
Splicing Measurement and Compensation of Straightness Errors for Ultra-Precision Guideways

Abstract
:1. Introduction
2. Splicing Measurement of Straightness Error
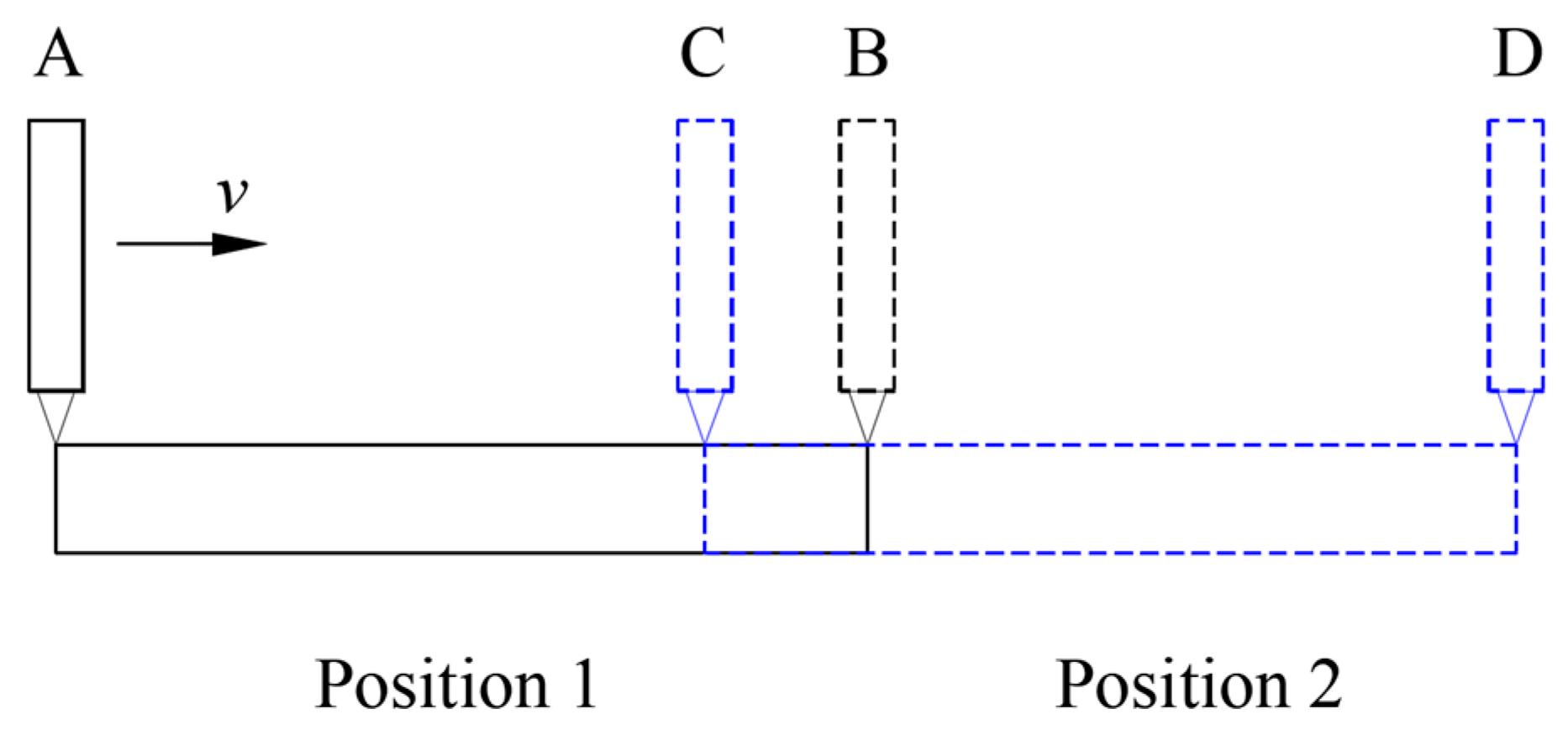
2.1. Principle of Splicing Measurement
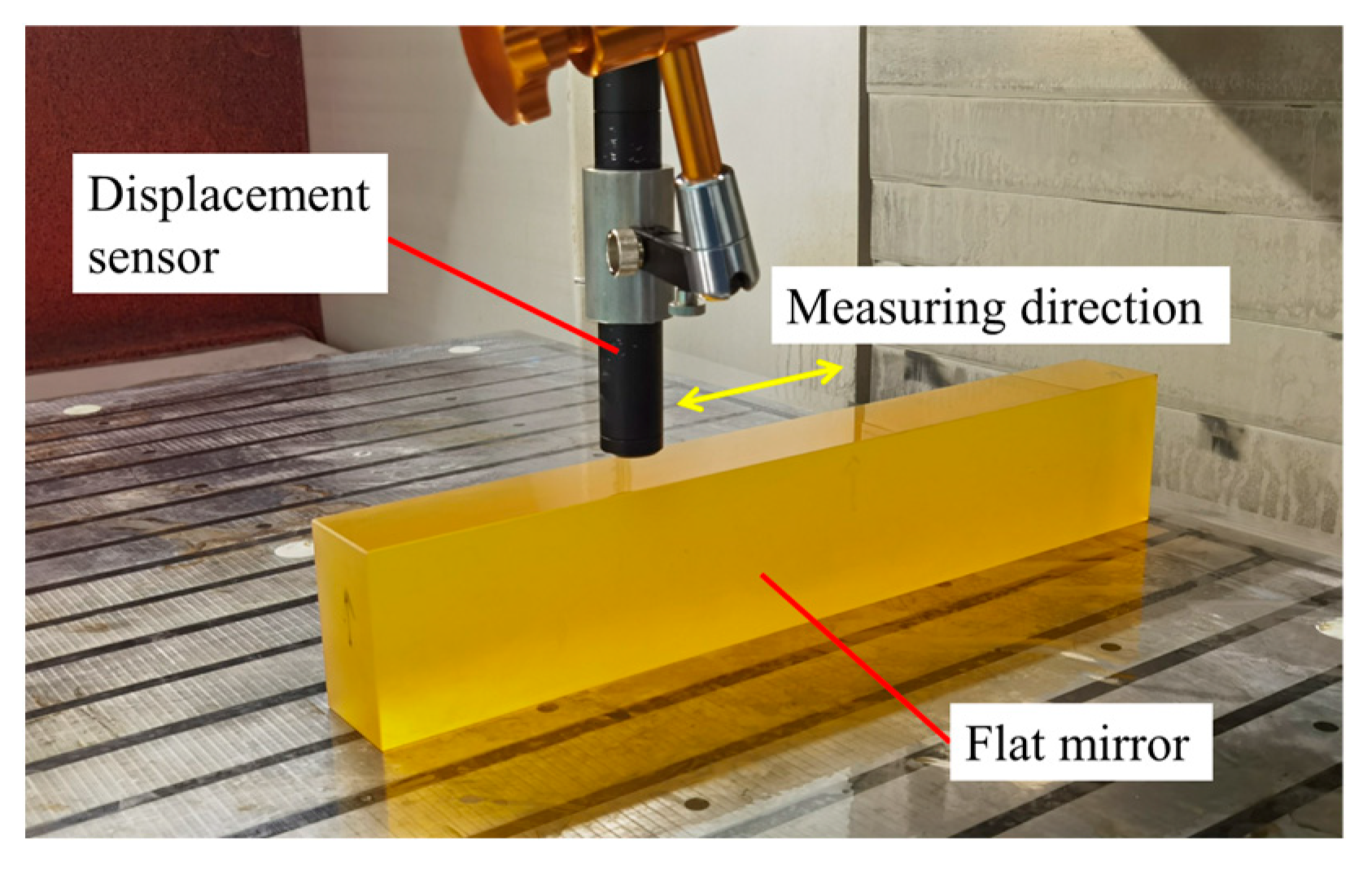
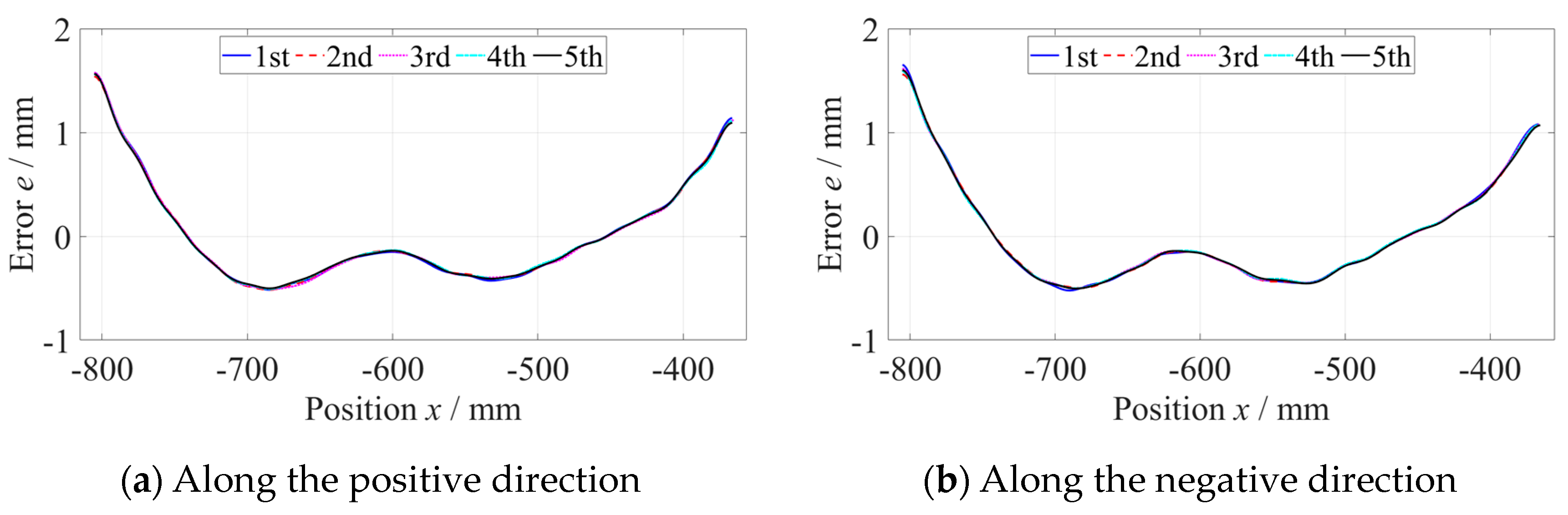
2.2. Experiments on Measuring Straightness Error of Guideways
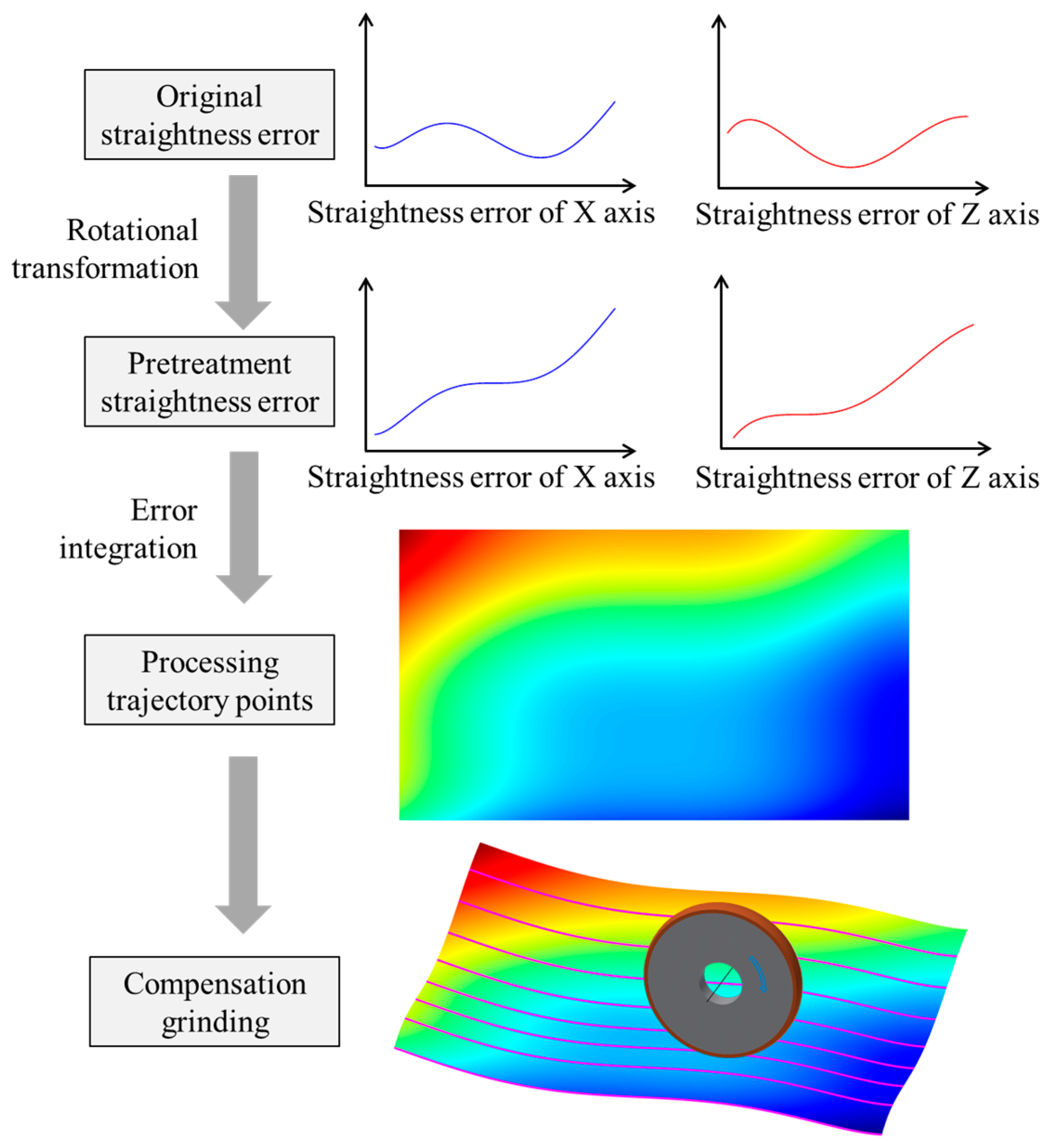
3. Compensation for Straightness Error of Guideways
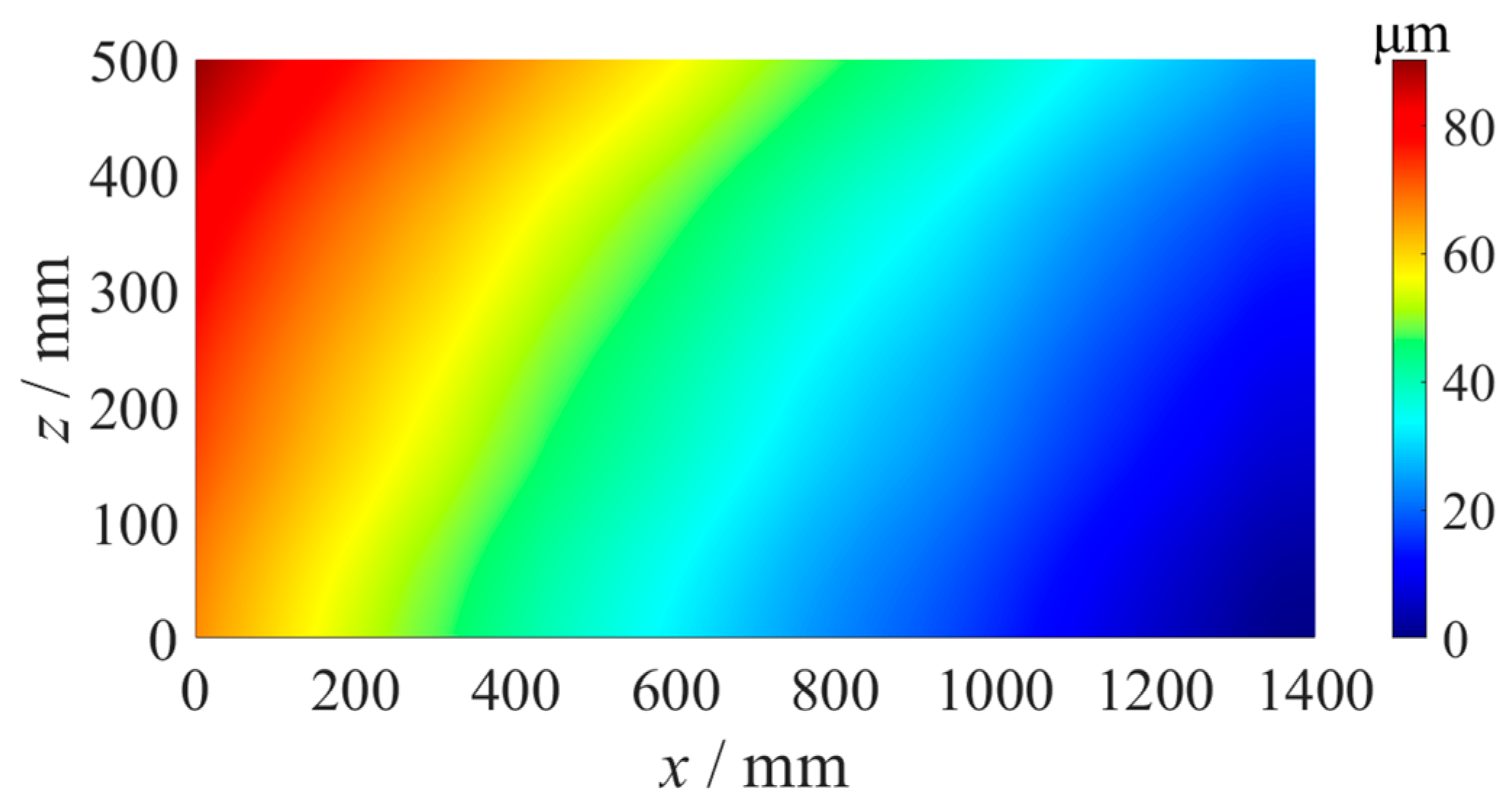
3.1. Analysis of Straightness Error Compensation
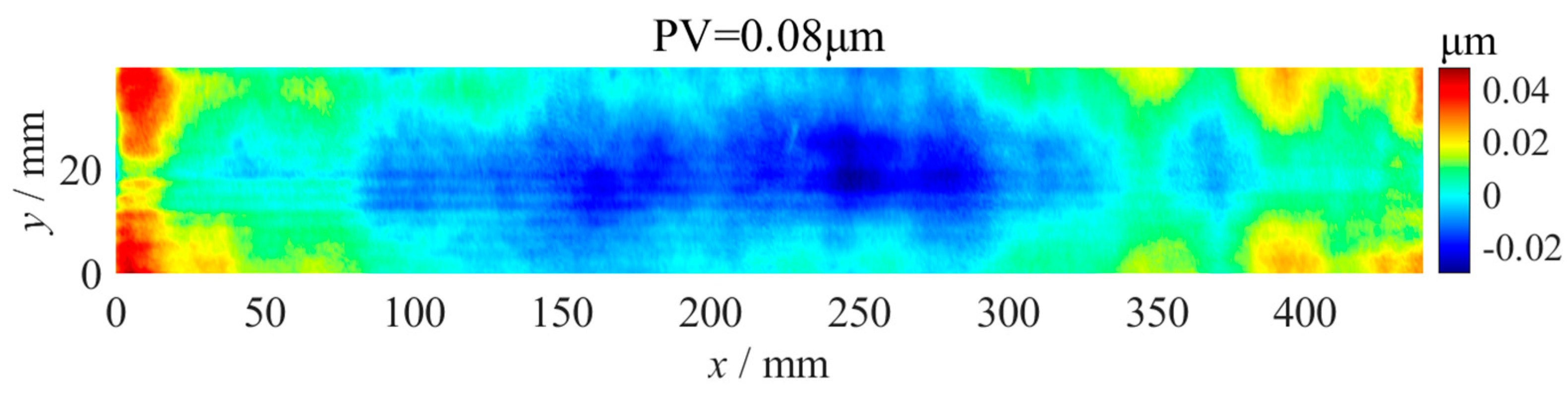
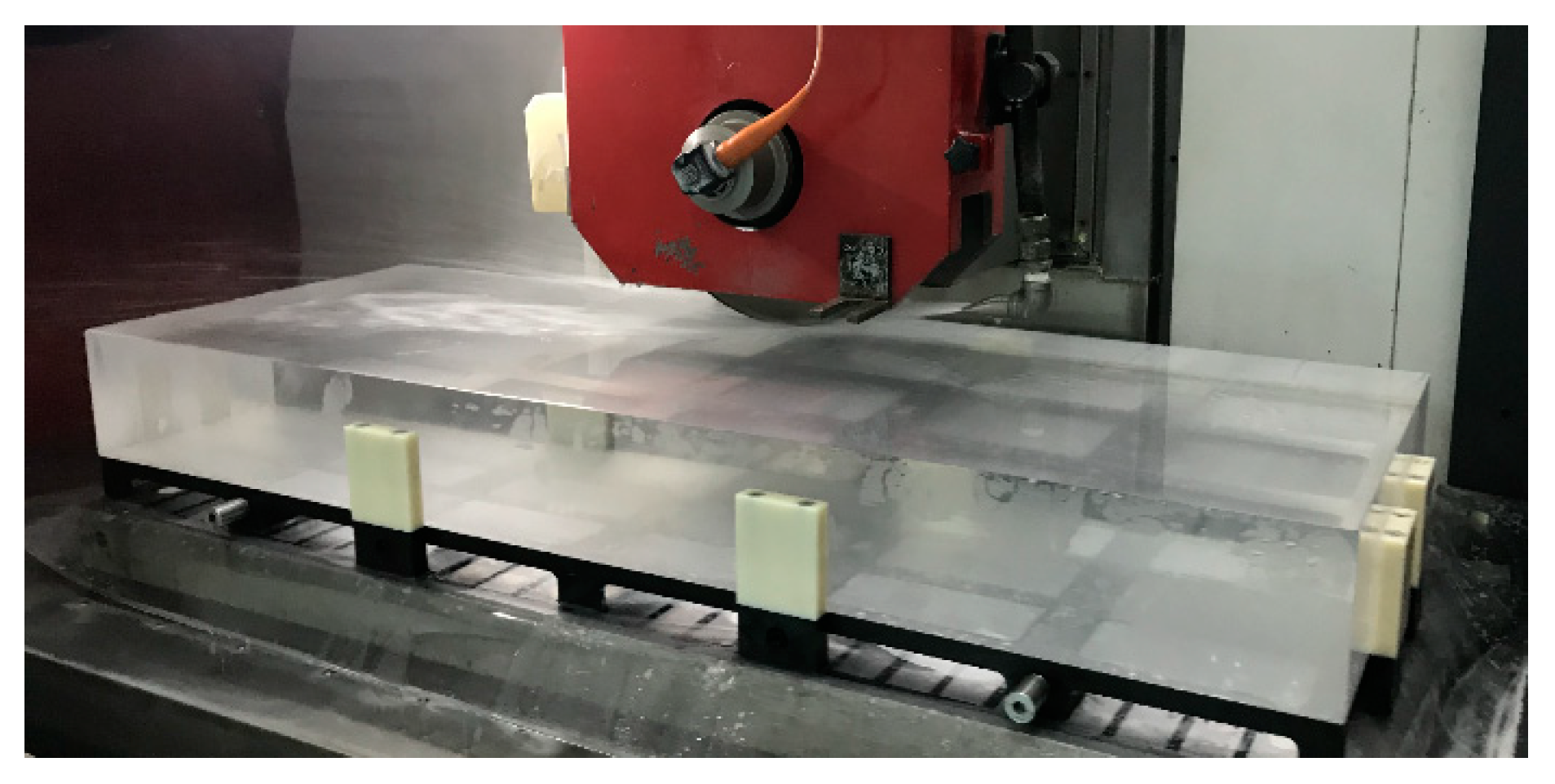
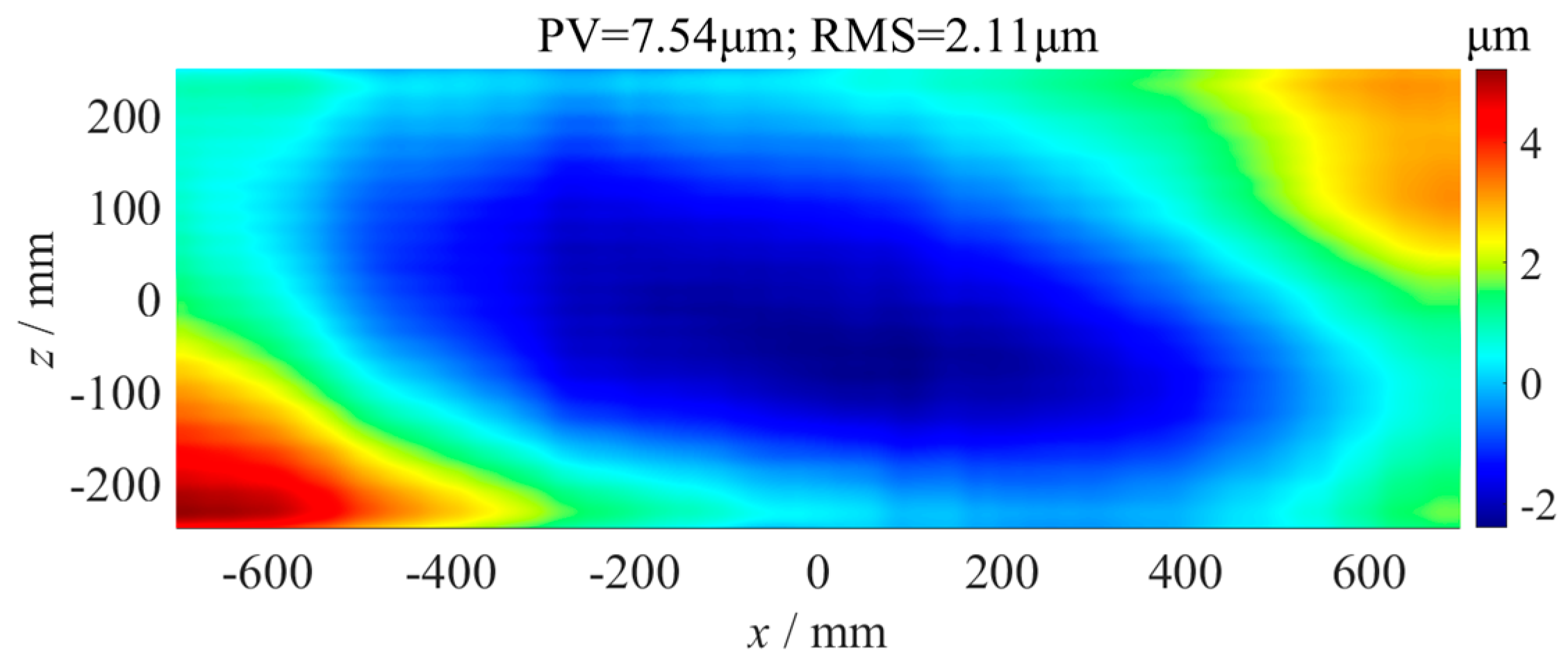
3.2. Compensation Grinding Experiment
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hong, H.B.; Yin, Y.H. Ontology-based conceptual design for ultra-precision hydrostatic guideways with human-machine interaction. J. Ind. Inf. Integr. 2016, 2, 11–18. [Google Scholar] [CrossRef]
- Furutani, R.; Yamaguchi, K. Creation and utilization of straightness standard due to reciprocal measurement of linear stage. J. Phys. Conf. Ser. 2021, 1777, 012004. [Google Scholar] [CrossRef]
- Patricio, F.; Jose, J. Theoretical Analysis of Straightness Errors in Coordinate Measuring Machines (CMM) with Three Linear Axes. Int. J. Precis. Eng. Manuf. 2021, 22, 63–72. [Google Scholar]
- Zha, J.; Lv, D.; Jia, Q.; Chen, Y.L. Motion straightness of hydrostatic guideways considering the ratio of pad center spacing to guide rail profile error wavelength. Int. J. Adv. Manuf. Technol. 2016, 82, 2065–2073. [Google Scholar] [CrossRef]
- Shi, C.C.; Wang, Z.Z.; Peng, Y.F.; Lei, P.L.; Li, C.L. Quasi-static kinematics model for motion errors of closed hydrostatic guideways in ultra-precision machining. Precis. Eng. 2021, 71, 90–102. [Google Scholar] [CrossRef]
- Lei, P.; Wang, Z.; Shi, C.; Peng, Y.; Lu, F. Simulation, Modeling and Experimental Research on the Thermal Effect of the Motion Error of Hydrostatic Guideways. Micromachines 2021, 12, 1445. [Google Scholar] [CrossRef]
- Feng, W.L.; Yao, X.D.; Arynov, A.; Yang, J.G. Straightness error compensation for large CNC gantry type milling centers based on B-spline curves modeling. Int. J. Mach. Tools Manuf. 2015, 88, 165–174. [Google Scholar] [CrossRef]
- Sato, Y.; Fujlmoto, M.; Keita, R.; Kato, H.; Tasaki, R.; Ohishi, S. Designing and manufacturing of desktop type 5-axis NC precision grinder and its fundamental grinding characteristics. J. Jpn. Soc. Abras. Technol. 2021, 65, 153–161. [Google Scholar]
- Zheng, F.J.; Feng, Q.B.; Zhang, B.; Li, J.K.; Zhao, Y.Q. A high-precision laser method for directly and quickly measuring 21 geometric motion errors of three linear axes of computer numerical control machine tools. Int. J. Adv. Manuf. Technol. 2020, 109, 1285–1296. [Google Scholar] [CrossRef]
- Ahmed, E.; Sarwat, Z. Comparative study of error determination of machine tools. Int. J. Adv. Manuf. Technol. 2023, 124, 4575–4602. [Google Scholar]
- Chen, B.Y.; Mao, W.D.; Lou, Y.T.; Yan, L.P.; Li, Z.Y.; Yang, Y. Simultaneous measurement of the straightness error and its position using a modified Wollaston-prism-sensing homodyne interferometer. Meas. Sci. Technol. 2020, 31, 085004. [Google Scholar] [CrossRef]
- Chen, J.; Lin, S.; Gu, T. Geometric error identification for machine tools using a novel 1D probe system. Int. J. Adv. Manuf. Technol. 2021, 114, 3475–3487. [Google Scholar] [CrossRef]
- Vladas, V.; Mindaugas, J.; Vytautas, T. Optical device for straightness measurement. Appl. Phys. B Lasers Opt. 2015, 121, 203–208. [Google Scholar]
- Wang, C.; Zhong, F.H.; Jonathan, D.E. Two-dimensional straightness measurement based on optical knife-edge sensing. Rev. Sci. Instrum. 2017, 88, 095109. [Google Scholar] [CrossRef] [PubMed]
- Zhang, E.Z.; Teng, X.Y.; Chen, B.Y.; Zhang, S.H.; Li, Z.Y. Three-degrees-of-freedom measurement system for measuring straightness errors and their position based on the Faraday effect. Appl. Opt. 2020, 59, 764–770. [Google Scholar] [CrossRef]
- Wang, X.K. Testing linearity error of long guideway by laser tracker. Appl. Opt. 2013, 34, 686–689. [Google Scholar]
- Liu, W.Z.; Zhang, C.; Duan, F.J.; Fu, X.; Bao, R.J.; Yan, M. A method for noise attenuation of straightness measurement based on laser collimation. Measurement 2021, 182, 109643. [Google Scholar] [CrossRef]
- Li, J.R.; Wei, H.Y.; Li, Y. Beam drift reduction by straightness measurement based on a digital optical phase conjugation. Appl. Opt. 2019, 58, 7636–7642. [Google Scholar] [CrossRef]
- Ji, H.J.; Jeong, S.O.; Chung, S.C. Compensation of sensor gain difference in measuring straightness errors using a mixed sequential two-probe method. Int. J. Precis. Eng. Manuf. 2019, 20, 427–435. [Google Scholar]
- Li, T.; Miao, D.J.; Li, L.F.; Li, J.S.; Zhong, W. Research on stitching method for segment straightness measurement of the long guideway. Acta Metrol. Sin. 2022, 43, 837–843. [Google Scholar]
- Teng, Y.; Liu, H.L.; Liu, J.W.; Wang, C.; Ma, Z.J. A Rail Corrugation Measurement Method Based on Data splicing. Measurement 2020, 156, 107560. [Google Scholar] [CrossRef]
- Yu, S.M.; Yao, P.; Xu, J.M.; Wang, W.; Li, Y.M.; Chu, D.K.; Qu, S.H.; Huang, C.Z. Profile error compensation in ultra-precision grinding of aspherical-cylindrical lens array based on the real-time profile of wheel and normal residual error. J. Mater. Process. Technol. 2023, 312, 117849. [Google Scholar] [CrossRef]
- Zha, J.; Xue, F.; Chen, Y.L. Straightness error modeling and compensation for gantry type open hydrostatic guideways in grinding machine. Int. J. Mach. Tools Manuf. 2017, 122, 1–6. [Google Scholar] [CrossRef]
- Liang, K.; Ding, H.; Cheng, K. Accuracy Modeling and Quantitative Analysis of On-machine Measurement System for Optical Free-form Surface Machining Machine. Aviat. Precis. Manuf. Technol. 2019, 6, 15–20. [Google Scholar]
- Deng, Y.J.; Jin, X.; Zhang, Z.J. A macro–micro compensation method for straightness motion error and positioning error of an improved linear stage. Int. J. Adv. Manuf. Technol. 2015, 80, 1799–1806. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grinding Wheel | Coolant | Grinding Velocity | Feed Speed | Grinding Depth per Time |
|---|---|---|---|---|
| Diamond wheel with a grit size of 8~12 µm | Water | 30 m/s | 5000 mm/min | 10 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, L.; Zheng, N.; Li, J.; Yuan, Z.; Wang, J.; Fang, F.; Xu, Q. Splicing Measurement and Compensation of Straightness Errors for Ultra-Precision Guideways. Micromachines 2023, 14, 1670. https://doi.org/10.3390/mi14091670
Zhou L, Zheng N, Li J, Yuan Z, Wang J, Fang F, Xu Q. Splicing Measurement and Compensation of Straightness Errors for Ultra-Precision Guideways. Micromachines. 2023; 14(9):1670. https://doi.org/10.3390/mi14091670
Chicago/Turabian StyleZhou, Lian, Nan Zheng, Jie Li, Zhigang Yuan, Jian Wang, Fei Fang, and Qiao Xu. 2023. "Splicing Measurement and Compensation of Straightness Errors for Ultra-Precision Guideways" Micromachines 14, no. 9: 1670. https://doi.org/10.3390/mi14091670
APA StyleZhou, L., Zheng, N., Li, J., Yuan, Z., Wang, J., Fang, F., & Xu, Q. (2023). Splicing Measurement and Compensation of Straightness Errors for Ultra-Precision Guideways. Micromachines, 14(9), 1670. https://doi.org/10.3390/mi14091670