
A Review of Intelligent Assembly Technology of Small Electronic Equipment

 ,
,
Abstract
1. Introduction
2. Positioning Equipment and Algorithms
2.1. Positioning Equipment
2.1.1. Monocular Vision Camera
2.1.2. Binocular Vision Camera
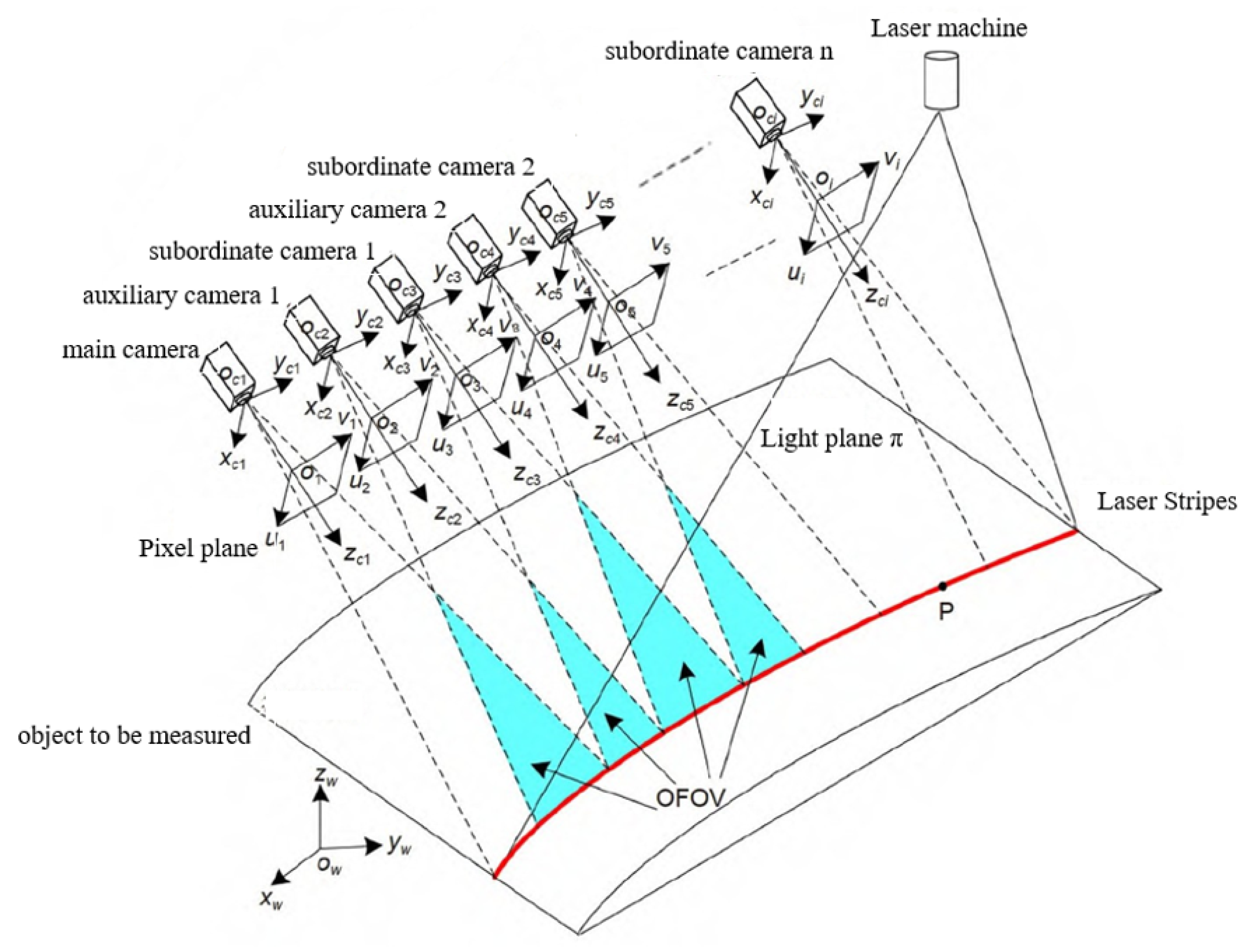
2.1.3. Multi-Vision Camera
2.2. Positioning Algorithms
3. Path and Trajectory Planning
3.1. Machining Path Planning
3.1.1. Drilling Path Optimization of PCBs
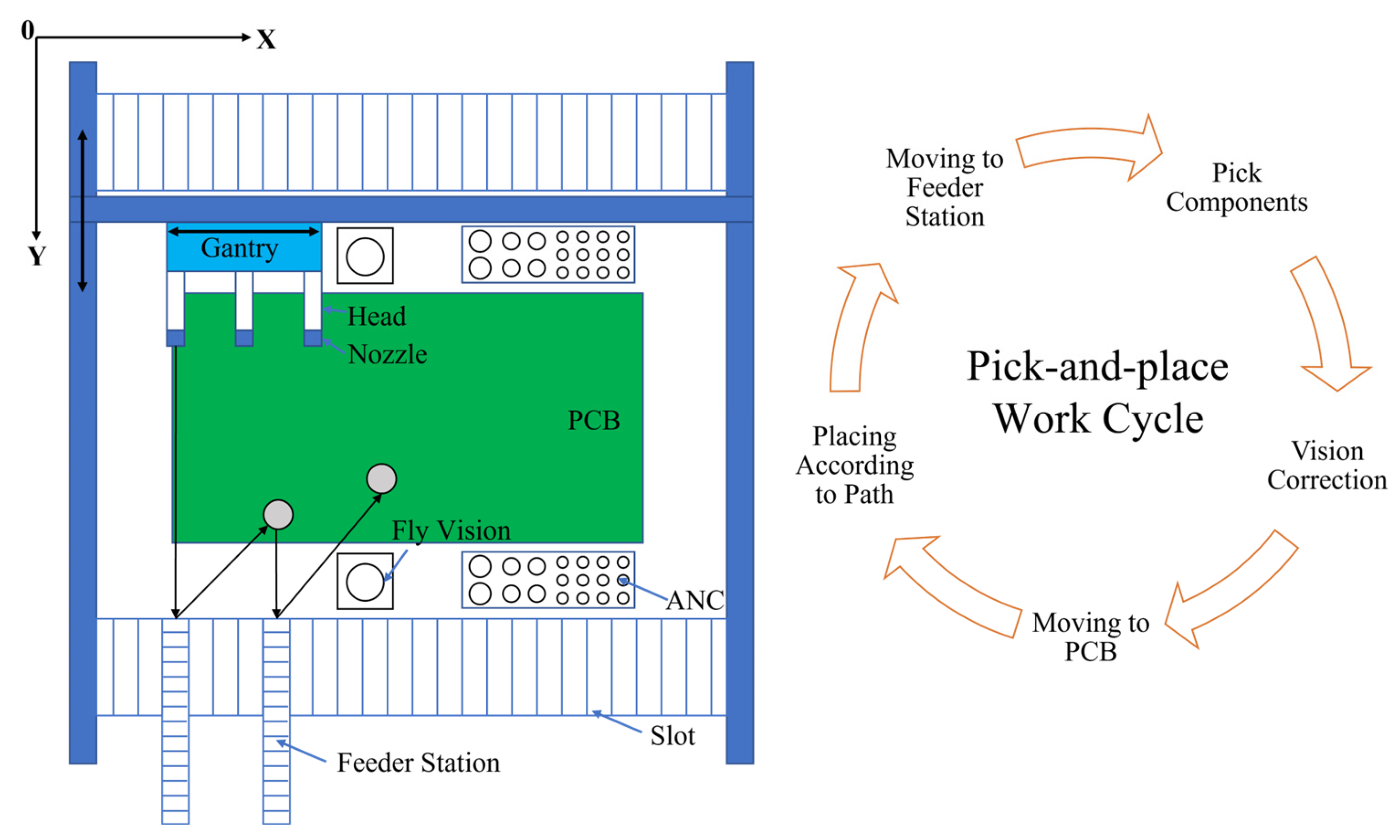
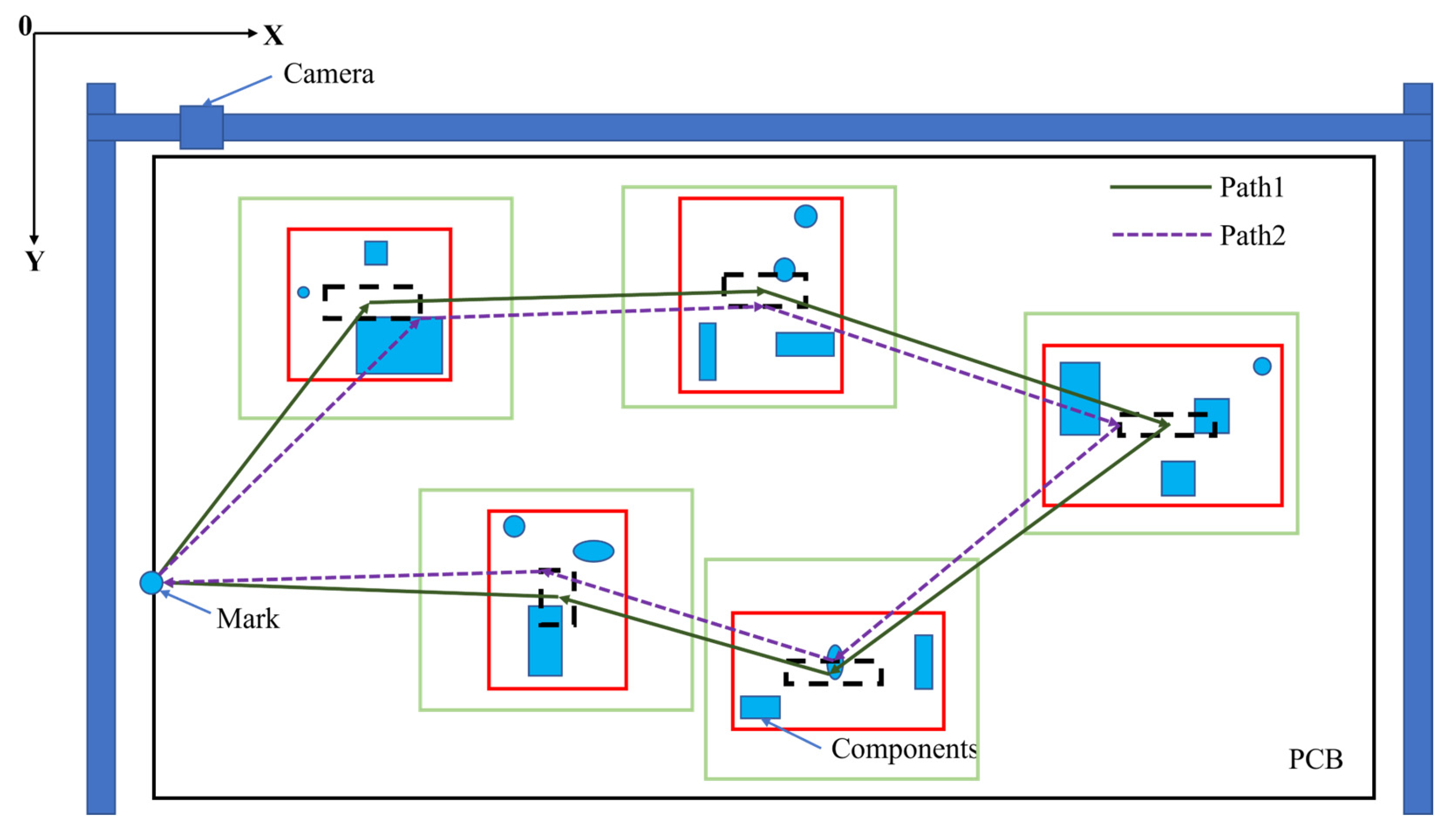
3.1.2. PCB Mounting Sequence Optimization
3.1.3. AOI Path Planning
3.2. Assembly Trajectory Planning
4. Force–Position Coordination Control
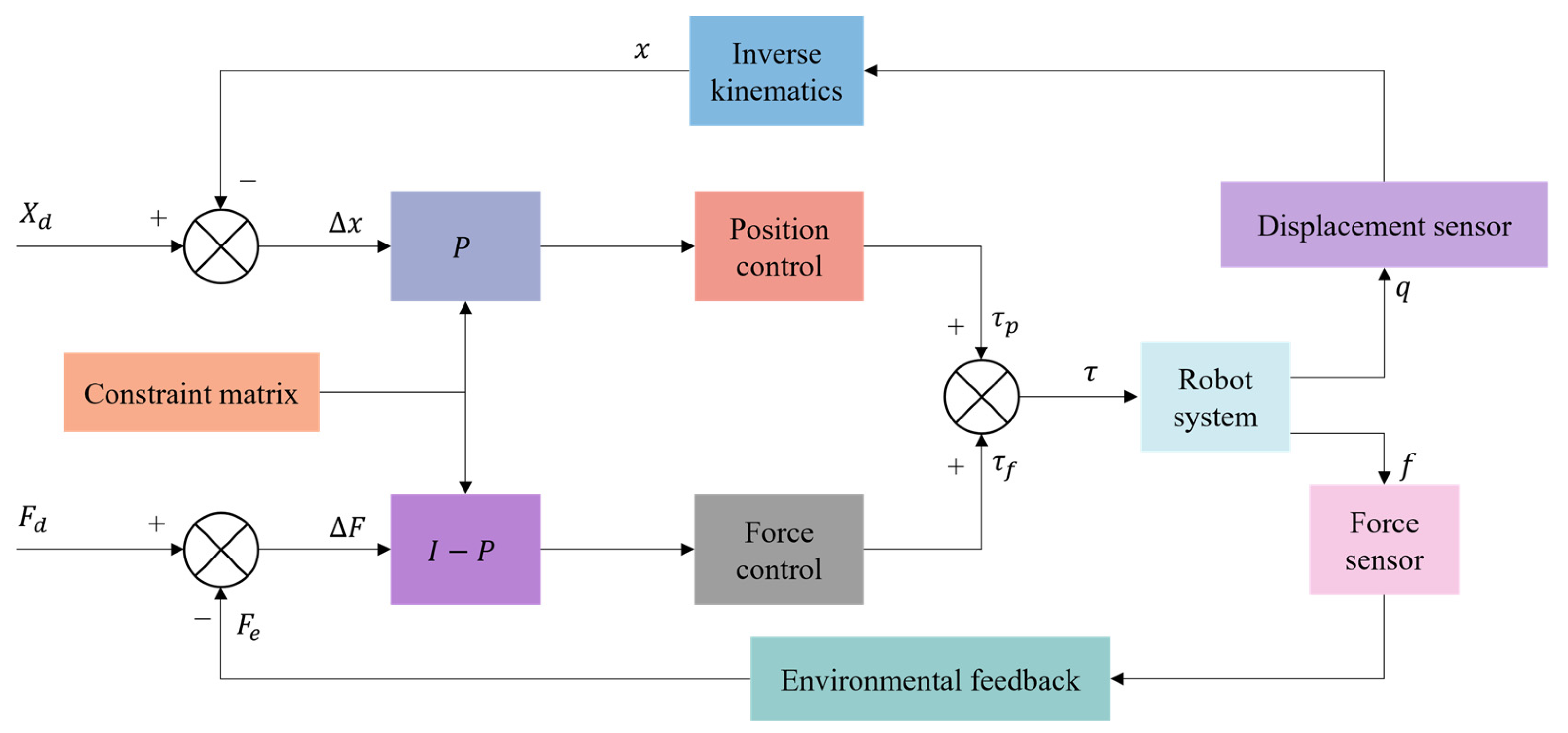
4.1. Hybrid Force–Position Control
4.2. Impedance Control
4.3. Intelligent Control

4.4. Visual Servo
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.T. Application analysis of domestic electronic components. China Plant Eng. 2022, 496, 247–248. [Google Scholar]
- Luo, Q. Development strategy analysis on advanced military electronics manufacturing technology. Mod. Radar 2007, 29, 7–11. [Google Scholar]
- Zhao, Z.J.; Zhang, D.; Li, J.X. Vigorously promote the rapid development of intelligent manufacturing of high-end electronic equipment in my country. Def. Sci. Technol. Ind. 2019, 227, 38–41. [Google Scholar]
- Yin, Z.P.; Huang, Y.A.; Yang, H.; Chen, J.K.; Duan, Y.Q.; Chen, W. Flexible electronics manufacturing technology and equipment. Sci. China Technol. Sci. 2022, 65, 1940–1956. [Google Scholar] [CrossRef]
- Dolgui, A.; Sgarbossa, F.; Simonetto, M. Design and management of assembly systems 4.0: Systematic literature review and research agenda. Int. J. Prod. Res. 2022, 60, 184–210. [Google Scholar] [CrossRef]
- Miqueo, A.; Torralba, M.; Yagüe-Fabra, J.A. Lean manual assembly 4.0: A systematic review. Appl. Sci. 2020, 10, 8555. [Google Scholar] [CrossRef]
- Daneshmand, M.; Noroozi, F.; Corneanu, C.; Mafakheri, F.; Fiorini, P. Industry 4.0 and prospects of circular economy: A survey of robotic assembly and disassembly. Int. J. Adv. Manuf. Technol. 2023, 124, 2973–3000. [Google Scholar] [CrossRef]
- Bortolini, M.; Ferrari, E.; Gamberi, M.; Pilati, F.; Faccio, M. Assembly system design in the Industry 4.0 era: A general framework. IFAC Pap. 2017, 50, 5700–5705. [Google Scholar] [CrossRef]
- Dong, Y.L.; Li, X.F.; Liu, X.; Zhao, H.; Ge, D.S.; Yin, Y.C.; Chen, K.D.; Huang, T.A.; Yuan, Y.; Ding, H. A review of robotized intelligent assembly technology in the aerospace field. AI-View 2022, 9, 6–20. [Google Scholar]
- Zhao, H.; Ge, D.S.; Luo, L.Z.; Yin, Y.C.; Ding, H. Survey of automated flexible docking assembly technology for large-scale components. J. Mech. Eng. 2022, 1–21. [Google Scholar]
- Xu, J.; Zhang, C.; Liu, Z.; Pei, Y. A review on significant technologies related to the robot-guided intelligent bolt assembly under complex or uncertain working conditions. IEEE Access 2019, 7, 136752–136776. [Google Scholar] [CrossRef]
- Jiang, Z.; Cao, X.; Huang, X.; Li, H.; Ceccarelli, M. Progress and development trend of space intelligent robot technology. Space Sci. Technol. 2022, 2022, 9832053. [Google Scholar] [CrossRef]
- Jin, J.; Tian, W.; Li, B. Design of an Automatic Drilling-riveting End-effector. China Mech. Eng. 2020, 31, 1555–1561. [Google Scholar]
- Anitha, D.B.; Rao, M. SMT component inspection in PCBA’s using image processing techniques. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 541–547. [Google Scholar]
- Shirmohammadi, S.; Ferrero, A. Camera as the instrument: The rising trend of vision based measurement. IEEE Instrum. Meas. Mag. 2014, 17, 41–47. [Google Scholar] [CrossRef]
- Li, Q.M. Research on positioning accuracy of threaded hole based on monocular vision. Comb. Mach. Tool Autom. Mach. Technol. 2021, 62, 20–23. [Google Scholar]
- Yu, Q.; Zhuang, Z.W.; Tian, W.; Li, P.C. Identification and location technology of scattered rivets based on monocular vision. Comput. Integr. Manuf. Syst. 2022, 1–20. [Google Scholar]
- Bui, M.T.; Doskočil, R.; Krivanek, V.; Ha, T.H.; Bergeon, Y.T.; Kutilek, P. Indirect method to estimate distance measurement based on single visual cameras. In Proceedings of the 2017 International Conference on Military Technologies (ICMT), Brno, Czech Republic, 31 May–2 June 2017; pp. 695–700. [Google Scholar]
- Bui, M.T.; Doskocil, R.; Krivanek, V. Distance and angle measurement using monocular vision. In Proceedings of the 2018 18th International Conference on Mechatronics-Mechatronika (ME), Brno, Czech Republic, 5–7 December 2018; pp. 1–6. [Google Scholar]
- Guan, Y.; Tian, J.; Tang, Y. Workpiece Identification and Localization Based on Monocular Vision. In Proceedings of the 2019 IEEE 9th Annual International Conference on CYBER Technology in Automation, Control, and Intelligent Systems (CYBER), Suzhou, China, 29 July–2 August 2019; pp. 1612–1616. [Google Scholar]
- Liu, H.C.; Yan, X.J.; Hui, H.C. Design of Axis Hole Parts Positioning System Based on Monocular Vision. Mach. Electron. 2021, 39, 70–75. [Google Scholar]
- Wang, T.; Chen, M. Research on target recognition and location based on monocular vision. Mechatronics 2015, 11, 12–16. [Google Scholar]
- Fang, S.; Huang, X.; Chen, H.; Xi, N. Dual-arm robot assembly system for 3C product based on vision guidance. In Proceedings of the 2016 IEEE International Conference on Robotics and Biomimetics (ROBIO), Qingdao, China, 3–7 December 2016; pp. 807–812. [Google Scholar]
- Poggi, M.; Tosi, F.; Batsos, K.; Mordohai, P.; Mattoccia, S. On the synergies between machine learning and binocular stereo for depth estimation from images: A survey. IEEE Trans. Pattern Anal. Mach. Intell. 2021, 44, 5314–5334. [Google Scholar] [CrossRef]
- Van Der Kruk, E.; Reijne, M.M. Accuracy of human motion capture systems for sport applications; state-of-the-art review. Eur. J. Sport Sci. 2018, 18, 806–819. [Google Scholar] [CrossRef]
- Menolotto, M.; Komaris, D.-S.; Tedesco, S.; O’Flynn, B.; Walsh, M. Motion capture technology in industrial applications: A systematic review. Sensors 2020, 20, 5687. [Google Scholar] [CrossRef]
- Tölgyessy, M.; Dekan, M.; Chovanec, Ľ.; Hubinsky, P. Evaluation of the azure Kinect and its comparison to Kinect V1 and Kinect V2. Sensors 2021, 21, 413. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Sun, Q.; Zhang, C.; Tang, Y.; Qian, F. Monocular depth estimation based on deep learning: An overview. Sci. China Technol. Sci. 2020, 63, 1612–1627. [Google Scholar] [CrossRef]
- Younes, G.; Asmar, D.; Shammas, E.; Zelek, J. Keyframe-based monocular SLAM: Design, survey, and future directions. Robot. Auton. Syst. 2017, 98, 67–88. [Google Scholar] [CrossRef]
- Zhang, X.; Wei, P. Monocular vision calibration method of the stereo target for robot pose measurement. Infrared Laser Eng. 2017, 46, 221–229. [Google Scholar] [CrossRef]
- Ding, Y.B.; Mei, J.P.; Zhang, W.C.; Liu, X.L. Position and orientation measurement of parallel robot based on monocular vision. J. Mech. Eng. 2014, 50, 174–179. [Google Scholar] [CrossRef]
- Wang, X.F.; Zhang, L.L.; Hu, X.P.; Zhang, P. Research on obstacle avoidance of robot based on monocular vision. Navig. Control. 2018, 17, 56–64. [Google Scholar]
- Li, H.; Chen, Y.L.; Chang, T.; Wu, X.; Ou, Y.; Xu, Y. Binocular vision positioning for robot grasping. In Proceedings of the 2011 IEEE International Conference on Robotics and Biomimetics, Phuket, Thailand, 7–11 December 2011; pp. 1522–1527. [Google Scholar]
- Ma, C.; Cao, G.H.; Ding, H.C. lmage-guided circular hole positioning method based on industrial robots. Mach. Tool Hydraul. 2023, 51, 50–56. [Google Scholar]
- Zhou, Y.; Li, Q.; Chu, L.; Ma, Y.; Zhang, J. A measurement system based on internal cooperation of cameras in binocular vision. Meas. Sci. Technol. 2020, 31, 065002. [Google Scholar] [CrossRef]
- Kalogeiton, V.S.; Ioannidis, K.; Sirakoulis, G.C.; Kosmatopoulos, E.B. Real-time active SLAM and obstacle avoidance for an autonomous robot based on stereo vision. Cybern. Syst. 2019, 50, 239–260. [Google Scholar] [CrossRef]
- Lu, M.W.; Zhang, C.R.; Jiang, C.Y.; Ye, C.L. Design of rivet hole location method for fuselage panel based on binocular vision. Manuf. Autom. 2018, 40, 81–84+105. [Google Scholar]
- Zhao, S.; Mi, Z.; Chen, R. Moving target detection and 3D reconstruction based on binocular vision. Comput. Integr. Manuf. Syst. 2023, 1–17. [Google Scholar]
- Han, Y.; Zhao, K.; Chu, Z.; Zhou, Y. Grasping control method of manipulator based on binocular vision combining target detection and trajectory planning. IEEE Access 2019, 7, 167973–167981. [Google Scholar] [CrossRef]
- Zhang, H.; Li, J.; Shu, R.; Wang, H.; Li, G. Research on dynamic obstacle avoidance method of manipulator based on binocular vision. Recent Pat. Eng. 2022, 16, 124–137. [Google Scholar] [CrossRef]
- Ma, L.; Zhao, X.W.; Li, D.J. Marker positioning method based on multi-vision. Geospat. Inf. 2022, 20, 26–30+40. [Google Scholar]
- Xu, J.Y. Robot Recognition and Location System Research Based on Multi-Vision. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2017. [Google Scholar]
- Xia, R.; Hu, M.; Zhao, J.; Chen, S.; Chen, Y. Global calibration of multi-cameras with non-overlapping fields of view based on photogrammetry and reconfigurable target. Meas. Sci. Technol. 2018, 29, 065005. [Google Scholar] [CrossRef]
- Ge, Q.R.; Yan, S.J.; Chen, W.; Wu, L.; Xu, X.H. Research on the global calibration of the multi-vision line structured light measurement system based on auxiliary camera. Sci. Sin. 2022, 52, 1274–1284. [Google Scholar] [CrossRef]
- Shen, F.; Qin, F.; Zhang, Z.; Xu, D.; Zhang, J.; Wu, W. Automated pose measurement method based on multivision and sensor collaboration for slice microdevice. IEEE Trans. Ind. Electron. 2020, 68, 488–498. [Google Scholar] [CrossRef]
- Niu, L.; Saarinen, M.; Tuokko, R.; Mattila, J. Integration of multi-camera vision system for automatic robotic assembly. Procedia Manuf. 2019, 37, 380–384. [Google Scholar] [CrossRef]
- Xi, W.; Chen, G.F.; Guan, G.Y. Vision correction algorithm applied in high precision mounter. J. Appl. Opt. 2018, 39, 100–106. [Google Scholar]
- Gioi, R.; Jakubowicz, J.; Morel, J.M.; Randall, G. LSD: A Fast Line Segment Detector with a False Detection Control. IEEE Trans. Pattern Anal. Mach. Intell. 2010, 32, 722–732. [Google Scholar] [CrossRef]
- Yu, Q.; Xu, G.; Cheng, Y.; Zhu, Z.H. PLSD: A perceptually accurate line segment detection approach. IEEE Access 2020, 8, 42595–42607. [Google Scholar] [CrossRef]
- White, R.A.; Smith, J.S.; Lucas, J. Vision-based gauge for online weld profile metrology. IEE Proc. Sci. Meas. Technol. 2002, 141, 521–526. [Google Scholar] [CrossRef]
- Yang, J.D.; Peng, K.; Gu, H.N. Autonomous localization method based on linear feature for robots. J. Shanghai Jiao Tong Univ. 2018, 52, 1120–1124. [Google Scholar]
- Jiang, L. Position error visual detection algorithm for chip component based on rectangle fitting. Mach. Build. Autom. 2013, 42, 72–74. [Google Scholar]
- Zhou, Y.L. Research and Application of High Reliability Visual Localization Algorithm for Mounting Machine. Master’s Thesis, Guangdong University of Technology, Guangzhou, China, 2021. [Google Scholar]
- Chen, G.H.; Li, H.J.; Fang, X.W. Research of the vision positioning system of surface mounting machine based on phase congruence and Hough circle transform. Sci. Technol. Eng. 2015, 15, 59–63. [Google Scholar]
- He, N.N. Research on Identification and Positioning of Circular Mark Points in Machine Vision. Master’s Thesis, Hunan Normal University, Changsha, China, 2018. [Google Scholar]
- Ayala-Ramirez, V.; Garcia-Capulin, C.H.; Perez-Garcia, A.; Sanchez-Yanez, R.E. Circle detection on images using genetic algorithms. Pattern Recognit. Lett. 2006, 27, 652–657. [Google Scholar] [CrossRef]
- Mantau, A.J.; Bowolaksono, A.; Wiweko, B.; Jatmiko, W. Detecting ellipses in embryo images using arc detection method with particle swarm for blastomere-quality measurement system. J. Adv. Comput. Intell. Intell. Inform. 2016, 20, 1170–1180. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Li, S.Y.; Li, J.H. An improved intelligent Hough transform for detecting the diameter of red-hot circular workpiece. J. Xi’an Univ. Technol. 2022, 38, 41–47. [Google Scholar]
- Korman, S.; Reichman, D.; Tsur, G.; Avidan, S. Fast-match: Fast affine template matching. In Proceedings of the Computer Vision and Pattern Recognition (CVPR) 2013, Portland, OR, USA, 23–28 June 2013; pp. 2331–2338. [Google Scholar]
- Crispin, A.J.; Rankov, V. Automated inspection of PCB components using a genetic algorithm template-matching approach. Int. J. Adv. Manuf. Technol. 2007, 35, 293–300. [Google Scholar] [CrossRef]
- Wu, C.H.; Wang, D.Z.; Ip, A.; Wang, D.W.; Chan, C.Y.; Wang, H.F. A particle swarm optimization approach for components placement inspection on printed circuit boards. J. Intell. Manuf. 2009, 20, 535–549. [Google Scholar] [CrossRef]
- Zhuang, Z.W. Research on Rivet Detection and Feeding Technology Based on Robot Vision. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2021. [Google Scholar]
- Zhang, Z.; Yang, X.; Gao, H. Weighted smallest deformation similarity for NN-based template matching. IEEE Trans. Ind. Inform. 2020, 16, 6787–6795. [Google Scholar] [CrossRef]
- Liu, S.D.; Zhou, Y.; Shi, Z.Y. Improved template matching pyramid search algorithm. Laser J. 2023, 44, 42–47. [Google Scholar] [CrossRef]
- Xie, Y.M.; Liu, Q. Research on locating algorithm of vision alignment system in automatic high precision chip mounter. Opt. Tech. 2008, 34, 449–451, 454. [Google Scholar]
- Xiong, D.J. Research on the Key Technology of Vision Detection of High Precision SMT System. Master’s Thesis, Guangdong University of Technology, Guangzhou, China, 2020. [Google Scholar]
- Yan, H.; Li, X.L.; Xie, M. PCBA template matching algorithm based on Gaussian pyramid and new particle swarm optimization algorithm. Comput. Integr. Manuf. Syst. 2022, 28, 1854–1859. [Google Scholar]
- Zhou, K.; Shao, H. Hole group machining path planning based on Hopfield algorithm. Die Mould. Technol. 2003, 21, 48–50. [Google Scholar]
- Zeng, Y.J.; Jin, Y. Component placement sequence optimization for surface mounting machine based on genetic algorithm. Comput. Integr. Manuf. Syst. 2004, 10, 205–208. [Google Scholar]
- Ning, A.B.; Ma, L. A quick algorithm for calculating the lower bound of symmetric traveling salesman problem. Syst. Eng. Theory Pract. 2004, 24, 84–88+99. [Google Scholar]
- Yu, X.X.; Cui, G.H.; Zou, H.M. Basics of Computer Algorithms; Huazhong University of Science & Technology Press: Wuhan, China, 2006. [Google Scholar]
- Bellman, R.E. Dynamic programming treatment of the travelling salesman problem. J. ACM 1962, 9, 61–63. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, Z.Q.; Han, C.D. The application of physical computation—TSP solution. J. Comput. Res. Dev. 1997, 34, 10–15. [Google Scholar]
- Fleischmann, B. A new class of cutting planes for the symmetric traveling salesman problem. Math. Program. 1988, 40, 225–246. [Google Scholar] [CrossRef]
- Wang, J.; Ersoy, O.K.; He, M.; Wang, F. Multi-offspring genetic algorithm and its application to the traveling salesman problem. Appl. Soft Comput. 2016, 43, 415–423. [Google Scholar] [CrossRef]
- Zhang, S.H.; Guo, G.Z.; Zhang, P. Improved ant colony algorithm based on k-means clustering to optimize TSP problem. J. Inn. Mong. Univ. 2021, 52, 609–616. [Google Scholar]
- Shi, X.H.; Liang, Y.C.; Lee, H.P.; Lu, C.; Wang, Q.X. Particle swarm optimization-based algorithms for TSP and generalized TSP. Inf. Process. Lett. 2007, 103, 169–176. [Google Scholar] [CrossRef]
- Sheng, W.S.; Xu, A.P.; Xu, L.J. Simulation of traveling salesman path planning based on ant colony algorithm and genetic algorithm. Comput. Simul. 2022, 39, 398–402+412. [Google Scholar]
- Elloumi, W.; Abed, H.E.; Abraham, A.; Alimi, A.M. A comparative study of the improvement of performance using a PSO modified by ACO applied to TSP. Appl. Soft Comput. 2014, 25, 234–241. [Google Scholar] [CrossRef]
- Luo, J.X.; Luo, S.H.; Wu, X.S. RLS-based tabu search algorithm for mounting sequence optimization of surface mounting machines. J. South China Univ. Technol. 2012, 40, 74–80. [Google Scholar]
- Wang, X.; Liu, H.X. Modeling and solving optimal moving path for NC drilling of PCB. J. Comput. Aided Des. Comput. Graph. 2001, 13, 590–593. [Google Scholar]
- Magirou, V.F. The efficient drilling of printed circuit boards. Interfaces 1986, 16, 13–23. [Google Scholar] [CrossRef]
- Danusaputro, S.; Lee, C.Y.; Martin-Vega, L.A. An efficient algorithm for drilling printed circuit boards. Comput. Ind. Eng. 1990, 18, 145–151. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Li, J.; Xu, Z.J. Improvement of TSP and application to oriented path optimization for PCB NC machining. J. Chongqing Univ. 2004, 27, 17–19+23. [Google Scholar]
- Wei, W.; Li, J.Y.; Wang, H. Path optimization for PCB NC-drilling using genetic algorithm. Comput. Eng. Appl. 2008, 44, 229–232. [Google Scholar]
- Zhu, G.Y. Drilling path optimization based on swarm intelligent algorithm. In Proceedings of the 2006 IEEE International Conference on Robotics and Biomimetics, Kunming, China, 17–20 December 2006; pp. 193–196. [Google Scholar]
- Adam, A.; Abidin, A.F.Z.; Ibrahim, Z.; Husain, A.R.; Yusof, Z.M.; Ibrahim, L. A particle swarm optimization approach to Robotic Drill route optimization. In Proceedings of the 2010 Fourth Asia International Conference on Mathematical/Analytical Modelling and Computer Simulation, Kota Kinabalu, Malaysia, 26–28 May 2010; pp. 60–64. [Google Scholar]
- Wang, Y. PCB drill path optimization by improved genetic algorithm. In Proceedings of the 2019 5th International Conference on Control, Automation and Robotics (ICCAR), Beijing, China, 19–22 April 2019; pp. 744–748. [Google Scholar]
- Zhang, M.L.; Li, Z.X.; Chen, F.B. Research on k-means clustering and path optimization process of HDI plate group. Modul. Mach. Tool Autom. Manuf. Tech. 2018, 59, 134–137. [Google Scholar]
- Huang, K. RESEARCH and Implementation on PCB Drilling Path Planning Algorithm. Master’s Thesis, Huazhong University of Science & Technology, Wuhan, China, 2021. [Google Scholar]
- He, H.L. Research on Vision System of Medium Speed Placement Machine. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2015. [Google Scholar]
- Chen, Y.M.; Lin, C.T. A particle swarm optimization approach to optimize component placement in printed circuit board assembly. Int. J. Adv. Manuf. Technol. 2007, 35, 610–620. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, B.H.; Park, T.H. A hierarchical method to improve the productivity of multi–head surface mounting machines. Intell. Autom. Soft Comput. 2000, 6, 291–301. [Google Scholar] [CrossRef]
- Khoo, L.P.; Ng, T.K. A genetic algorithm-based planning system for PCB component placement. Int. J. Prod. Econ. 1998, 54, 321–332. [Google Scholar] [CrossRef]
- Deo, S.; Javadpour, R.; Knapp, G.M. Multiple setup PCB assembly planning using genetic algorithms. Comput. Ind. Eng. 2002, 42, 1–16. [Google Scholar] [CrossRef]
- Zhu, G.Y.; Zhang, W.B. An improved shuffled frog-leaping algorithm to optimize component pick-and-place sequencing optimization problem. Expert Syst. Appl. 2014, 41, 6818–6829. [Google Scholar] [CrossRef]
- Lin, C.J.; Lin, C.H. Using an improved differential evolution for scheduling optimization of dual-gantry multi-head surface-mount placement machine. Mathematics 2021, 9, 2016. [Google Scholar] [CrossRef]
- Xu, J.Y.; Chen, S.J. Immune algorithm based component placement process optimization of arch placement machine. Mod. Electron. Tech. 2017, 40, 100–104+108. [Google Scholar]
- Ni, Y.D.; Zeng, Z.C.; Yang, C.G.; Yang, H.; Gao, L.J.; Xia, S.W. Application of wolf pack algorithm based on Taguchi experimental analysis in mounter. J. Hefei Univ. Technol. 2020, 43, 1082–1089. [Google Scholar]
- Lu, T.T.; Yu, Z.M.; Zheng, X.D. Dual-gantry placement machine scheduling based on cellular bat algorithm. Mod. Manuf. Eng. 2017, 444, 22–28+101. [Google Scholar]
- Li, Z.; Sun, H.; Yu, X.; Sun, W. Heuristic sequencing Hopfield neural network for pick-and-place location routing in multi-functional placers. Neurocomputing 2022, 472, 35–44. [Google Scholar] [CrossRef]
- Dong, Y. Application of AOI detection technology. In Proceedings of the 2011 China High-End SMT Academic Conference, Nanjing, China, 16–17 November 2011; pp. 487–489. [Google Scholar]
- Hong, S.L. Performance Analysis and Optimization Research on Printed Circuits Board Automatic Optical Inspection. Master’s Thesis, South China University of Technology, Guangzhou, China, 2010. [Google Scholar]
- Kim, H.J.; Park, T.H. A clustering algorithm for path planning of SMT inspection machines. In Proceedings of the SICE 2003 Annual Conference (IEEE Cat. No. 03TH8734), Fukui, Japan, 4–6 August 2003; Volume 3, pp. 2869–2874. [Google Scholar]
- Huang, W.P.; Cheng, L.L. A POS-based algorithm for the auto-generation of detection windows of AOI system. In Proceedings of the 28th Annual Conference of the Six Central and South Provinces (Districts) of the Chinese Society of Automation, Guangzhou, China, 9–13 December 2010; pp. 381–384. [Google Scholar]
- Park, T.H.; Kim, H.J. Path planning of automatic optical inspection machines for PCB assembly systems. In Proceedings of the 2005 International Symposium on Computational Intelligence in Robotics and Automation, Espoo, Finland, 27–30 June 2005; pp. 249–254. [Google Scholar]
- Ma, J.Q.; Ma, X.N.; Ma, P.J.; Su, X.H. A hybrid genetic algorithm of path planning for AOI. J. Harbin Inst. Technol. 2009, 41, 93–96. [Google Scholar]
- Zhong, L.; Zhang, Y.; Zheng, R.R.; Zeng, Q.J. Research of incremental clustering algorithm for optical inspection Windows placement problem. J. Comput. Appl. 2009, 29, 253–255. [Google Scholar] [CrossRef]
- Zhong, L.; Zhang, Y.; Pan, Y.H. Multiple-step path planning algorithm for automated optical inspection system. J. Comput. Appl. 2009, 29, 3132–3134+3138. [Google Scholar] [CrossRef]
- Zhong, L.; Zhang, Y. Constrained multi-windows placement problem of automated optical inspection system. Comput. Eng. Appl. 2009, 45, 27–30. [Google Scholar]
- Deng, L.; Wang, L.; Sheng, B.Y.; Xiao, Z. Path planning of automatic optical inspection based on variable neighborhood ant colony algorithm. Comput. Eng. Des. 2020, 41, 354–360. [Google Scholar]
- Xiao, Z.; Wang, Z.; Liu, D.; Wang, H. A path planning algorithm for PCB surface quality automatic inspection. J. Intell. Manuf. 2021, 33, 1829–1841. [Google Scholar] [CrossRef]
- Jiao, J.C.; Tian, W.; Zhang, L.; Li, B.; Hu, J.S. Hierarchical compensation technology for machining error of industrial robots. Comput. Integr. Manuf. Syst. 2022, 28, 1627–1637. [Google Scholar]
- Long, Z.; Li, X.T.; Shuai, T.; Wen, F.J.; Feng, W.R.; Lang, C.P. Review of research state of trajectory planning for industrial robots. Mech. Sci. Technol. Aerosp. Eng. 2021, 40, 853–862. [Google Scholar]
- Wu, Z.; Chen, J.; Bao, T.; Wang, J.; Zhang, L.; Xu, F. A novel point-to-point trajectory planning algorithm for industrial robots based on a locally asymmetrical jerk motion profile. Processes 2022, 10, 728. [Google Scholar] [CrossRef]
- Rubio, F.; Valero, F.; Suñer, J.L.; Mats, V. A comparison of algorithms for path planning of industrial robots. In Proceedings of the EUCOMES 08: The Second European Conference on Mechanism Science; Springer: Dordrecht, The Netherlands, 2009; pp. 247–254. [Google Scholar]
- Fang, S.; Ma, X.; Qu, J.; Zhang, S.; Lu, N.; Zhao, X. Trajectory planning for seven-DOF robotic arm based on seventh degree polynomial. In Proceedings of the 2019 Chinese Intelligent Systems Conference: Volume II 15th; Springer: Singapore, 2020; pp. 286–294. [Google Scholar]
- Wen, Y.; Pagilla, P. Path-constrained and collision-free optimal trajectory planning for robot manipulators. IEEE Trans. Autom. Sci. Eng. 2022, 20, 763–774. [Google Scholar] [CrossRef]
- Xu, K.X. Research on Trajectory Planning Algorithms for 6-Axis Industrial Robot. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2020. [Google Scholar]
- Kong, Q.B.; Yuan, L.; Jiang, W. Research of an improved trajectory planning method for industrial robot. J. Mech. Transm. 2019, 43, 30–36. [Google Scholar]
- Zhu, H.Y. Research on Trajectory Planning and Motion Simulation of 6-Dof Industrial Robot. Master’s Thesis, Shanghai Ocean University, Shanghai, China, 2022. [Google Scholar]
- Guan, Y.; Yokoi, K.; Stasse, O.; Kheddar, A. On robotic trajectory planning using polynomial interpolations. In Proceedings of the 2005 IEEE International Conference on Robotics and Biomimetics-ROBIO, Hong Kong, China, 5–9 July 2005; pp. 111–116. [Google Scholar]
- Yue, Q.Q.; Lin, M.; Lin, Y.C. Research on trajectory planning of industrial robot based on NURBS algorithm. Mach. Tool Hydraul. 2019, 47, 28–32+71. [Google Scholar]
- Han, S.; Shan, X.; Fu, J.; Xu, W.; Mi, H. Industrial robot trajectory planning based on improved PSO algorithm. J. Phys. Conf. Ser. 2021, 1820, 012185. [Google Scholar] [CrossRef]
- Fang, Y.; Hu, J.; Liu, W.; Shao, Q.; Qi, J.; Peng, Y. Smooth and time-optimal S-curve trajectory planning for automated robots and machines. Mech. Mach. Theory 2019, 137, 127–153. [Google Scholar] [CrossRef]
- Liu, X.; Qiu, C.; Zeng, Q.; Li, A.; Xie, N. Time-energy optimal trajectory planning for collaborative welding robot with multiple manipulators. Procedia Manuf. 2020, 43, 527–534. [Google Scholar] [CrossRef]
- Wang, F.; Wu, Z.; Bao, T. Time-jerk optimal trajectory planning of industrial robots based on a hybrid WOA-GA algorithm. Processes 2022, 10, 1014. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, M.; Zou, Y. Time-optimal and smooth trajectory planning for robot manipulators. Int. J. Control. Autom. Syst. 2021, 19, 521–531. [Google Scholar] [CrossRef]
- Li, X.; Lan, Y.; Jiang, P.; Cao, H.; Zhou, J. An efficient computation for energy optimization of robot trajectory. IEEE Trans. Ind. Electron. 2021, 69, 11436–11446. [Google Scholar] [CrossRef]
- He, J.L.; Zhu, L.Y.; Cheng, L.; Yin, J.C. Time-optimal trajectory planning of 6-dof robot based on genetic algorithm. J. Mech. Transm. 2015, 39, 41–45. [Google Scholar]
- Li, C.Y.; Chao, Y.S.; Chen, S.; Li, J.R.; Yuan, Y.P. Robot Trajectory planning method with optimal energy consumption based on improved sparrow search algorithm. Modul. Mach. Tool Autom. Manuf. Tech. 2022, 580, 180–182+187. [Google Scholar]
- Li, Q.; Jia, Y.Q.; Huang, Y.F.; Li, G.; Ye, C. A multi-objective trajectory optimization algorithm for industrial robot. Chin. J. Eng. Des. 2022, 29, 187–195. [Google Scholar]
- He, J.C.; Li, L.S.; Lin, G.X. The optimal planning of industrial robot trajectories based on MOPSO. Manuf. Autom. 2021, 43, 57–62. [Google Scholar]
- Pellegrinelli, S.; Borgia, S.; Pedrocchi, N.; Villagrossi, E.; Bianchi, G.; Tosatti, L.M. Minimization of the energy consumption in motion planning for single-robot tasks. Procedia CIRP 2015, 29, 354–359. [Google Scholar] [CrossRef]
- Hu, Y.D.; Wang, Y.Q.; Hu, K.X.; Li, W.D. Adaptive obstacle avoidance in path planning of collaborative robots for dynamic manufacturing. J. Intell. Manuf. 2023, 34, 789–807. [Google Scholar] [CrossRef]
- Zhao, H.D.; Lei, C.F.; Jiang, N. A path planning method of robot arm obstacle avoidance based on dynamic recursive ant colony algorithm. In Proceedings of the 2019 IEEE International Conference on Power, Intelligent Computing and Systems (ICPICS), Shenyang, China, 12–14 July 2019; pp. 549–552. [Google Scholar]
- Chen, C.J.; Pan, Y.; Li, D.N.; Zhang, S.L.; Zhao, Z.X.; Hong, J. A virtual-physical collision detection interface for AR-based interactive teaching of robot. Robot. Comput.-Integr. Manuf. 2020, 64, 101948. [Google Scholar] [CrossRef]
- Safeea, M.; Neto, P.; Bearee, R. On-line collision avoidance for collaborative robot manipulators by adjusting off-line generated paths: An industrial use case. Robot. Auton. Syst. 2019, 119, 278–288. [Google Scholar] [CrossRef]
- Dröder, K.; Bobka, P.; Germann, T.; Gabriel, F.; Dietrich, F. A machine learning-enhanced digital twin approach for human-robot-collaboration. Procedia CIRP 2018, 76, 187–192. [Google Scholar] [CrossRef]
- Kanazawa, A.; Kinugawa, J.; Kosuge, K. Adaptive motion planning for a collaborative robot based on prediction uncertainty to enhance human safety and work efficiency. IEEE Trans. Robot. 2019, 35, 817–832. [Google Scholar] [CrossRef]
- Hentout, A.; Maoudj, A.; Aouache, M. A review of the literature on fuzzy-logic approaches for collision-free path planning of manipulator robots. Artif. Intell. Rev. 2022, 56, 3369–3444. [Google Scholar] [CrossRef]
- Faccio, M.; Bottin, M.; Rosati, G. Collaborative and traditional robotic assembly: A comparison model. Int. J. Adv. Manuf. Technol. 2019, 102, 1355–1372. [Google Scholar] [CrossRef]
- Wang, X.C.; Xu, D.; Wang, Z.Y. Research on trajectory planning of robot assembly operation. Intern. Combust. Engine Parts 2021, 346, 213–215. [Google Scholar]
- Liu, Y.X.; Li, Y.K.; Hua, L.; Mao, H.J. Rapidly cylinder hydraulic servo system design and optimization of PID control based on genetic algorithm. J. Wuhan Univ. Technol. 2017, 41, 52–56+63. [Google Scholar]
- Chen, Q.L. Research on Key Technologies of Robot Fine Compliance Assembly. Master’s Thesis, Beijing University of Posts and Telecommunications, Beijing, China, 2019. [Google Scholar]
- Mason Matthew, T. Compliance and force control for computer controlled manipulators. IEEE Trans. Syst. Man Cybern. 1981, 11, 418–432. [Google Scholar] [CrossRef]
- Raibert, M.H.; Craig, J.J. Hybrid position/force control of manipulators. ASME J. Dyn. Syst. Meas. Control. 1981, 102, 126–133. [Google Scholar] [CrossRef]
- Zhang, H.; Paul, R.P. Hybrid control of robot manipulators. In Proceedings of the 1985 IEEE International Conference on Robotics and Automation, St. Louis, MO, USA, 25–28 March 1985; pp. 602–607. [Google Scholar]
- Hu, R.Q.; Long, C.Y.; Zhang, L.J. Robotic assembly technology for satellite components based on visual and force information. Opt. Precis. Eng. 2018, 26, 2504–2515. [Google Scholar]
- Yang, Y.C.; Wang, H.Q.; Liu, Q.P.; Wang, F.Z.; Wang, Z.Y. Research on precision assembly of industrial robot based on force/position hybrid control. Manuf. Autom. 2021, 43, 56–59. [Google Scholar]
- Park, H.; Kim, P.K.; Park, J.; Jang, J.R.; Shin, Y.D.; Bae, J.H.; Park, J.H.; Baeg, M.H. Robotic peg-in-hole assembly by hand arm coordination. J. Korea Robot. Soc. 2015, 10, 42–51. [Google Scholar] [CrossRef]
- Rakotondrabe, M.; Ivan, I.A. Development and force/position control of a new hybrid thermo-piezoelectric microgripper dedicated to micromanipulation tasks. IEEE Trans. Autom. Sci. Eng. 2011, 8, 824–834. [Google Scholar] [CrossRef]
- Whitney, D.E. Force feedback control of manipulator fine motions. J. Dyn. Syst. Meas. Control. 1977, 99, 91–97. [Google Scholar] [CrossRef]
- Salisbury, J.K. Active stiffness control of a manipulator in cartesian coordinates. In Proceedings of the 19th IEEE Conference on Decision and Control Including the Symposium on Adaptive Processes, Albuquerque, NM, USA, 10–12 December 1980; pp. 95–100. [Google Scholar]
- Hogan, N. Impedance Control: An approach to manipulation. In Proceedings of the 1984 American Control Conference, San Diego, CA, USA, 6–8 June 1984; pp. 304–313. [Google Scholar]
- Krüger, J.; Schreck, G.; Surdilovic, D. Dual arm robot for flexible and cooperative assembly. CIRP Ann. Manuf. Technol. 2011, 60, 5–8. [Google Scholar] [CrossRef]
- Song, H.C.; Kim, Y.L.; Song, J.B. Automated guidance of peg-in-hole assembly tasks for complex-shaped parts. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots & Systems, Chicago, IL, USA, 14–18 September 2014; pp. 4517–4522. [Google Scholar]
- Mol, N.; Smisek, J.; Babuka, R.; Schiele, A. Nested compliant admittance control for robotic mechanical assembly of misaligned and tightly toleranced parts. In Proceedings of the 2016 IEEE International Conference on Systems, Man, and Cybernetics (SMC), Budapest, Hungary, 9–12 October 2016; pp. 002717–002722. [Google Scholar]
- Chen, H.; Yong, L. Robotic assembly automation using robust compliant control. Robot. Comput. Integr. Manuf. 2013, 29, 293–300. [Google Scholar] [CrossRef]
- Zhang, K.; Shi, M.H.; Xu, J.; Liu, F.; Chen, K. Force control for a rigid dual peg-in-hole assembly. Assem. Autom. 2017, 37, 200–207. [Google Scholar] [CrossRef]
- Shuang, F.; Lu, W.Y.; Li, S.D.; Yuan, X.G. Robotic peg-in-hole assembly algorithm based on reinforcement learning. Robot 2023, 45, 321–332. [Google Scholar]
- Song, H.C.; Kim, Y.L.; Lee, D.H.; Song, J.B. Electric connector assembly based on vision and impedance control using cable connector-feeding system. J. Mech. Sci. Technol. 2017, 31, 5997–6003. [Google Scholar] [CrossRef]
- Cho, H.C.; Kim, Y.L.; Kim, B.S.; Song, J.B. A strategy for connector assembly using impedance control for industrial robots. In Proceedings of the 2012 12th International Conference on Control, Automation, and Systems, Jeju Island, Republic of Korea, 17–21 October 2012; pp. 1433–1435. [Google Scholar]
- Jakovljevic, Z.; Petrovic, P.B.; Mikovic, V.D.; Pajic, M. Fuzzy inference mechanism for recognition of contact states in intelligent robotic assembly. J. Intell. Manuf. 2014, 25, 571–587. [Google Scholar] [CrossRef]
- Fan, X.; Xu, J.; Ho, Y.S.; Leung, T.P. Adaptive fuzzy genetic learning algorithm for the hybrid position/force control of constrained flexible-link robotic manipulators. IFAC Proc. Vol. 1999, 32, 635–640. [Google Scholar] [CrossRef]
- Babaci, S.; Amirat, Y.; Pontnau, J.; Francois, C. Fuzzy adaptation impedance of a 6 DOF parallel robot: Application to peg in hole insertion. In Proceedings of the Fifth IEEE International Conference on Fuzzy Systems, New Orleans, LA, USA, 8–11 September 1996; pp. 1770–1776. [Google Scholar]
- Li, Y. Research on High Accuracy Alignment and Detection System and Key Technology for Micro Assembly. Ph.D. Thesis, Beijing Institute of Technology, Beijing, China, 2016. [Google Scholar]
- Liu, N.L.; Liu, Z.M.; Cui, L. Deep reinforcement learning based robotic assembly in simulation. Comput. Simul. 2019, 36, 296–301. [Google Scholar]
- Johannsmeier, L.; Gerchow, M.; Haddadin, S. A framework for robot manipulation: Skill formalism, meta learning and adaptive control. In Proceedings of the 2019 International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 5844–5850. [Google Scholar]
- Beltran-Hernandez, C.C.; Petit, D.; Ramirez-Alpizar, I.G.; Nishi, T.; Kikuchi, S.; Matsubara, T.; Harada, K. Learning force control for contact-rich manipulation tasks with rigid position-controlled robots. IEEE Robot. Autom. Lett. 2020, 5, 5709–5716. [Google Scholar] [CrossRef]
- Inoue, T.; De Magistris, G.; Munawar, A.; Yokoya, T.; Tachibana, R. Deep reinforcement learning for high precision assembly tasks. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; pp. 819–825. [Google Scholar]
- Fan, Y.; Luo, J.; Tomizuka, M. A learning framework for high precision industrial assembly. In Proceedings of the 2019 International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 811–817. [Google Scholar]
- Ren, T.; Dong, Y.; Wu, D.; Chen, K. Learning-based variable compliance control for robotic assembly. J. Mech. Robot. 2018, 10, 061008. [Google Scholar] [CrossRef]
- Wang, J.H.; Jiang, Y. Dynamic assembly algorithm based on deep reinforcement learning. CAAI Trans. Intell. Syst. 2023, 18, 2–11. [Google Scholar]
- Luo, J.; Solowjow, E.; Wen, C.; Ojea, J.A.; Agogino, A.M.; Tamar, A.; Abbeel, P. Reinforcement learning on variable impedance controller for high-precision robotic assembly. In Proceedings of the 2019 International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 3080–3087. [Google Scholar]
- Wu, X.; Zhang, D.; Qin, F.; Xu, D. Deep reinforcement learning of robotic precision insertion skill accelerated by demonstrations. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 1651–1656. [Google Scholar]
- Chen, P.; Lei, X.J.; Li, C.; Hu, Y.L.; Chen, S. Assembly of countersunk-hole parts based on 3D pose estimation and impedance. Opt. Precis. Eng. 2022, 30, 2889–2900. [Google Scholar] [CrossRef]
- Liu, S.; Xu, D.; Zhang, D.; Zhang, Z. High Precision Automatic Assembly Based on Microscopic Vision and Force Information. IEEE Trans. Autom. Sci. Eng. 2016, 13, 382–393. [Google Scholar] [CrossRef]
- Le, D.T.; Andulkar, M.; Zou, W.; Städter, J.P.; Berger, U. Self adaptive system for flexible robot assembly operation. In Proceedings of the IEEE International Conference on Emerging Technologies & Factory Automation 2016, Berlin, Germany, 6–9 September 2016; pp. 1–5. [Google Scholar]
- Chang, R.J.; Lin, C.Y.; Lin, P.S. Visual-based automation of peg-in-hole microassembly process. J. Manuf. Sci. Eng. 2011, 133, 041015. [Google Scholar] [CrossRef]
- Liu, J.T.; Wu, S.H.; Sun, L.; Chen, T. Vision-based precise assembly tele-robot system. Robot 2005, 27, 178–182. [Google Scholar]
- Kim, J.Y.; Kim, W.S.; Cho, H.S. Misalignment estimation and compensation for robotic assembly with uncertainty. Robotica 2005, 23, 355–364. [Google Scholar] [CrossRef]
- Zhang, J.Z. A research on key technologies of hole-axis assembling robot guided by visual system. Ph.D. Thesis, Southeast University, Nanjing, China, 2006. [Google Scholar]
- Chen, Z.; Xie, S.; Zhang, X. Position/force visual-sensing-based robotic sheet-like peg-in-hole assembly. IEEE Trans. Instrum. Meas. 2021, 71, 3500711. [Google Scholar] [CrossRef]
- Sun, B.; Chen, F.; Sasaki, H.; Fukuda, T. Robotic wiring harness assembly system for fault-tolerant electric connectors mating. In Proceedings of the 2010 International Symposium on Micro-Nano Mechatronics and Human Science, Nagoya, Japan, 7–10 November 2010; pp. 202–205. [Google Scholar]
- Wang, J.J.; Wang, L.; Fan, X.M.; Yin, X.Y. Vision-based intelligent recognition and assembly guidance of aerospace electrical connectors. Comput. Integr. Manuf. Syst. 2017, 23, 2423–2430. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Advantages | Limitations |
|---|---|---|
| Monocular vision | Simple structure, high integration, small size, low cost, a small amount of calculation | Capable of measuring 2D information, challenging to obtain the depth and pose information |
| Binocular vision | Accurate positioning, high-quality dynamic shooting, capable of calculating 3D position coordinates | High error matching rate in a complex environment, high requirements in the data transmission capability |
| Multi-vision | Capable of establishing large-scale visual measurement fields, more accurate and more intelligent | Complicated calibration, lots of measurement data, difficulty in data processing |
| Type | Number of Nozzles | Speed | Price | Operating Difficulty | |
|---|---|---|---|---|---|
| Turret-type | 1~16 | High | High | Simple | |
| Arch-type | Single head | 1~3 | Medium | Low | Medium |
| Double heads | (1~3) × 2 | High | Medium | Difficult | |
| Multiple heads | 4~32 | High | Low | Very Difficult | |
| Control Strategy | Advantages | Limitations | Applicable Scenarios |
|---|---|---|---|
| Hybrid force–position control | High precision of force control | Slow response speed, the environment needs to be modeled accurately | Precision assembly and occasions where components have complex structures, uncertain positions, and are prone to generate large contact forces |
| Impedance control | Capable of inhibiting vibration, a small amount of computation, high stability and flexibility | Necessary to establish an accurate model of control object, poor adaptability | |
| Intelligent control | Capable of learning hidden control strategies from date, a wide range of applications, strong real-time performance | Long training time, potential environmental interference issues | |
| Visual servo | Low cost, low noise, excellent safety, robustness, and stability | Easily affected by illumination, occlusion, camera accuracy | Large workpiece gaps and small contact forces, low accuracy requirements |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, W.; Ding, Y.; Du, X.; Li, K.; Wang, Z.; Wang, C.; Deng, C.; Liao, W. A Review of Intelligent Assembly Technology of Small Electronic Equipment. Micromachines 2023, 14, 1126. https://doi.org/10.3390/mi14061126
Tian W, Ding Y, Du X, Li K, Wang Z, Wang C, Deng C, Liao W. A Review of Intelligent Assembly Technology of Small Electronic Equipment. Micromachines. 2023; 14(6):1126. https://doi.org/10.3390/mi14061126
Chicago/Turabian StyleTian, Wei, Yifan Ding, Xiaodong Du, Ke Li, Zihang Wang, Changrui Wang, Chao Deng, and Wenhe Liao. 2023. "A Review of Intelligent Assembly Technology of Small Electronic Equipment" Micromachines 14, no. 6: 1126. https://doi.org/10.3390/mi14061126
APA StyleTian, W., Ding, Y., Du, X., Li, K., Wang, Z., Wang, C., Deng, C., & Liao, W. (2023). A Review of Intelligent Assembly Technology of Small Electronic Equipment. Micromachines, 14(6), 1126. https://doi.org/10.3390/mi14061126