
Microfluidic Monodispersed Microbubble Generation for Production of Cavitation Nuclei


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Applications of Microbubbles
1.2. Microbubble Generation Technology
1.3. Principle of Microbubble Generation
1.4. Fabrication Methods for Microfluidic Bubble Generation Devices
2. Material and Methods
2.1. Device Design and Fabrication
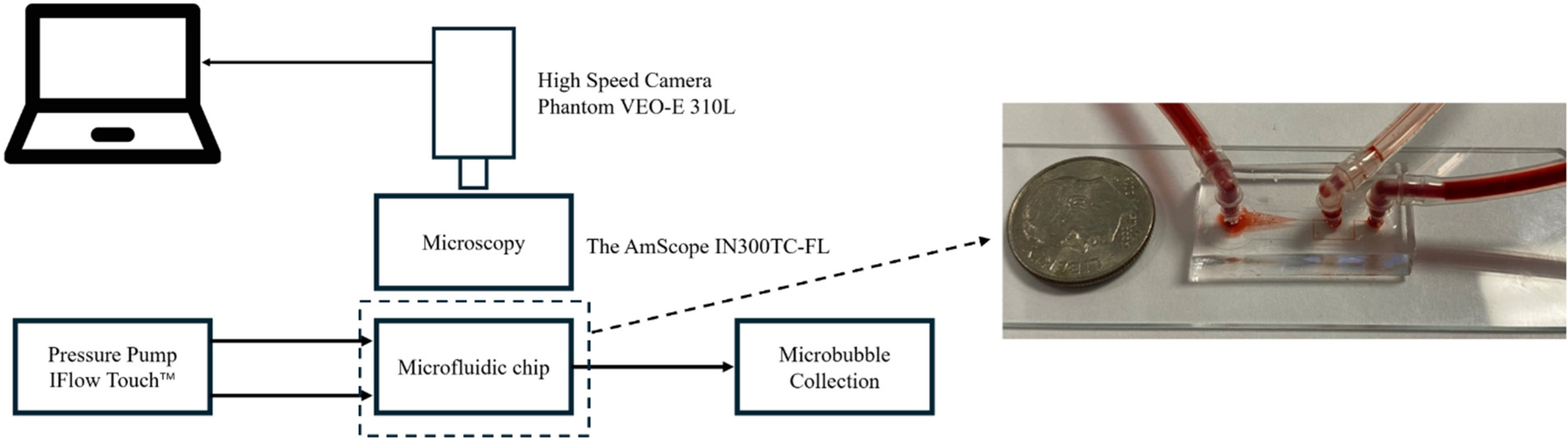
2.2. Experimental Setup
2.3. Data Analysis
3. Results and Discussion
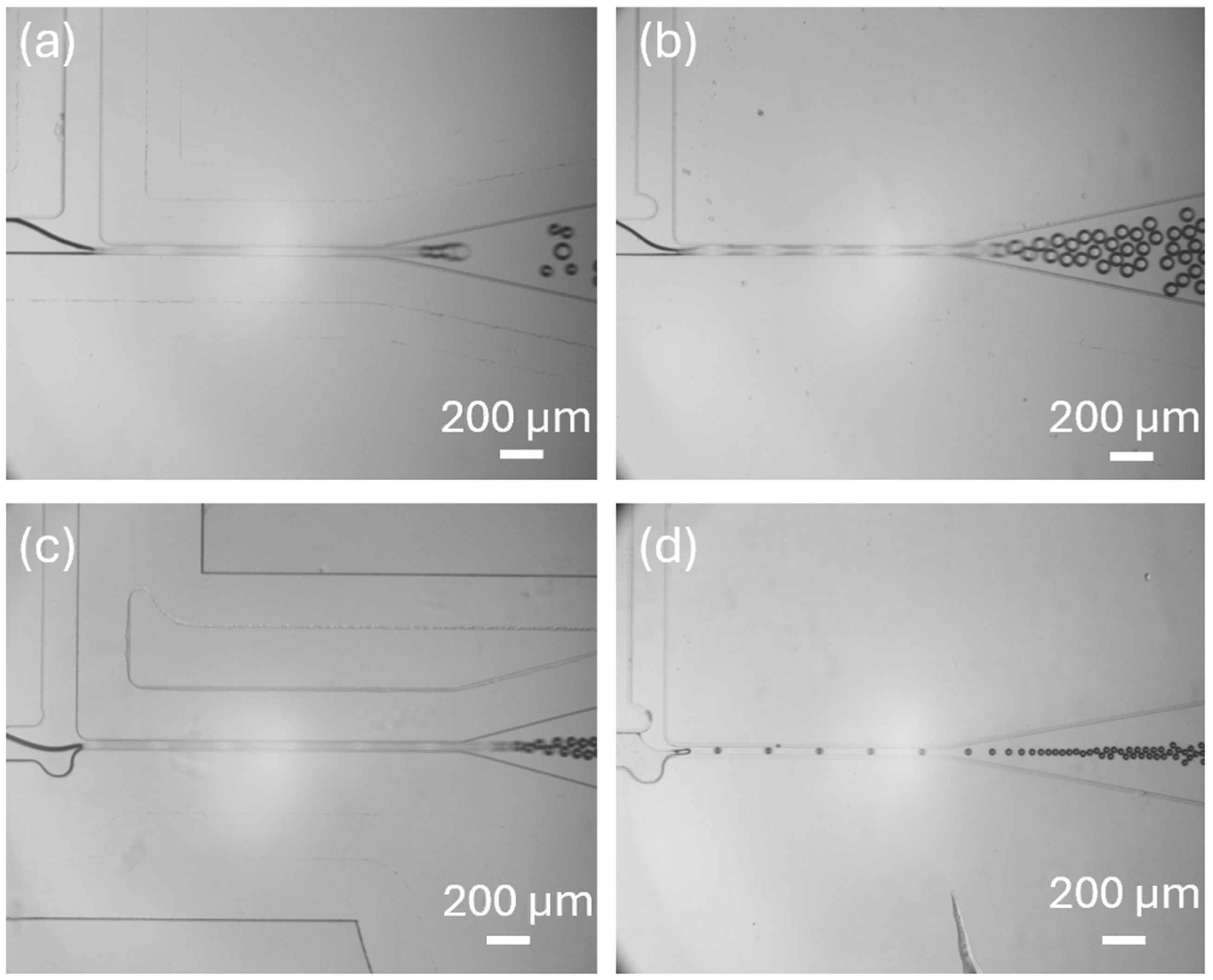
3.1. Working Mechanism of the Microbubble Generation
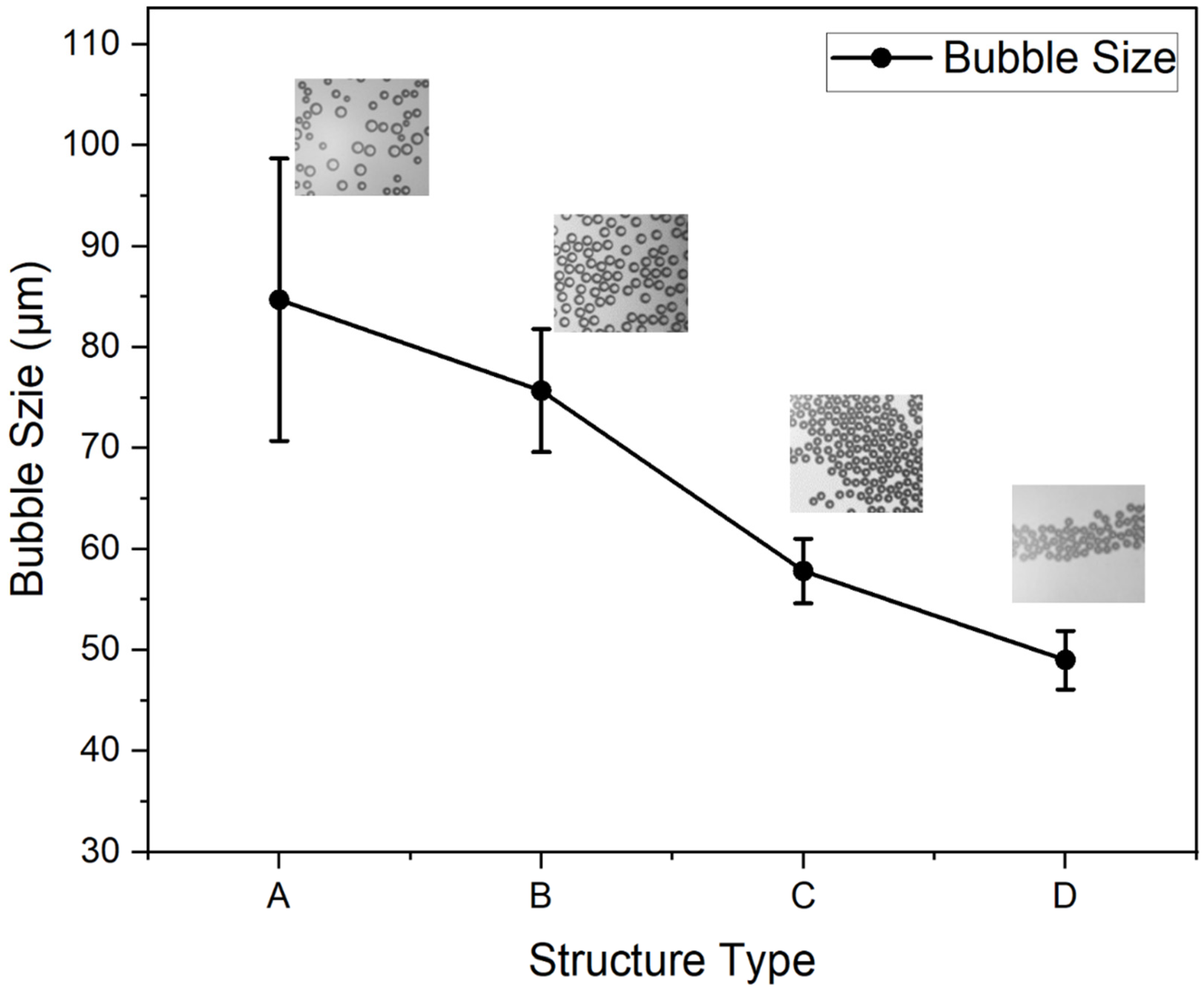
3.2. Effect of Geometry of T-Junction Structure on Bubble Size
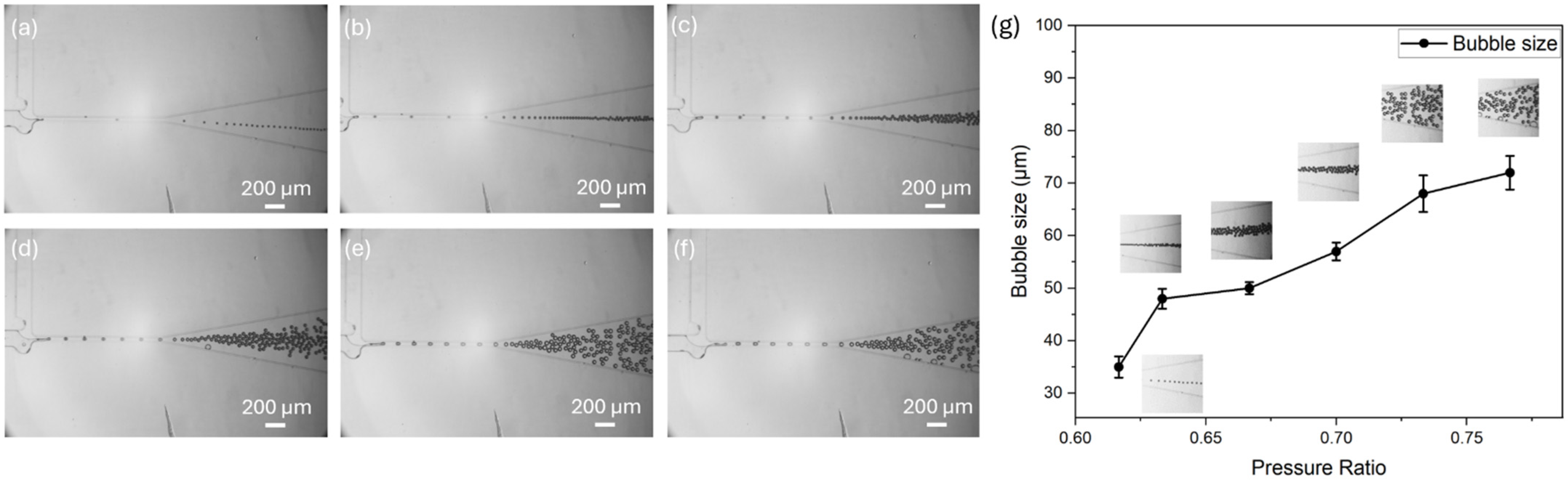
3.3. Effect of Gas-to-Liquid Pressure Ratio on the Bubble Size
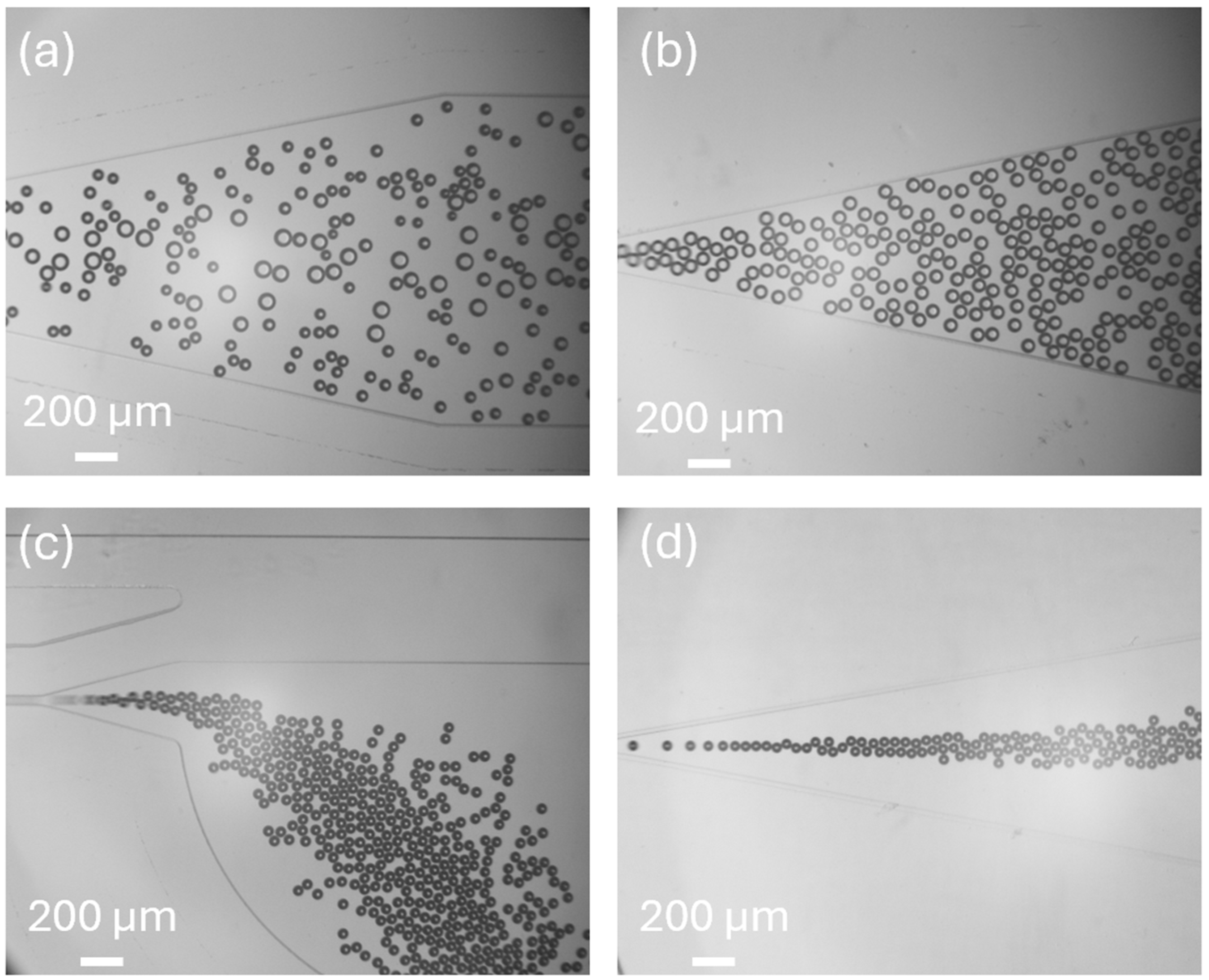
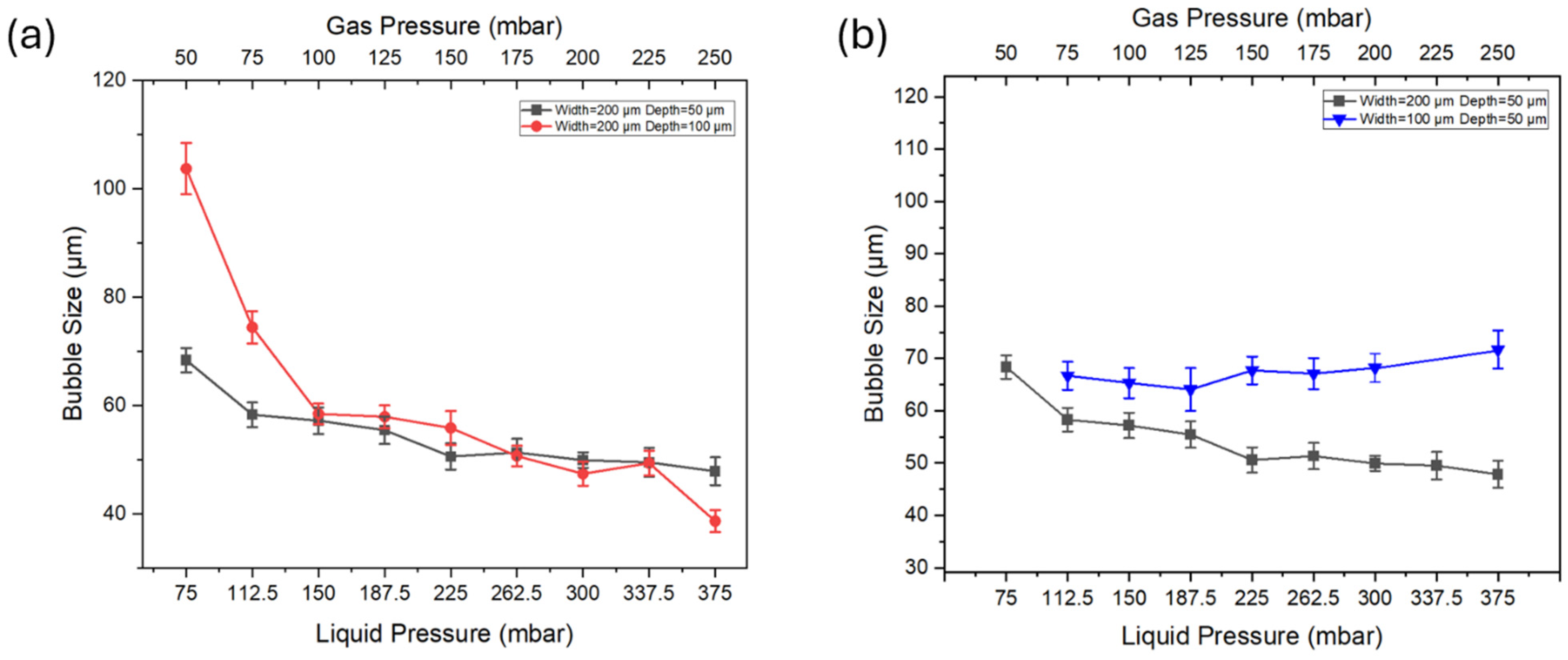
3.4. Effect of Channel Geometry on Bubble Size Under Different Pressures
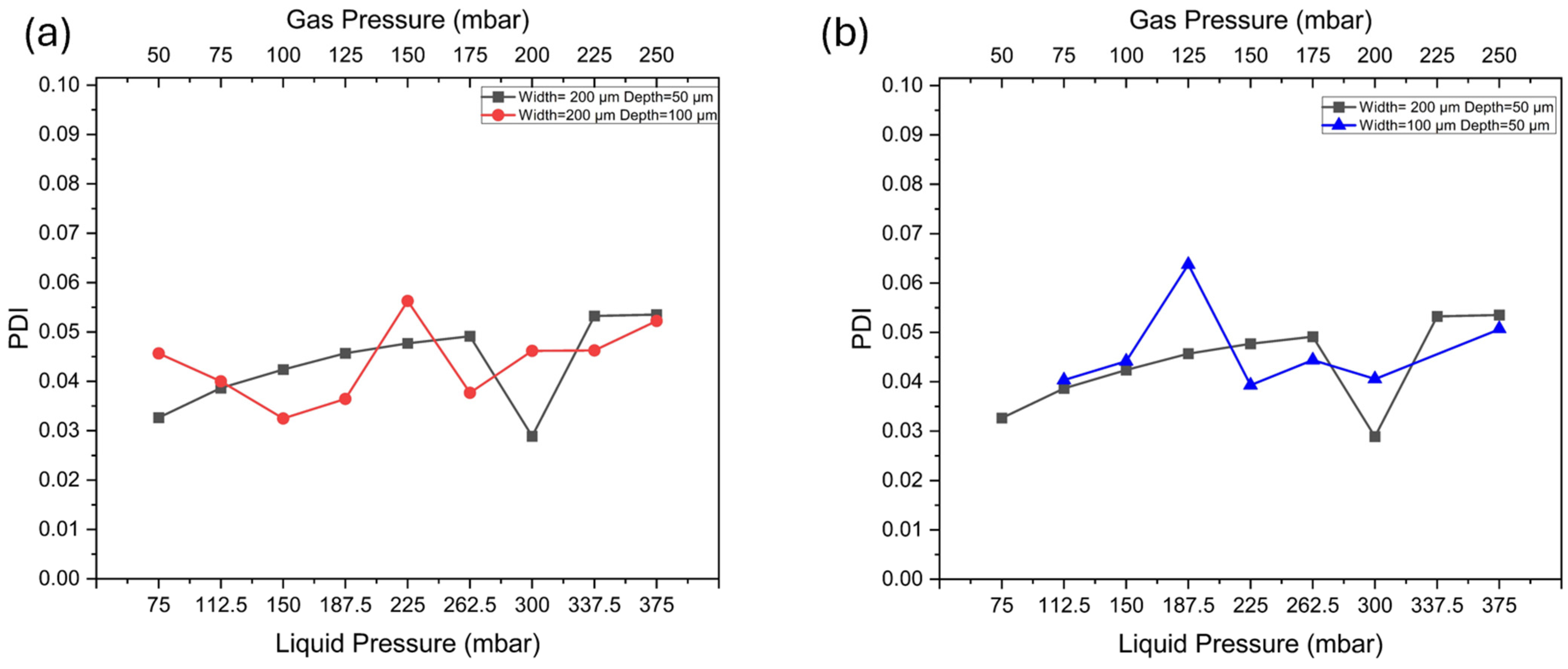
3.5. Effect of Channel Geometry on Bubble Homogeneity
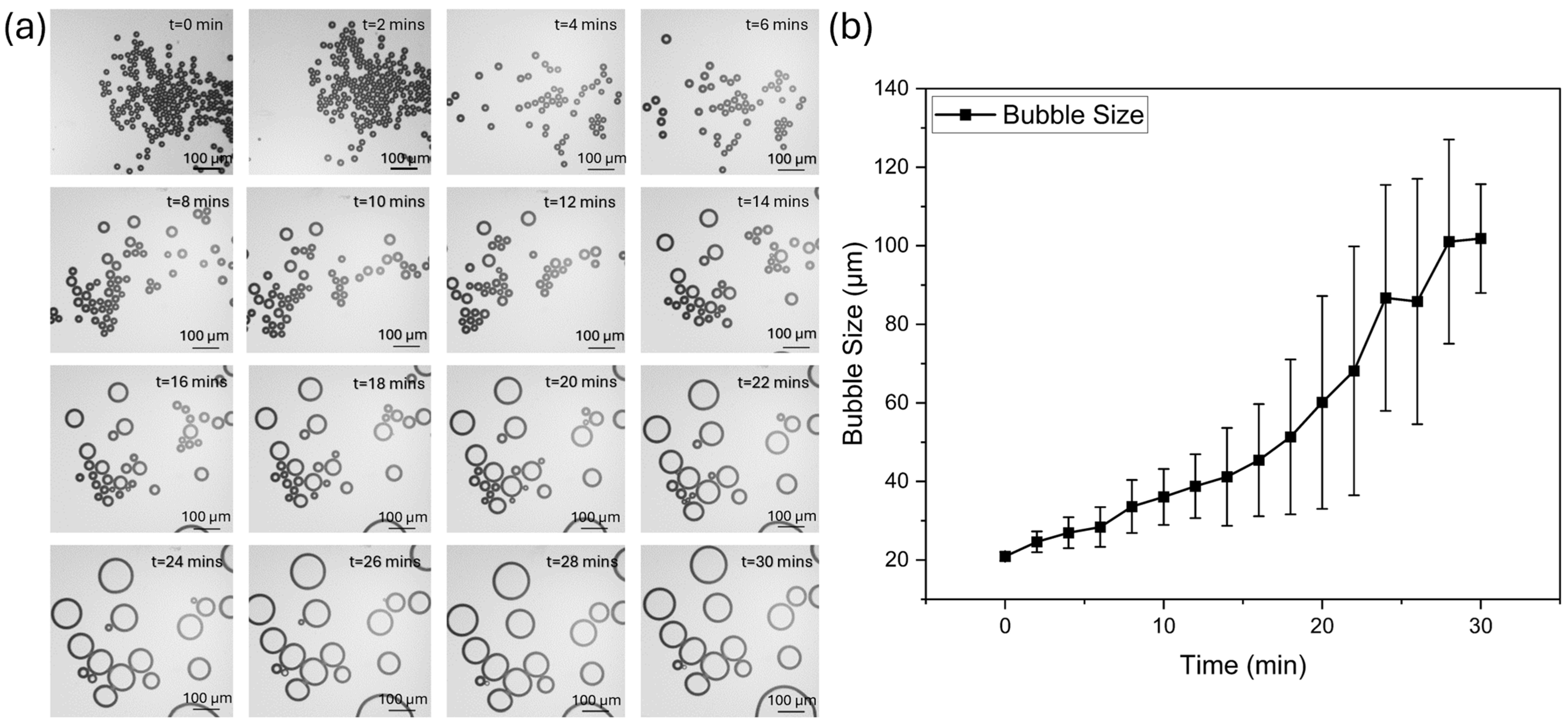
3.6. Effect of Time on Bubble Size
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Navarro-Becerra, J.A.; Borden, M.A. Targeted Microbubbles for Drug, Gene, and Cell Delivery in Therapy and Immunotherapy. Pharmaceutics 2023, 15, 1625. [Google Scholar] [CrossRef] [PubMed]
- Sormoli, H.A.; Mojra, A.; Heidarinejad, G. A novel gas embolotherapy using microbubbles electrocoalescence for cancer treatment. Comput. Methods Programs Biomed. 2024, 244, 107953. [Google Scholar] [CrossRef] [PubMed]
- Mardanpour, M.M.; Perumal, A.S.; Mahmoodi, Z.; Baassiri, K.; Montiel-Rubies, G.; LeDez, K.M.; Nicolau, D.V. Investigation of air bubble behaviour after gas embolism events induced in a microfluidic network mimicking microvasculature. Lab Chip 2024, 24, 2518–2536. [Google Scholar] [CrossRef] [PubMed]
- Frinking, P.; Segers, T.; Luan, Y.; Tranquart, F. Three Decades of Ultrasound Contrast Agents: A Review of the Past, Present and Future Improvements. Ultrasound Med. Biol. 2020, 46, 892–908. [Google Scholar] [CrossRef]
- Yeh, C.-K.; Kang, S.-T. Ultrasound microbubble contrast agents for diagnostic and therapeutic applications: Current status and future design. Biomed. J. 2012, 35, 125. [Google Scholar] [CrossRef]
- Khuntia, S.; Majumder, S.K.; Ghosh, P. Microbubble-aided water and wastewater purification: A review. Rev. Chem. Eng. 2012, 28, 4–6. [Google Scholar] [CrossRef]
- Lu, J.; Jones, O.G.; Yan, W.; Corvalan, C.M. Microbubbles in Food Technology. Annu. Rev. Food Sci. Technol. 2023, 14, 495–515. [Google Scholar] [CrossRef]
- Ye, L.; Zhu, X.; Wei, X.; Wu, S. Damage characteristics and surface description of near-wall materials subjected to ultrasonic cavitation. Ultrason. Sonochem. 2020, 67, 105175. [Google Scholar] [CrossRef]
- Sreedhar, B.K.; Albert, S.K.; Pandit, A.B. Cavitation damage: Theory and measurements—A review. Wear 2017, 372, 177–196. [Google Scholar] [CrossRef]
- Hofmann, J.; Thiébaut, C.; Riondet, M.; Lhuissier, P.; Gaudion, S.; Fivel, M. Comparison of acoustic and hydrodynamic cavitation: Material point of view. Phys. Fluids 2023, 35, 017112. [Google Scholar] [CrossRef]
- Stride, E.; Edirisinghe, M. Novel microbubble preparation technologies. Soft Matter 2008, 4, 2350. [Google Scholar] [CrossRef]
- Grinstaff, M.W.; Suslick, K.S. Air-filled proteinaceous microbubbles: Synthesis of an echo-contrast agent. Proc. Natl. Acad. Sci. USA 1991, 88, 7708–7710. [Google Scholar] [CrossRef] [PubMed]
- Lensen, D.; Vriezema, D.M.; Van Hest, J.C.M. Polymeric Microcapsules for Synthetic Applications. Macromol. Biosci. 2008, 8, 991–1005. [Google Scholar] [CrossRef]
- Thomson, L.M.; Polizzotti, B.D.; McGowan, F.X.; Kheir, J.N. Manufacture of Concentrated, Lipid-based Oxygen Microbubble Emulsions by High Shear Homogenization and Serial Concentration. JoVE 2014, 87, 51467. [Google Scholar] [CrossRef]
- Vandergraaf, S.; Schroen, C.; Boom, R. Preparation of double emulsions by membrane emulsification? A review. J. Membr. Sci. 2005, 251, 7–15. [Google Scholar] [CrossRef]
- Nazir, A.; Vladisavljević, G.T. Droplet breakup mechanisms in premix membrane emulsification and related microfluidic channels. Adv. Colloid Interface Sci. 2021, 290, 102393. [Google Scholar] [CrossRef]
- Kukizaki, M.; Goto, M. Spontaneous formation behavior of uniform-sized microbubbles from Shirasu porous glass (SPG) membranes in the absence of water-phase flow. Colloids Surf. A Physicochem. Eng. Asp. 2007, 296, 174–181. [Google Scholar] [CrossRef]
- Akbari, S.; Pirbodaghi, T.; Kamm, R.D.; Hammond, P.T. A versatile microfluidic device for high throughput production of microparticles and cell microencapsulation. Lab Chip 2017, 17, 2067–2075. [Google Scholar] [CrossRef]
- Lin, H.; Chen, J.; Chen, C. A novel technology: Microfluidic devices for microbubble ultrasound contrast agent generation. Med. Biol. Eng. Comput. 2016, 54, 1317–1330. [Google Scholar] [CrossRef]
- Zimmerman, W.B.; Tesar, V.; Butler, S.; Bandulasena, H.C. Microbubble generation. Recent Pat. Eng. 2022, 2, 1–8. [Google Scholar] [CrossRef]
- Xu, H.; Wang, T.; Che, Z. Flow in fuel nozzles under cavitation and flash-boiling conditions. AIP Adv. 2022, 12, 055218. [Google Scholar] [CrossRef]
- Luo, Y.; Zang, J.; Zheng, H. Flow Field and Gas Field Distribution of Non-Submerged Cavitation Water Jet Based on Dual-Nozzle with Concentric Configuration. Water 2023, 15, 2904. [Google Scholar] [CrossRef]
- Brennen, C.E. Cavitation and Bubble Dynamics; Oxford Engineering Science Series; Oxford University Press: New York, NY, USA, 1995; No. 44. [Google Scholar]
- Zhu, P.; Wang, L. Passive and active droplet generation with microfluidics: A review. Lab Chip 2017, 17, 34–75. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Fu, T.; Zhu, C.; Ma, Y.; Li, H.Z. Scaling of the bubble formation in a flow-focusing device: Role of the liquid viscosity. Chem. Eng. Sci. 2014, 105, 213–219. [Google Scholar] [CrossRef]
- Abate, A.R.; Poitzsch, A.; Hwang, Y.; Lee, J.; Czerwinska, J.; Weitz, D.A. Impact of inlet channel geometry on microfluidic drop formation. Phys. Rev. E 2009, 80, 026310. [Google Scholar] [CrossRef]
- Wang, A.-B.; Lin, I.-C.; Hsieh, Y.-W.; Shih, W.-P.; Wu, G.-W. Effective pressure and bubble generation in a microfluidic T-junction. Lab Chip 2011, 11, 3499. [Google Scholar] [CrossRef]
- Sartipzadeh, O.; Naghib, S.M.; Seyfoori, A.; Rahmanian, M.; Fateminia, F.S. Controllable size and form of droplets in microfluidic-assisted devices: Effects of channel geometry and fluid velocity on droplet size. Mater. Sci. Eng. C 2020, 109, 110606. [Google Scholar] [CrossRef]
- Stride, E.; Edirisinghe, M. Novel preparation techniques for controlling microbubble uniformity: A comparison. Med. Biol. Eng. Comput. 2009, 47, 883–892. [Google Scholar] [CrossRef]
- Garstecki, P.; Fuerstman, M.J.; Stone, H.A.; Whitesides, G.M. Formation of droplets and bubbles in a microfluidic T-junction—Scaling and mechanism of break-up. Lab Chip 2006, 6, 437. [Google Scholar] [CrossRef]
- Chen, Y.; Sheng, L.; Deng, J.; Luo, G. Geometric Effect on Gas–Liquid Bubbly Flow in Capillary-Embedded T-Junction Microchannels. Ind. Eng. Chem. Res. 2021, 60, 4735–4744. [Google Scholar] [CrossRef]
- Khan, A.H.; Jiang, X.; Kaushik, A.; Nair, H.S.; Edirisinghe, M.; Mercado-Shekhar, K.P.; Shekhar, H.; Dalvi, S.V. Combining Ultrasound and Capillary-Embedded T-Junction Microfluidic Devices to Scale Up the Production of Narrow-Sized Microbubbles through Acoustic Fragmentation. Langmuir 2022, 38, 10288–10304. [Google Scholar] [CrossRef] [PubMed]
- Tan, J.; Li, S.W.; Wang, K.; Luo, G.S. Gas–liquid flow in T-junction microfluidic devices with a new perpendicular rupturing flow route. Chem. Eng. J. 2009, 146, 428–433. [Google Scholar] [CrossRef]
- Sun, L.; Huang, Z.; Zhang, Y.; Zhang, Q.; Ning, H.; Wang, Q. Characterization of microbubble aggregation in a double-T microfluidic chip. AIP Adv. 2024, 14, 025111. [Google Scholar] [CrossRef]
- Hettiarachchi, K.; Talu, E.; Longo, M.L.; Dayton, P.A.; Lee, A.P. On-chip generation of microbubbles as a practical technology for manufacturing contrast agents for ultrasonic imaging. Lab Chip 2007, 7, 463. [Google Scholar] [CrossRef]
- Scott, S.; Ali, Z. Fabrication Methods for Microfluidic Devices: An Overview. Micromachines 2021, 12, 319. [Google Scholar] [CrossRef]
- Behroodi, E.; Latifi, H.; Bagheri, Z.; Ermis, E.; Roshani, S.; Moghaddam, M.S. A combined 3D printing/CNC micro-milling method to fabricate a large-scale microfluidic device with the small size 3D architectures: An application for tumor spheroid production. Sci. Rep. 2020, 10, 22171. [Google Scholar] [CrossRef]
- Ho, C.M.B.; Ng, S.H.; Li, K.H.H.; Yoon, Y.-J. 3D printed microfluidics for biological applications. Lab Chip 2015, 15, 3627–3637. [Google Scholar] [CrossRef]
- Niculescu, A.-G.; Chircov, C.; Bîrcă, A.C.; Grumezescu, A.M. Fabrication and Applications of Microfluidic Devices: A Review. Int. J. Mol. Sci. 2021, 22, 2011. [Google Scholar] [CrossRef]
- Xia, Y.; Rogers, J.A.; Paul, K.E.; Whitesides, G.M. Unconventional Methods for Fabricating and Patterning Nanostructures. Chem. Rev. 1999, 99, 1823–1848. [Google Scholar] [CrossRef]
- Unger, M.A.; Chou, H.-P.; Thorsen, T.; Scherer, A.; Quake, S.R. Monolithic Microfabricated Valves and Pumps by Multilayer Soft Lithography. Science 2000, 288, 113–116. [Google Scholar] [CrossRef]
- Cartwright, J.H.E.; Piro, O. The dynamics of Runge–Kutta methods. Int. J. Bifurc. Chaos 1992, 2, 427–449. [Google Scholar] [CrossRef]
- Sun, L.; Fan, M.; Li, P.; Yu, H.; Zhang, Y.; Xu, J.; Jiang, W.; Qian, S.; Sun, G. Microbubble characteristic in a T-junction microchannel in microfluidic chip. Mol. Phys. 2019, 117, 2535–2545. [Google Scholar] [CrossRef]
- Dhanaliwala, A.H.; Chen, J.L.; Wang, S.; Hossack, J.A. Liquid flooded flow-focusing microfluidic device for in situ generation of monodisperse microbubbles. Microfluid. Nanofluid. 2013, 14, 457–467. [Google Scholar] [CrossRef] [PubMed]
- Gañán-Calvo, A.M.; Gordillo, J.M. Perfectly Monodisperse Microbubbling by Capillary Flow Focusing. Phys. Rev. Lett. 2001, 87, 274501. [Google Scholar] [CrossRef] [PubMed]
- Ogunyinka, O.; Wright, A.; Bolognesi, G.; Iza, F.; Bandulasena, H.C.H. An integrated microfluidic chip for generation and transfer of reactive species using gas plasma. Microfluid. Nanofluid. 2020, 24, 13. [Google Scholar] [CrossRef]
- Pereiro, I.; Khartchenko, A.F.; Petrini, L.; Kaigala, G.V. Nip the bubble in the bud: A guide to avoid gas nucleation in microfluidics. Lab Chip 2019, 19, 2296–2314. [Google Scholar] [CrossRef]
- Manning, G.S. On the thermodynamic stability of bubbles, immiscible droplets, and cavities. Phys. Chem. Chem. Phys. 2020, 22, 17523–17531. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ning, R.; Acree, B.; Wu, M.; Gao, Y. Microfluidic Monodispersed Microbubble Generation for Production of Cavitation Nuclei. Micromachines 2024, 15, 1531. https://doi.org/10.3390/mi15121531
Ning R, Acree B, Wu M, Gao Y. Microfluidic Monodispersed Microbubble Generation for Production of Cavitation Nuclei. Micromachines. 2024; 15(12):1531. https://doi.org/10.3390/mi15121531
Chicago/Turabian StyleNing, Renjie, Blake Acree, Mengren Wu, and Yuan Gao. 2024. "Microfluidic Monodispersed Microbubble Generation for Production of Cavitation Nuclei" Micromachines 15, no. 12: 1531. https://doi.org/10.3390/mi15121531
APA StyleNing, R., Acree, B., Wu, M., & Gao, Y. (2024). Microfluidic Monodispersed Microbubble Generation for Production of Cavitation Nuclei. Micromachines, 15(12), 1531. https://doi.org/10.3390/mi15121531