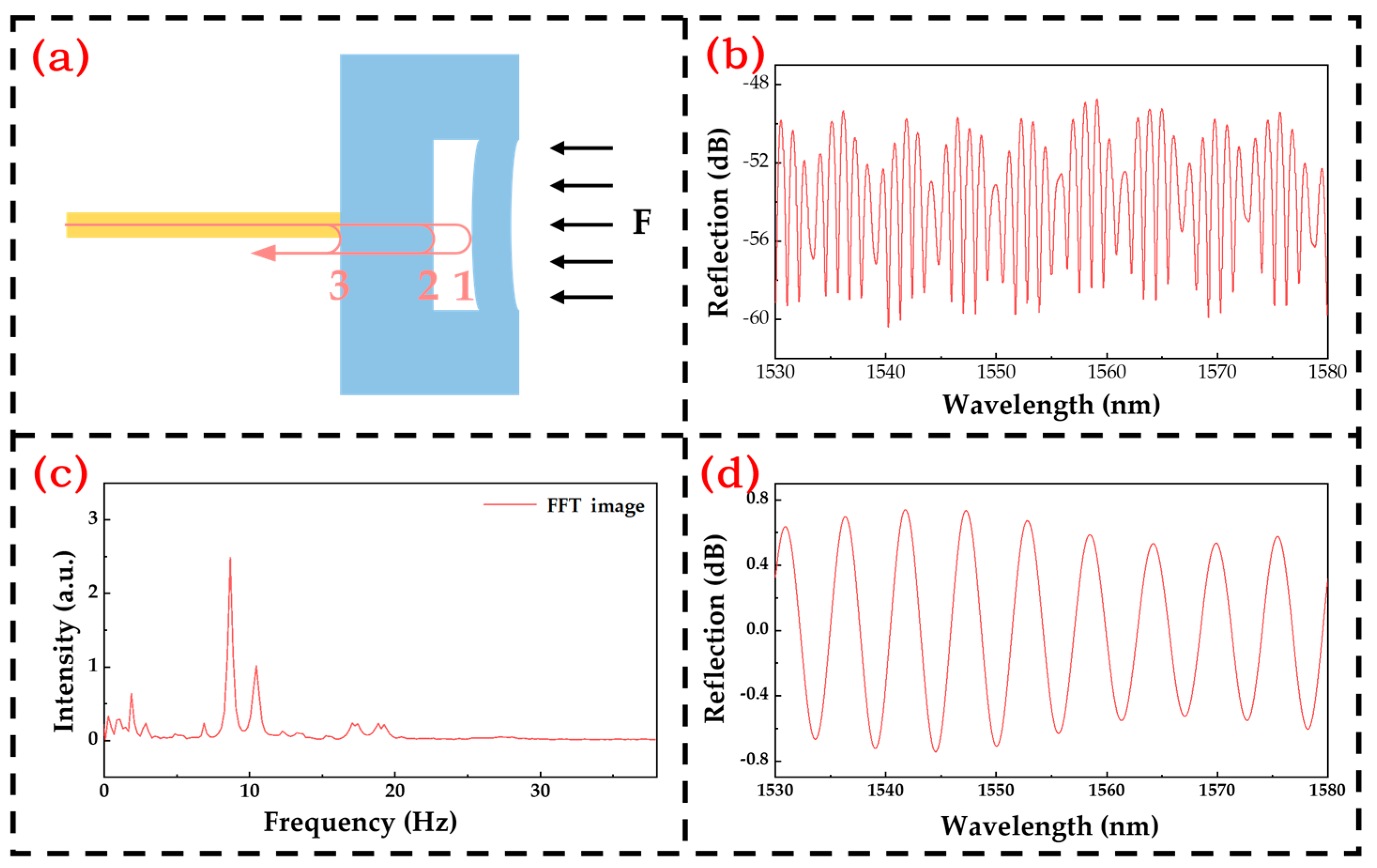
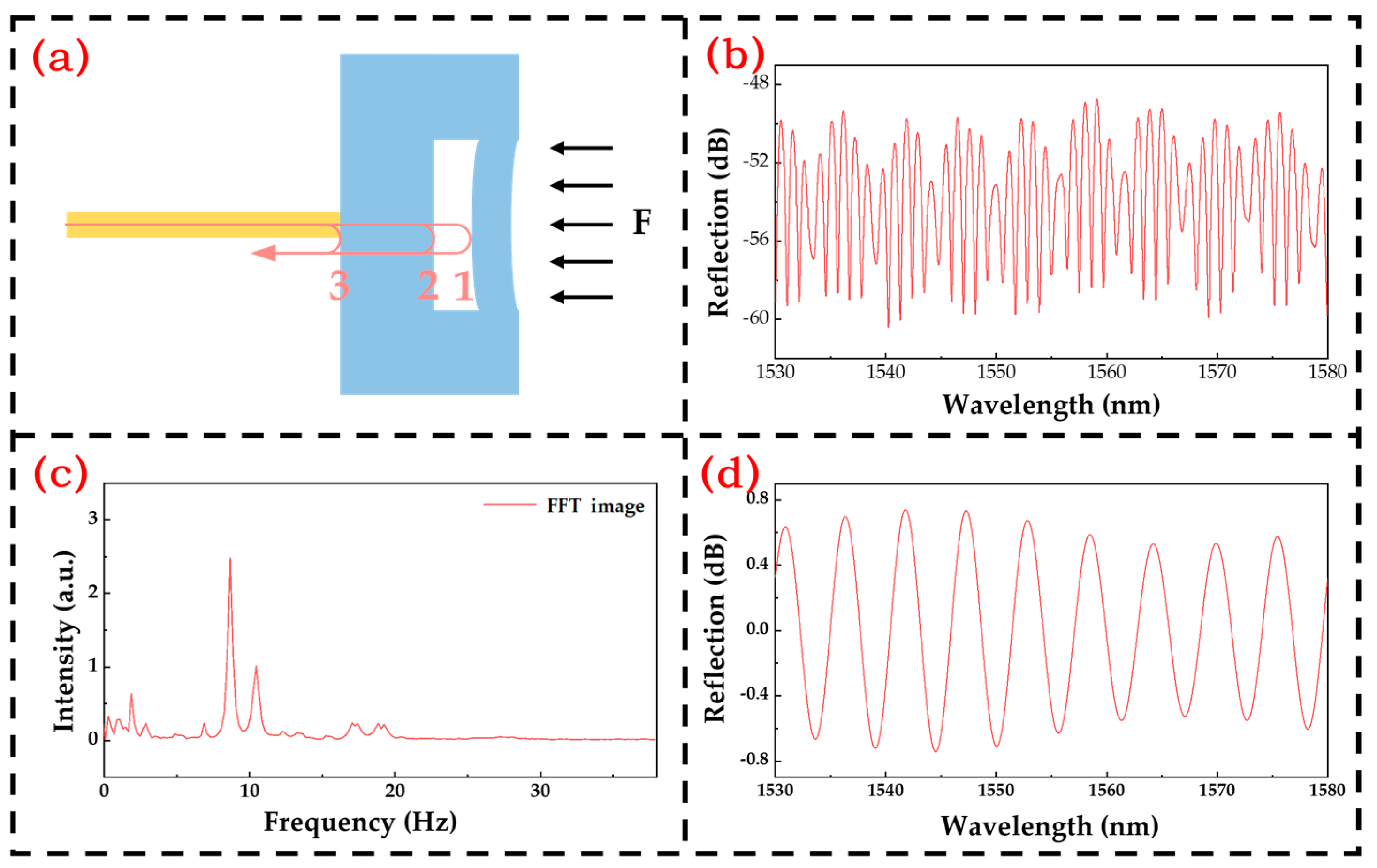
2. Sensor’s Structure and Principle
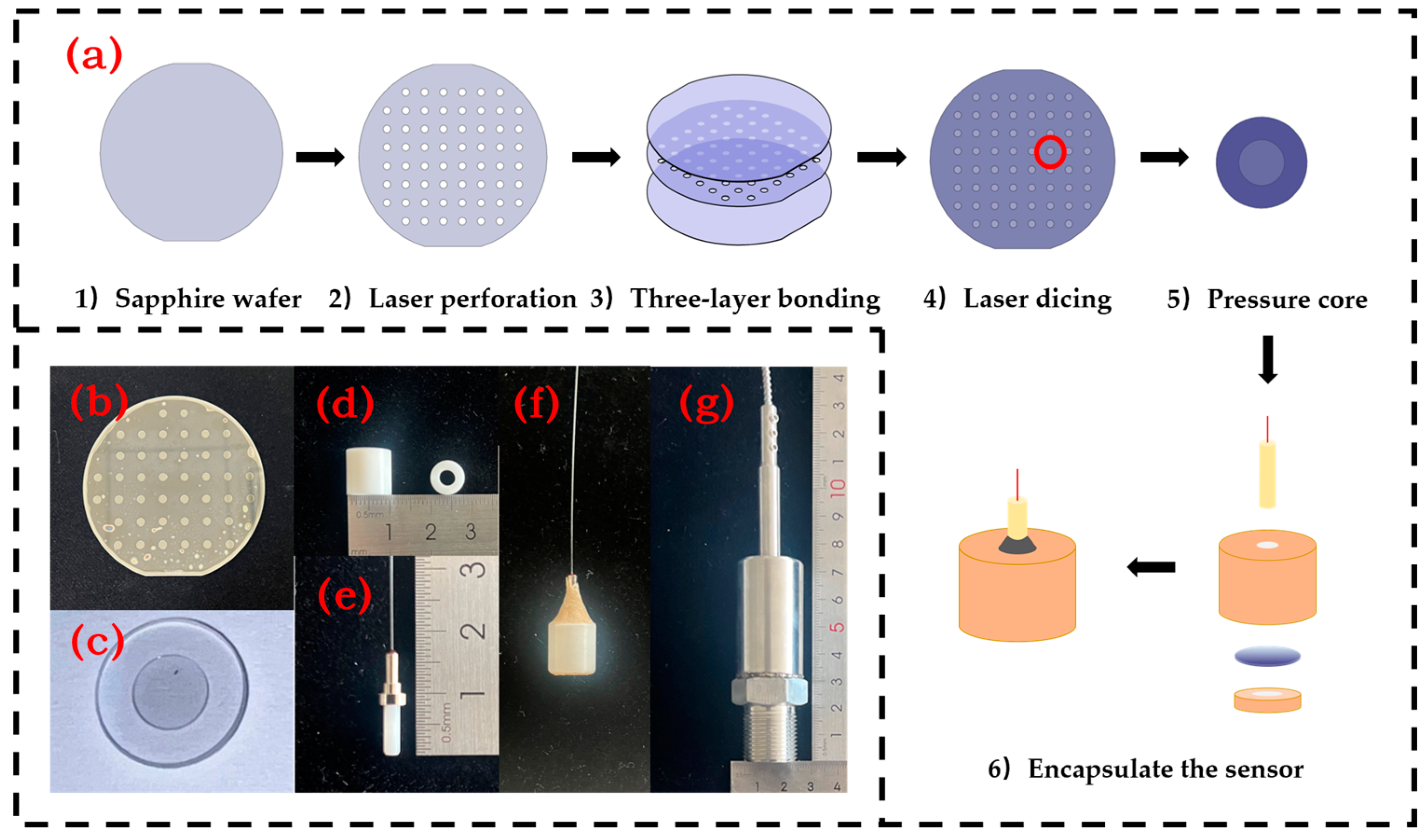
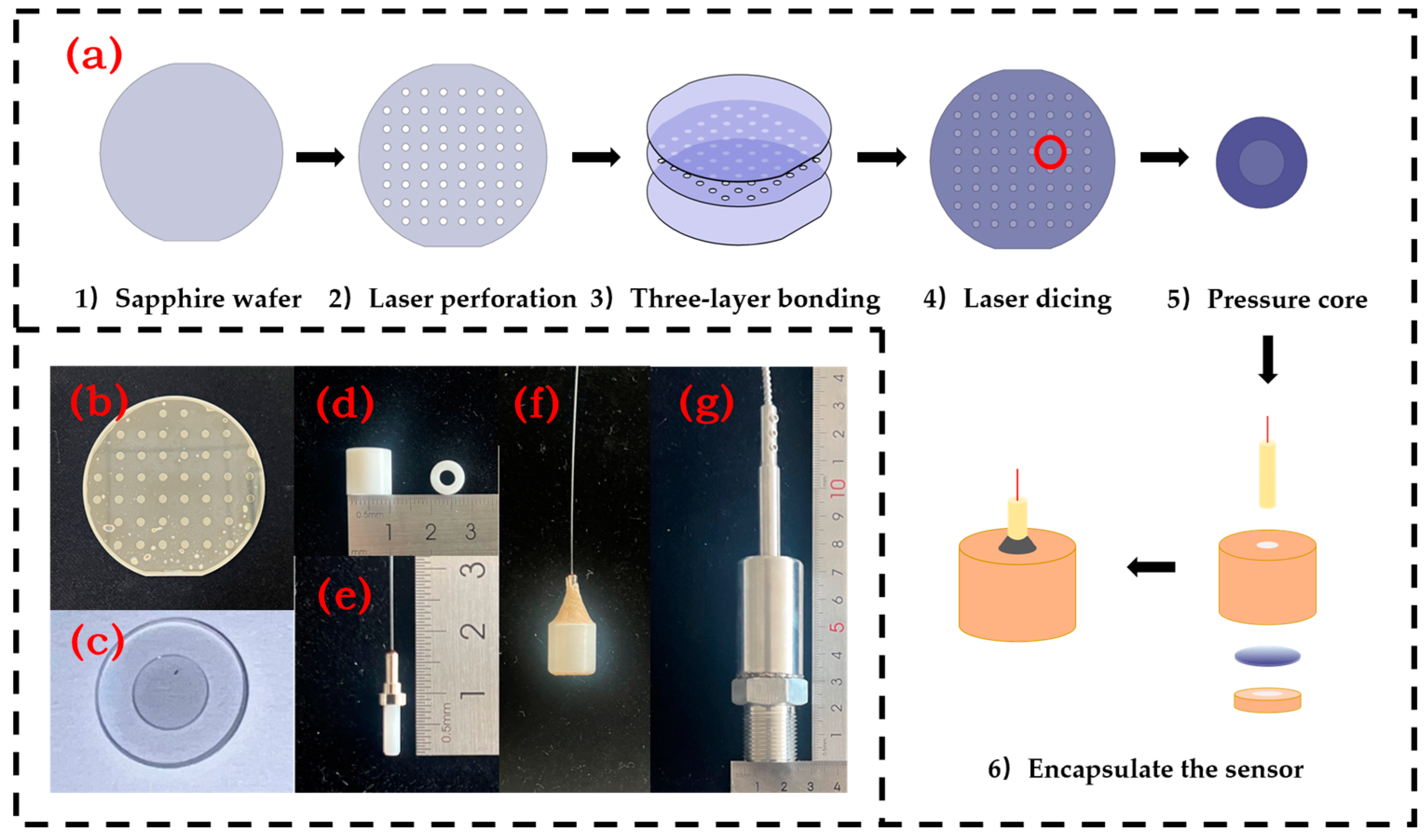
3. Fabrication of Sensor
4. Characteristics of the Sensor
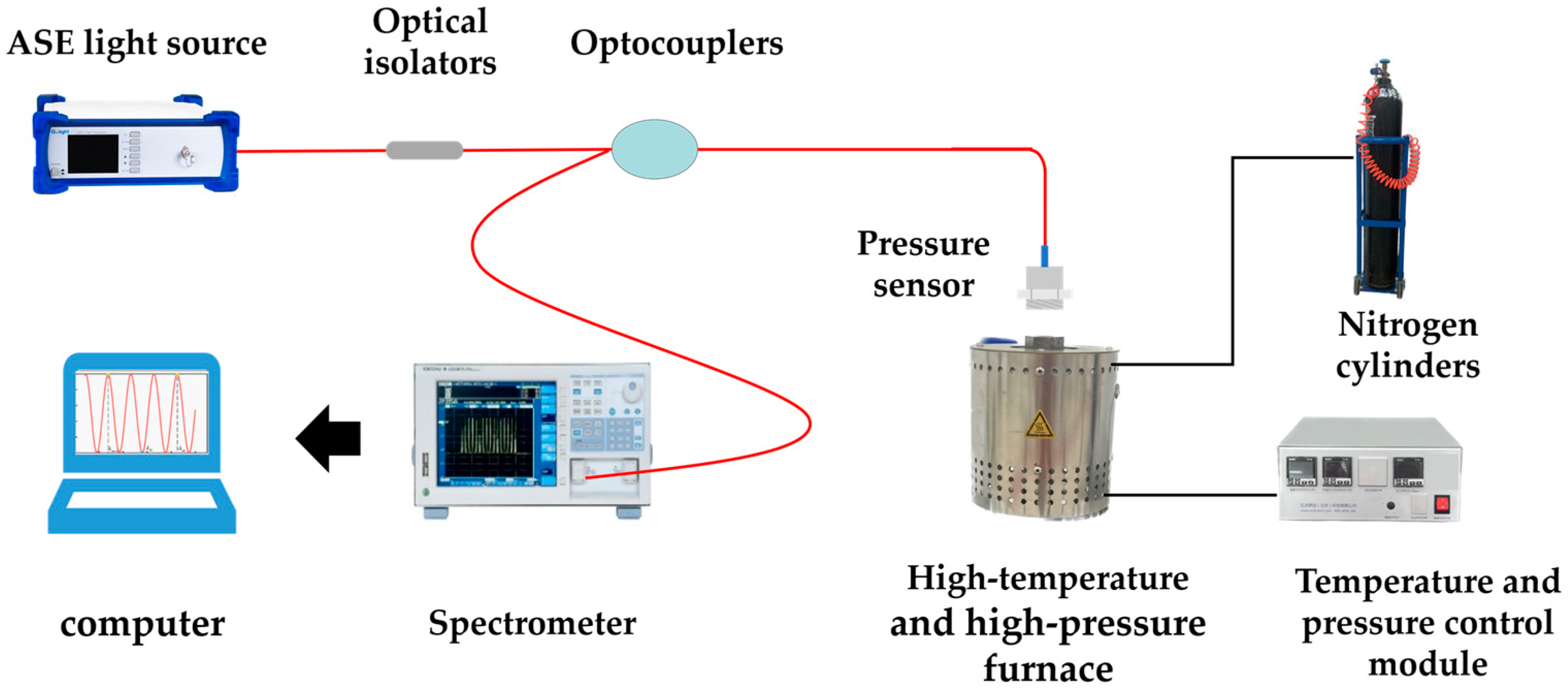
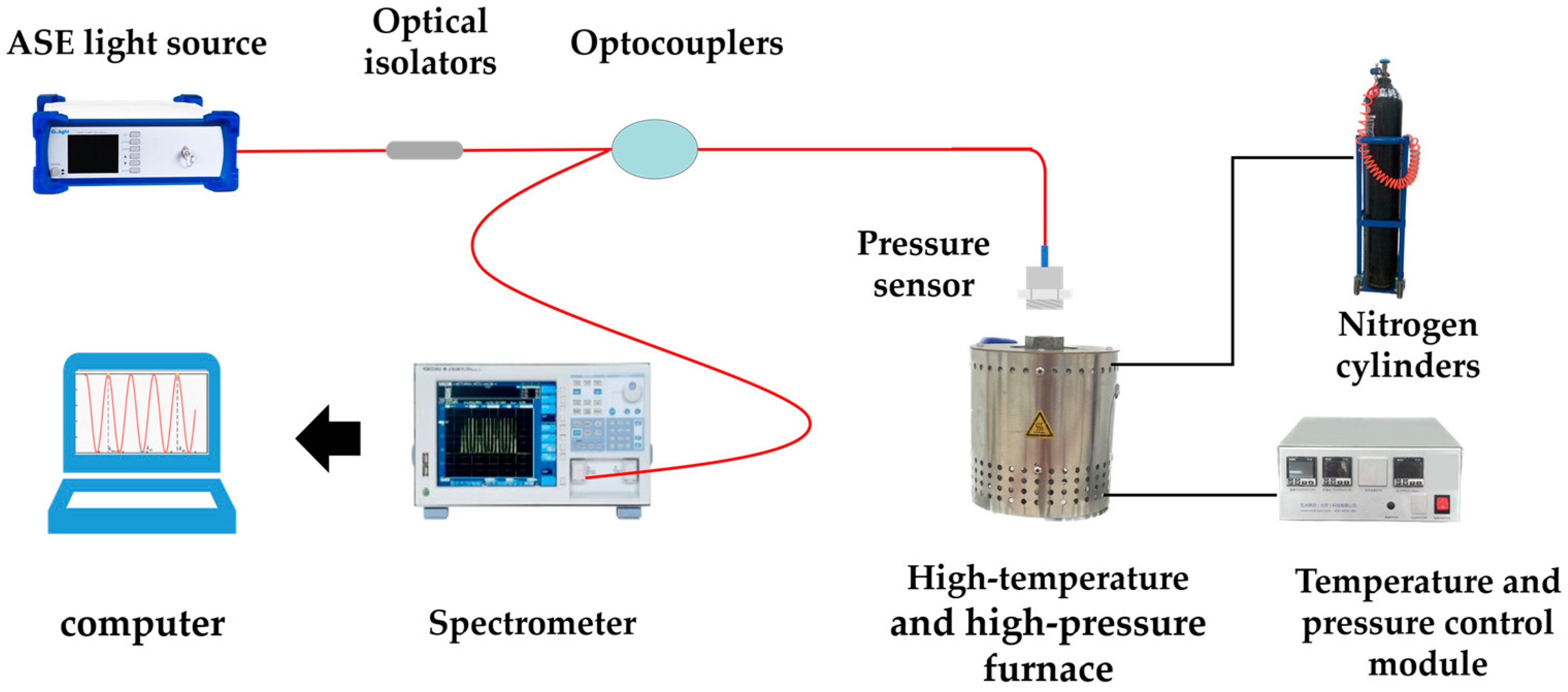
4.1. Test of Pressure and Temperature Resistance of Sensors
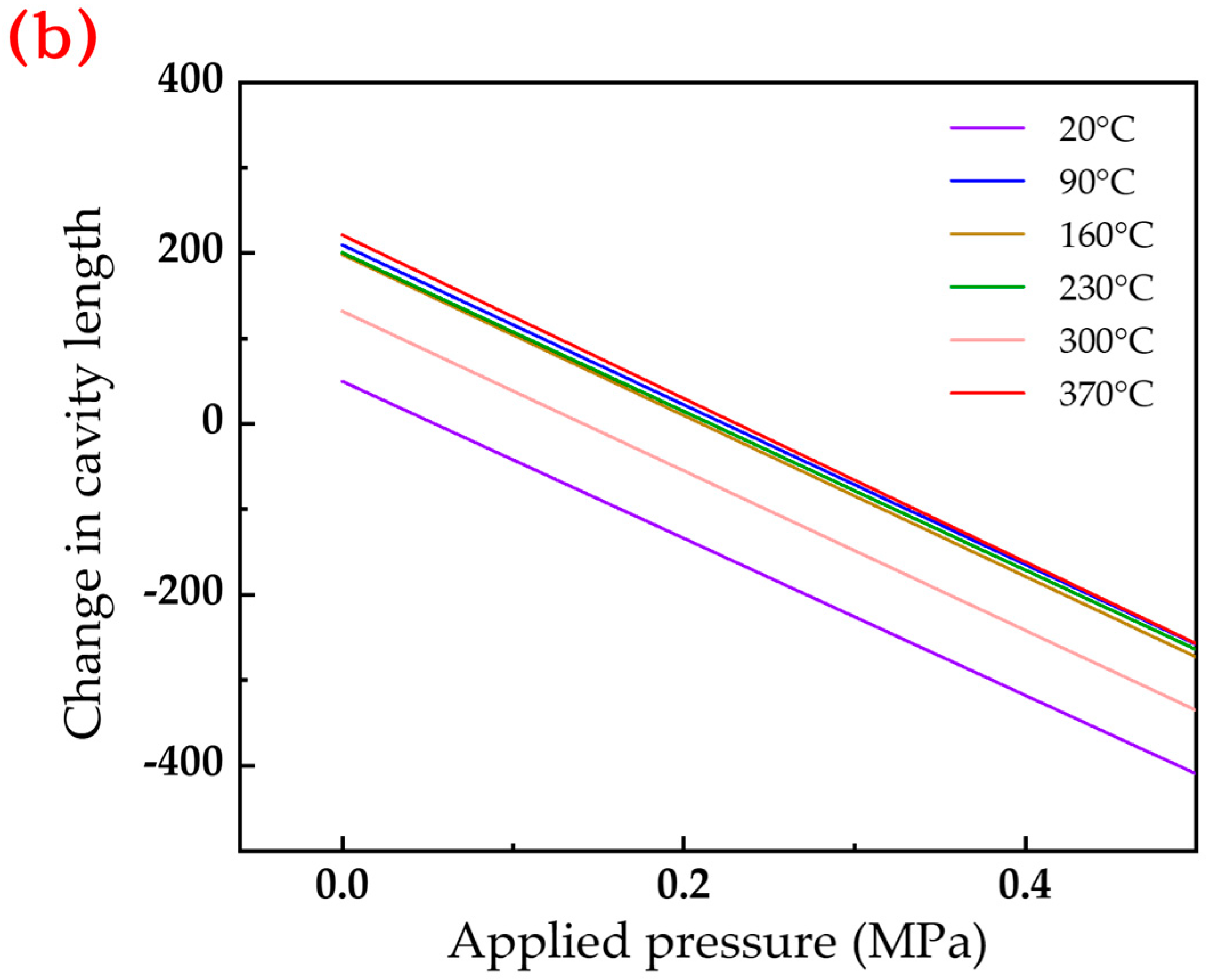
4.2. Sensor Performance Test
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Peng, G.L.; He, J.; Yang, S.P.; Zhou, W.Y. Application of the fiber-optic distributed temperature sensing for monitoring the liquid level of producing oil wells. Measurement 2014, 58, 130–137. [Google Scholar] [CrossRef]
- Pulliam, W.; Russler, P.; Fielder, R. High-temperature, high bandwidth, fiber-optic, MEMS pressure sensor technology for turbine engine component testing. In Proceedings of the Fiber Optic Sensor Technology and Applications 2001, Boston, MA, USA, 14 February 2002; pp. 229–238. [Google Scholar]
- Javed, Y.; Mansoor, M.; Shah, I.A. A review of principles of MEMS pressure sensing with its aerospace applications. Sens. Rev. 2019, 39, 652–664. [Google Scholar] [CrossRef]
- Ren, J.; Ward, M.; Kinnell, P.; Craddock, R.; Wei, X.Y. Plastic Deformation of Micromachined Silicon Diaphragms with a Sealed Cavity at High Temperatures. Sensors 2016, 16, 204. [Google Scholar] [CrossRef] [PubMed]
- Yang, J. A Harsh Environment Wireless Pressure Sensing Solution Utilizing High Temperature Electronics. Sensors 2013, 13, 2719–2734. [Google Scholar] [CrossRef]
- Yao, Z.; Liang, T.; Jia, P.G.; Hong, Y.P.; Qi, L.; Lei, C.; Zhang, B.; Li, W.W.; Zhang, D.Y.; Xiong, J.J. Passive Resistor Temperature Compensation for a High-Temperature Piezoresistive Pressure Sensor. Sensors 2016, 16, 1142. [Google Scholar] [CrossRef]
- Tang, X.; Tian, J.W.; Zhao, J.F.; Jin, Z.; Liu, Y.P.; Liu, J.F.; Chen, T.T.; Li, J.H. Structure design and optimization of SOI high-temperature pressure sensor chip. Microelectron. J. 2021, 118, 105245. [Google Scholar] [CrossRef]
- Yu, J.; Lu, Y.L.; Chen, D.Y.; Wang, J.B.; Chen, J.; Xie, B. A Resonant High-Pressure Sensor Based on Integrated Resonator-Diaphragm Structure. IEEE Sens. J. 2022, 22, 3920–3927. [Google Scholar] [CrossRef]
- Zhu, Y.Z.; Cooper, K.L.; Pickrell, G.R.; Wang, A. High-temperature fiber-tip pressure sensor. J. Light. Technol. 2006, 24, 861–869. [Google Scholar] [CrossRef]
- Guo, S.W.; Eriksen, H.; Childress, K.; Fink, A.; Hoffman, M. High temperature smart-cut SOI pressure sensor. Sens. Actuators A-Phys. 2009, 154, 255–260. [Google Scholar] [CrossRef]
- Liang, T.; Li, W.W.; Lei, C.; Li, Y.W.; Li, Z.Q.; Xiong, J.J. All-SiC Fiber-Optic Sensor Based on Direct Wafer Bonding for High Temperature Pressure Sensing. Photonic Sens. 2022, 12, 130–139. [Google Scholar] [CrossRef]
- Phan, H.P.; Dao, D.V.; Nakamura, K.; Dimitrijev, S.; Nguyen, N.T. The Piezoresistive Effect of SiC for MEMS Sensors at High Temperatures: A Review. J. Microelectromechanical Syst. 2015, 24, 1663–1677. [Google Scholar] [CrossRef]
- Senesky, D.G.; Jamshidi, B.; Cheng, K.B.; Pisano, A.P. Harsh Environment Silicon Carbide Sensors for Health and Performance Monitoring of Aerospace Systems: A Review. IEEE Sens. J. 2009, 9, 1472–1478. [Google Scholar] [CrossRef]
- Zhou, X.; Yu, Q.; Peng, W. Fiber-optic Fabry-Perot pressure sensor for down-hole application. Opt. Lasers Eng. 2019, 121, 289–299. [Google Scholar] [CrossRef]
- Pevec, S.; Donlagic, D. All-fiber, long-active-length Fabry-Perot strain sensor. Opt. Express 2011, 19, 15641–15651. [Google Scholar] [CrossRef] [PubMed]
- Watekar, P.R.; Ju, S.; Kim, S.A.; Jeong, S.; Kim, Y.; Han, W.T. Development of a highly sensitive compact sized optical fiber current sensor. Opt. Express 2010, 18, 17096–17105. [Google Scholar] [CrossRef] [PubMed]
- Cao, Z.; Jiang, L.; Wang, S.; Wang, M.; Liu, D.; Wang, P.; Zhang, F.; Lu, Y. All-glass extrinsic Fabry-Perot interferometer thermo-optic coefficient sensor based on a capillary bridged two fiber ends. Appl. Opt. 2015, 54, 2371–2375. [Google Scholar] [CrossRef] [PubMed]
- Rana, S.; Fleming, A.; Subbaraman, H.; Kandadai, N. Differently Structured Fabry-Perot Interferometers for Gas Pressure Monitoring. IEEE Sens. J. 2022, 22, 14102–14108. [Google Scholar] [CrossRef]
- Xia, P.; Tan, Y.G.; Yang, C.X.; Zhou, Z.D.; Yun, K. A Composite Fabry-Perot Interferometric Sensor with the Dual-Cavity Structure for Simultaneous Measurement of High Temperature and Strain. Sensors 2021, 21, 4989. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.T.; Niu, Y.X.; Zheng, S.W.; Yin, Y.H.; Ding, M. A High Temperature Sensor Based on Sapphire Fiber Fabry-Perot Interferometer. IEEE Photonics Technol. Lett. 2020, 32, 89–92. [Google Scholar] [CrossRef]
- Li, W.; Liang, T.; Jia, P.; Lei, C.; Hong, Y.; Li, Y.; Yao, Z.; Liu, W.; Xiong, J. Fiber-optic Fabry–Perot pressure sensor based on sapphire direct bonding for high-temperature applications. Appl. Opt. 2019, 58, 1662–1666. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, J.; Wei, H.; Liu, H.; Ma, Z.; Chen, N.; Chen, Z.; Wang, T.; Pang, F. Sapphire Fabry-Perot interferometer for high-temperature pressure sensing. Appl. Opt. 2020, 59, 5189–5196. [Google Scholar] [CrossRef] [PubMed]
- Yi, J. Sapphire Fabry–Perot Pressure Sensor at High Temperature. IEEE Sens. J. 2021, 21, 1596–1602. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Li, W.; Liu, Y.; Li, J.; Jia, P. A MEMS-Based High-Fineness Fiber-Optic Fabry-Perot Pressure Sensor for High-Temperature Application. Micromachines 2022, 13, 763. [Google Scholar] [CrossRef] [PubMed]
- Shao, Z.; Wu, Y.; Wang, S.; Zhang, C.; Sun, Z.; Yan, M.; Shang, Y.; Song, E.; Liu, Z. All-sapphire-based fiber-optic pressure sensor for high-temperature applications based on wet etching. Opt. Express 2021, 29, 4139–4146. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.H.; Wang, A.B. Fast White Light Interferometry Demodulation Algorithm for Low-Finesse Fabry-Perot Sensors. IEEE Photonics Technol. Lett. 2015, 27, 817–820. [Google Scholar] [CrossRef]
- Zhang, L.C.; Jiang, Y.; Gao, H.C.; Jia, J.S.; Cui, Y.; Wang, S.M.; Hu, J. Simultaneous Measurements of Temperature and Pressure with a Dual-Cavity Fabry-Perot Sensor. IEEE Photonics Technol. Lett. 2019, 31, 106–109. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, J.F.; Wang, S.; Liu, K.; Liu, T.G. All-silicon dual-cavity fiber-optic pressure sensor with ultralow pressure-temperature cross-sensitivity and wide working temperature range. Photonics Res. 2021, 9, 521–529. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Symbol | Units | Value |
|---|---|---|---|
| Thickness of diaphragm | h | μm | 200 |
| Young’s modulus of sensitive diaphragm | E | GPa | 380 |
| Poisson’s ratio of sensitive diaphragm | μ | 0.27 | |
| Pressure range | P | MPa | 8 |
| Initial length of Fabry–Perot cavity | L | μm | 200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, B.; Hai, Z.; Guo, M.; Zheng, Y.; Chen, J.; Bai, J.; Su, Z.; Liang, R.; Zhu, H.; Zhang, Q.; et al. A Large-Range and High-Sensitivity Fiber-Optic Fabry–Perot Pressure Sensor Based on a Membrane-Hole-Base Structure. Micromachines 2024, 15, 174. https://doi.org/10.3390/mi15020174
Duan B, Hai Z, Guo M, Zheng Y, Chen J, Bai J, Su Z, Liang R, Zhu H, Zhang Q, et al. A Large-Range and High-Sensitivity Fiber-Optic Fabry–Perot Pressure Sensor Based on a Membrane-Hole-Base Structure. Micromachines. 2024; 15(2):174. https://doi.org/10.3390/mi15020174
Chicago/Turabian StyleDuan, Bowen, Zhenyin Hai, Maocheng Guo, Yongqiu Zheng, Jiamin Chen, Jiandong Bai, Zhixuan Su, Rui Liang, Hongtian Zhu, Qi Zhang, and et al. 2024. "A Large-Range and High-Sensitivity Fiber-Optic Fabry–Perot Pressure Sensor Based on a Membrane-Hole-Base Structure" Micromachines 15, no. 2: 174. https://doi.org/10.3390/mi15020174
APA StyleDuan, B., Hai, Z., Guo, M., Zheng, Y., Chen, J., Bai, J., Su, Z., Liang, R., Zhu, H., Zhang, Q., & Xue, C. (2024). A Large-Range and High-Sensitivity Fiber-Optic Fabry–Perot Pressure Sensor Based on a Membrane-Hole-Base Structure. Micromachines, 15(2), 174. https://doi.org/10.3390/mi15020174