
Experimental Study on Chemical–Mechanical Synergistic Preparation for Cemented Carbide Insert Cutting Edge

 ,
,
Abstract
:1. Introduction
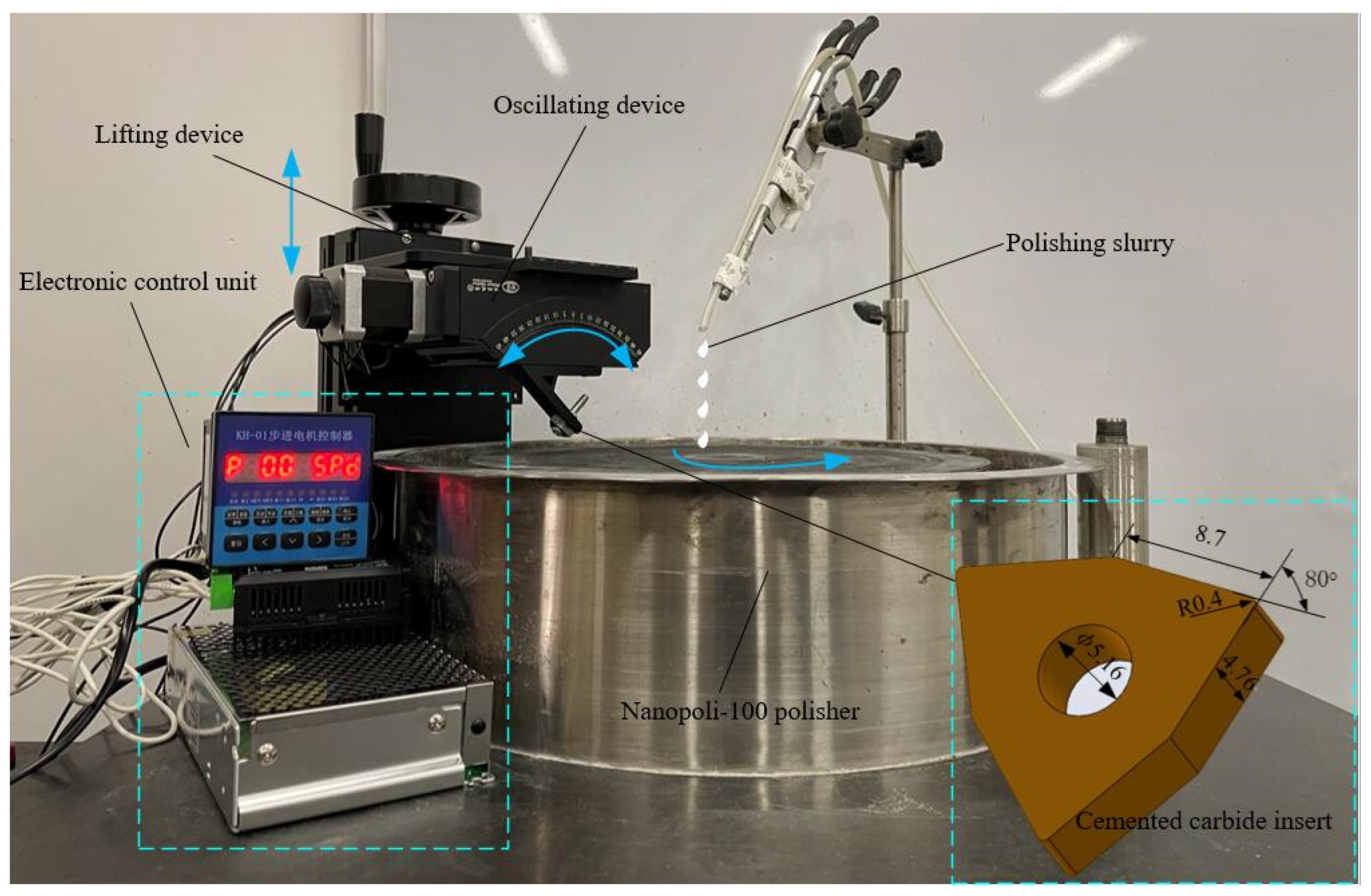
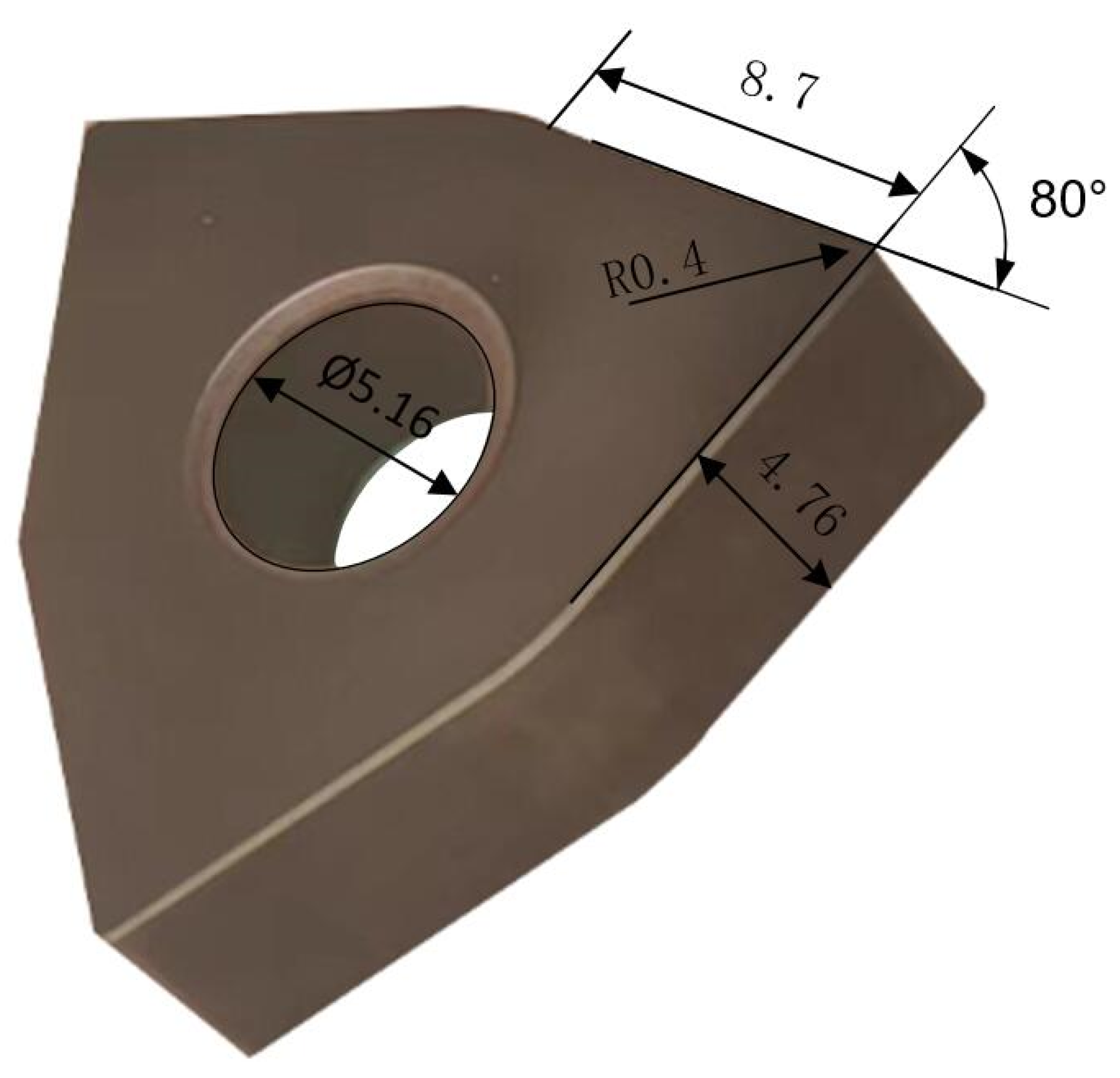
2. Construction of CMSP Platform
3. Methods and Experiments
3.1. The Polishing Slurry Optimization Experiment
3.2. Cutting Edge Preparation Experiment
4. Results and Discussions
4.1. The Optimization of the Polishing Slurry
4.1.1. The Calculation of the S/N Ratio of MRR and Surface Roughness Ra
4.1.2. The Grey Rational Analysis
4.1.3. Fuzzy Inference
4.1.4. The Optimization of Polishing Slurry
4.2. Comprehensive Analysis of CMSP for the Cemented Carbide Insert Edge
5. Conclusions
- A1B3C3D3 is the optimal parameter combination of polishing slurry for cemented carbide inserts. Namely, the best parameter combination of polishing slurry for cemented carbide inserts is with the mass concentration of the abrasive particle of 10 wt%, the mass concentration of the oxidant of 10 wt%, the mass concentration of the dispersant of 2 wt%, and the pH of 8. Compared with the initial parameter combination, A3B3C2D1, the MRR is increased by 163%, and the surface roughness Ra is reduced by 40%.
- The best combination of CMSP parameters for the linear edge and circular edge is determined to be A3B1C2 and A3B1C1, respectively. Namely, the best CMSP process parameter combination for the linear edge is with the polishing plate’s rotational speed of 90 rpm, the swing angle of 6°, and the input frequency of the controller of 5000 Hz, and the optimum CMSP process parameter combination for the circular edge is with the polishing plate’s rotational speed of 90 rpm, the swing angle of 6°, and the input frequency of the controller of 7000 Hz.
- The polishing plate’s rotational speed plays a predominant role in linear edge and circular edge preparation, followed by the swing angle and the input frequency of the controller.
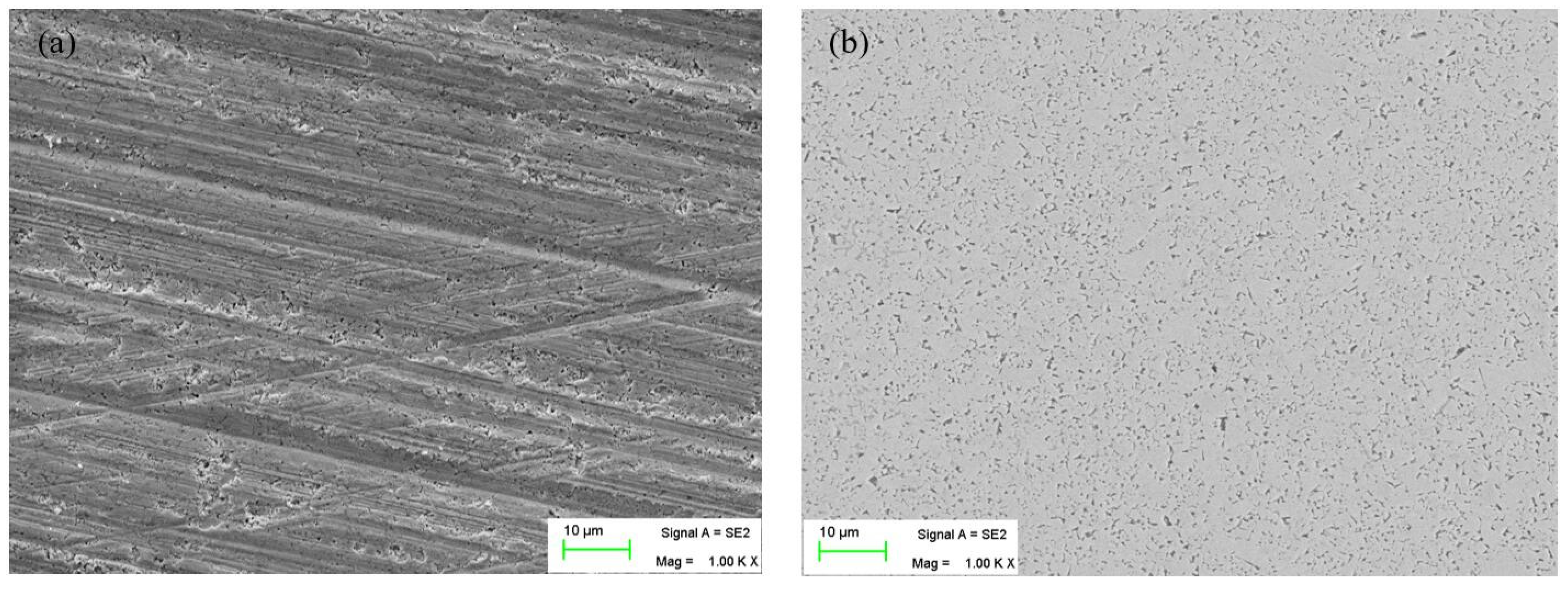
- The CMSP method can not only achieve cutting edge preparation, but also improve the surface quality of the cemented carbide insert cutting edge. In the future, extensive research is required to elucidate the material removal mechanism of CMSP for the cemented carbide insert cutting edge.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schneider, F.; Das, J.; Kirsch, B.; Linke, B.; Aurich, J.C. Sustainability in ultra precision and micro machining: A review. Int. J. Precis. Eng. Manuf.—Green Technol. 2019, 6, 601–610. [Google Scholar] [CrossRef]
- Qu, S.; Yao, P.; Gong, Y.; Chu, D.; Yang, Y.; Li, C.; Wang, Z.; Zhang, X.; Hou, Y. Environmentally friendly grinding of C/SiCs using carbon nanofluid minimum quantity lubrication technology. J. Clean. Prod. 2022, 36, 132898. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tools Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Denkena, B.; Köhler, J.; Ventura, C.E.H. Customized cutting edge preparation by means of grinding. Precis. Eng. 2013, 37, 590–598. [Google Scholar] [CrossRef]
- Denkena, B.; de Leon, L.; Bassett, E.; Rehe, M. Cutting edge preparation by means of abrasive brushing. Key Eng. Mater. 2010, 438, 1–7. [Google Scholar] [CrossRef]
- Yussefian, N.Z.; Koshy, P.; Buchholz, S.; Klocke, F. Electro-erosion edge honing of cutting tools. CIRP Ann. 2010, 59, 215–218. [Google Scholar] [CrossRef]
- Zhang, S.; Zou, B.; Liu, Y.; Wang, Y.; Huang, C.; Liu, Z. Edge passivation and quality of carbide cutting inserts treated by wet micro-abrasive blasting. Int. J. Adv. Manuf. Technol. 2018, 96, 2307–2318. [Google Scholar] [CrossRef]
- Wang, W.; Biermann, D.; Aßmuth, R.; Arif, A.F.M.; Veldhuis, S.C. Effects on tool performance of cutting edge prepared by pressurized air wet abrasive jet machining (PAWAJM). J. Mater. Process. Technol. 2020, 277, 116456. [Google Scholar] [CrossRef]
- Wang, W.; Saifullah, M.K.; Aßmuth, R.; Biermann, D.; Arif, A.F.M.; Veldhuis, S.C. Effect of edge preparation technologies on cutting edge properties and tool performance. Int. J. Adv. Manuf. Technol. 2020, 106, 1823–1838. [Google Scholar] [CrossRef]
- Zimmermann, M.; Kirsch, B.; Kang, Y.; Herrmann, T.; Aurich, J.C. Influence of the laser parameters on the cutting edge preparation and the performance of cemented carbide indexable inserts. J. Manuf. Process. 2020, 58, 845–856. [Google Scholar] [CrossRef]
- Lyu, B.; Ke, M.; Fu, L.; Duan, S.; Shao, Q.; Zhou, Y.; Yuan, J. Experimental study on the brush tool–assisted shear-thickening polishing of cemented carbide insert. Int. J. Adv. Manuf. Technol. 2021, 115, 2491–2504. [Google Scholar] [CrossRef]
- Shao, L.; Zhou, Y.; Fang, W.; Wang, J.; Wang, X.; Deng, Q.; Lyu, B. Preparation of cemented carbide insert cutting edge by flexible fiber-assisted shear thickening polishing method. Micromachines 2022, 13, 1631. [Google Scholar] [CrossRef] [PubMed]
- Ali, I.; Roy, S.R.; Shinn, G. Chemical-mechanical polishing of interlayer dielectric: A review. Solid State Technol. 1994, 37, 63–68. [Google Scholar]
- Malik, F.; Hasan, M. Manufacturability of the CMP process. Thin Solid Film. 1995, 270, 612–615. [Google Scholar] [CrossRef]
- Hu, Z.; Qin, C.; Chen, X.; Tang, A.; Fang, T.; Yang, Z.; Mao, M. Chemical–mechanical polishing of cemented carbide insert surface for extended tool life in turning of GH4169 nickel-based superalloy. Int. J. Precis. Eng. Manuf. 2020, 21, 1421–1435. [Google Scholar] [CrossRef]
- Hu, Z.; Qin, C.; Chen, Z.C.; Yang, Z.; Fang, T.; Mao, M. Experimental study of chemical mechanical polishing of the final surfaces of cemented carbide inserts for effective cutting austenitic stainless steel. Int. J. Adv. Manuf. Technol. 2018, 95, 4129–4140. [Google Scholar] [CrossRef]
- Qin, C.; Hu, Z.; Tang, A.; Yang, Z.; Luo, S. An efficient material removal rate prediction model for cemented carbide inserts chemical mechanical polishing. Wear 2020, 452, 203293. [Google Scholar] [CrossRef]
- Seo, J.; Paik, U. Preparation and characterization of slurry for chemical mechanical planarization (CMP). In Advances in Chemical Mechanical Planarization; CMP: Augusta, ME, USA, 2016; pp. 273–298. [Google Scholar]
- Singh, B.P.; Menchavez, R.; Takai, C.; Fuji, M.; Takahashi, M. Stability of dispersions of colloidal alumina particles in aqueous suspensions. J. Colloid Interface Sci. 2005, 291, 181–186. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | A, The Mass Concentration of Abrasive Particle (wt%) | B, The Mass Concentration of Oxidant (wt%) | C, The Mass Concentration of Dispersant (wt%) | D, pH |
|---|---|---|---|---|
| 1 | 10 | 6 | 4 | 11 |
| 2 | 10 | 8 | 3 | 9.5 |
| 3 | 10 | 10 | 2 | 8 |
| 4 | 8 | 6 | 3 | 8 |
| 5 | 8 | 8 | 2 | 11 |
| 6 | 8 | 10 | 4 | 9.5 |
| 7 | 6 | 6 | 2 | 9.5 |
| 8 | 6 | 8 | 4 | 8 |
| 9 | 6 | 10 | 3 | 11 |
| Parameter | Value |
|---|---|
| Polishing pressure (kPa) | 94.99 |
| Polishing plate’s rotational speed (rpm) | 70 |
| Polishing time (min) | 30 |
| The flow rate of polishing slurry (mL/min) | 6 |
| Polishing slurry temperature (°C) | 25 |
| No. | A, Polishing Plate’s Rotating Speed (rpm) | B, Swing Angle (°) | C, Input Frequency of the Controller (Hz) |
|---|---|---|---|
| 1 | 30 | 6 | 7000 |
| 2 | 30 | 4 | 5000 |
| 3 | 30 | 2 | 3000 |
| 4 | 60 | 6 | 5000 |
| 5 | 60 | 4 | 3000 |
| 6 | 60 | 2 | 7000 |
| 7 | 90 | 6 | 3000 |
| 8 | 90 | 4 | 7000 |
| 9 | 90 | 2 | 5000 |
| Parameters | Value |
|---|---|
| Polishing pressure (N) | 5.5 (Linear cutting edge), 6 (Circular cutting edge) |
| Polishing slurry flow rate (mL/min) | 4 |
| Polishing slurry temperature (°C) | 25 |
| Preparation time (min) | 5 |
| No. | A, The Mass Concentration of Abrasive Particle (wt%) | B, The Mass Concentration of Oxidant (wt%) | C, The Mass Concentration of Dispersant (wt%) | D, pH | MRR (nm/min) | Surface Roughness Ra (nm) |
|---|---|---|---|---|---|---|
| 1 | 10 | 6 | 4 | 11 | 66.85 | 47.33 |
| 2 | 10 | 8 | 3 | 9.5 | 74.81 | 47.5 |
| 3 | 10 | 10 | 2 | 8 | 79.58 | 27.83 |
| 4 | 8 | 6 | 3 | 8 | 39.79 | 31.5 |
| 5 | 8 | 8 | 2 | 11 | 55.71 | 27.33 |
| 6 | 8 | 10 | 4 | 9.5 | 57.3 | 35.5 |
| 7 | 6 | 6 | 2 | 9.5 | 41.38 | 40.17 |
| 8 | 6 | 8 | 4 | 8 | 50.93 | 41.33 |
| 9 | 6 | 10 | 3 | 11 | 30.24 | 46.5 |
| No. | S/N Ratio of the MRR (dB) | S/N Ratio of the Surface Roughness Ra (dB) |
|---|---|---|
| 1 | 36.5020 | −33.5033 |
| 2 | 37.4791 | −33.5339 |
| 3 | 38.0165 | −28.8912 |
| 4 | 31.9959 | −29.9662 |
| 5 | 34.9185 | −28.7337 |
| 6 | 35.1631 | −31.0046 |
| 7 | 32.3364 | −32.0774 |
| 8 | 34.1402 | −32.3259 |
| 9 | 29.6122 | −33.3491 |
| No. | MRR | Surface Roughness Ra |
|---|---|---|
| 1 | 0.8198 | 0.0064 |
| 2 | 0.9361 | 0 |
| 3 | 1 | 0.96702 |
| 4 | 0.2836 | 0.7432 |
| 5 | 0.6314 | 1 |
| 6 | 0.6605 | 0.5269 |
| 7 | 0.3241 | 0.3034 |
| 8 | 0.5388 | 0.2516 |
| 9 | 0 | 0.0385 |
| No. | MRR | Surface Roughness Ra |
|---|---|---|
| 1 | 0.7351 | 0.3348 |
| 2 | 0.8866 | 0.3333 |
| 3 | 1.0000 | 0.9384 |
| 4 | 0.4111 | 0.6607 |
| 5 | 0.5756 | 1.0000 |
| 6 | 0.5956 | 0.5138 |
| 7 | 0.4252 | 0.4179 |
| 8 | 0.5202 | 0.4005 |
| 9 | 0.3333 | 0.3421 |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| MPCI | 0.524 | 0.580 | 0.864 | 0.532 | 0.754 | 0.559 | 0.443 | 0.454 | 0.392 |
| No. | A, Polishing Plate’s Rotational Speed (rpm) | B, Swing Angle (°) | C, Input Frequency of the Controller (Hz) | Linear Edge Radius (μm) | Circular Edge Radius (μm) |
|---|---|---|---|---|---|
| 1 | 30 | 6 | 7000 | 46.895 | 70.619 |
| 2 | 30 | 4 | 5000 | 34.508 | 54.862 |
| 3 | 30 | 2 | 3000 | 33.011 | 49.780 |
| 4 | 60 | 6 | 5000 | 71.259 | 80.616 |
| 5 | 60 | 4 | 3000 | 41.822 | 57.024 |
| 6 | 60 | 2 | 7000 | 60.273 | 74.764 |
| 7 | 90 | 6 | 3000 | 67.279 | 78.155 |
| 8 | 90 | 4 | 7000 | 46.938 | 73.451 |
| 9 | 90 | 2 | 5000 | 59.435 | 74.113 |
| No. | A, Polishing Plate’s Rotational Speed (rpm) | B, Swing Angle (°) | C, Input Frequency of the Controller (Hz) | SNR of the Linear Edge Radius (dB) | SNR of the Circular Edge Radius (dB) |
|---|---|---|---|---|---|
| 1 | 30 | 6 | 7000 | 33.423 | 36.978 |
| 2 | 30 | 4 | 5000 | 30.758 | 34.785 |
| 3 | 30 | 2 | 3000 | 30.373 | 33.941 |
| 4 | 60 | 6 | 5000 | 37.057 | 38.128 |
| 5 | 60 | 4 | 3000 | 32.428 | 35.121 |
| 6 | 60 | 2 | 7000 | 35.602 | 37.474 |
| 7 | 90 | 6 | 3000 | 36.558 | 37.859 |
| 8 | 90 | 4 | 7000 | 33.430 | 37.320 |
| 9 | 90 | 2 | 5000 | 35.481 | 37.398 |
| Source | Degree of Freedom | Sum of Squares | Mean Square | F Value | p Value | Contribution (%) |
|---|---|---|---|---|---|---|
| A | 2 | 775.89 | 387.945 | 21.784 | 0.044 | 47.91 |
| B | 2 | 644.679 | 322.34 | 18.1 | 0.052 | 39.42 |
| C | 2 | 88.897 | 44.448 | 2.496 | 0.286 | 3.45 |
| Error | 2 | 35.617 | 17.809 | 9.22 | ||
| Total | 8 | 1545.083 | 100 |
| Source | Degree of Freedom | Sum of Squares | Mean Square | F Value | p Value | Contribution (%) |
|---|---|---|---|---|---|---|
| A | 2 | 455.878 | 227.939 | 73.068 | 0.014 | 44.66 |
| B | 2 | 340.29 | 170.145 | 54.542 | 0.018 | 33.18 |
| C | 2 | 204.399 | 102.199 | 32.761 | 0.03 | 19.68 |
| Error | 2 | 6.239 | 3.12 | 2.48 | ||
| Total | 8 | 1006.806 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, C.; Pan, J.; Guo, L.; Zhang, C.; Chen, W.; Hu, Z.; Jiang, S.; Chen, X.; Mao, M. Experimental Study on Chemical–Mechanical Synergistic Preparation for Cemented Carbide Insert Cutting Edge. Micromachines 2024, 15, 17. https://doi.org/10.3390/mi15010017
Qin C, Pan J, Guo L, Zhang C, Chen W, Hu Z, Jiang S, Chen X, Mao M. Experimental Study on Chemical–Mechanical Synergistic Preparation for Cemented Carbide Insert Cutting Edge. Micromachines. 2024; 15(1):17. https://doi.org/10.3390/mi15010017
Chicago/Turabian StyleQin, Changjiang, Jian Pan, Lei Guo, Chi Zhang, Wanli Chen, Zihua Hu, Shengqiang Jiang, Xiaogao Chen, and Meijiao Mao. 2024. "Experimental Study on Chemical–Mechanical Synergistic Preparation for Cemented Carbide Insert Cutting Edge" Micromachines 15, no. 1: 17. https://doi.org/10.3390/mi15010017
APA StyleQin, C., Pan, J., Guo, L., Zhang, C., Chen, W., Hu, Z., Jiang, S., Chen, X., & Mao, M. (2024). Experimental Study on Chemical–Mechanical Synergistic Preparation for Cemented Carbide Insert Cutting Edge. Micromachines, 15(1), 17. https://doi.org/10.3390/mi15010017