
Optimization Milling Force and Surface Roughness of Ti-6Al-4V Based on Ultrasonic-Assisted Milling (UAM): An Experimental Study

Abstract
:1. Introduction
2. Materials and Methods
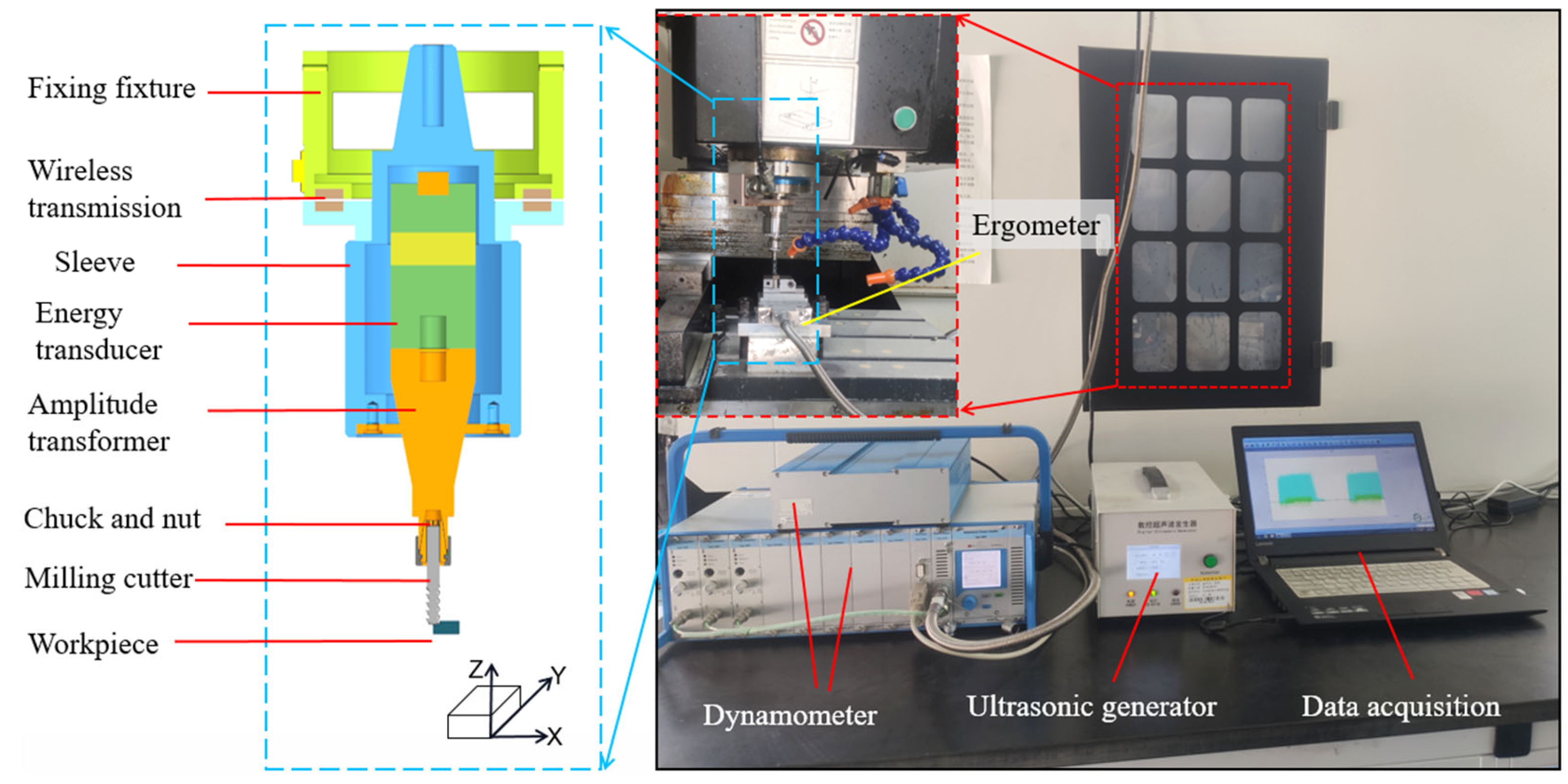
2.1. Materials and Devices
2.2. Experiment Scheme Design
2.2.1. Single Factor Variable Experimental Design
2.2.2. Multivariate Experimental Design
3. Results
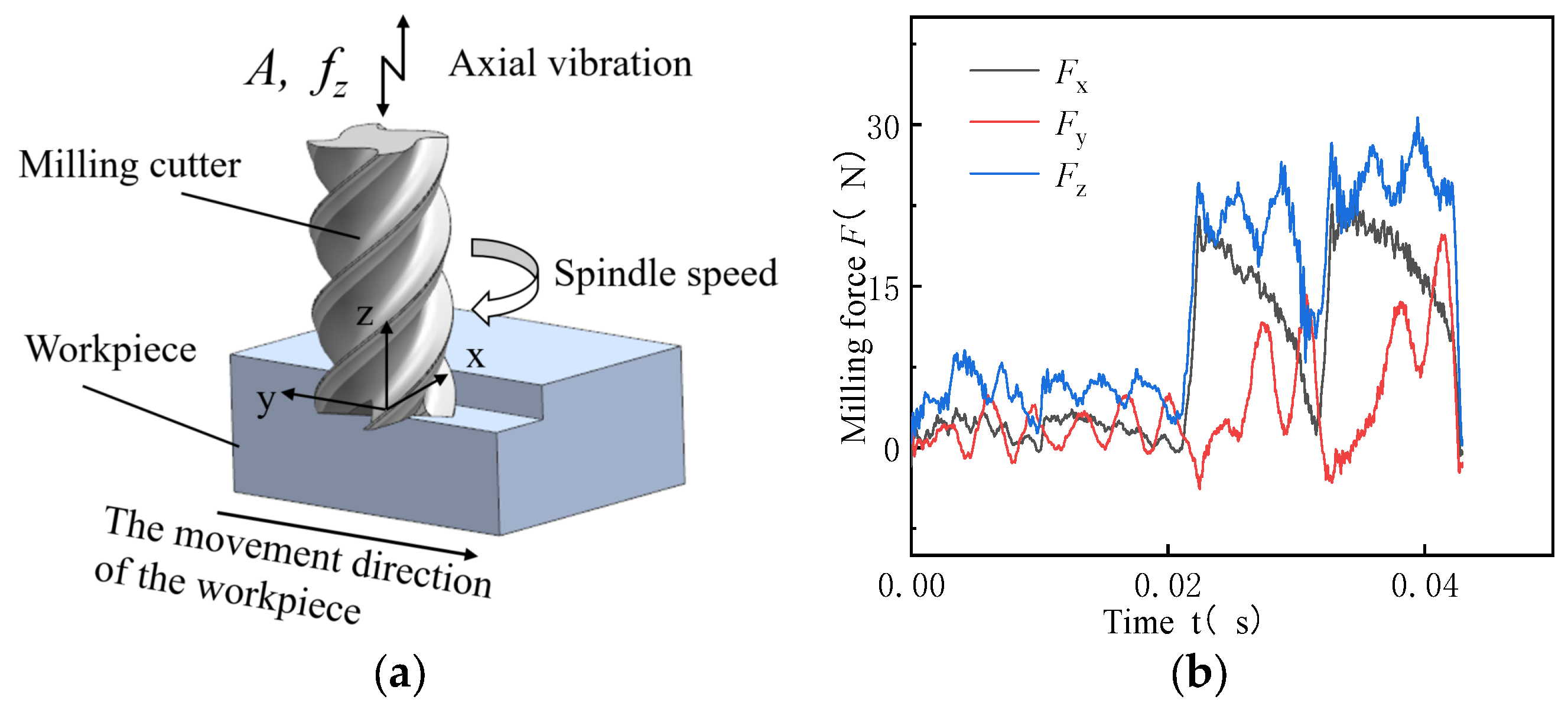
3.1. Univariate Test of Milling Force
3.1.1. Effects of Spindle Speed on Milling Force
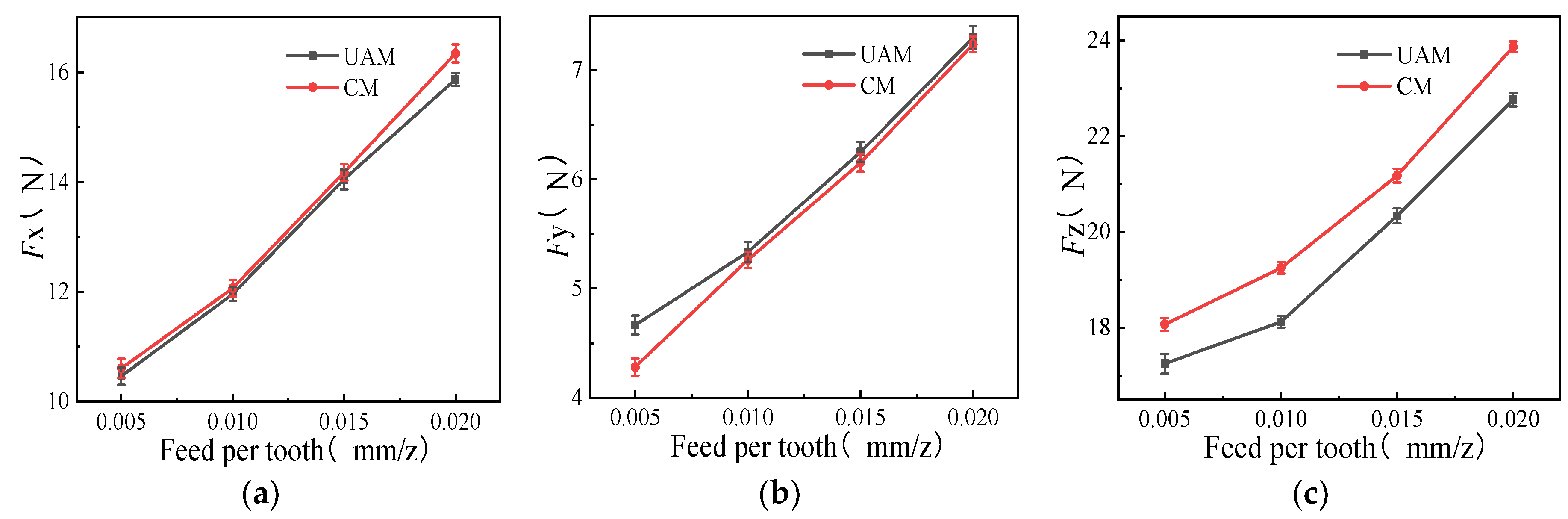
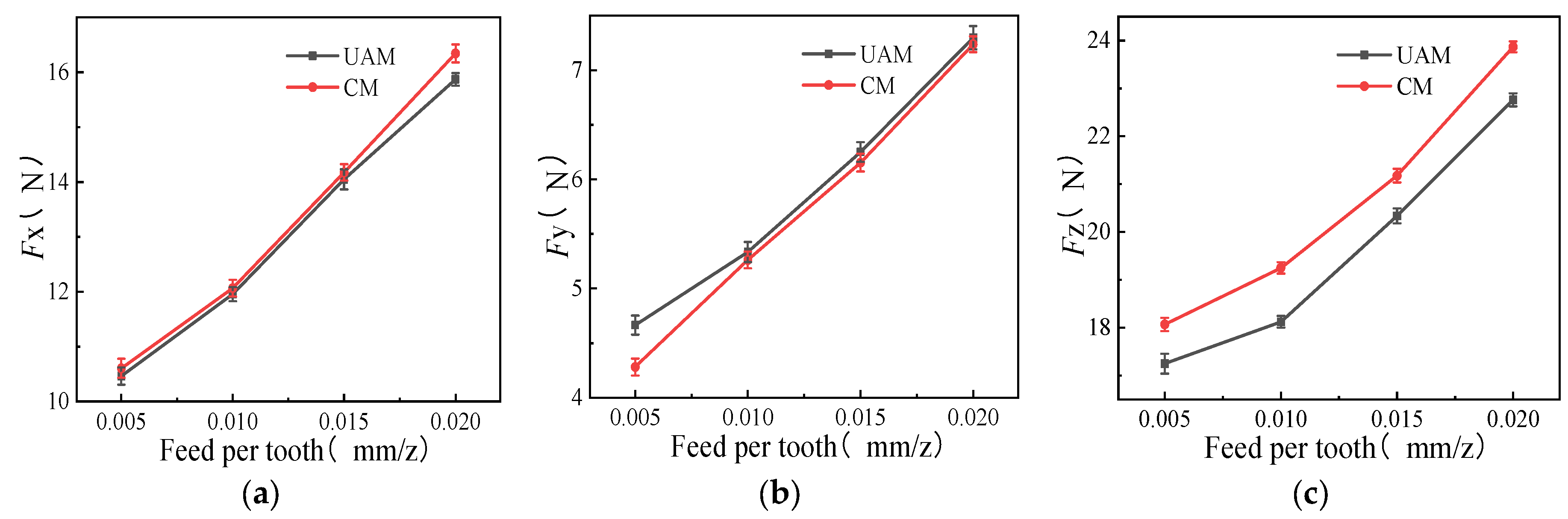
3.1.2. Effects of Feed Rate per Tooth on Milling Force
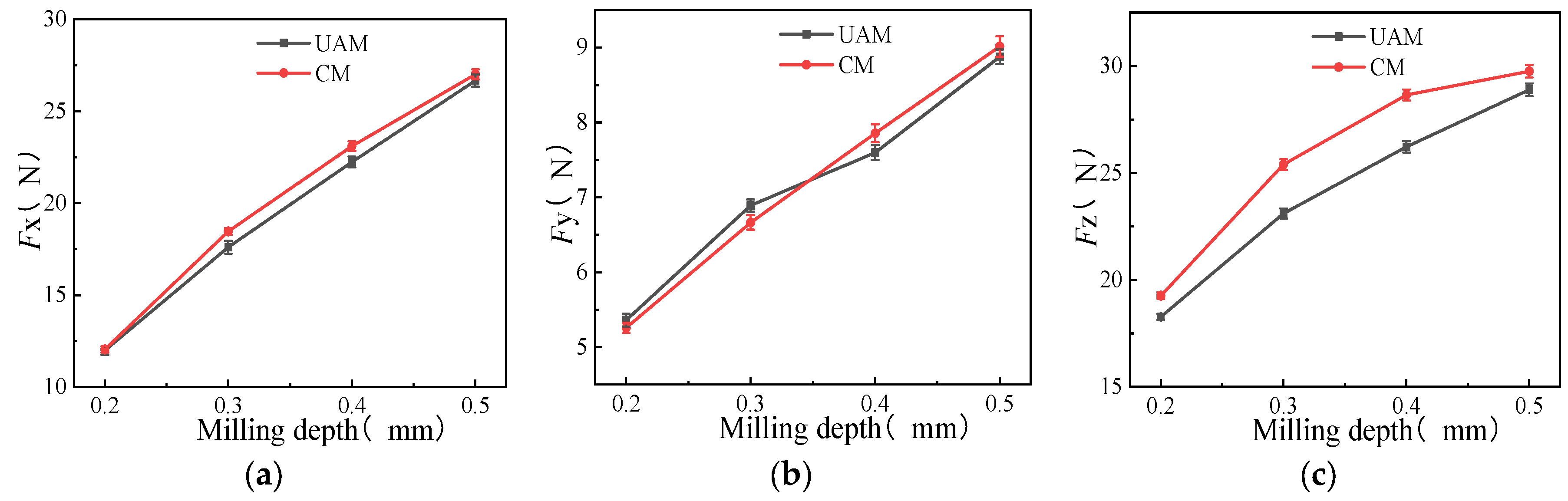
3.1.3. Effects of Milling Depth on Milling Force
3.1.4. Effects of Ultrasonic Amplitude on Milling Force
3.2. Orthogonal Test of Milling Force
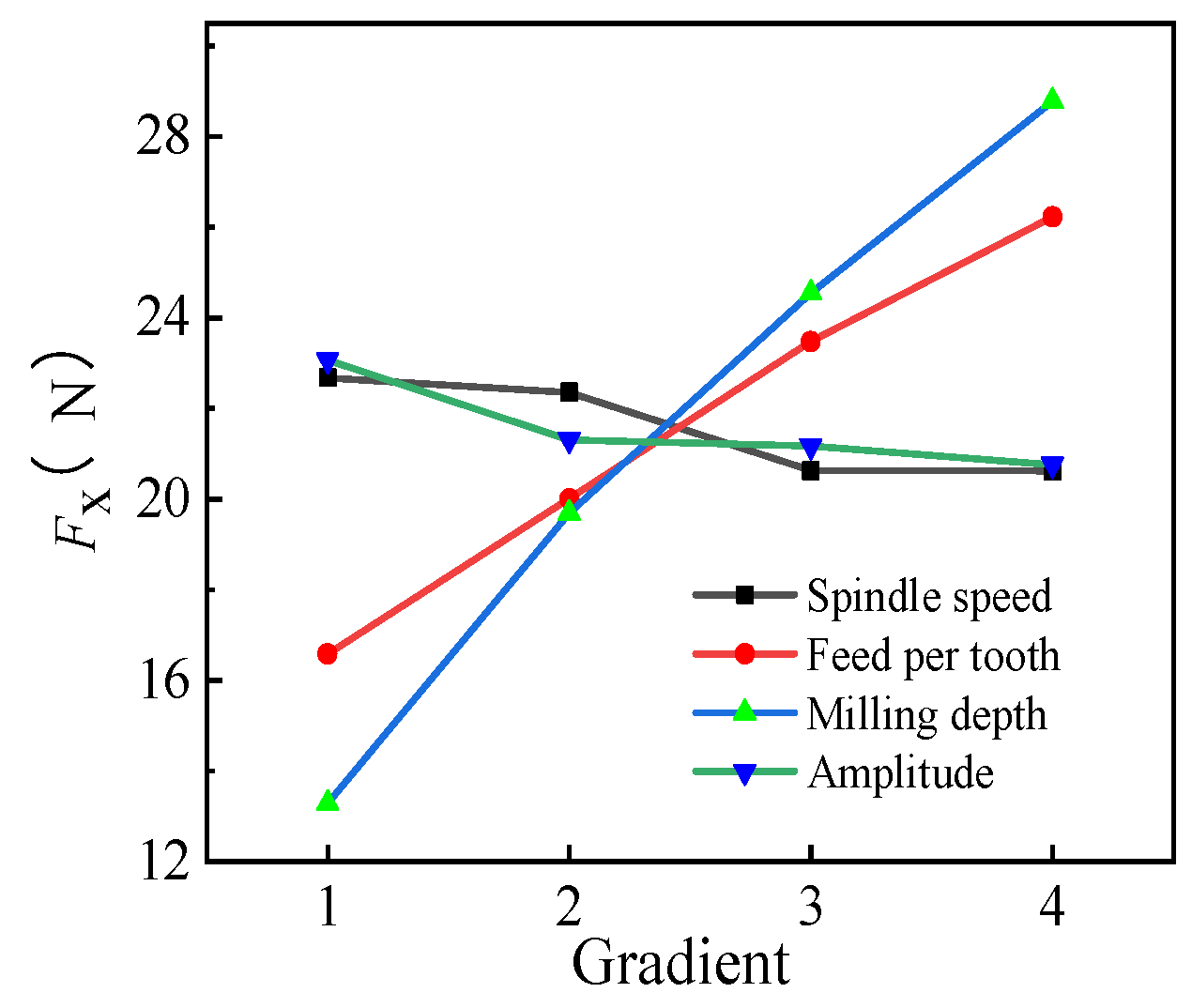
3.2.1. Range Analysis of Fx
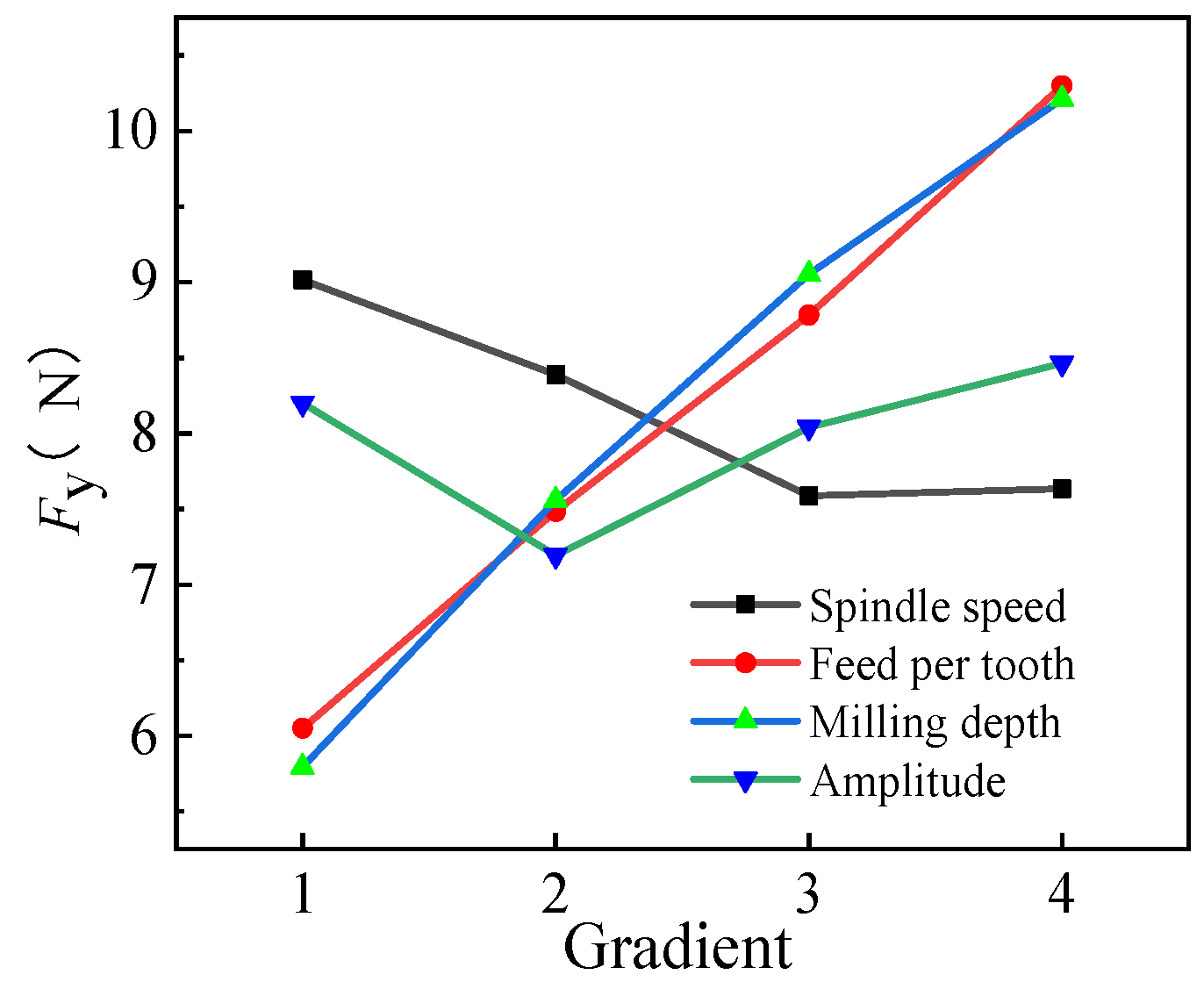
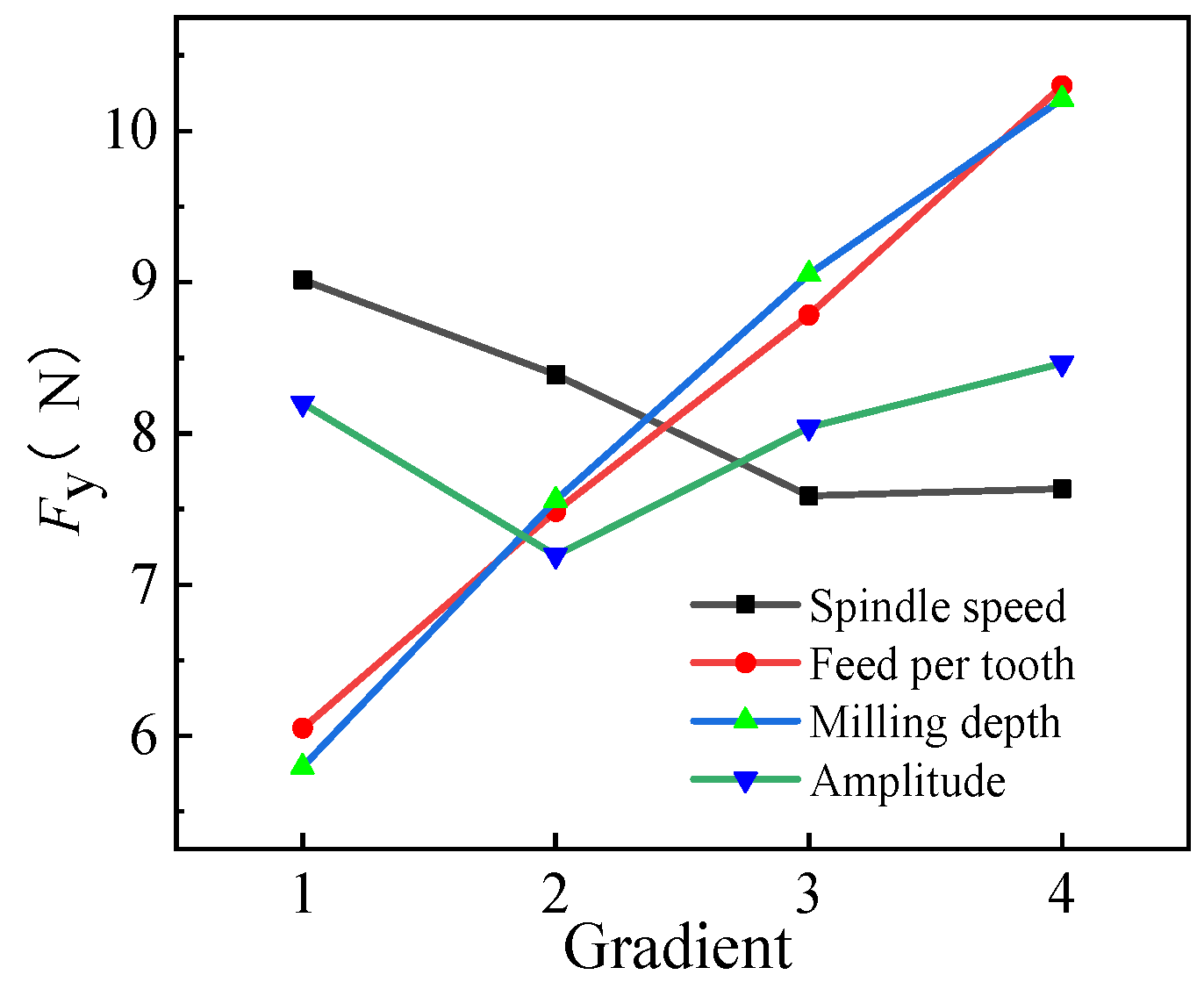
3.2.2. Range Analysis of Fy
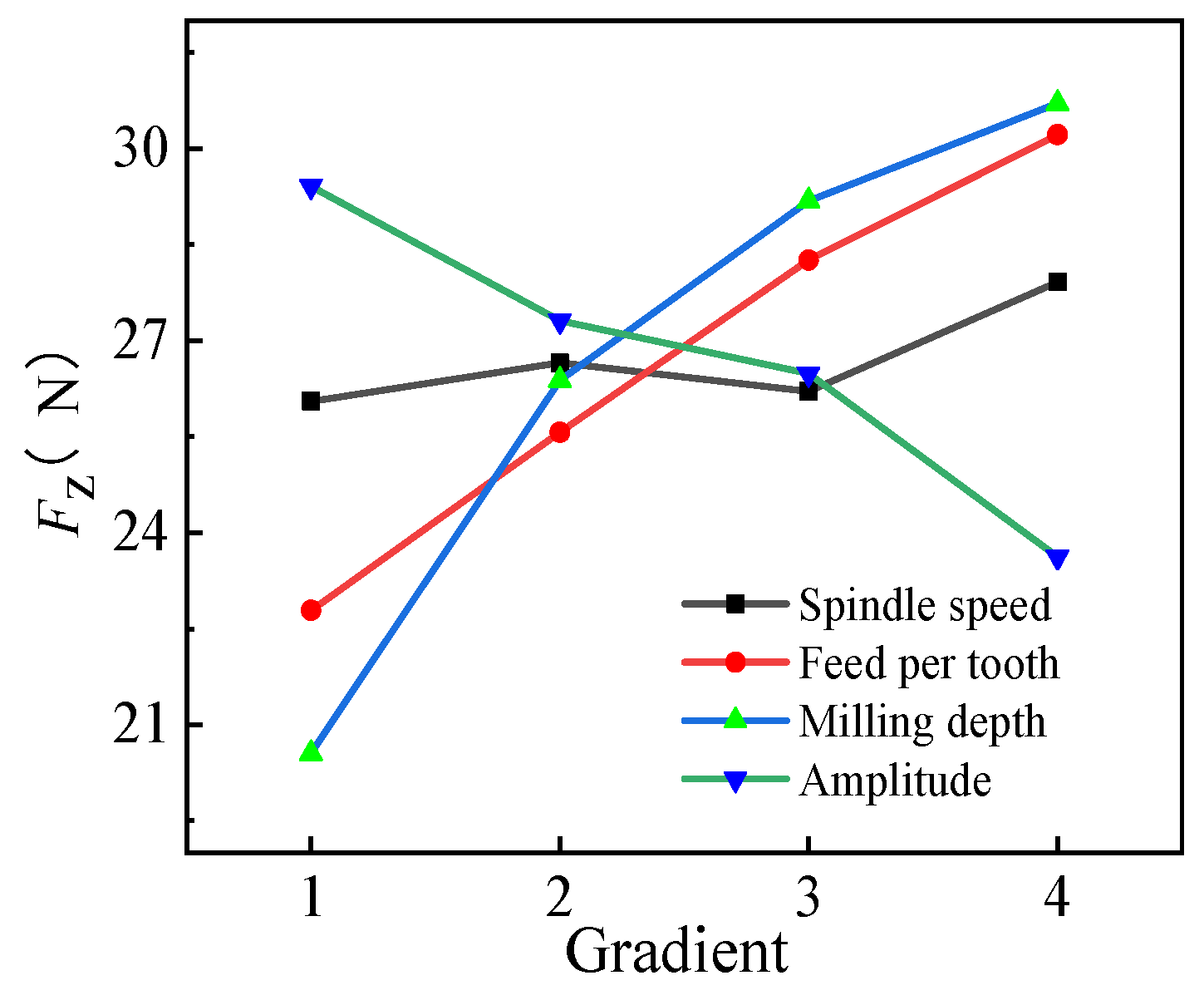
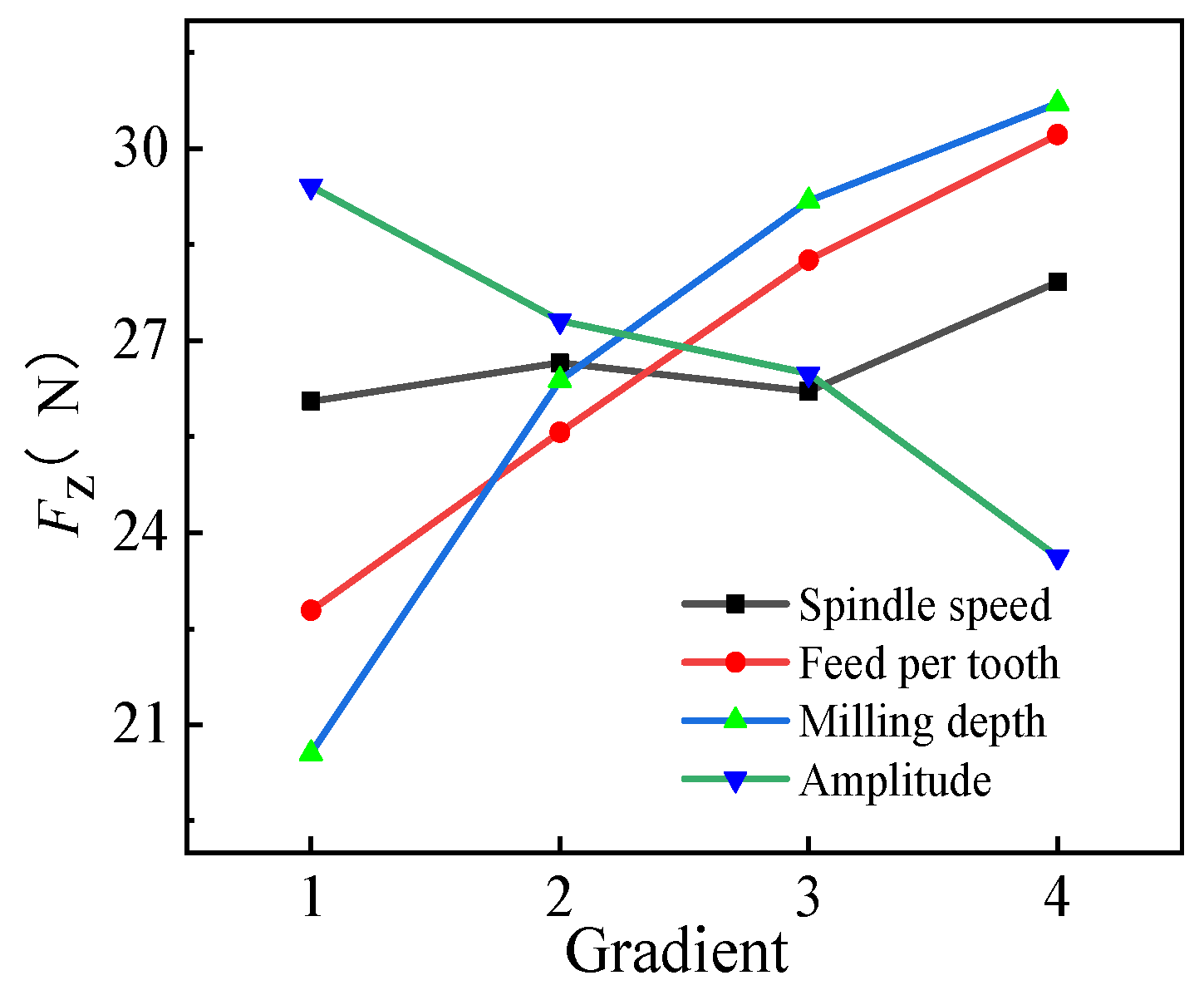
3.2.3. Range Analysis of Fz
3.3. Surface Roughness
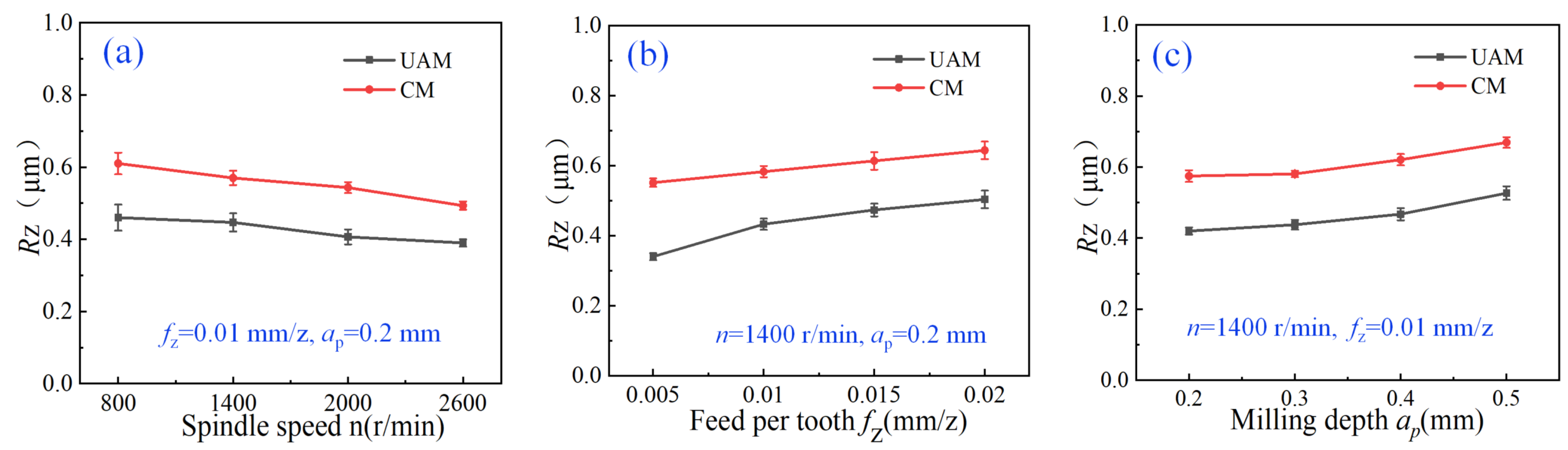
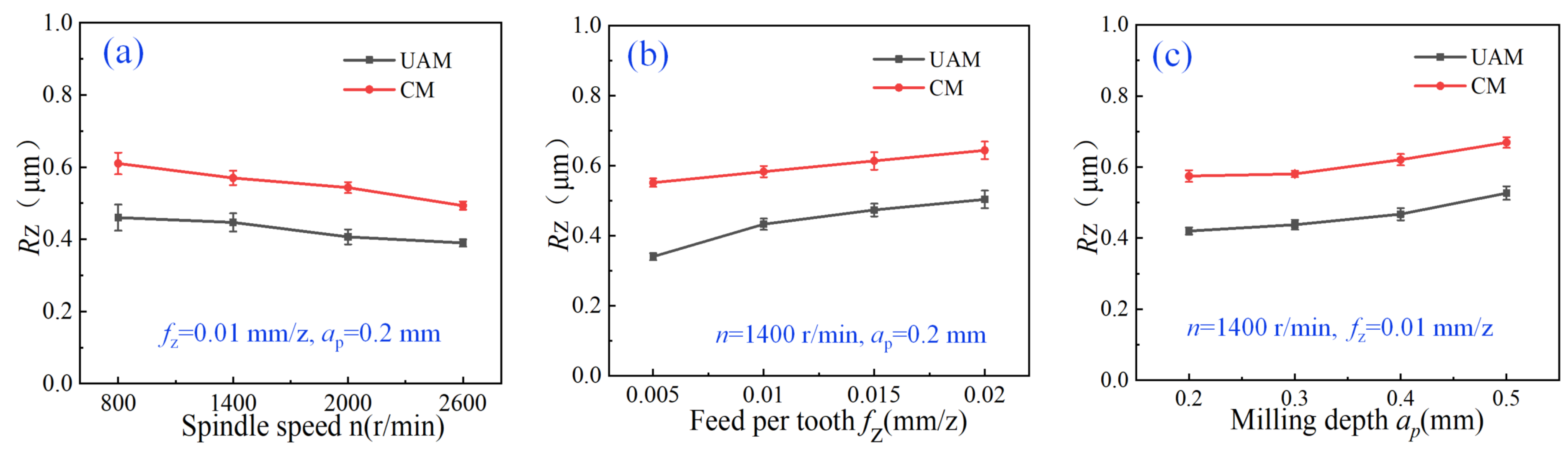
3.3.1. Effects of Spindle Speed on Roughness
3.3.2. Effects of Feed per Tooth on Roughness
3.3.3. Effects of Milling Depth on Roughness
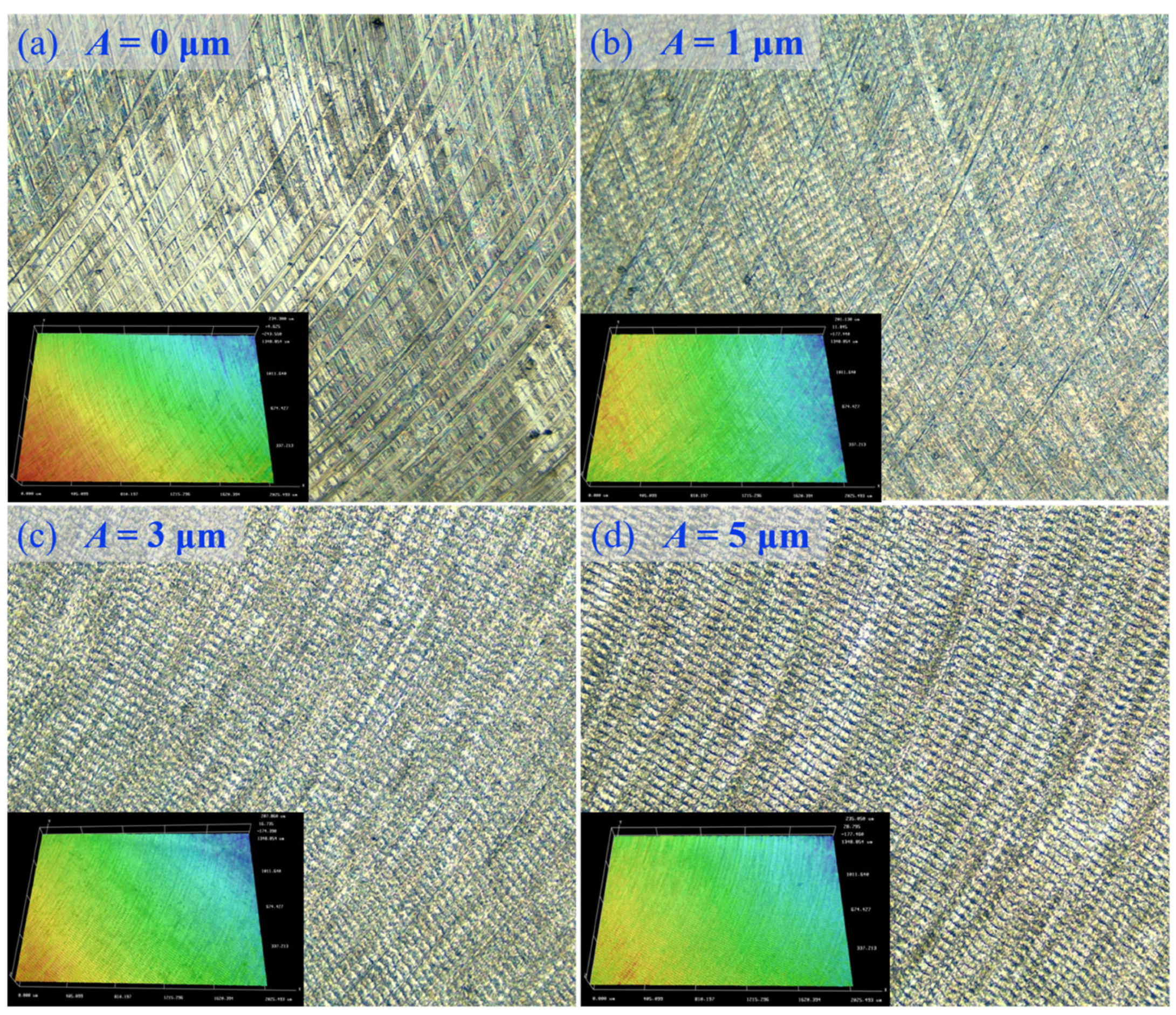
3.4. Surface Morphology
4. Conclusions
- The univariate test revealed that ultrasonic amplitude had the maximum effect on the milling force on the z-axis, and the milling force generated using UAM was reduced by 15.48% compared with that generated using CM.
- The multivariate range analysis revealed that ap and fz were the major factors affecting the cutting force. Compared with CM, UAM had the minimum milling force reduction rates of 11.77%, 15.52%, and 17.66% and maximum reduction rates of 70.81%, 65.17%, and 55.68% on the x-, y-, and z-axes, respectively.
- The machined surface roughness was lower and the surface quality was better under UAM. Compared with CM, UAM had the maximum surface roughness reduction rates of 25.93%, 36.36%, and 26.32% in terms of n, fz, and ap, respectively. The impact of high-frequency vibration of the cutting edge during UAM milling led to precision machining of the workpiece surface and smaller cutting force generated by contact, thus effectively reducing roughness.
- Compared with CM, longitudinal ultrasonic vibration milling showed periodic “separation—contact,” resulting in fish scale machining meshes on the machined surface. Under appropriate processing parameters, this structure was regularly and uniformly distributed on the machined surface, leading to a high workpiece surface finish and smoothness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jiang, Z.X.; Song, G.; Wang, W.; Zhao, Z.G.; Li, W.D.; Zhang, H.J. Study on Tool Life of Electromagnetic Strengthened Cutting Toolin Milling Titanium Alloy. Tool Eng. 2021, 55, 26–31. [Google Scholar]
- Qi, S.; Liang, L.; Ning, H. Experimental study in high speed milling of Ti alloy TC21. Int. J. Adv. Manuf. Technol. 2013, 64, 49–54. [Google Scholar]
- Zhou, Z.J.; Wang, Z.Z.; Lin, J.X.; Zhou, X.L. Research Status and Development Trend of Titanium Alloy Cutting. Tool Eng. 2022, 56, 3–11. [Google Scholar]
- Qiu, X. Equipment Development and Process Research of Ultrasonic Vibration Assisted Micro-Milling of TC4 Ti Alloy. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2021. [Google Scholar]
- Llanos, I.; Campa, Á.; Iturbe, A.; Iturbe, A.; Arrazola, P.J.; Zelaieta, O. Experimental Analysis of Cutting Force Reduction during Ultrasonic Assisted Turning of Ti6Al4V. Procedia CIRP 2018, 77, 86–89. [Google Scholar] [CrossRef]
- He, Z.; Li, G.H.; Sun, Y. Development of experimental study on high-speed cutting of Ti alloys. Tool Eng. 2021, 55, 11–23. [Google Scholar]
- Zhang, C.J. Cutting Technology of Ti Alloy; Northwestern Polytechnical University Press: Xi’an, China, 1986. [Google Scholar]
- Gao, H.H.; Ma, B.J.; Zhu, Y.P.; Yang, H. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions. Measurement 2022, 187, 110324. [Google Scholar] [CrossRef]
- Li, X.; Yang, S.L.; Lu, Z.H.; Zhang, D.Y.; Zhang, X.Y.; Jiang, X.G. Influence of ultrasonic peening cutting on surface integrity and fatigue behavior of Ti-6Al-4V specimens. J. Mater. Process. Technol. 2019, 275, 116386. [Google Scholar] [CrossRef]
- Liu, J.J.; Jiang, X.G.; Gao, Z.; Zhang, M.L.; Zhang, D.Y. Investigation of the Effect of Vibration Amplitude on the Surface Integrity in High-speed Rotary Ultrasonic Elliptical Machining for Side Milling of Ti-6Al-4V. J. Mech. Eng. 2019, 55, 215–223. [Google Scholar] [CrossRef]
- Li, G.; Xie, W.; Wang, H.; Chai, Y.; Zhang, S.; Yang, L. Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines 2023, 14, 1111. [Google Scholar] [CrossRef]
- Shah, D.R.; Pancholi, N.; Gajera, H.; Patel, B. Investigation of cutting temperature, cutting force and surface roughness using multi-objective optimization for turning of Ti-6Al-4V(ELI). Mater. Today Proc. 2021, 50, 1379–1388. [Google Scholar] [CrossRef]
- Li, F.Q.; Zhao, B.; Hao, W.S.; Wang, X.B. Surface Morphology Characteristics and Effectiveness Analysis of Ultrasonic Longitudinal Torsion Assisted Milling of Titanium Alloys. China Mech. Eng. 2023, 34, 677–684. [Google Scholar]
- Lomaeva, T.V.; Kugultinov, S.D. Investigation of cutting modes effect on cutting force while machining Ti alloy BT6 (Russian State Standard GOST 19807-91). Mater. Today Proc. 2021, 38, 1307–1309. [Google Scholar] [CrossRef]
- Xie, W.B. Study on Cutting Force and Surface Integrity of TC18 Titanium Alloy by Longitudinal-Torsional Ultrasonic Vibration-Assisted Milling. Master’s Thesis, Chongqing University, Chongqing, China, 2022. [Google Scholar]
- Sun, Y.J.; Gong, H.; Wang, Y. Tribological viewpoint of the cutting force in rotary ultrasonic vibration-assisted side milling. Int. J. Adv. Manuf. Technol. 2021, 114, 2839–2848. [Google Scholar] [CrossRef]
- Pang, Y.; Feng, P.; Wang, J. Performance analysis of the longitudinal-torsional ultrasonic milling of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2021, 113, 1255–1266. [Google Scholar] [CrossRef]
- Zhao, B.; Li, P.T.; Zhang, C.Y.; Wang, X.B. Effect of ultrasonic vibration direction on milling characteristics of Ti alloy TC4. Acta Aeronaut. Astronaut. Sin. 2020, 41, 623301. [Google Scholar]
- Wei, X.T. Research on Ultrasonic Vibration Assisted Milling Process of Titanium Alloy. Master’s Thesis, Harbin University of Science and Technology, Harbin, China, 2021. [Google Scholar]
- Ali, M.H.; Khidhir, B.A.; Ansari, M.N.M.; Mohamed, B. FEM to predict the effect of feed rate on surface roughness with cutting force during face milling of titanium alloy. HBRC J. 2013, 9, 263–269. [Google Scholar] [CrossRef]
- Tong, J.L.; Wei, G. Characteristics of cutting force during Ti alloy processed with UEVC. J. Vib. Shock. 2019, 38, 208–215. [Google Scholar]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K. Investigation of Selected Surface Topography Parameters and Deformation during Milling of Vertical Thin-Walled Structures from Titanium Alloy Ti6Al4V. Materials 2023, 16, 3182. [Google Scholar] [CrossRef]
- Verma, G.C.; Pandey, P.M. Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 2019, 94, 350–363. [Google Scholar] [CrossRef]
- Ma, T.; Liu, T.T.; Liao, W.H.; Jiang, L.Y.; Xiao, Z.N. Fatigue Properties of Ti-6A-4V Produced by Selective Laser Melting. Chin. J. Lasers 2018, 45, 1102012. [Google Scholar]
- Tan, R.K.; Zhao, X.S.; Guo, S.S.; Zou, X.C.; He, Y.; Geng, Y.Q.; Hu, Z.J.; Sun, T. Sustainable production of dry-ultra-precision machining of Ti-6Al-4V alloy using PCD tool under ultrasonic elliptical vibration-assisted cutting. J. Clean. Prod. 2020, 248, 119254. [Google Scholar] [CrossRef]
- Huang, B.Y. Chinese Materials Engineering Ceremony (Non-Ferrous Metal Materials Engineering); Chemical Industry Press: Beijing, China, 2006. [Google Scholar]
- Li, P.T. Study on Ultrasonic Milling Process and Surface Microscopic Characteristics of Titanium Alloy. Master’s Thesis, Henan Polytechnic University, Jiaozuo, China, 2020. [Google Scholar]
- Wang, Z.X. Numerical Simulation and Experimental Study on Surface Integrity for Ultrasonic Assisted Milling Titanium Alloy. Master’s Thesis, Dalian University of Technology, Dalian, China, 2020. [Google Scholar]
- Szwajka, K.; Zielińska-Szwajka, J.; Trzepieciński, T. Improving the Surface Integrity of 316L Steel in the Context of Bioimplant Applications. Materials 2023, 16, 3460. [Google Scholar] [CrossRef] [PubMed]
- GB/T 3505-2009; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. Standardization Administration of China: Beijing, China, 2009.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Ti | Fe | C | N | H | O | Individual | Total |
|---|---|---|---|---|---|---|---|---|---|
| 5.5–6.8 | 3.5–4.5 | Rest | 0.30 | 0.10 | 0.05 | 0.015 | 0.20 | 0.10 | 0.40 |
| Density (kg/m3) | Elastic Modulus (GPa) | Yield Strength (MPa) | Tensile Strength (MPa) | Hardness (HRC) | Thermal Conductivity (W/mK) | Poisson’s Ratio (μ) |
|---|---|---|---|---|---|---|
| 4440 | 110 | 860 | 905 | 30 | 7.995 | 0.34 |
| Sample | Spindle Speed n (r/min) | Feed Rate per Tooth fz (mm/z) | Cutting Depth ap (mm) | Amplitude A (μm) |
|---|---|---|---|---|
| 1–4 | 800, 1400, 2000, 2600 | 0.01 | 0.2 | 3 |
| 5–8 | 1400 | 0.005, 0.01, 0.015, 0.02 | 0.2 | 3 |
| 9–12 | 1400 | 0.01 | 0.2, 0.3, 0.4, 0.5 | 3 |
| 13–16 | 1400 | 0.01 | 0.2 | 0, 1, 3, 5 |
| Level | Spindle Speed N(A) (r/min) | Feed per Tooth fz(B) (mm/z) | Milling Depth ap(C) (mm) | Amplitude A(D) (μm) |
|---|---|---|---|---|
| 1 | 800 | 0.005 | 0.2 | 0 |
| 2 | 1400 | 0.010 | 0.3 | 1 |
| 3 | 2000 | 0.015 | 0.4 | 3 |
| 4 | 2600 | 0.020 | 0.5 | 5 |
| No. | Spindle Speed n(A) (r/min) | Feed per Tooth fz(B) (mm/z) | Milling Depth ap(C) (mm) | Amplitude A(D) (μm) | Fx (N) | Fy (N) | Fz (N) |
|---|---|---|---|---|---|---|---|
| 1 | 800 | 0.005 | 0.2 | 0 | 11.245 | 4.508 | 18.810 |
| 2 | 800 | 0.01 | 0.3 | 1 | 18.719 | 7.364 | 25.226 |
| 3 | 800 | 0.015 | 0.4 | 3 | 26.838 | 10.427 | 29.873 |
| 4 | 800 | 0.02 | 0.5 | 5 | 33.988 | 13.757 | 30.290 |
| 5 | 1400 | 0.005 | 0.3 | 3 | 15.314 | 5.800 | 22.001 |
| 6 | 1400 | 0.01 | 0.2 | 5 | 11.357 | 5.671 | 16.287 |
| 7 | 1400 | 0.015 | 0.5 | 0 | 32.697 | 10.976 | 34.943 |
| 8 | 1400 | 0.02 | 0.4 | 1 | 30.067 | 11.106 | 33.368 |
| 9 | 2000 | 0.005 | 0.4 | 5 | 17.548 | 6.545 | 21.713 |
| 10 | 2000 | 0.01 | 0.5 | 3 | 26.205 | 8.773 | 28.974 |
| 11 | 2000 | 0.015 | 0.2 | 1 | 14.225 | 5.839 | 22.030 |
| 12 | 2000 | 0.02 | 0.3 | 0 | 24.560 | 9.186 | 32.116 |
| 13 | 2600 | 0.005 | 0.5 | 1 | 22.247 | 7.348 | 28.613 |
| 14 | 2660 | 0.01 | 0.4 | 0 | 23.753 | 8.132 | 31.778 |
| 15 | 2600 | 0.015 | 0.3 | 5 | 20.164 | 7.891 | 26.193 |
| 16 | 2600 | 0.02 | 0.2 | 3 | 16.328 | 7.155 | 25.087 |
| Spindle Speed n (r/min) | Feed Rate per Tooth fz (mm/z) | Milling Depth ap (mm) | Amplitude a (μm) | |
|---|---|---|---|---|
| K1 | 22.679 | 16.588 | 13.289 | 23.064 |
| K2 | 22.359 | 20.008 | 19.689 | 21.315 |
| K3 | 20.623 | 23.481 | 24.552 | 21.171 |
| K4 | 20.634 | 26.236 | 28.784 | 20.764 |
| Range | 2.074 | 9.648 | 15.495 | 2.300 |
| Spindle Speed n (r/min) | Feed Rate per Tooth fz (mm/z) | Milling Depth ap (mm) | Amplitude A (μm) | |
|---|---|---|---|---|
| K1 | 9.014 | 6.050 | 5.793 | 8.200 |
| K2 | 8.388 | 7.485 | 7.560 | 7.194 |
| K3 | 7.586 | 8.783 | 9.053 | 8.039 |
| K4 | 7.632 | 10.301 | 10.213 | 8.466 |
| Range | 1.428 | 4.251 | 4.420 | 0.552 |
| Spindle Speed n (r/min) | Feed Rate per Tooth fz (mm/z) | Milling Depth ap (mm) | Amplitude A (μm) | |
|---|---|---|---|---|
| K1 | 26.050 | 22.784 | 20.553 | 29.412 |
| K2 | 26.650 | 25.566 | 26.384 | 27.309 |
| K3 | 26.208 | 28.260 | 29.183 | 26.484 |
| K4 | 27.918 | 30.215 | 30.705 | 23.621 |
| Range | 1.868 | 7.431 | 10.152 | 5.791 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lü, Q.; Yang, S.; Yang, L.; Liu, E.; Li, G.; Xiang, D. Optimization Milling Force and Surface Roughness of Ti-6Al-4V Based on Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines 2023, 14, 1699. https://doi.org/10.3390/mi14091699
Lü Q, Yang S, Yang L, Liu E, Li G, Xiang D. Optimization Milling Force and Surface Roughness of Ti-6Al-4V Based on Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines. 2023; 14(9):1699. https://doi.org/10.3390/mi14091699
Chicago/Turabian StyleLü, Qingqing, Saiyu Yang, Liquan Yang, Erbo Liu, Guangxi Li, and Daohui Xiang. 2023. "Optimization Milling Force and Surface Roughness of Ti-6Al-4V Based on Ultrasonic-Assisted Milling (UAM): An Experimental Study" Micromachines 14, no. 9: 1699. https://doi.org/10.3390/mi14091699
APA StyleLü, Q., Yang, S., Yang, L., Liu, E., Li, G., & Xiang, D. (2023). Optimization Milling Force and Surface Roughness of Ti-6Al-4V Based on Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines, 14(9), 1699. https://doi.org/10.3390/mi14091699