
Effects of Building Directions on Microstructure, Impurity Elements and Mechanical Properties of NiTi Alloys Fabricated by Laser Powder Bed Fusion
Abstract
:1. Introduction
2. Materials and Methods
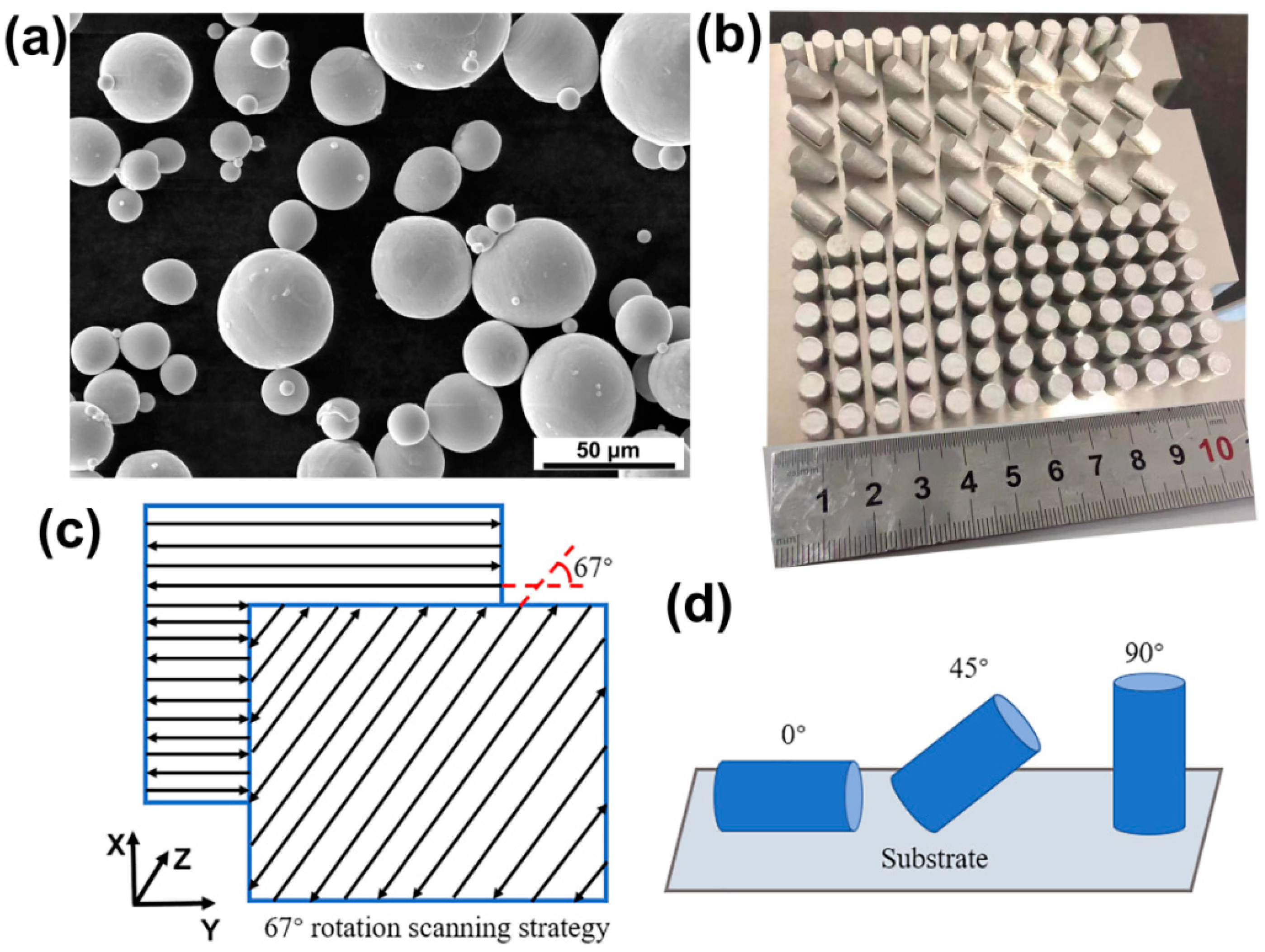
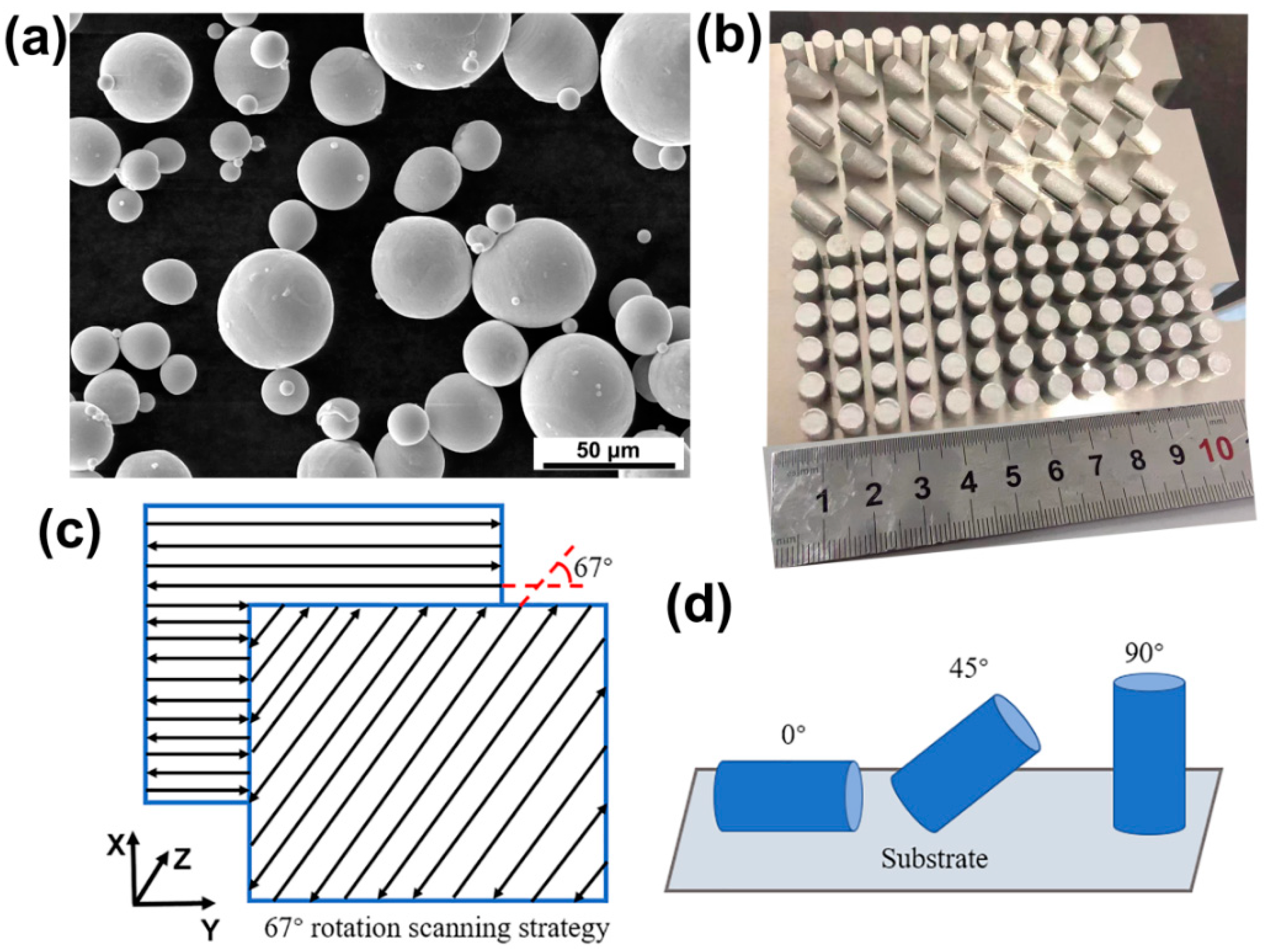
2.1. NiTi Samples Fabrication by LPBF
2.2. Microstructure and Property Characterization
3. Results and Discussion
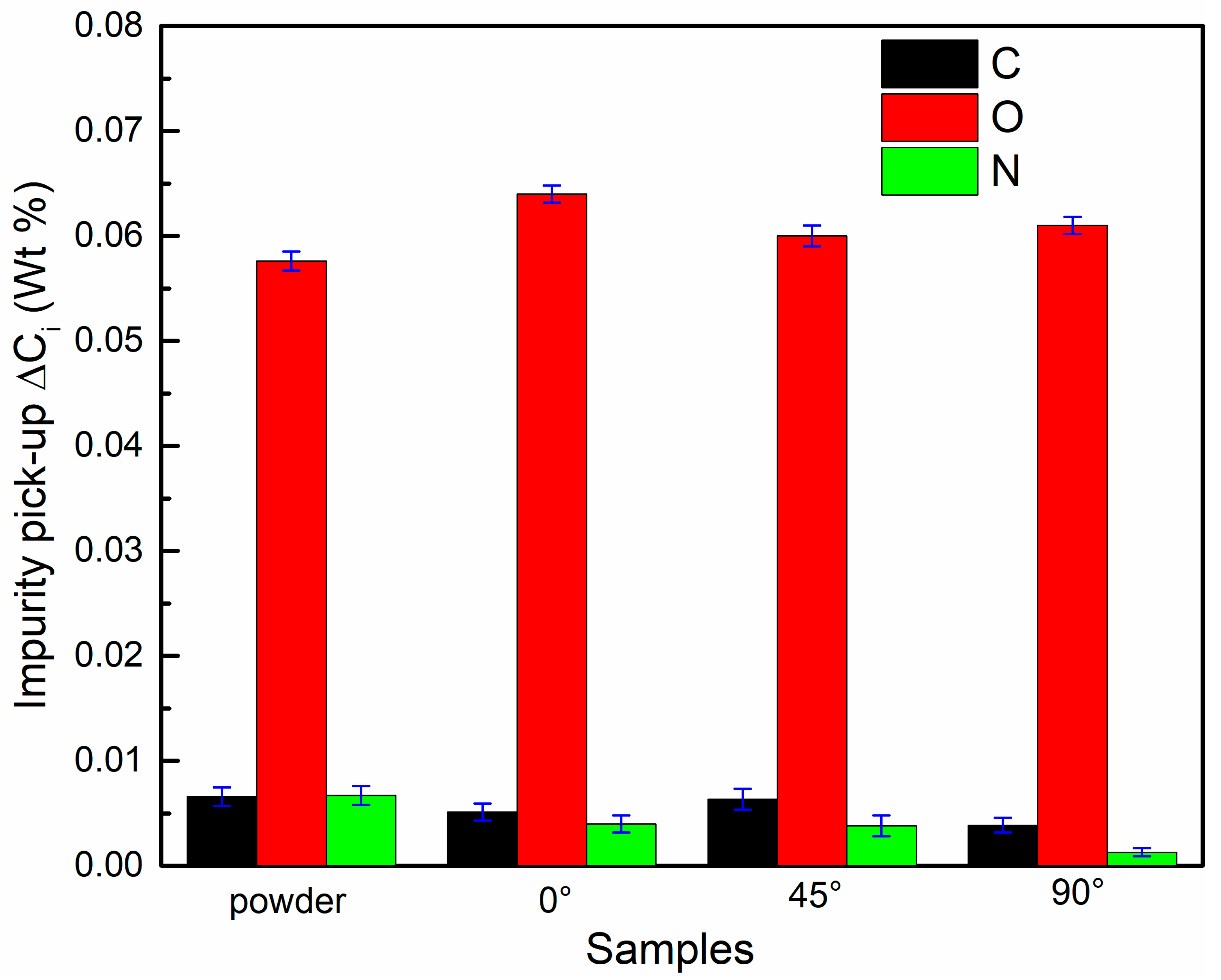
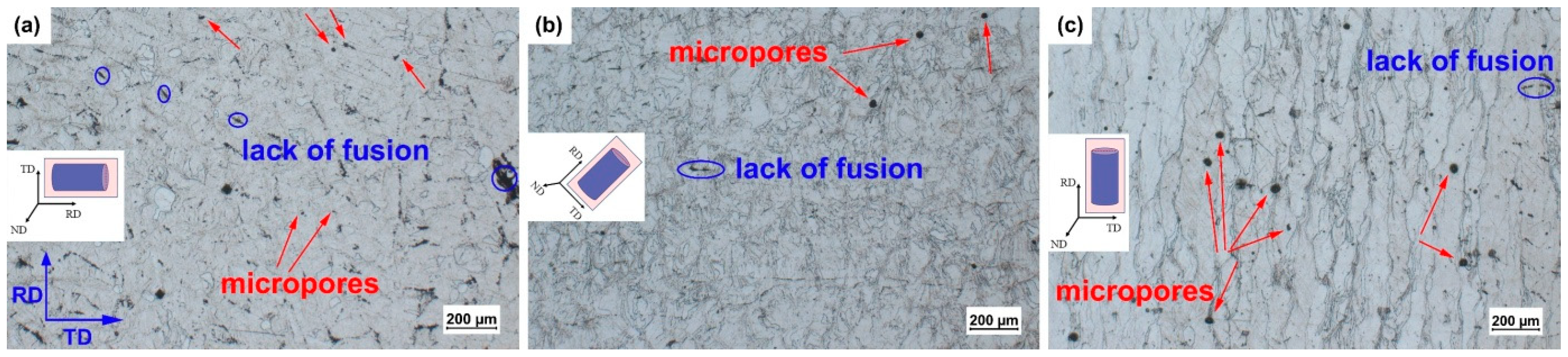
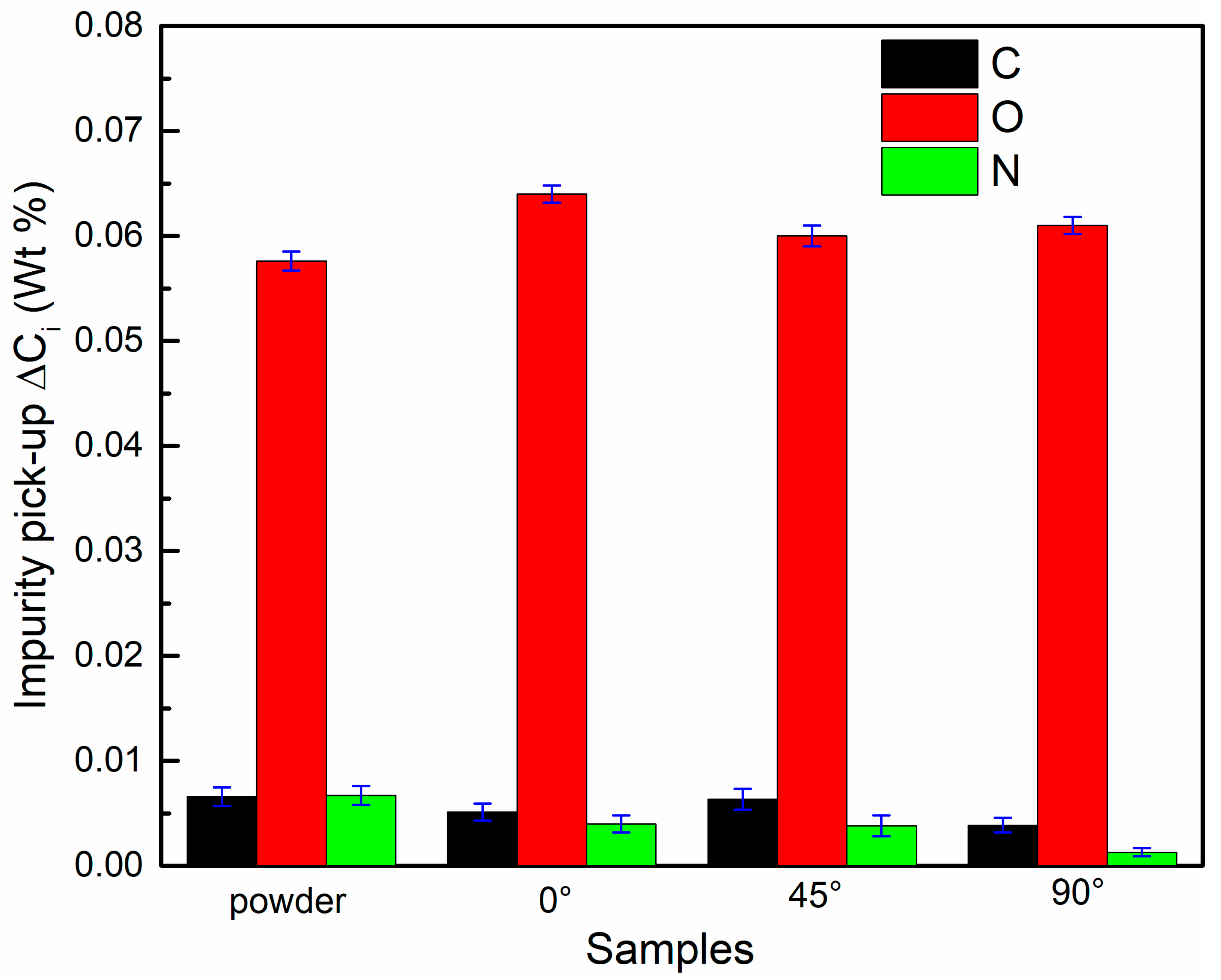
3.1. Defects and Impurities
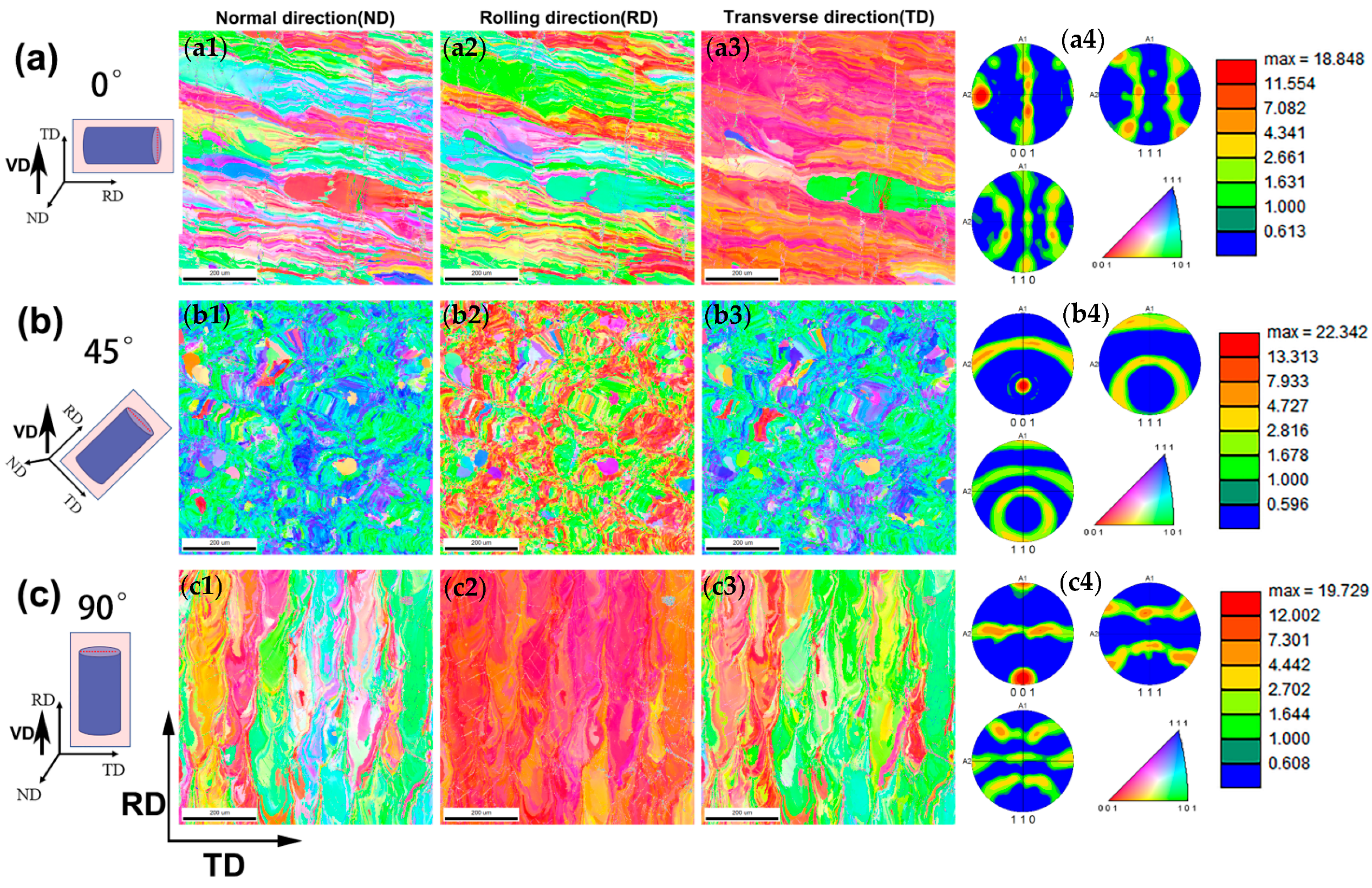
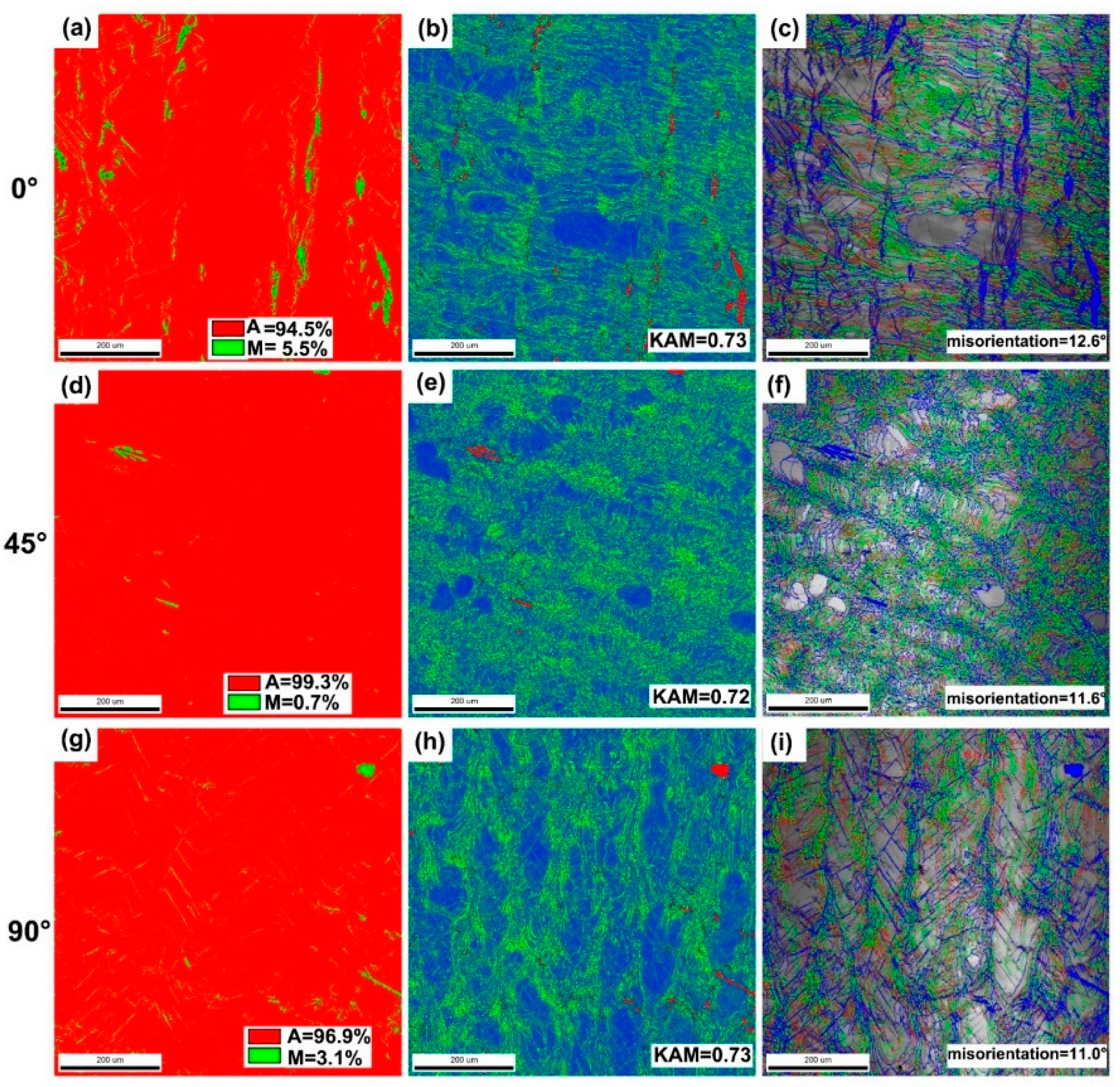
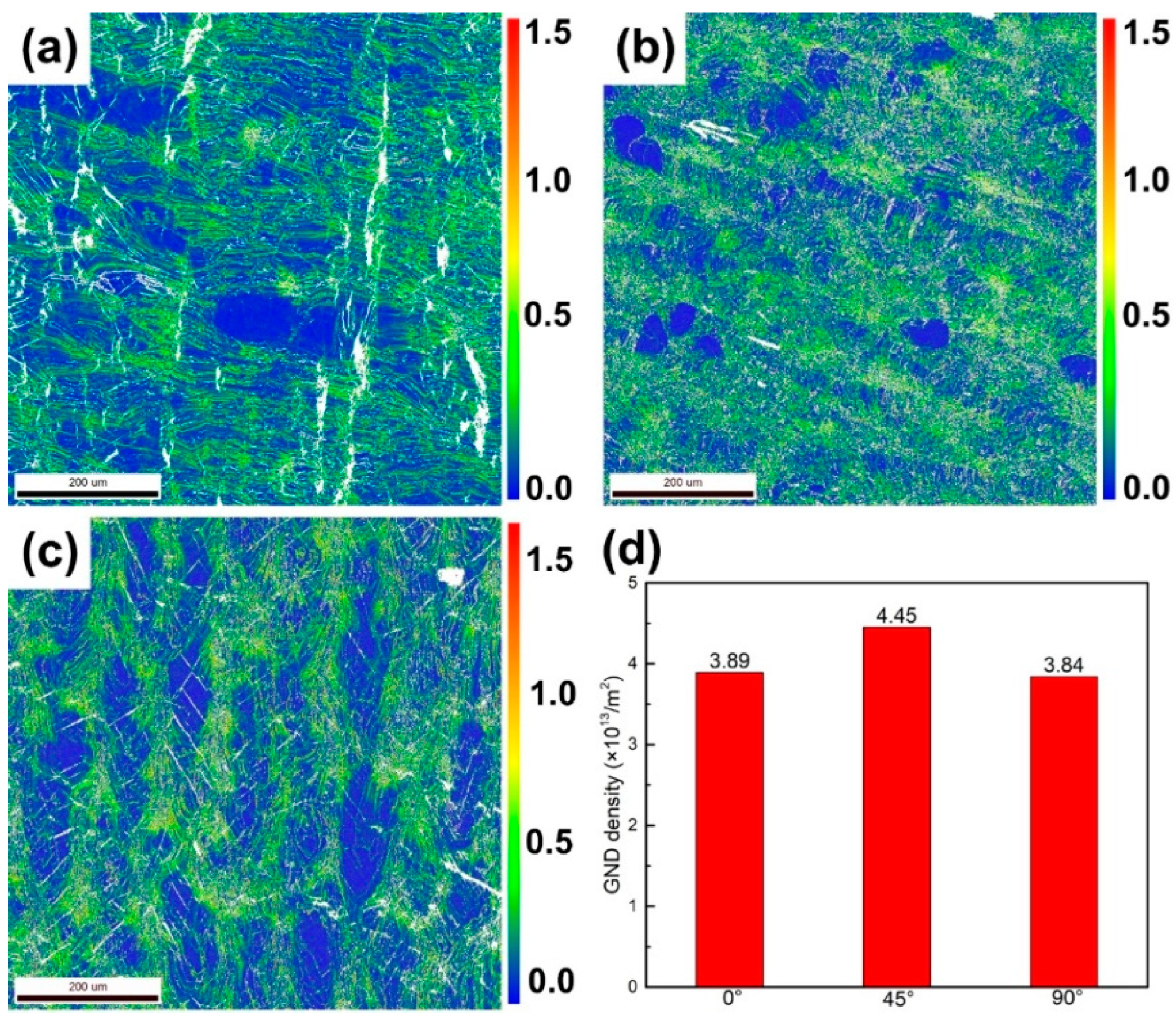
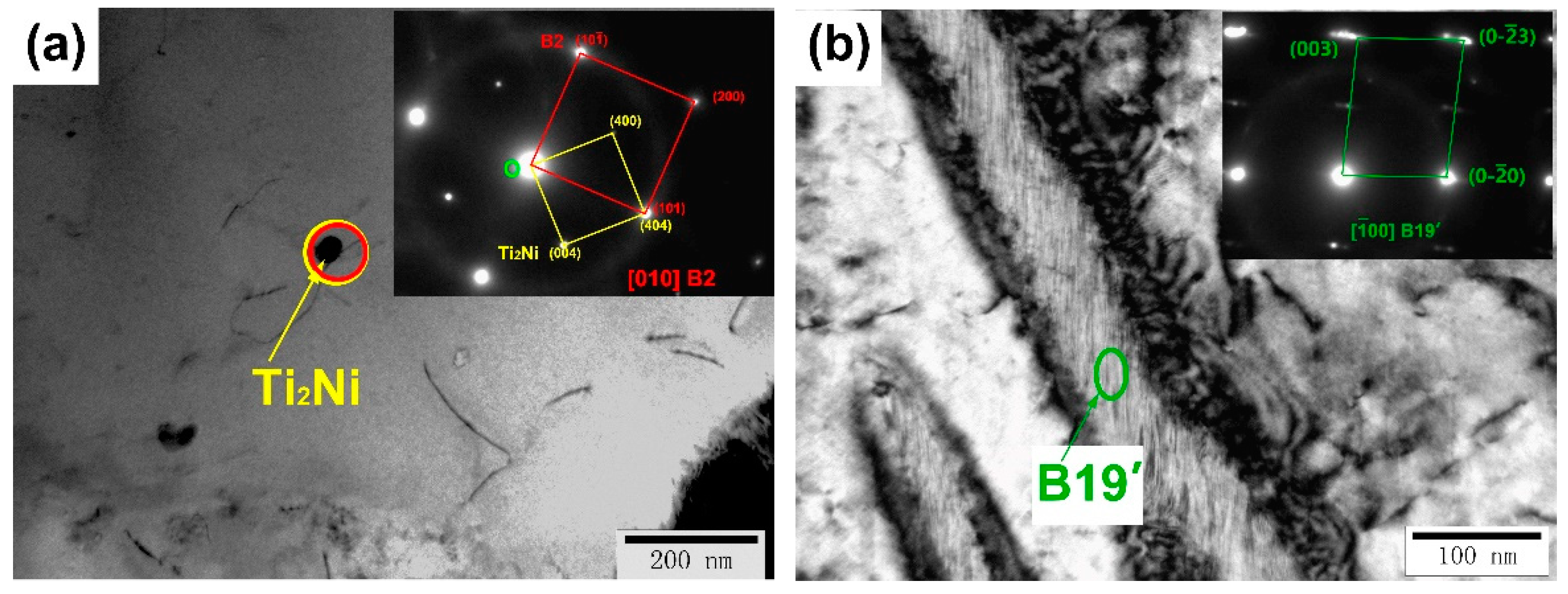
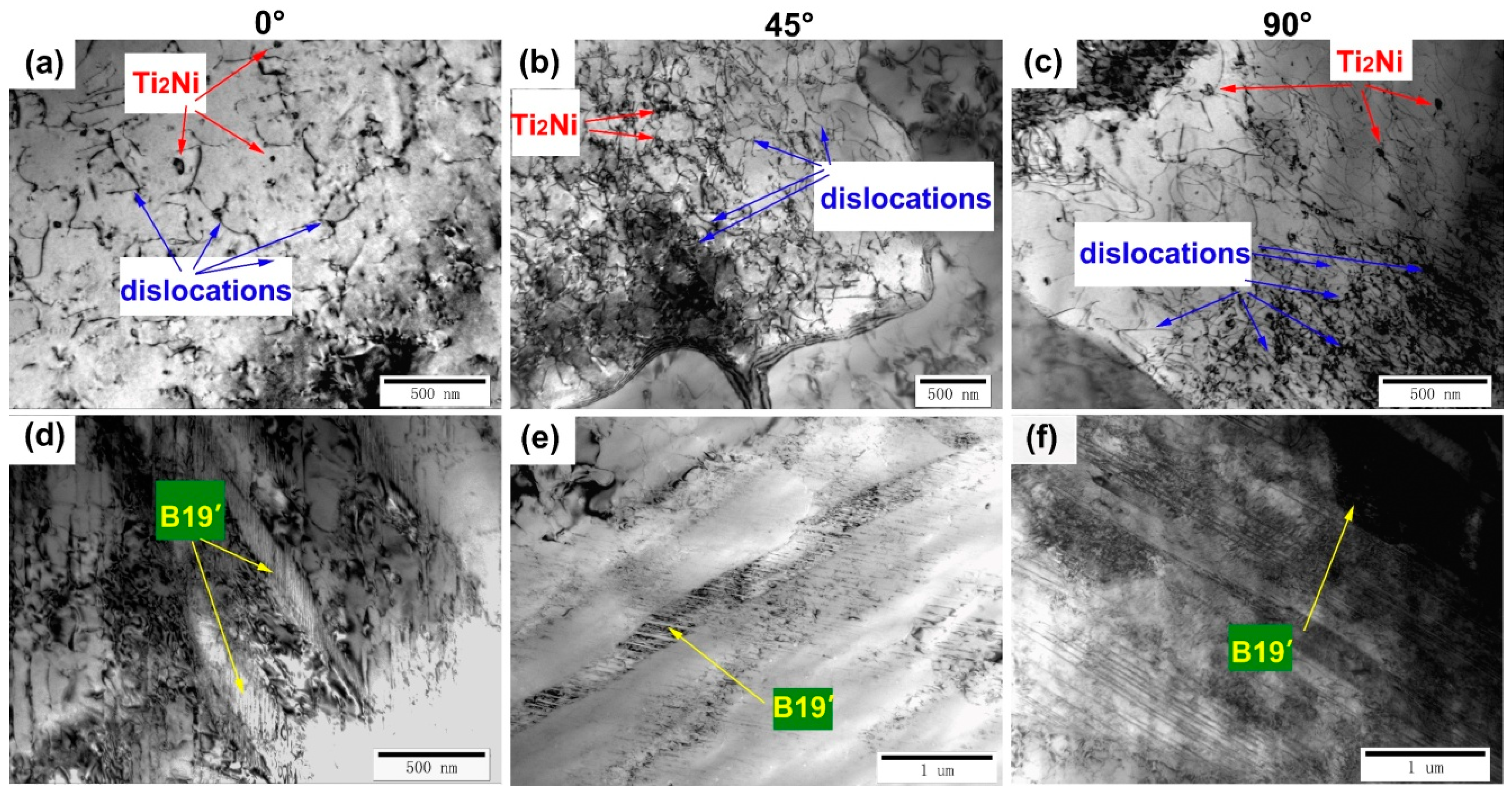
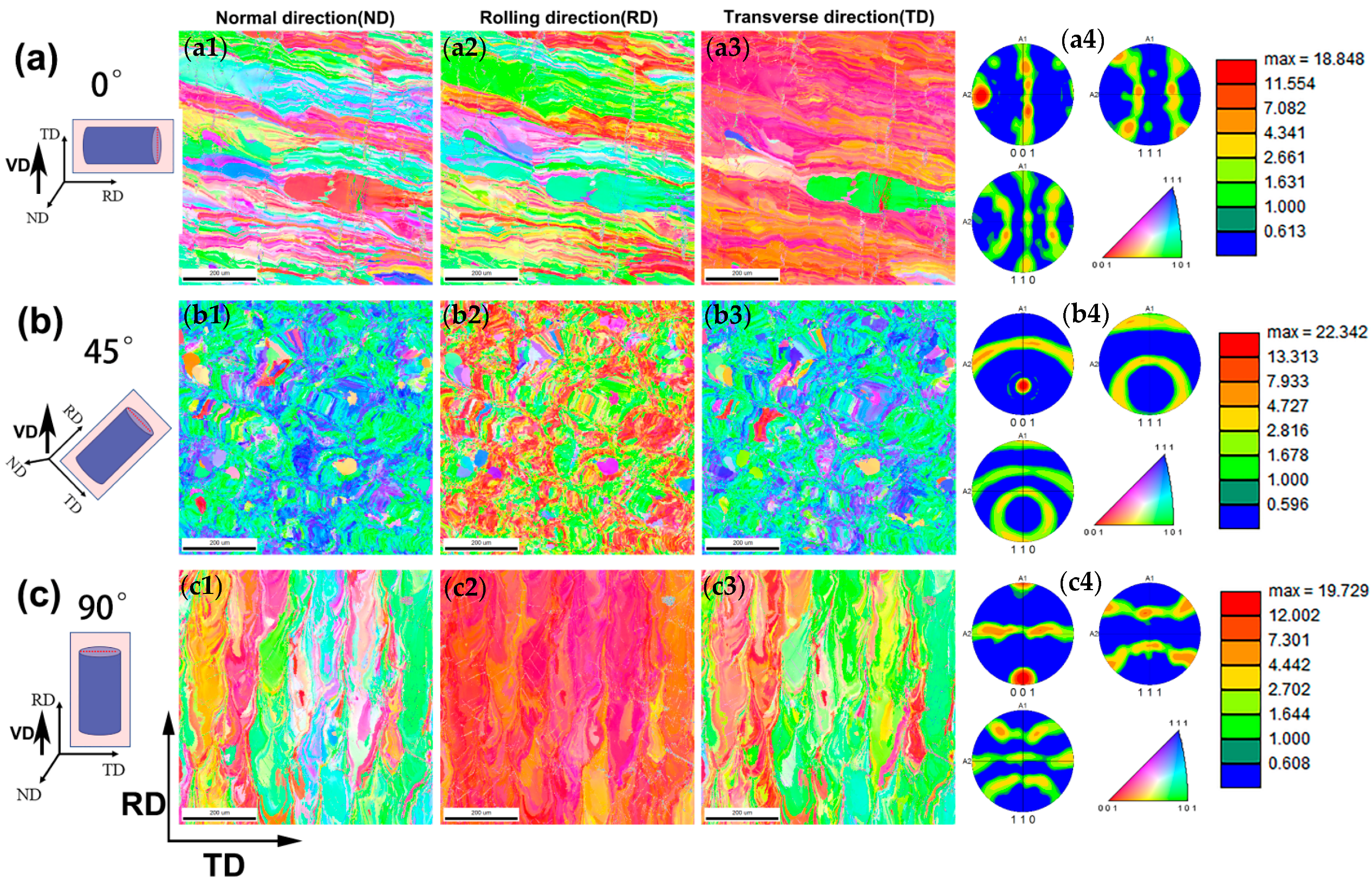
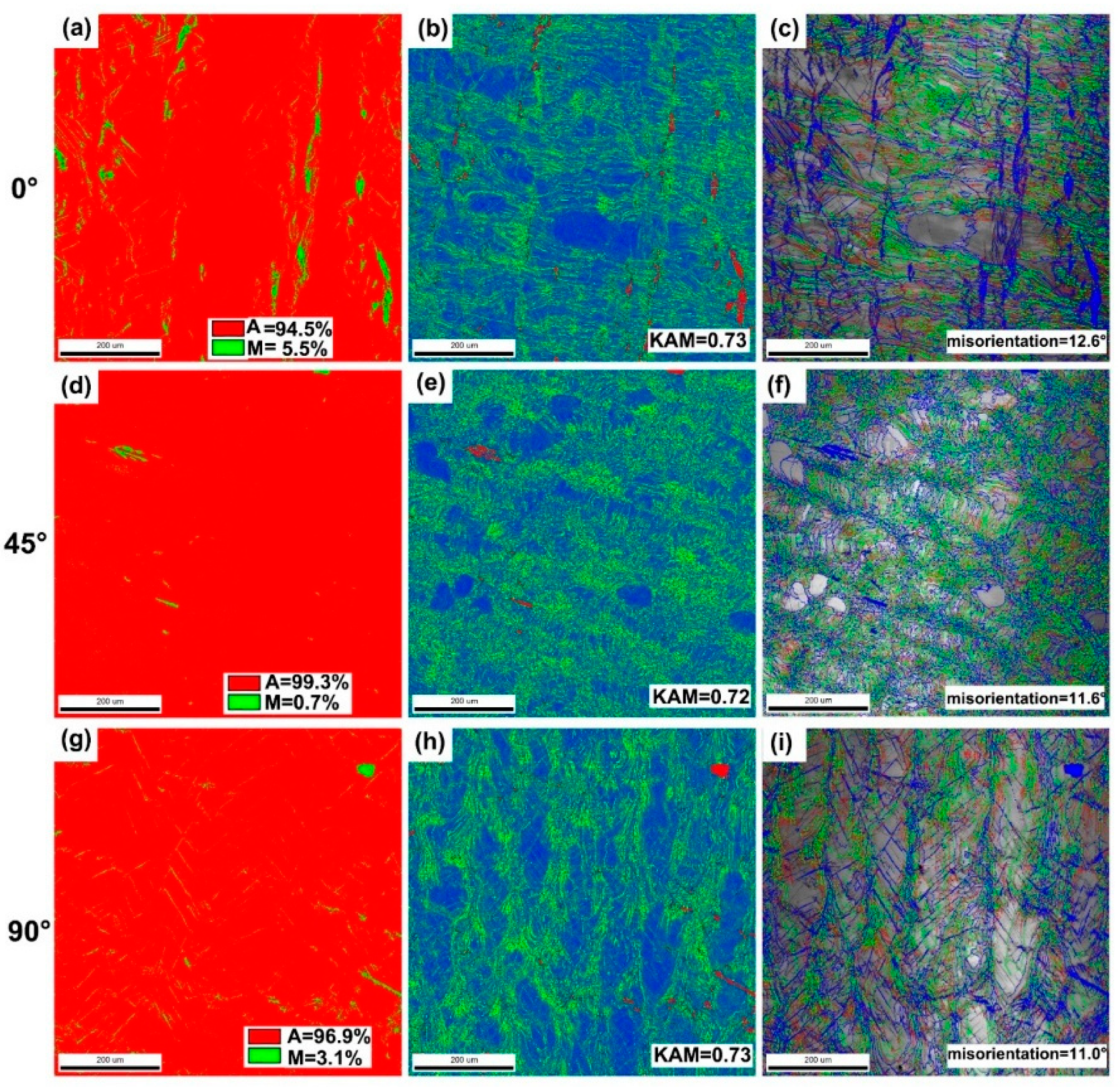
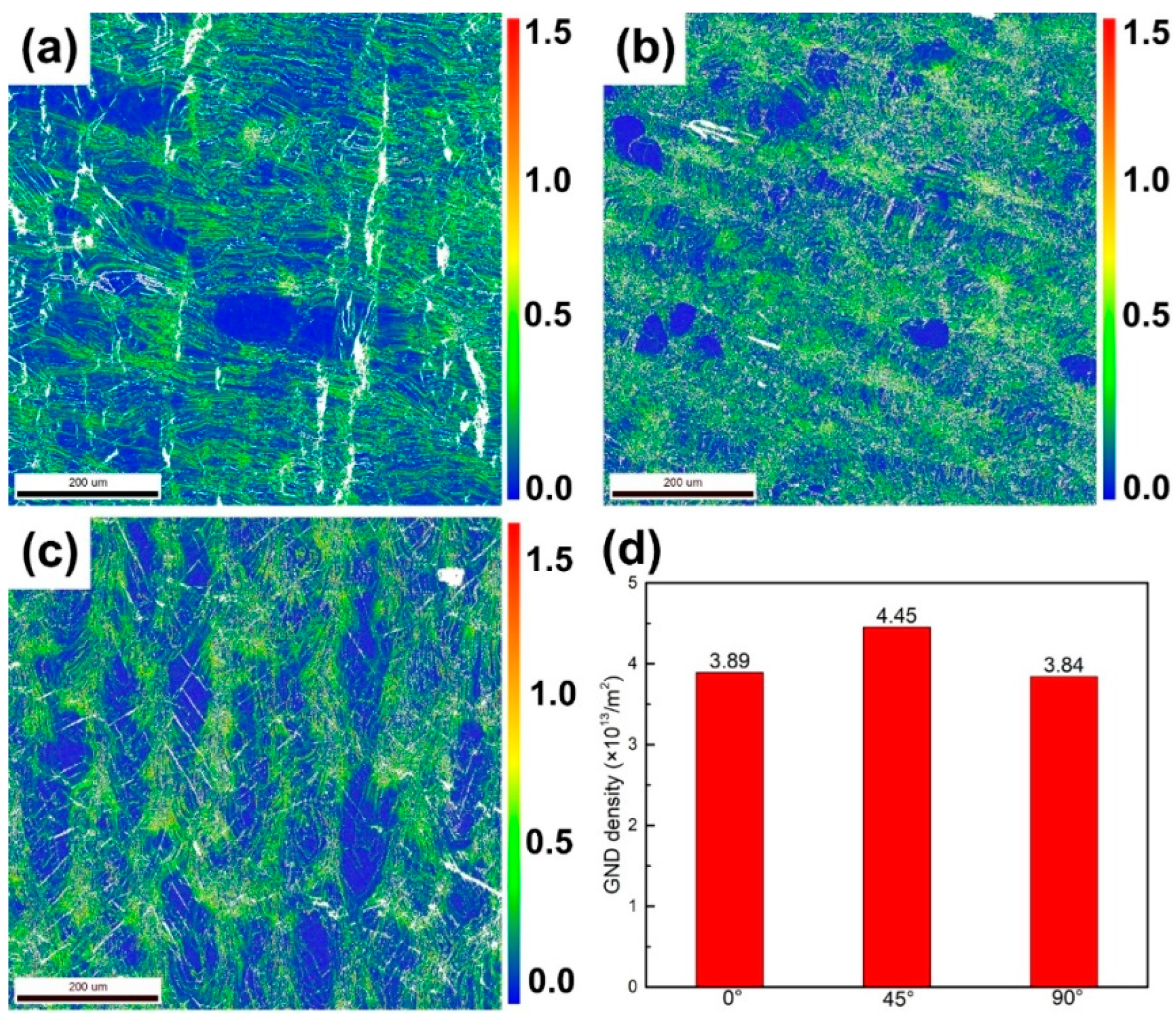
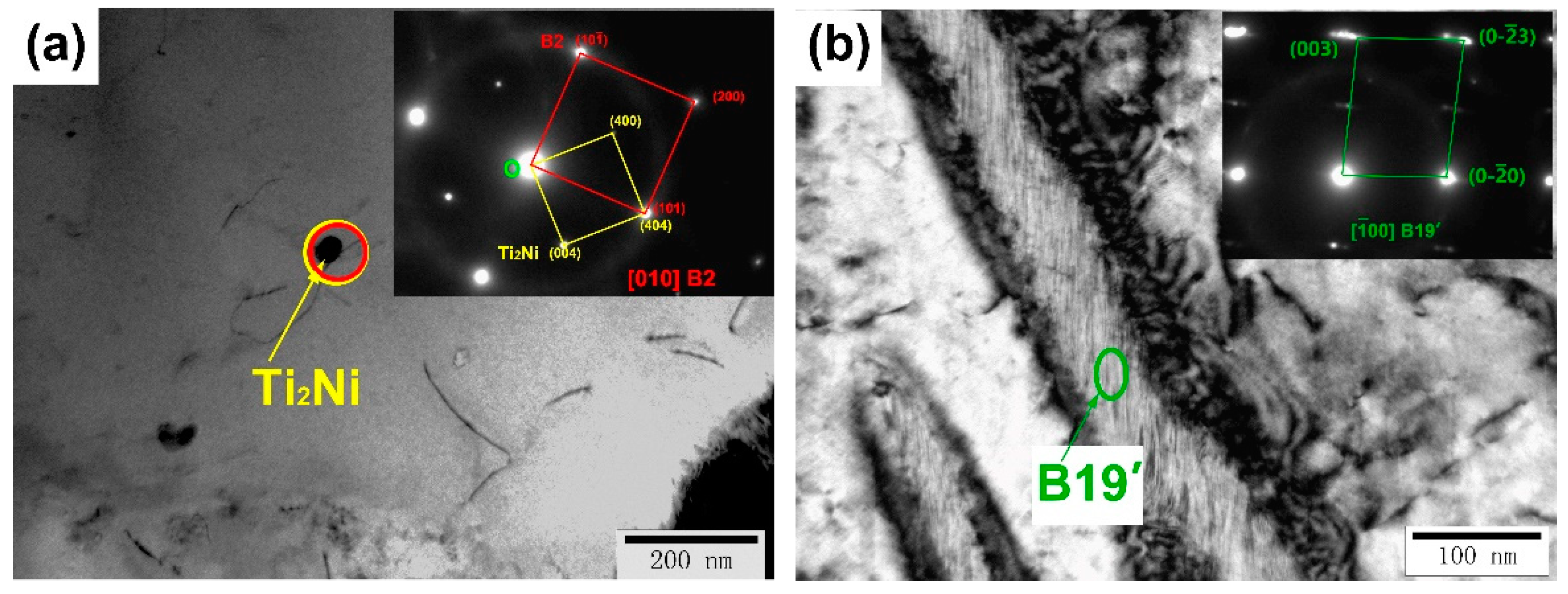
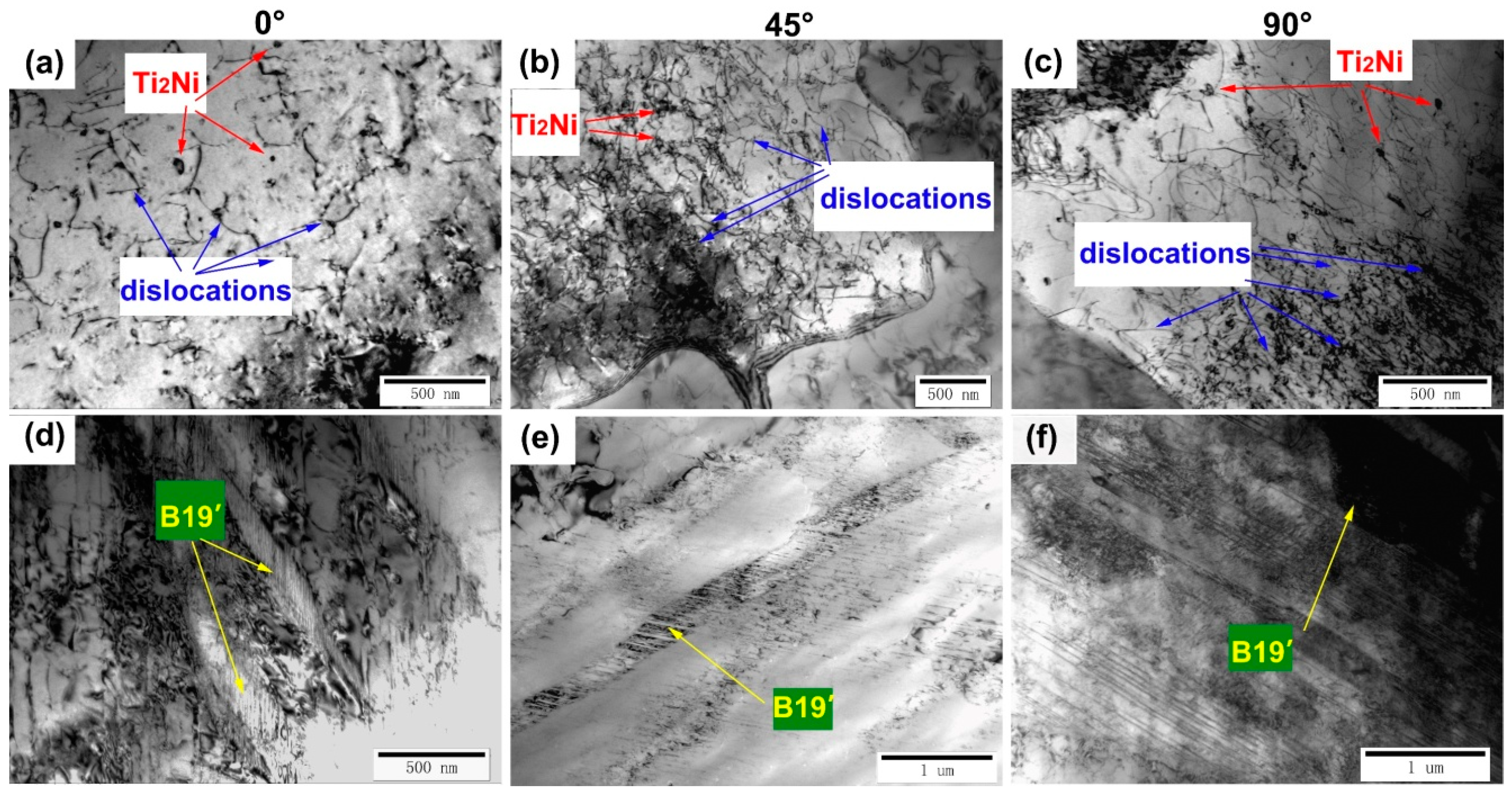
3.2. Microstructure Analysis
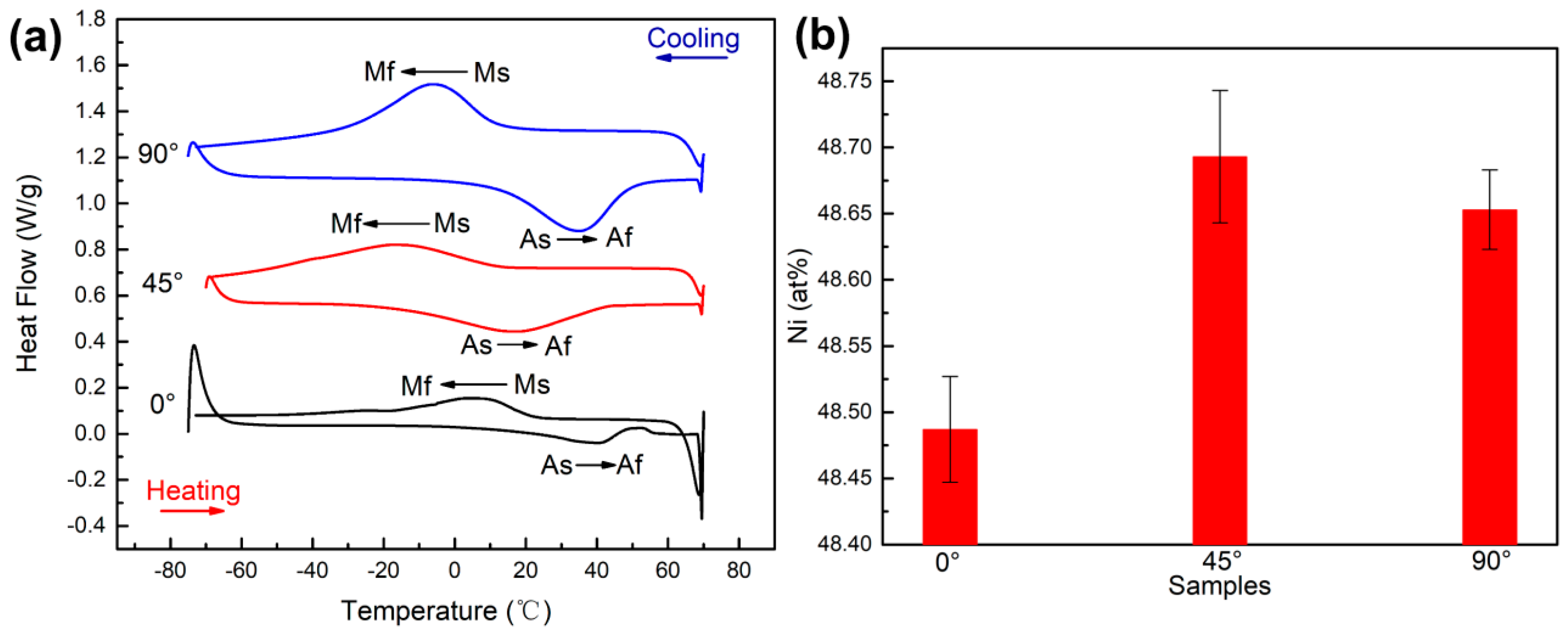
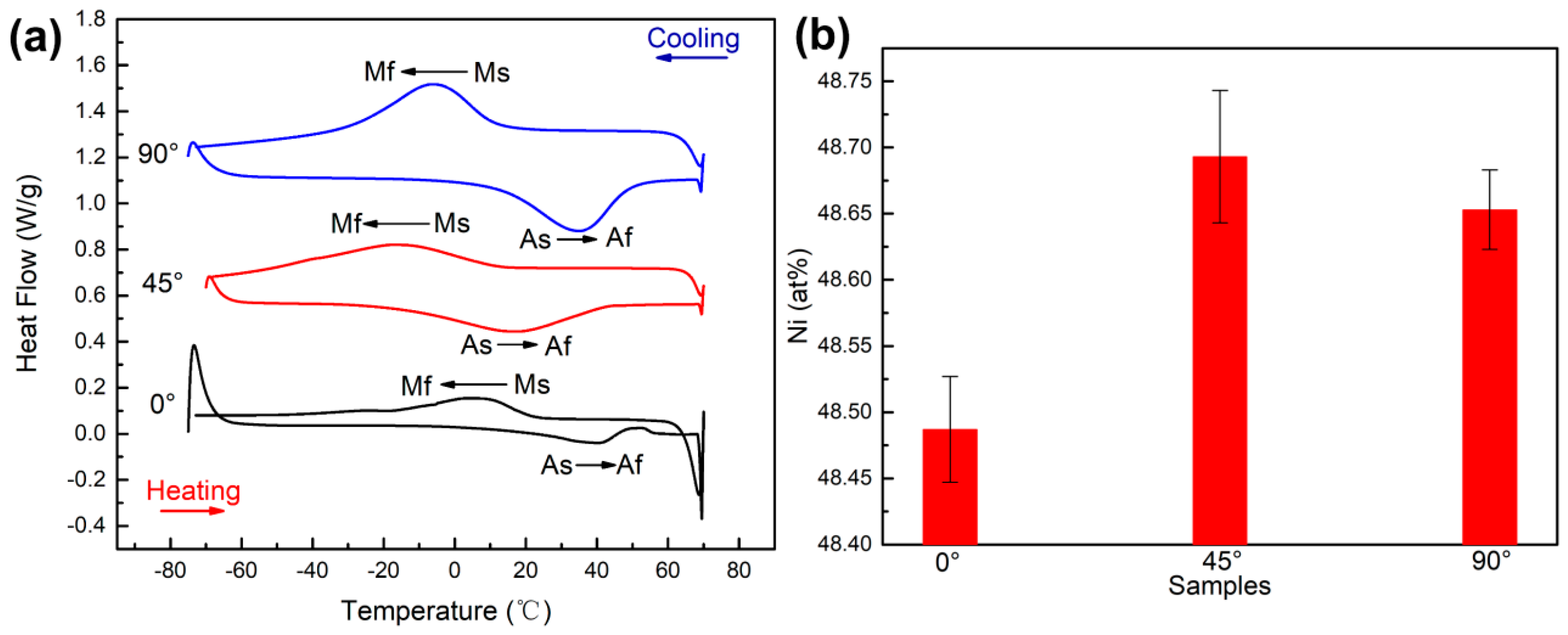
3.3. Phase Transformation Analysis
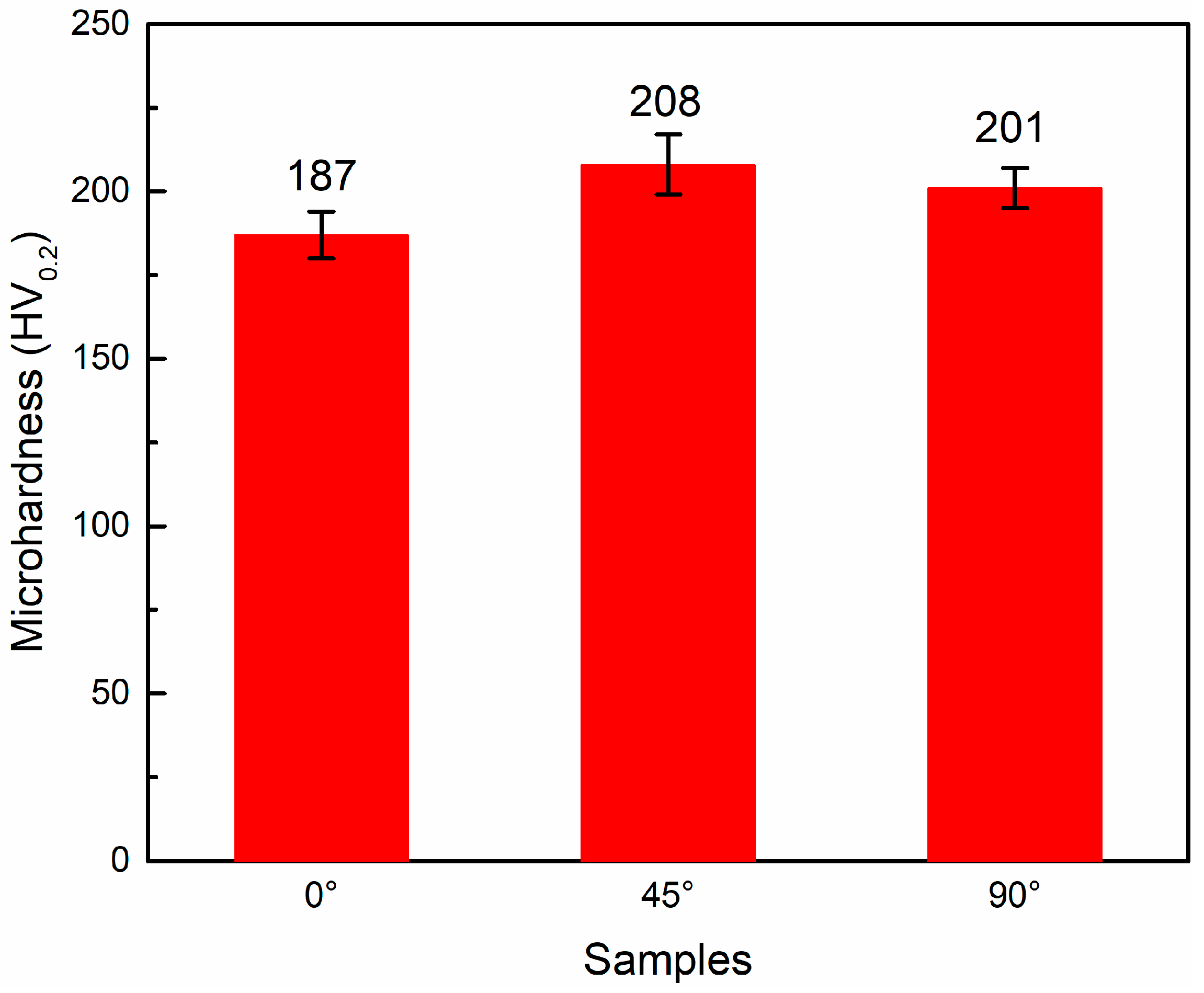
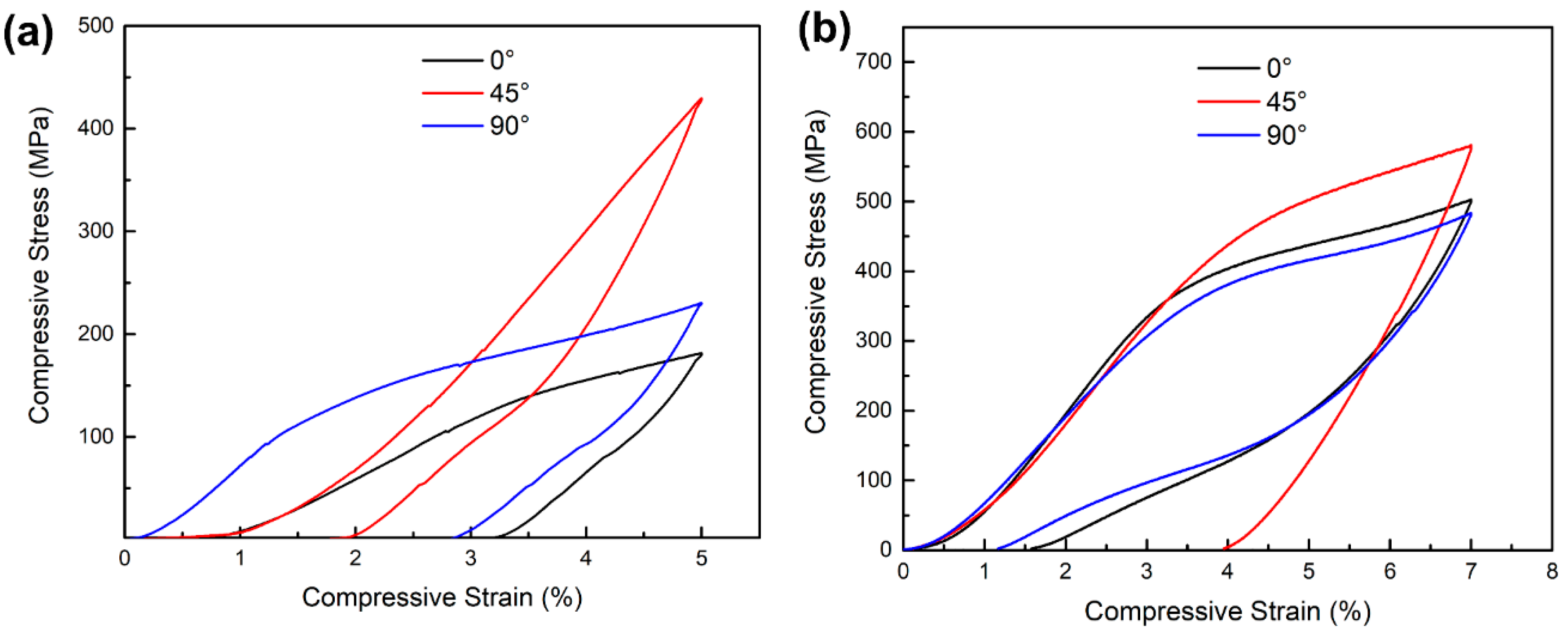
3.4. Mechanical Properties Analysis
4. Conclusions
- (1)
- The samples with different building directions exhibited distinct defect distributions. The 0° and 90° samples, which had more unmelted defects, demonstrated a higher oxygen content. The introduction of oxygen impurities altered the Ni/Ti ratios in the matrix and significantly raised the phase transformation temperature. The order of martensitic phase transformation temperature was as follows: 0° sample > 90° sample > 45° sample. This order is in line with the oxygen content present in each sample. Consequently, the quantity of martensite phase in samples with different building directions also followed the same trend: 0° sample > 90° sample > 45° sample.
- (2)
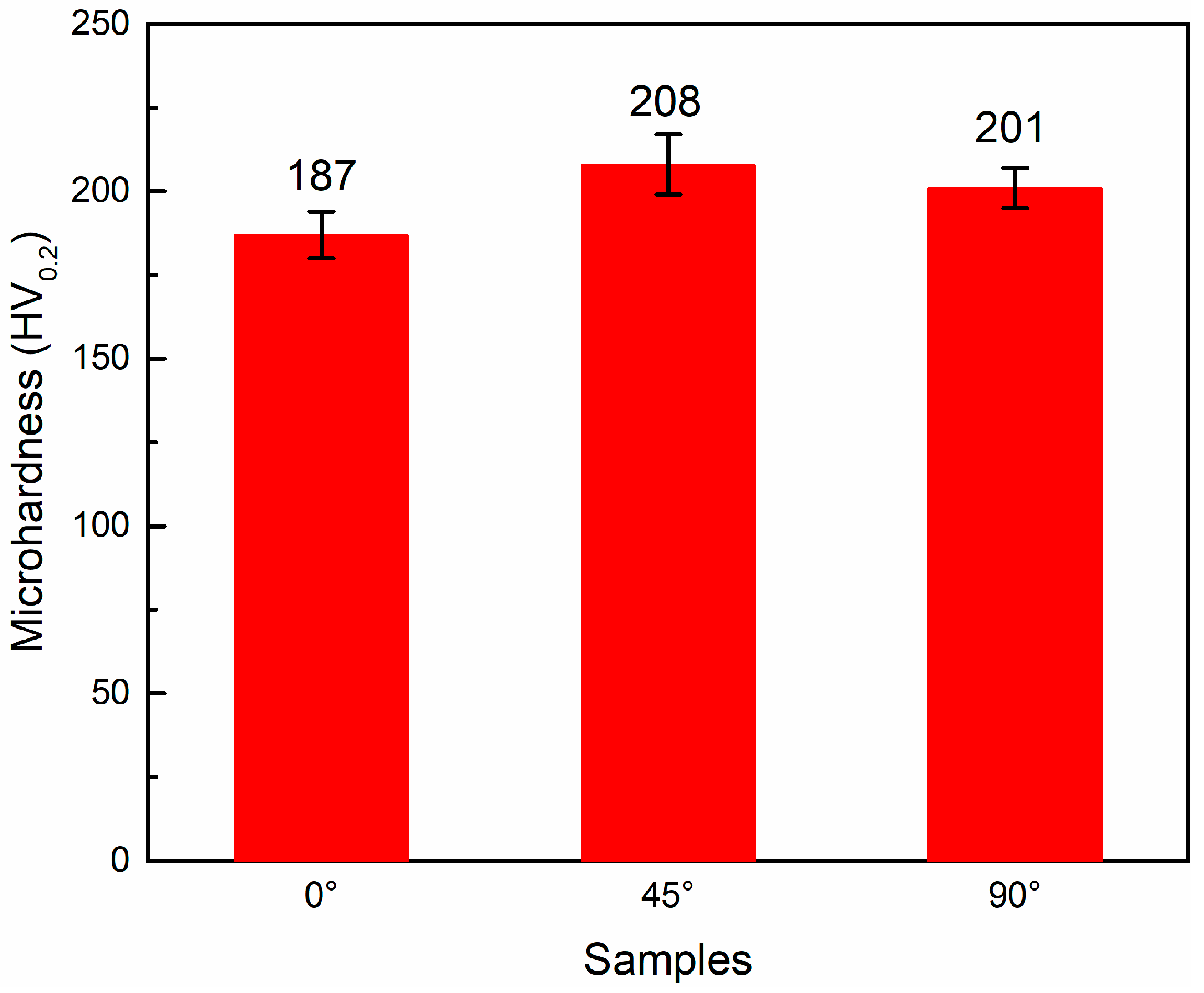
- The increase in dislocation density enhanced the microhardness of the matrix, while the increase in phase transformation temperature facilitated the occurrence of stress-induced martensitic phase transformation. This phenomenon was also the primary factor responsible for altering the hardness of LPBFed NiTi SMAs.
- (3)
- LPBFed NiTi SMAs with different building directions had different preferred orientations along the loading direction, but all had textures of VD//<100>.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Frenzel, J.; Zhang, Z.; Somsen, C.; Neuking, K.; Eggeler, G. Influence of carbon on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2007, 55, 1331–1341. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.; Dlouhy, A.; Somsen, C.; Wagner, M.-X.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Otubo, J.; Rigo, O.; Neto, C.M.; Mei, P. The effects of vacuum induction melting and electron beam melting techniques on the purity of NiTi shape memory alloys. Mater. Sci. Eng. A 2006, 438, 679–682. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.; Belyaev, S.; Prabu, S.M.; Liulchak, P.; Karaseva, U.; Manikandan, M.; Jayachandran, S.; Bryukhanova, V.; Sahu, A.; et al. Structure, martensitic transformations and mechanical behavior of NiTi shape memory alloy produced by wire arc additive manufacturing. J. Alloys Compd. 2020, 851, 156851. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Downing, D.; Gibson, I.; Sharabian, E.G.; Veetil, J.K.; Brandt, M.; Bateman, S.; Rolfe, B. Benchmark models for conduction and keyhole modes in laser-based powder bed fusion of Inconel 718. Opt. Laser Technol. 2023, 164, 109509. [Google Scholar] [CrossRef]
- Lavecchia, F.; Pellegrini, A.; Galantucci, L.M. Comparative study on the properties of 17-4 PH stainless steel parts made by metal fused filament fabrication process and atomic diffusion additive manufacturing. Rapid Prototyp. J. 2023, 29, 393–407. [Google Scholar] [CrossRef]
- Xue, A.; Lin, X.; Wang, L.; Lu, X.; Yuan, L.; Ding, H.; Huang, W. Achieving fully-equiaxed fine β-grains in titanium alloy produced by additive manufacturing. Mater. Reasearch Lett. 2023, 11, 60–68. [Google Scholar] [CrossRef]
- Qi, Y.; Hu, Z.; Zhang, H.; Nie, X.; Zhang, C.; Zhu, H. High strength Al-Li alloy development for laser powder bed fusion. Addit. Manuf. 2021, 47, 102249. [Google Scholar] [CrossRef]
- Yu, H.; Yang, J.; Yin, J.; Wang, Z.; Zeng, X. Comparison on mechanical anisotropies of selective laser melted Ti-6Al-4V alloy and 304 stainless steel. Mater. Sci. Eng. A 2017, 695, 92–100. [Google Scholar] [CrossRef]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Ma, Q.; Zhang, L.; Ding, J.; Qu, S.; Fu, J.; Fu, M.W.; Song, X.; Wang, M.Y. Analytical design of stretching-dominated truss lattices with tailored elasticity from transversely isotropic base materials. Mater. Design 2023, 230, 111995. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, J.; Sui, J.; Li, C.; Yang, K.; Castany, P.; Gloriant, T. Functionally graded NiTi alloy with exceptional strain-hardening effect fabricated by SLM method. Scr. Mater. 2020, 188, 130–134. [Google Scholar] [CrossRef]
- Yuan, L.; Gu, D.; Lin, K.; Liu, H.; Sun, J.; Yang, J.; Liu, X.; Chen, W.; Song, Y. Electrically Actuated Shape Recovery of NiTi Components Processed by Laser Powder Bed Fusion after Regulating the Dimensional Accuracy and Phase Transformation Behavior. Chin. J. Mech. Eng. Addi. Manuf. Frontiers. 2022, 4, 100056. [Google Scholar] [CrossRef]
- Qu, S.; Wang, L.; Ding, J.; Fu, J.; Gao, S.; Ma, Q.; Liu, H.; Fu, M.; Lu, Y.; Song, X. Superelastic NiTi Functional Components by High-PrecisionLaser Powder Bed Fusion Process: The Critical Roles of Energy Density and Minimal Feature Size. Micromachines 2023, 14, 1436. [Google Scholar] [CrossRef] [PubMed]
- Safaei, K.; Nematollahi, M.; Bayati, P.; Kordizadeh, F.; Andani, M.T.; Abedi, H.; Poorganji, B.; Elahinia, M. On the crystallographic texture and torsional behavior of NiTi shape memory alloy processed by laser powder bed fusion: Effect of build orientation. Addit. Manuf. 2022, 59, 103184. [Google Scholar] [CrossRef]
- Nematollahi, M.; Saghaian, S.E.; Safaei, K.; Bayati, P.; Bassani, P.; Biffi, C.; Tuissi, A.; Karaca, H.; Elahinia, M. Building orientation-structure-property in laser powder bed fusion of NiTi shape memory alloy. J. Alloys Compd. 2021, 873, 159791. [Google Scholar] [CrossRef]
- Thijs, L.; Sistiaga, M.L.M.; Wauthle, R.; Xie, Q.; Kruth, J.-P.; Van Humbeeck, J. Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.; Loh, N.; Liu, E.; Tor, S. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2017, 139, 565–586. [Google Scholar] [CrossRef]
- Shi, G.; Li, L.; Yu, Z.; Sha, P.; Cao, Q.; Xu, Z.; Liu, Y.; Guo, Y.; Si, J.; Liu, J. Effect of crystallographic anisotropy on phase transformation and tribological properties of Ni-rich NiTi shape memory alloy fabricated by LPBF. Opt. Laser Technol. 2023, 157, 108731. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saghaian, S.E.; Amerinatanzi, A.; Ibrahim, H.; Li, P.; Toker, G.P.; Karaca, H.E.; Elahinia, M. Anisotropic tensile and actuation properties of NiTi fabricated with selective laser melting. Mater. Sci. Eng. A 2018, 724, 220–230. [Google Scholar] [CrossRef]
- Chen, Q.; Jing, Y.; Yin, J.; Li, Z.; Xiong, W.; Gong, P.; Zhang, L.; Li, S.; Pan, R.; Zhao, X.; et al. High Reflectivity and Thermal Conductivity Ag-Cu Multi-Material Structures Fabricated via Laser Powder Bed Fusion: Formation Mechanisms, Interfacial Characteristics, and Molten Pool Behavior. Micromachines 2023, 14, 362. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A Review of Spatter in Laser Powder Bed Fusion Additive Manufacturing: In Situ Detection, Generation, Effects, and Countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.; Ke, L.; Wei, H.; Wang, D.; Yang, L.; Zhu, H.; Dong, P.; Wang, G.; Zeng, X. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Yang, G.; Xie, Y.; Zhao, S.; Qin, L.; Wang, X.; Wu, B. Quality Control: Internal Defects Formation Mechanism of Selective Laser Melting Based on Laser-powder-melt Pool Interaction: A Review. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 3, 100037. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Wei, H.; Yang, L.; Ke, L.; Hu, M.; Xiong, W.; Wang, G.; Zhu, H.; Zeng, X. Dual-beam laser-matter interaction at overlap region during multilaser powder bed fusion manufacturing. Addit. Manuf. 2021, 46, 102178. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Vrancken, B.; Kruth, J.-P.; Luyten, J.; Van Humbeeck, J. Texture and anisotropy in selective laser melting of NiTi alloy. Mater. Sci. Eng. A 2016, 650, 225–232. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Wen, S.; Liu, Y.; Zhou, Y.; Zhao, A.; Yan, C.; Shi, Y. Effect of Ni content on the transformation behavior and mechanical property of NiTi shape memory alloys fabricated by laser powder bed fusion. Opt. Laser Technol. 2021, 134, 106653. [Google Scholar] [CrossRef]
- Wang, X.; Yu, J.; Liu, J.; Chen, L.; Yang, Q.; Wei, H.; Sun, J.; Wang, Z.; Zhang, Z.; Zhao, G.; et al. Effect of process parameters on the phase transformation behavior and tensile properties of NiTi shape memory alloys fabricated by selective laser melting. Addit. Manuf. 2020, 36, 101545. [Google Scholar] [CrossRef]
- Mentz, J.; Bram, M.; Buchkremer, H.P.; Stöver, D. Improvement of Mechanical Properties of Powder Metallurgical NiTi Shape Memory Alloys. Adv. Eng. Mater. 2010, 8, 247–252. [Google Scholar] [CrossRef]
- Haberland, C.; Elahinia, M.; Walker, J.M.; Meier, H.; Frenzel, J. On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater. Struct. 2014, 23, 104002. [Google Scholar] [CrossRef]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti-6Al-4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Holland, S.; Wang, X.; Chen, J.; Cai, W.; Yan, F.; Li, L. Multiscale characterization of microstructures and mechanical properties of Inconel 718 fabricated by selective laser melting. J. Alloys Compd. 2019, 784, 182–194. [Google Scholar] [CrossRef]
- Goll, D.; Trauter, F.; Loeffler, R.; Gross, T.; Schneider, G. Additive Manufacturing of Textured FePrCuB Permanent Magnets. Micromachines 2021, 12, 1056. [Google Scholar] [CrossRef]
- Safaei, K.; Andani, N.T.; Poorganji, B.; Andani, M.T.; Elahinia, M. Controlling texture of NiTi alloy processed by laser powder bed fusion:Smart build orientation and scanning strategy. Addit. Manuf. Lett. 2023, 5, 100126. [Google Scholar] [CrossRef]
- Bormann, T.; Schumacher, R.; Müller, B.; Mertmann, M.; de Wild, M. Tailoring Selective Laser Melting Process Parameters for NiTi Implants. J. Mater. Eng. Perform. 2012, 21, 2519–2524. [Google Scholar] [CrossRef]
- Walker, J.M.; Haberland, C.; Andani, M.T.; Karaca, H.E.; Dean, D.; Elahinia, M. Process development and characterization of additively manufactured nickel-titanium shape memory parts. J. Intell. Mater. Syst. Struct. 2016, 27, 2653–2660. [Google Scholar] [CrossRef]
- Saedi, S.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Haberland, C.; Karaca, H.; Elahinia, M. The influence of heat treatment on the thermomechanical response of Ni-rich NiTi alloys manufactured by selective laser melting. J. Alloys Compd. 2016, 677, 204–210. [Google Scholar] [CrossRef]
- Lu, H.; Liu, L.; Yang, C.; Luo, X.; Song, C.; Wang, Z.; Wang, J.; Su, Y.; Ding, Y.; Zhang, L.; et al. Simultaneous enhancement of mechanical and shape memory properties by heat-treatment homogenization of Ti2Ni precipitates in TiNi shape memory alloy fabricated by selective laser melting. J. Mater. Sci. Technol. 2021, 101, 205–216. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Laser Power P (W) | Scanning Speed v (mm/s) | Hatch Spacing h (μm) | Layer Thickness t (μm) | Energy Density E (J/mm3) |
|---|---|---|---|---|---|
| 0° | 105 | 600 | 80 | 30 | 72.92 |
| 45° | 105 | 600 | 80 | 30 | 72.92 |
| 90° | 105 | 600 | 80 | 30 | 72.92 |
| Sample | 0° | 45° | 90° |
|---|---|---|---|
| Mf (°C) | −17.5 | −54.2 | −30.7 |
| Ms (°C) | 22.1 | 11.4 | 13 |
| As (°C) | 13.9 | −15.9 | 11.1 |
| Af (°C) | 52.3 | 43.7 | 51 |
| Test Methods | Tested at 15 °C; 5% Compressive Strain | Tested at Af + 10 °C; 7% Compressive Strain | ||||
|---|---|---|---|---|---|---|
| Samples | 0° | 45° | 90° | 0° | 45° | 90° |
| Recoverable strain (%) | 1.8 | 3.2 | 2.2 | 5.42 | 3.06 | 5.83 |
| Irrecoverable strain (%) | 3.2 | 1.8 | 2.8 | 1.58 | 3.94 | 1.17 |
| Recovery ratio (%) | 36 | 64 | 44 | 77.4 | 43.7 | 83.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Yang, X.; Chen, J.; Pan, H.; Zhang, X.; Zhang, C.; Li, C.; Liu, P.; Zhang, X.; Gao, L.; et al. Effects of Building Directions on Microstructure, Impurity Elements and Mechanical Properties of NiTi Alloys Fabricated by Laser Powder Bed Fusion. Micromachines 2023, 14, 1711. https://doi.org/10.3390/mi14091711
Wang S, Yang X, Chen J, Pan H, Zhang X, Zhang C, Li C, Liu P, Zhang X, Gao L, et al. Effects of Building Directions on Microstructure, Impurity Elements and Mechanical Properties of NiTi Alloys Fabricated by Laser Powder Bed Fusion. Micromachines. 2023; 14(9):1711. https://doi.org/10.3390/mi14091711
Chicago/Turabian StyleWang, Shuo, Xiao Yang, Jieming Chen, Hengpei Pan, Xiaolong Zhang, Congyi Zhang, Chunhui Li, Pan Liu, Xinyao Zhang, Lingqing Gao, and et al. 2023. "Effects of Building Directions on Microstructure, Impurity Elements and Mechanical Properties of NiTi Alloys Fabricated by Laser Powder Bed Fusion" Micromachines 14, no. 9: 1711. https://doi.org/10.3390/mi14091711
APA StyleWang, S., Yang, X., Chen, J., Pan, H., Zhang, X., Zhang, C., Li, C., Liu, P., Zhang, X., Gao, L., & Wang, Z. (2023). Effects of Building Directions on Microstructure, Impurity Elements and Mechanical Properties of NiTi Alloys Fabricated by Laser Powder Bed Fusion. Micromachines, 14(9), 1711. https://doi.org/10.3390/mi14091711