1. Introduction
A water jet-guided laser (WJGL) is a composite processing technology that has attracted the attention of scholars due to its features of minimal thermal damage, high precision, and powerful processing energy [
1,
2,
3]. WJGL technology opens up new applications and possibilities for various fields, including precision machining, medical surgery, and aerospace engineering. In the field of precision machining, WJGL technology can offer precise and efficient cutting capabilities. The combination of a high-power laser beam and a micro-water jet enables the cutting with the advantage of high precision and minimal heat-affected zones. This technology has the potential to revolutionize industries such as jewelry [
4], automotive [
5], electronics [
6], and aerospace [
7,
8], where precision cutting is crucial for manufacturing components. For example, in the aerospace industry, WJGL technology will be utilized for various purposes such as composite cutting [
9,
10] and turbine blades shaping [
11].
In order to address the process challenges of large depth and quality consistency in water-guided machining, it is necessary to simultaneously address the issues regarding the stability, high power or high energy of lasers. The WJGL technology was invented by Synova Company [
12]. At present, laser light sources used for water-guiding applications internationally generally have the following characteristics: (1) green light band, (2) laser operating frequency ranges from several thousand hertz to several tens of kilohertz, and (3) the output pulse width is in the order of hundreds of nanoseconds or microseconds. For example, Levent et al. [
13] used a 25 W, 10 kHz, 200 ns, 532 nm laser to introduce a jet with a diameter of 150 microns for drilling chromium nickel iron alloy. Zhang et al. [
14] conducted experimental research on carbon fiber composite cutting using a WJGL of 30 W, 40 kHz, 532 nm and a diameter of 100 microns. Qiao et al. [
15] used 25 W, 300 ns, 20–120 kHz, 532 nm laser coupling with a jet diameter of 60 microns for research on cutting single-crystal silicon. Yang et al. [
16] carried out processing research on a ceramic matrix composite through a 25 W, 20 ns, 30 kHz, 532 nm laser coupling with a jet of a diameter of 100 microns.
Considering that water-guided applications require efficient coupling with micron-scale water jets, there is a high demand for beam quality. Therefore, how to balance the output of high-power and high-beam-quality and ensure that the stability of the resonator does not decrease is the focus of research on water-guided laser light sources. Nd:YAG crystals have a high-efficiency four-level structure, but thermal effects limit the further improvement of the average power or energy of Nd:YAG lasers, and they also affect the stability and beam quality. The control of the stable region state of the resonator mainly lies in researching the thermal effect of laser crystals [
17,
18,
19]. Sundar et al. [
20] reduced the thermal lens effect and improved the output beam quality factor by rotating the pump LDs angle. Wang et al. [
21] reported the research results of thermal-induced wavefront aberrations in liquid-cooled Nd:YAG thin plate lasers, achieving mutual compensation for wavefront differences. Wang et al. [
22,
23] develop a quasi-steady-state thermal model to analyze transient thermal effects in Nd:YAG laser crystal under a quasi-continuous laser-diode (LD) end pumping.
Here, based on the stable cavity design method, this paper reports a stable concave oscillating cavity by tuning the cavity length and adjusting mirror curvature to control the beam quality(M2~1.34). The effects of cavity arm length and cavity mirror curvature on the oscillating beam, stable region range, and cut-off thermal focal length were studied. A highly stable green laser with hundreds of nanosecond pulse widths was obtained at an operating frequency range of 5–20 kHz; the stability is 0.88% within 400 min. The maximum power and pulse energy was 25.7 W, 2.7 mJ respectively. The comprehensive indicators meet the requirements for light sources in the research of WJGL technology. Coupled with a micro-water jet of 100 μm diameter, several tens of millimeters of lossless WJGL transmission is achieved with a peak power density up to 0.742 GW/cm2. And a preliminary exploration was conducted on its application in precision machining.
2. Experimental Setup
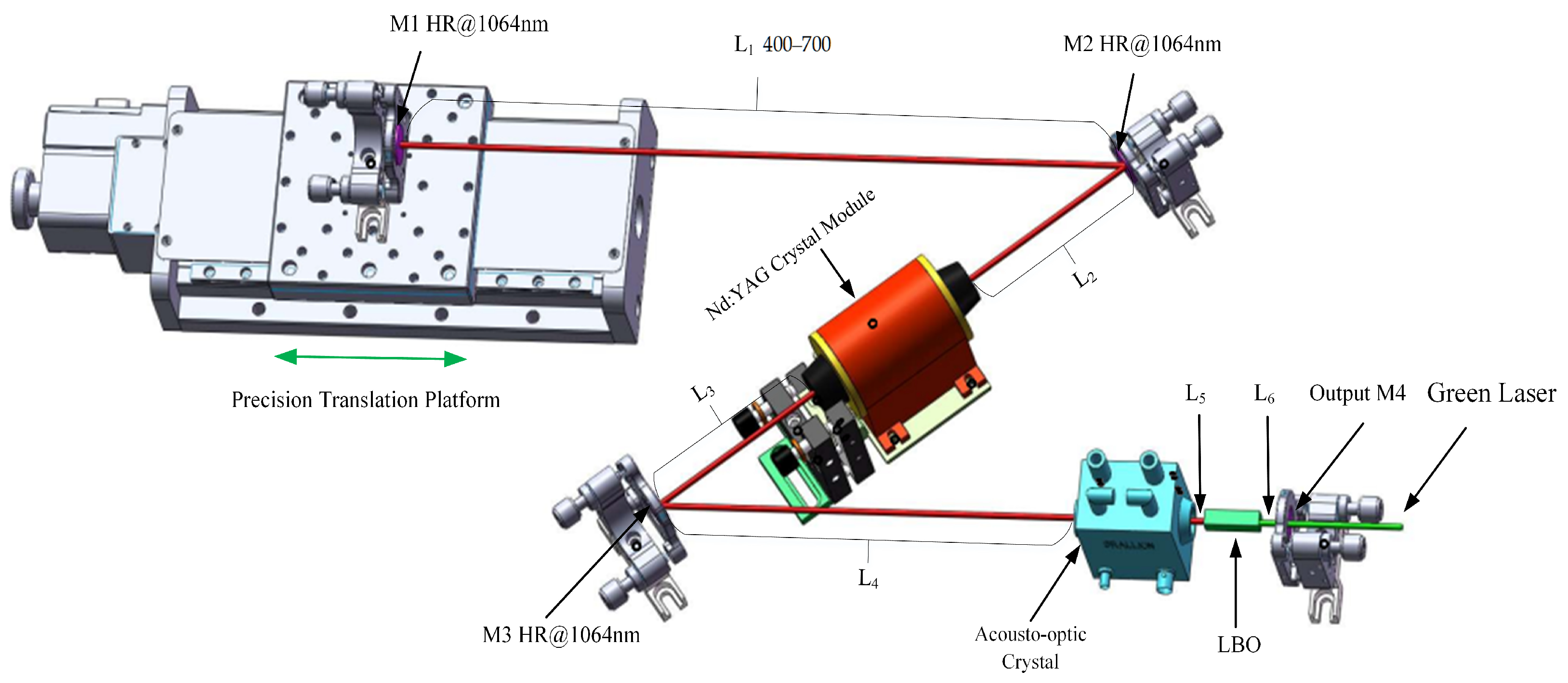
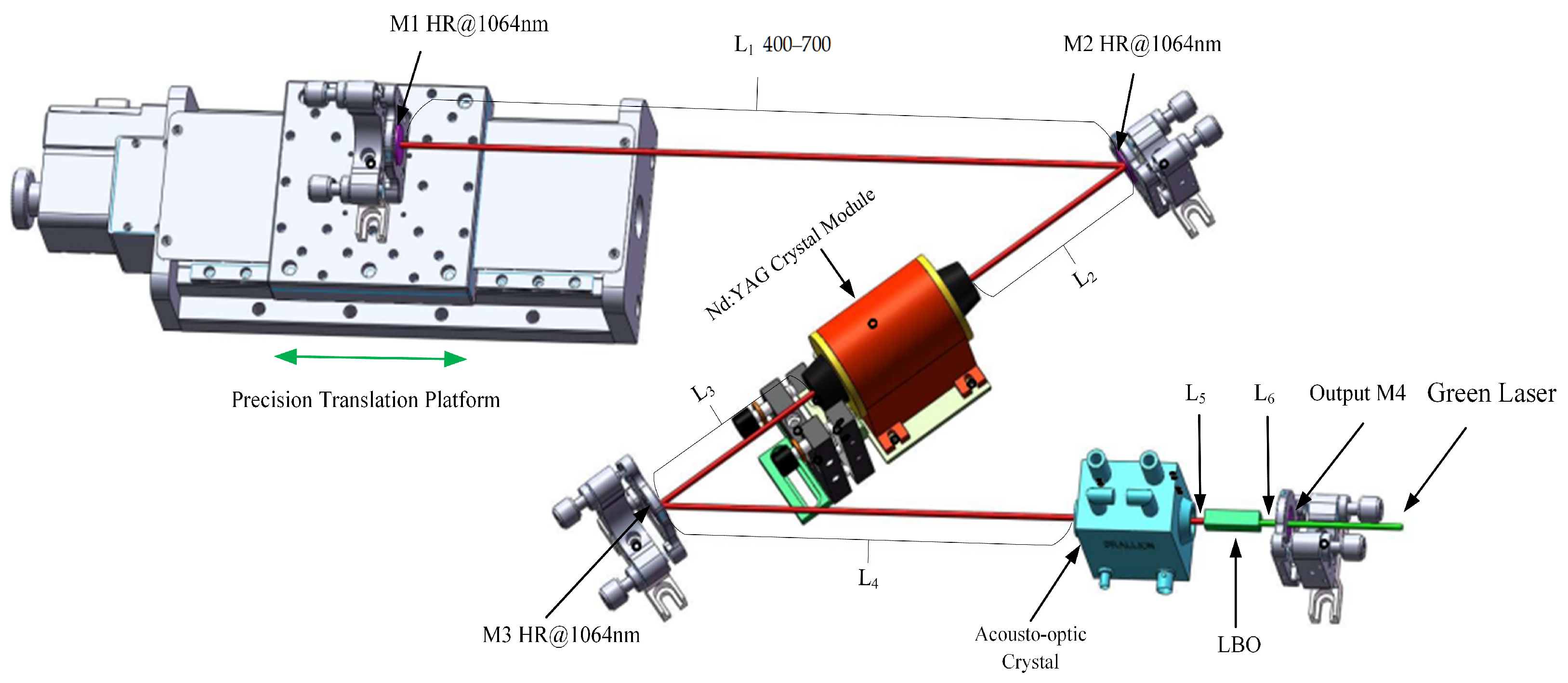
The design of the stable spherical resonator is shown in
Figure 1. The cavity mirrors are all concave mirrors, consisting of reflection mirrors M1, M2, and M3 and an output mirror, M4, with curvatures denoted as R
1, R
2, R
3, and R
4, respectively. Adopting semiconductor side pumping, the laser gain crystal is Nd:YAG, with a size of Φ2 × 60 mm and a doping concentration of 0.5 at.%, placed near the center of the cavity. The distance between cavity mirrors M1 and M2 is called the cavity arm L1. The distance between cavity mirror M2 and the laser crystal is denoted as L
2, the distance between the laser crystal and cavity mirror M3 is denoted as L
3, the distance between cavity mirror M3 and the acousto-optic crystal is denoted as L
4, the distance between the acousto-optic crystal and the doubling crystal is denoted as L
5, and the distance between the doubling crystal and cavity mirror M4 is denoted as L
6. The cavity mirror M1 is fixed on a precision translation platform, model GCD-302001M (Manufactured by Daheng Optics Co., Ltd., from Beijing, China), with a repeated positioning accuracy of 0.05 mm, and the movement direction is consistent with the direction of cavity arm L
1. Adopting intracavity frequency doubling, the frequency doubling crystal is LBO, placed near the output mirror M4, with a size of 3 mm × 3 mm × 15 mm; the θ angle is 90°, and the φ angle is 10.8°. One side near the acousto-optic crystal is coated with 1064 nm antireflection film (HR < 0.5%@1064 nm) and 532 nm high-reflection film (HR > 99.5%@532 nm), while the other side is coated with antireflection film (HR < 0.5%@1064 nm + 532 nm).
3. Theory
Due to the thermal lens effect, YAG crystals can be treated as a thick lens [
24,
25]; the thermal lens focal length noted as fth. For the resonator structure shown in
Figure 1, according to the intracavity light transmission matrix, with the mirror M1 as the starting point, the paraxial round-trip matrix M of the base film Gaussian beam back and forth in the cavity is shown below:
Here, in Equation (1), LY is the length of the Nd:YAG crystal, nY is the refractive index of Nd:YAG, LQ is the length of the acousto-optic crystal, nQ is the refractive index of the acousto-optic crystal, LB is the length of the LBO crystal, and nB is the refractive index of the LBO crystal.
The q parameter of intracavity self-reproducing Gaussian beam propagation is:
In Equation (2),
rM is the curvature radius of the wave surface on the reference cavity mirror surface, and
ωM is the size of the light spot on the reference cavity mirror surface. With the mirror M1 as the reference plane, after the transmission distance L′, the relationship between the propagation q parameter of the base film Gaussian beam on this plane (and the beam waist q
0 parameter is as follows:
Substituting Formulas (2) into (3) and combining it with the self-reproduction condition of the intracavity beam, the q
0 parameter formula at the waist of the beam can be obtained as follows:
Due to the fact that the wave surface at the waist of the intracavity transmission beam is a plane, the real part in Formula (4) should be 0. Formula (4) can be simplified, and the radius of the intracavity waist spot is shown below:
Based on the size of the light spot on the mirror surface of the reference cavity or the beam waist in the resonator, the size of the oscillating light spot at any position in the resonator can be solved using Formula (3).
In the simulation calculation next, the curvature of R2 and R3 are both set as 500 mm, and the lengths from L4 to L6 are 195 mm, 5 mm, and 5 mm, respectively. The length of the acousto-optic crystal is 20 mm.
5. Discussion
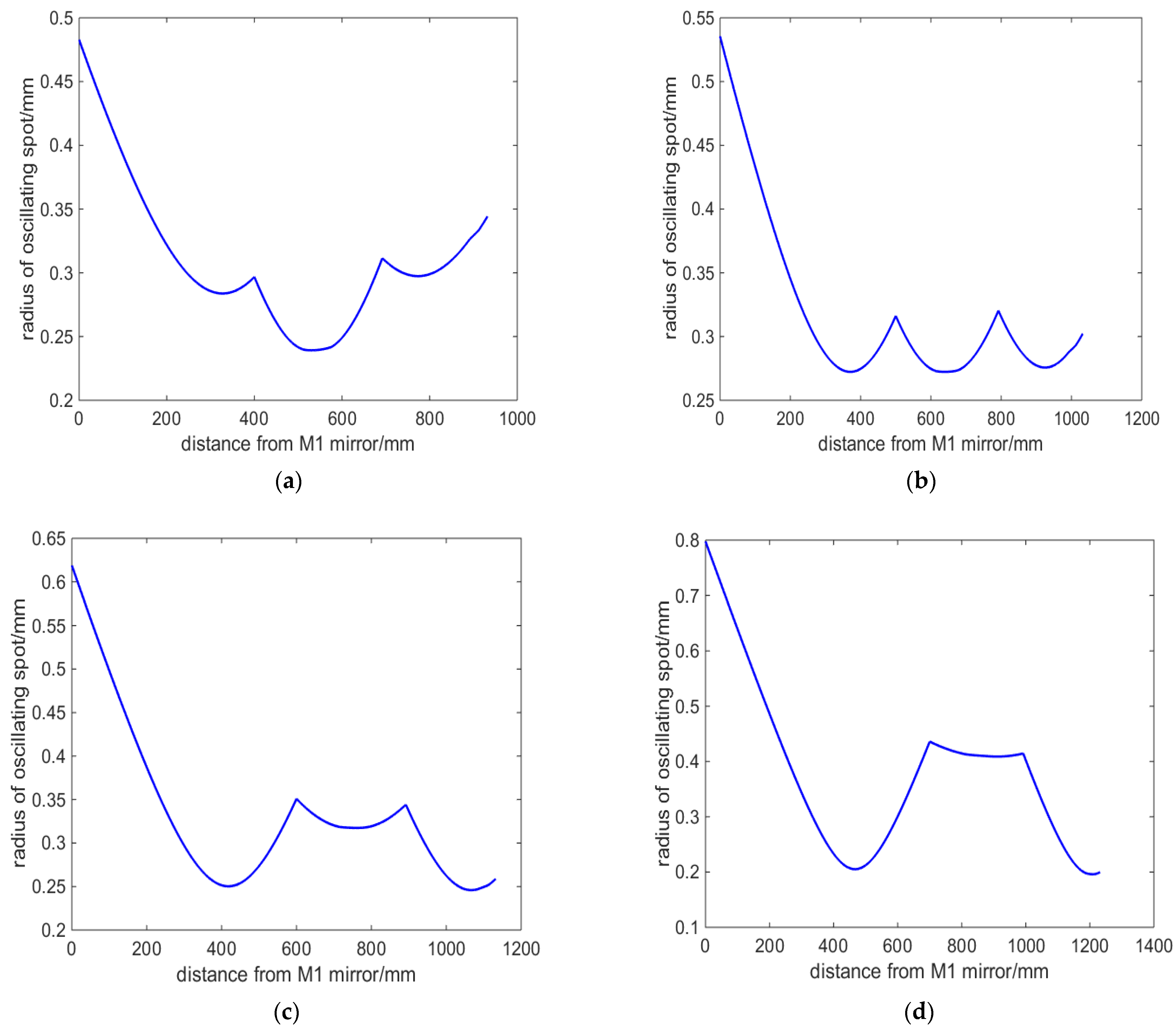
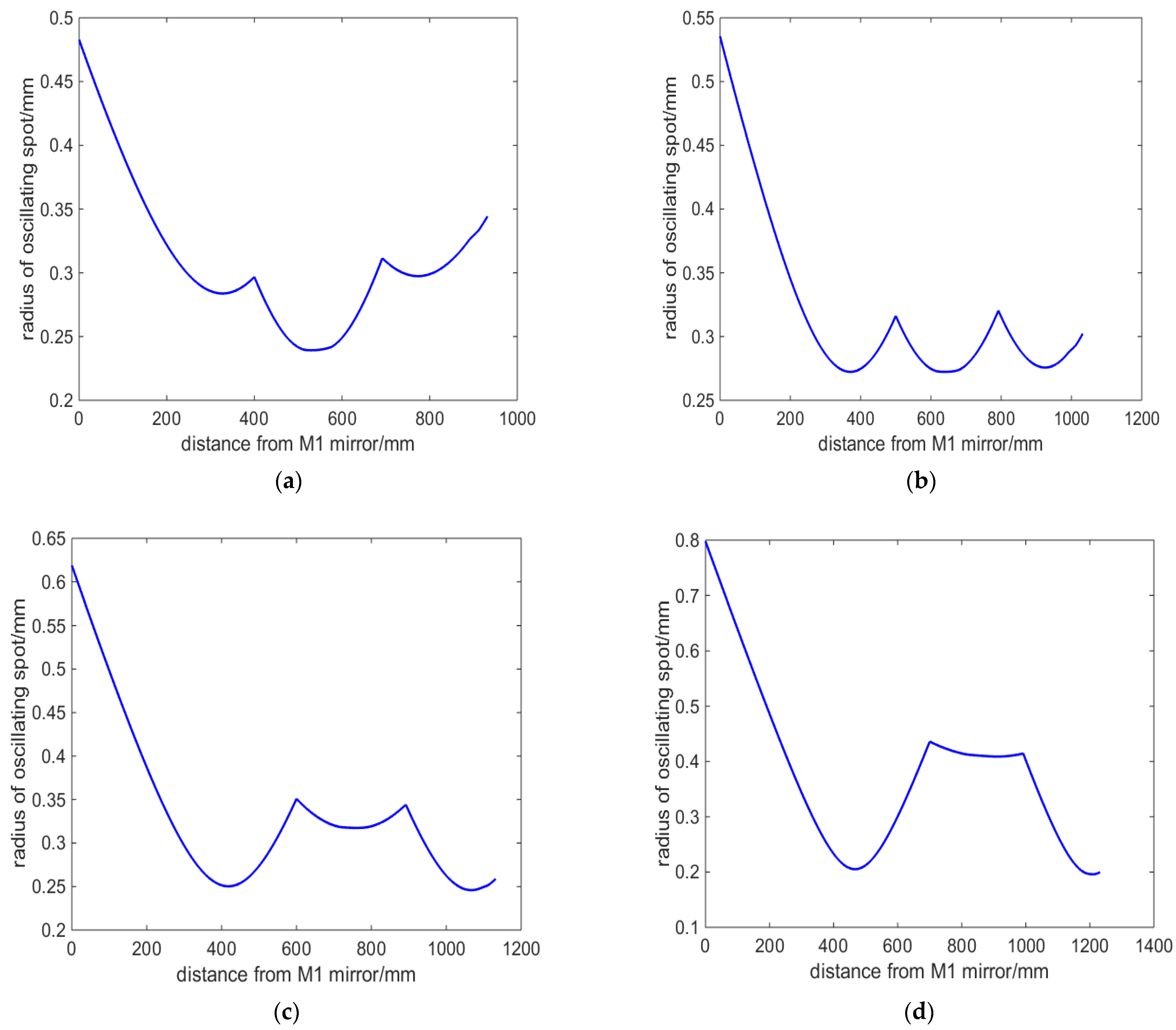
Concave mirrors have a converging effect on the beam. Therefore, by using a four-mirror concave cavity, it is possible to obtain three converging oscillating beams in the resonant cavity. Adjusting the curvature of the cavity mirror can modify the size of the oscillating beam. From
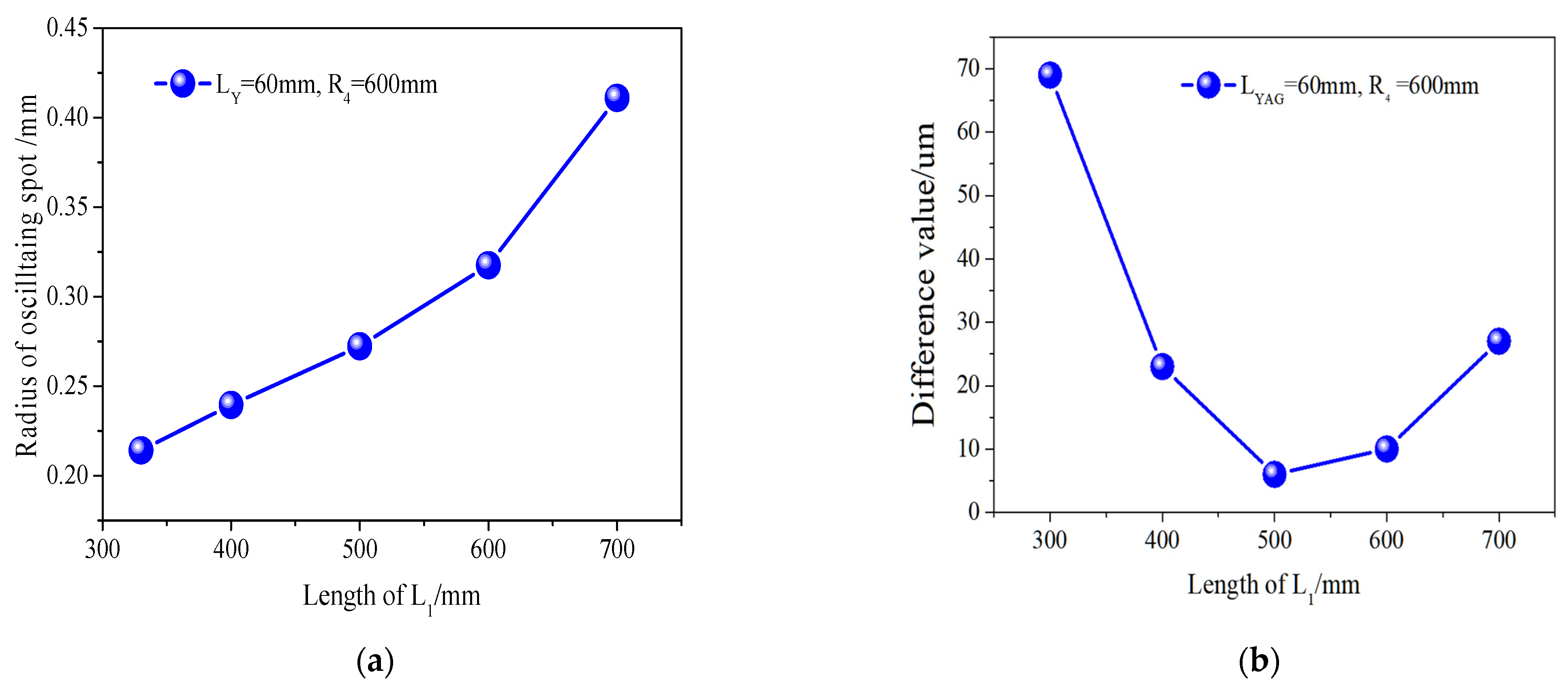
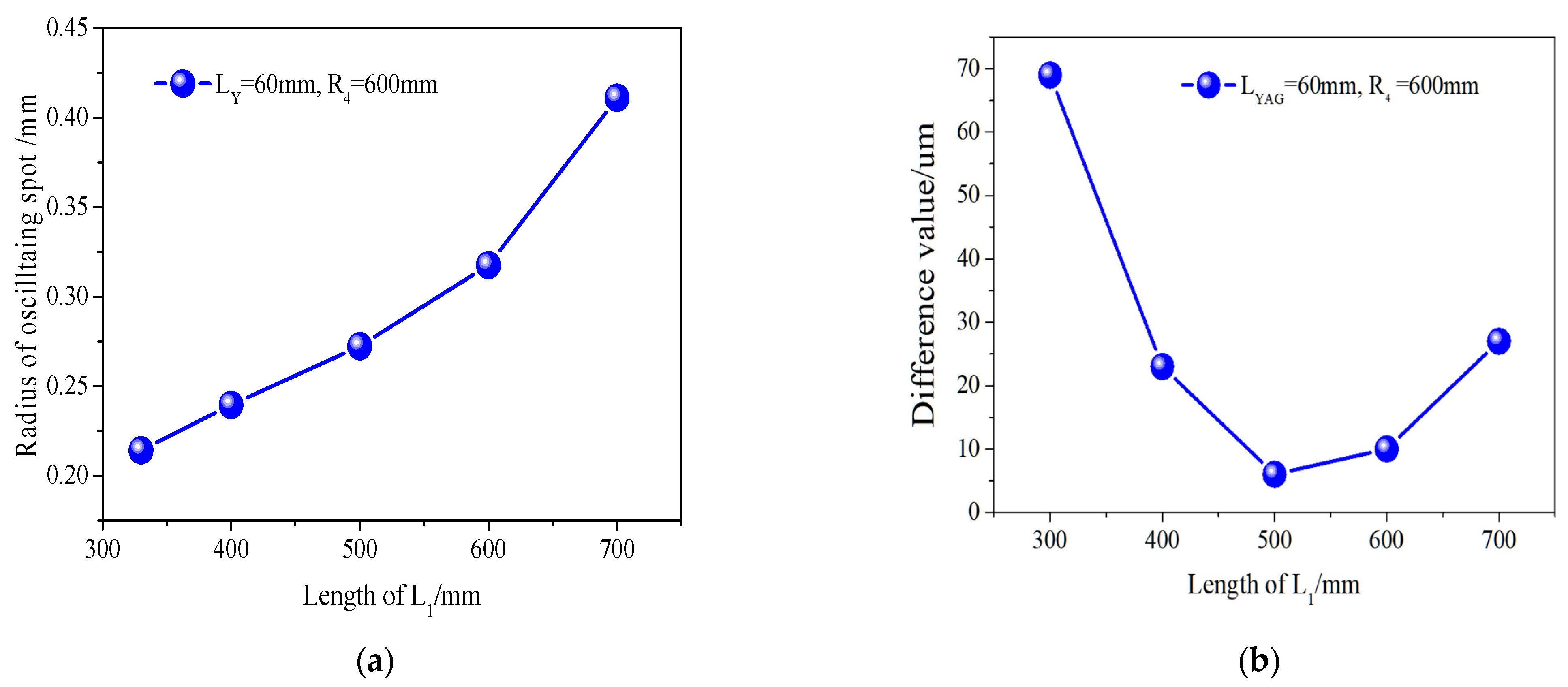
Figure 2a–d, it is found that the resonant cavity designed has an important characteristic. No matter how the cavity length changes, there is always a section of oscillating beam between the cavity mirrors M2 and M3, which is close to the parallel beam. By utilizing this characteristic, placing the laser crystal Nd:YAG at this position in the cavity can effectively balance the temperature field distribution inside the laser crystal. The result is that, as can be seen from
Figure 3b, the minimum difference in the size of the oscillating spot within the laser crystal is only 6 μm. And the variation of L1 within the range of 400 to 600 mm has little impact on the mode of the oscillation spot in the resonant cavity, including the waist size and the difference sizes of the oscillation spots in the crystal.
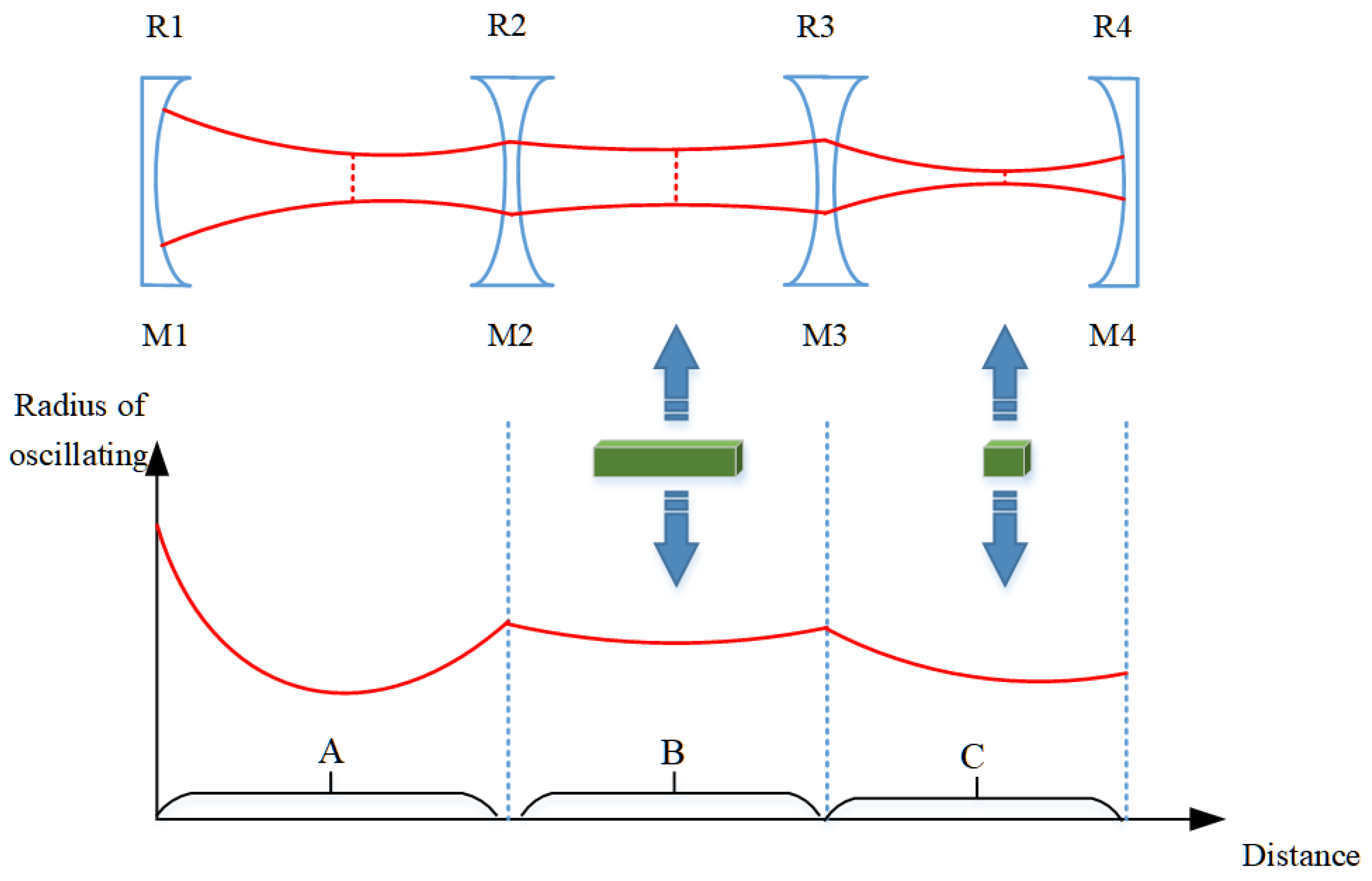
As shown in
Figure 1, a foldable resonant cavity designed with a set of concave mirrors can be expanded into a linear shape. The equivalent resonant cavity is shown in
Figure 16. The curvature on both sides of cavity mirror M2 is equal; similarly, the curvature on both sides of cavity mirror M3 is also equal. A concave mirror has the ability to concentrate light beams. Therefore, by using a four-mirror concave cavity, three converging oscillating light spots can be obtained in the resonant cavity. The resonant cavity is divided into three regions, labeled A, B, and C, where these three converging oscillating light spots are located, respectively. Region A corresponds to the region with a length of L1 from mirror M1 to mirror M2 in
Figure 1, Region B corresponds to the region range from mirror M2 to mirror M3 in
Figure 1, and Region C corresponds to the region range from mirror M3 to output mirror M4 in
Figure 1. By referring to telescope theory, the size of the oscillating beam can be accurately changed by changing the curvature or spacing of the cavity mirror.
Firstly, the cavity mirrors M1 and M2 form a confocal cavity. The curvatures R
1 and R
2 can be adjusted to control the size of the converging beam in region A. The length L
1 of the cavity arm is adjusted to ensure that the oscillating beam in region A converges at the focal point of the left surface of the cavity mirror M2. Then, it is important to ensure that the oscillating beam in region B gradually obtains a parallel light configuration. This configuration is suitable for placing large length laser gain crystals. This characteristic is illustrated in
Figure 2a–d: regardless of changes in the cavity length, there is always an oscillating beam between the cavity mirrors M2 and M3 that closely resembles a parallel beam. By utilizing this characteristic, the laser crystal Nd:YAG can be effectively positioned at this location in the cavity to achieve a balanced temperature field distribution inside the laser crystal. Furthermore,
Figure 3b shows that the oscillating spot size difference within the laser crystal is only 6 μm. The variation of L1 between 400 and 600 mm has minimal impact on the overall oscillation mode of the resonant cavity, consistently maintaining three-stage convergence regions. The parallel beams formed by region B converge again after passing through M3, creating a common focus within region C. The size of the oscillating spot can be quickly modified by adjusting the curvature of either the front or rear mirrors. For example, changing the curvature of the rear cavity mirror M4 can affect the beam in region C. According to the principles of telescopes, there is a specific numerical relationship between the beam focus in region C and the beam focus in region A, which naturally alters the size of the oscillating beam in region A. In this study, the position of the rear cavity mirror M4 is fixed, which is advantageous for use as an output mirror. Therefore, region C is designated as the placement area for Q-switching crystals and frequency-doubling crystals.
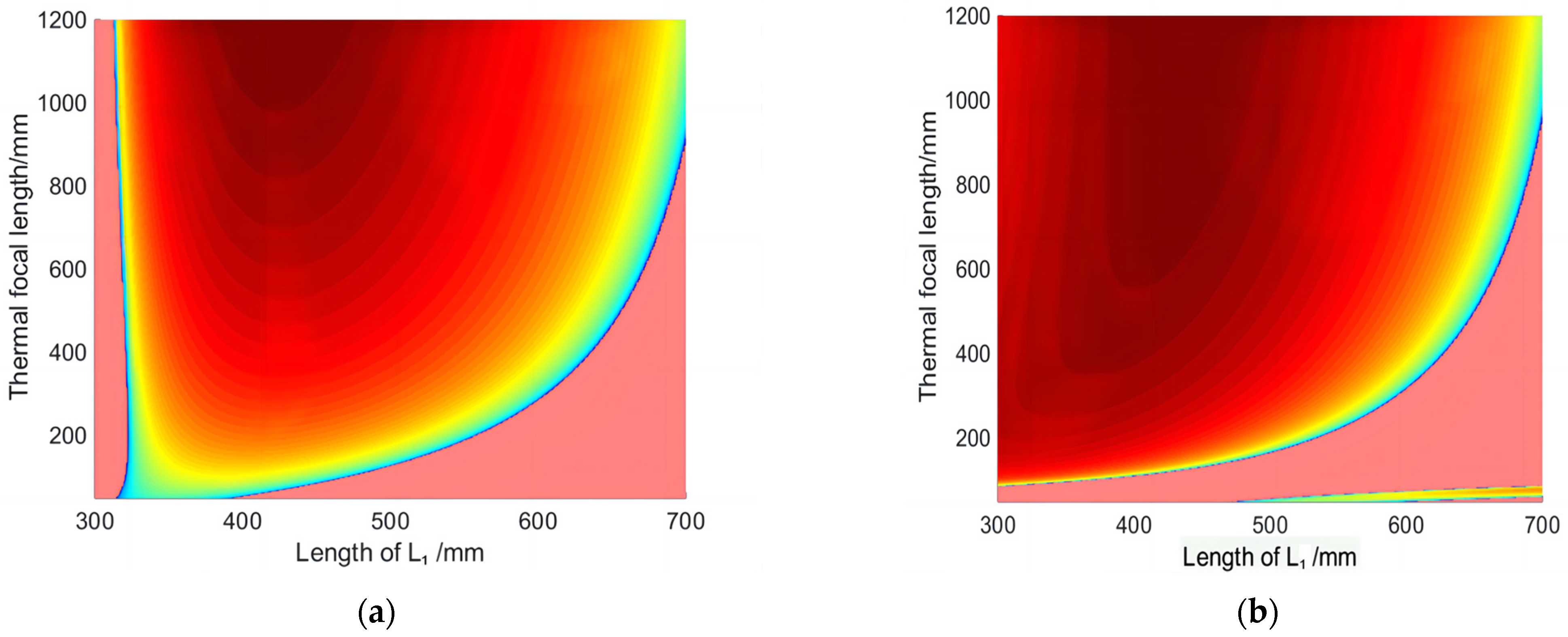
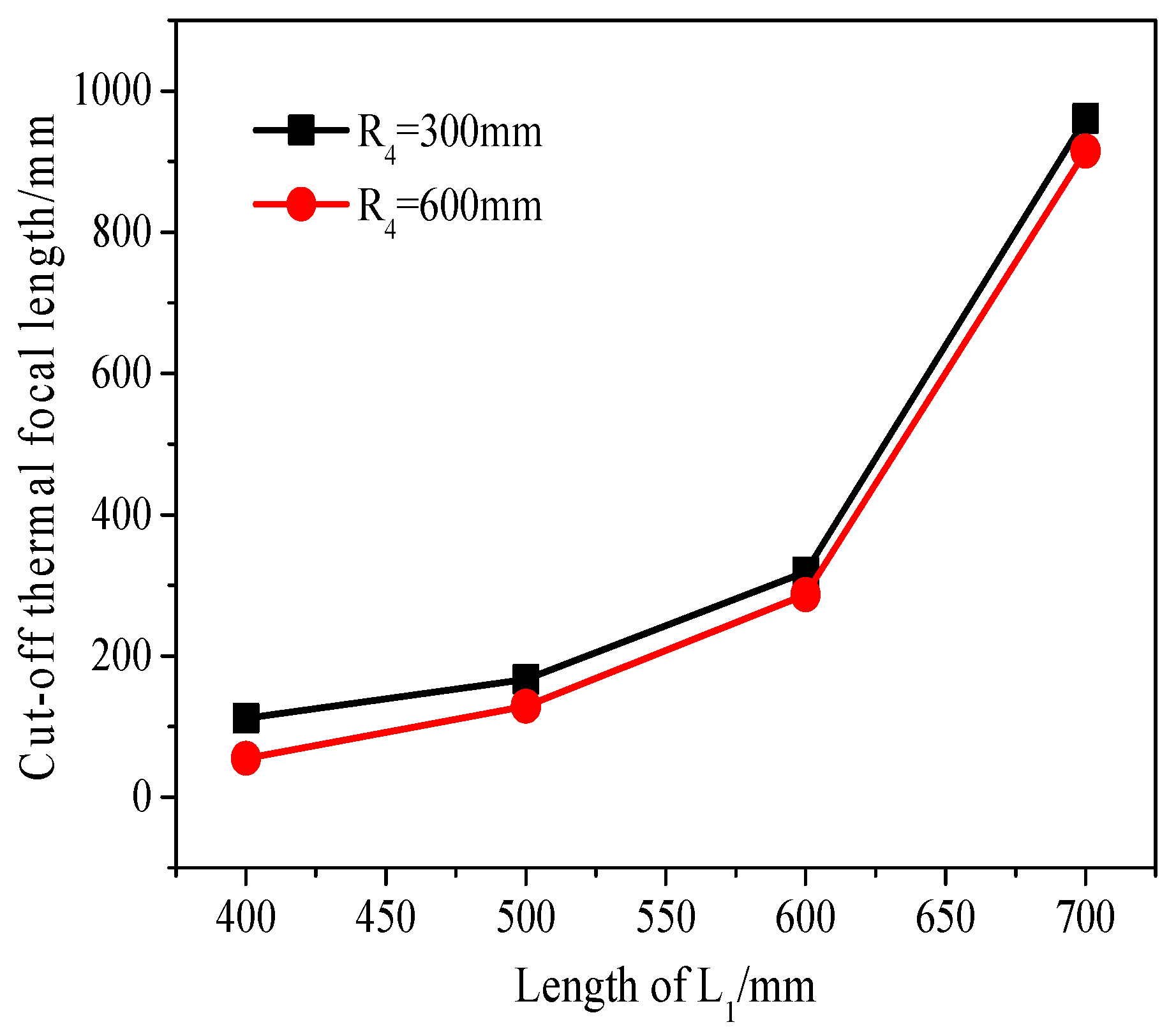
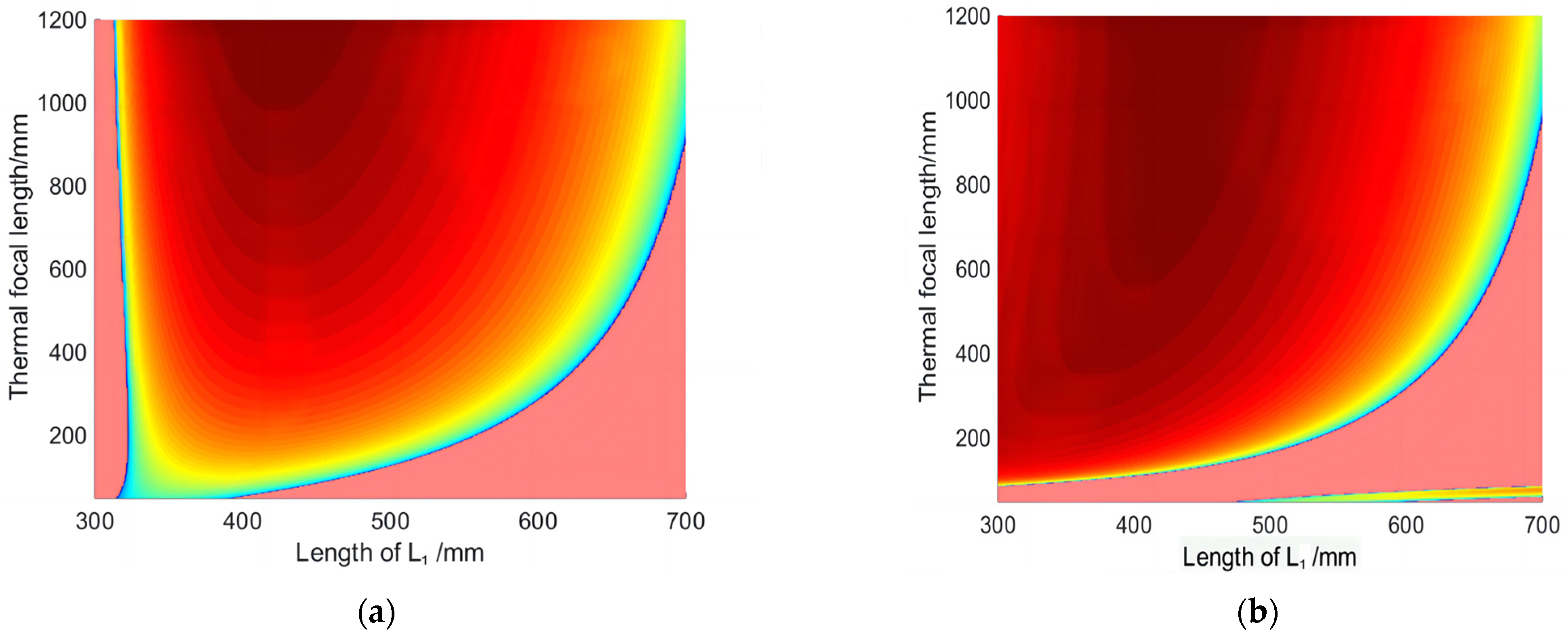
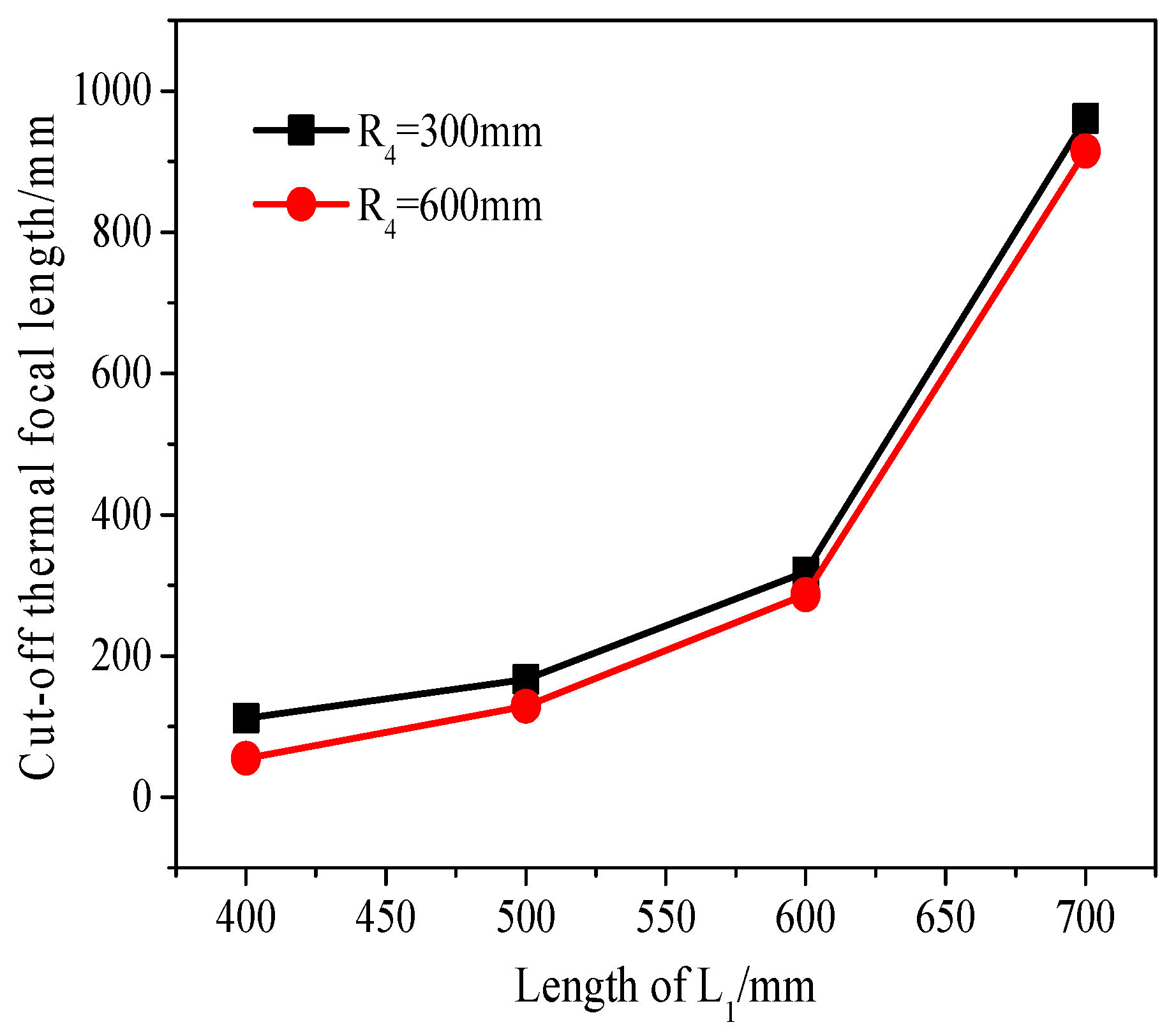
As the laser power increases, the thermal focal length within the crystal becomes shorter. The CTFL symbolizes the laser’s stable state and represents the minimum thermal focal length achievable in this state. To maintain the stable state of the resonant cavity and minimize the influence of the thermal lens effect, it is necessary to minimize the CTFL as much as possible. Considering all factors and referring to
Figure 5 and
Figure 6, the curvature R4 of the cavity mirror M4 is selected as 600 mm. L1 is determined to be 500 mm. Additionally, the CFTL, which meets the critical stability zone conditions, is as low as 129 mm. This exceeds the limit of the thermal focal length that laser crystals can reach when operating at high power, ensuring the long-term stability of the laser.
It can be seen that the size difference between the coupled focused laser spot and the jet nozzle is only a few tens of micrometers from that shown in
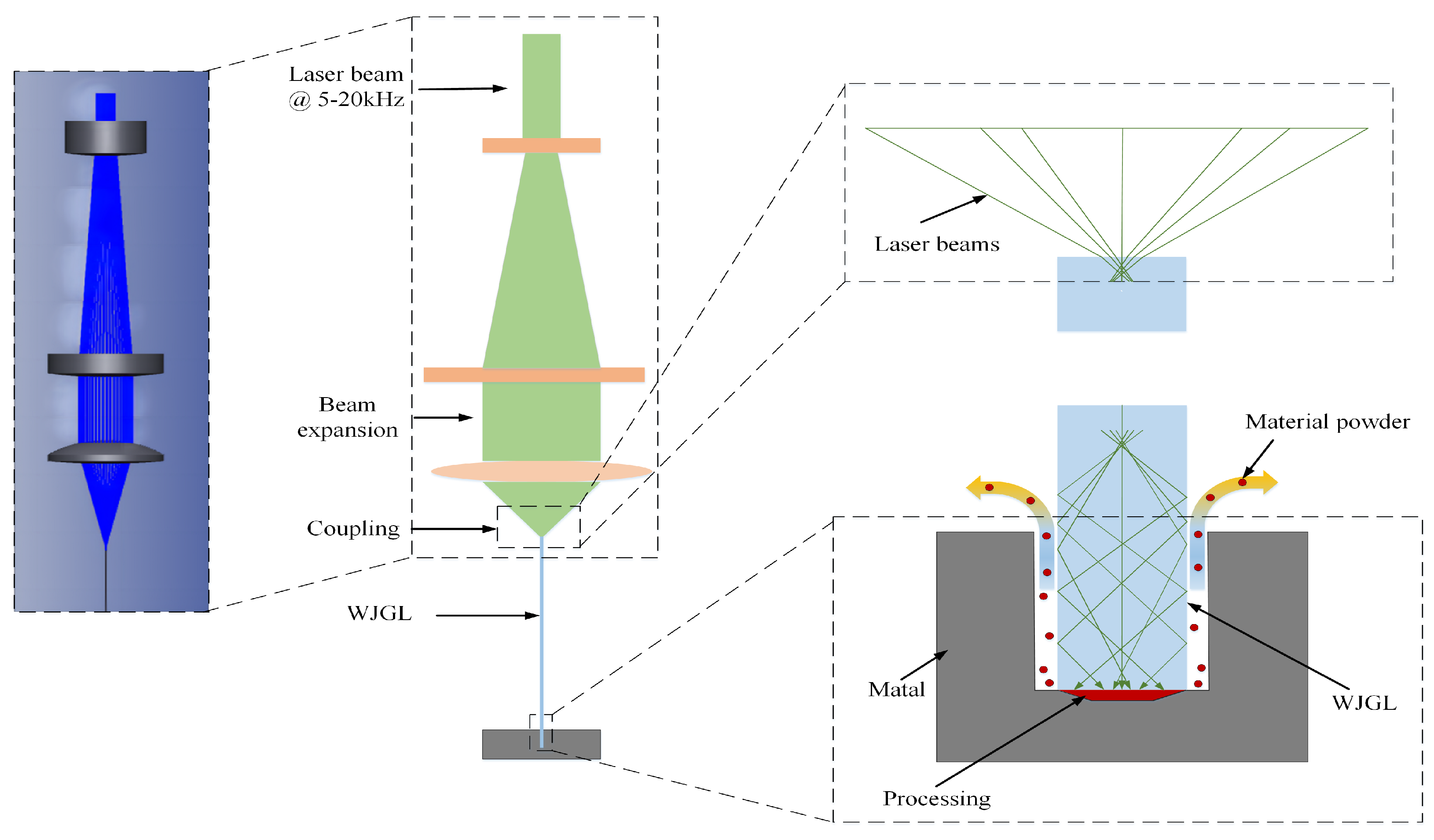
Figure 11. Especially, when further reducing the diameter of the water jet, if the stability of the focused laser spot under different output power conditions and long-term operation cannot be guaranteed, it is easy to cause fluctuations of the focusing spot morphology, leading to laser ablation of the nozzle and damage to the formation of the optical wave-guide. The high stability green laser with an operation range of 5–20 kHz designed in this study overcomes this difficulty. The muti-physical model includes the modulation process of the high-stability green laser beam and the interaction between the WJGL and the materials listed in
Figure 17. The beam was expanded firstly, then focused by a lens, and finally coupled with a micro-water jet on the end face. While the laser incidence angle was kept below the critical angle, the beam will undergo total reflection within the jet; then, it will be transmitted onto the surface of the materials and begin material removal. Adjusting the beam diameter and lens focal length in this study ensures good coupling efficiency by modifying the incident angle. After the water jet optical wave guide reaches the material surface, the heat generated in the processing area is quickly carried away due to the high-speed scouring effect of the water flow in the groove gap, as shown in
Figure 15. This plays a role in weakening thermal diffusion and thermal erosion. So, the processing with WJGL has low thermal damage, as given in
Figure 13 and
Figure 15.
For thin plate cutting, the depth of processing increases in direct proportion to the number of processing times and laser power. In the case of deep machining, the depth of machining follows a curve with a decreasing slope. As the depth of the machining groove continues to increase, two difficulties have been identified in engineering. Firstly, the removed materials form dust or plasma clusters, which fill the deep grooves and are difficult to sputter out with water flow, leading to the absorption and scattering of laser pulses, resulting in decreasing later processing ability. Secondly, as the groove deepens, the outward splashing water flow will interfere with the downward spraying laser water jet, affecting the timely removal of heat. Secondly, as the groove deepens, the outward splashing water jet will interfere with the downward spraying laser water jet, affecting the timely removal of heat. Therefore, it is necessary to fully consider the planning of processing paths in practical processing applications in order to facilitate the timely discharge of water flow in groove gap. This article has achieved low damage machining with a depth exceeding 10 mm, adopting a simple single-channel machining path. As shown in
Figure 11, the length of the water jet optical wave-guide area for laser non-destructive transmission is far more than 10 mm. Based on in-depth exploration of process parameters and processing paths, it is believed that low loss processing depth can be greatly improved in the future. When we figure this out, it will be a significant moment.
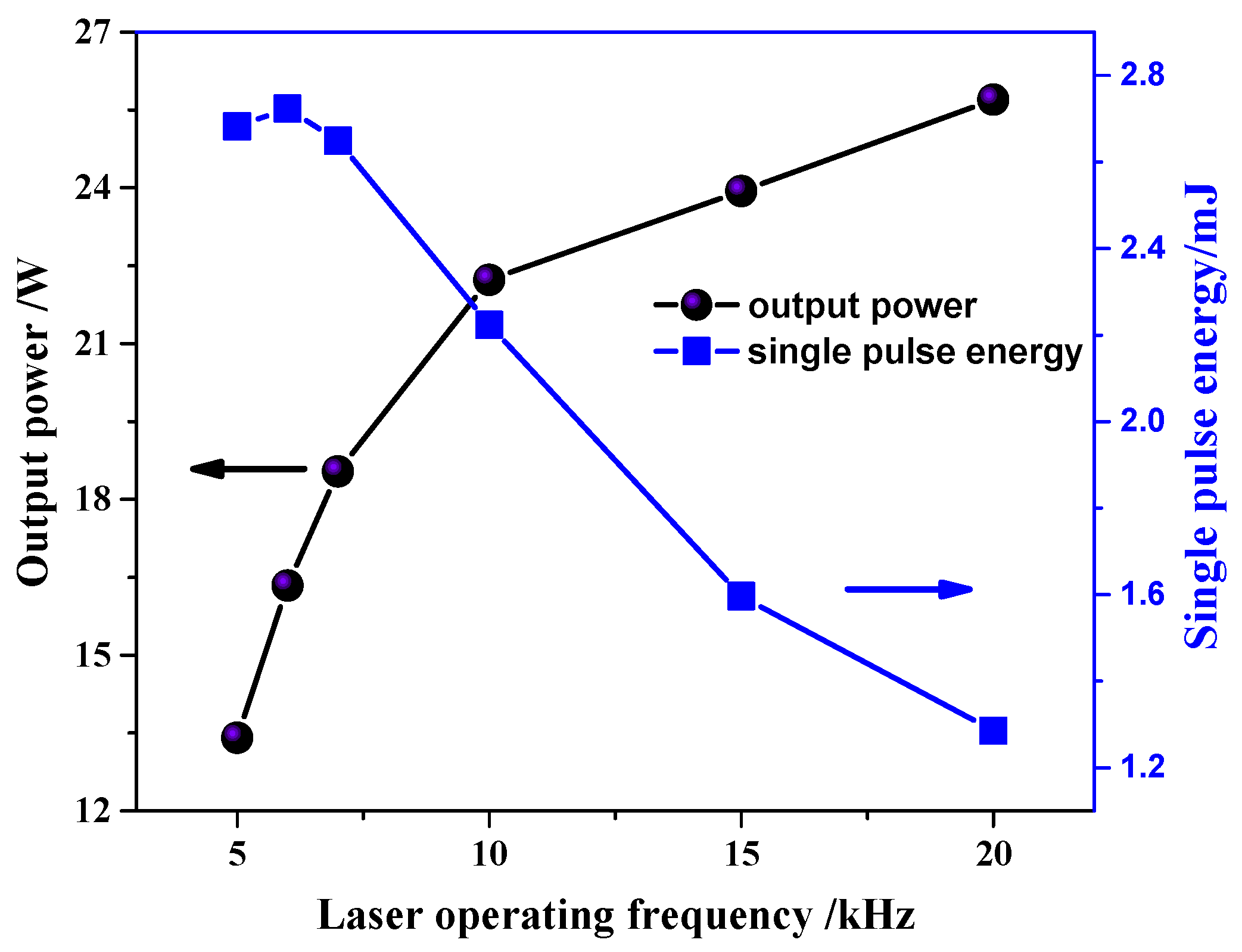
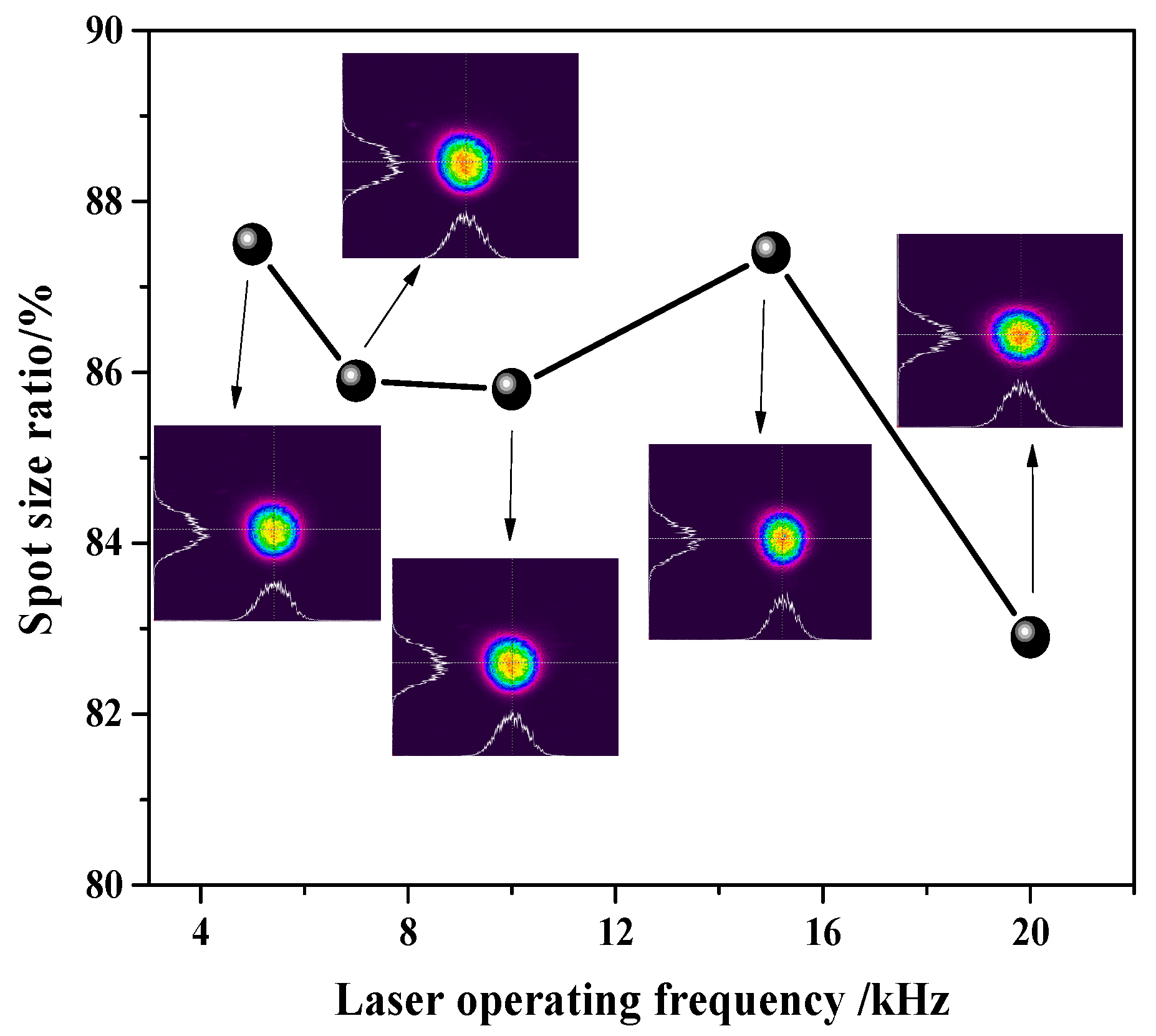
Of course, there are differences in thermal damage thresholds and processing mechanisms for different materials. The laser for water-guided laser application in this study has the advantage of a wide frequency adjustable range. High operation frequency is associated with a high output power for a laser and low operation frequency is associated with a low output power for a laser but high single-pulse energy. For materials susceptible to thermal erosion or oxidation, such as metal and fiber composite materials, it may be advisable to choose a medium to low frequency range to prevent water jets from failing to remove the heat accumulated due to high-frequency pulses in time. The specific process parameters need to be optimized and explored, and detailed analysis and discussion will not be conducted in this paper. In order to improve the straightness of the processing edge, it is necessary to consider the overlap rate of the light spot before processing, as shown in Formula (7).
Here, the overlap rate of the light spot is k, the diameter of the water jet optical wave-guide is D, the feed rate is v, and the laser operation frequency is f.
6. Conclusions
In summary, based on long resonant cavity mode selection and stable zone control, this article achieves a high stability and high-power pulsed laser, which can be used for the long distance lossless transmission of WJGL. It provides strong technical support for the deep, efficient and high-quality processing of materials. Compared with the current process parameters of water-guided laser processing, this high repetition rate of the Nd:YAG green laser with a large stable range and high stability is a very suitable laser source.
In this paper, we designed a folded concave oscillating cavity, which has the characteristic of the tunable length of the cavity arm in the stable zone state. Using the ray transfer matrix method, the influence of the length of the tuning cavity arm L1 on the oscillating beam in the cavity and crystal is analyzed. Furthermore, the effects of the output mirror curvature and cavity arm L1 on the scope of the stable zone and the CTFL are studied, taking into account the thermal focal effect. Research results have shown the following:
- (1)
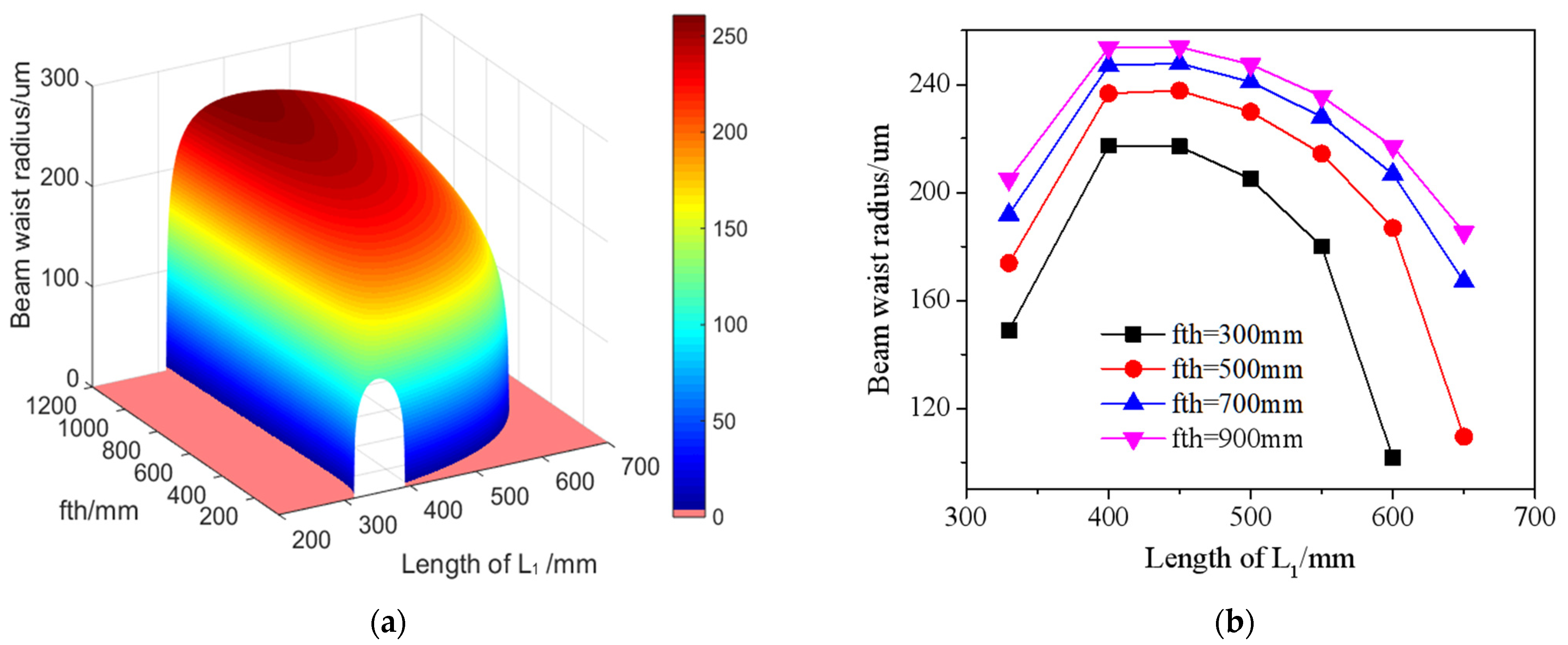
When R4 is 600 mm, the stable zone scope is sufficiently large. Meanwhile, when L1 varies between 400 and 600 mm, the change amplitude of the size of the beam waist in the resonator and the CTFL are both relatively low, which can effectively suppress the influence of thermal focal effect to stabilize the output power.
- (2)
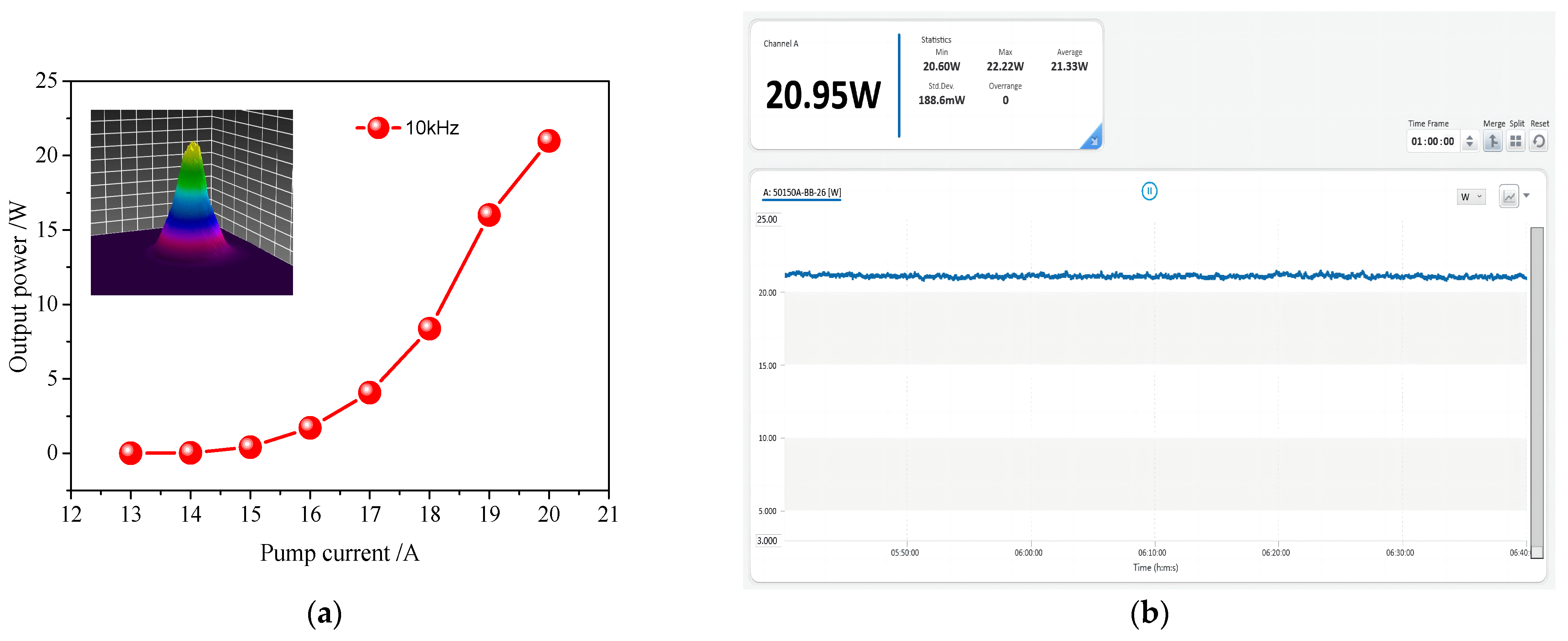
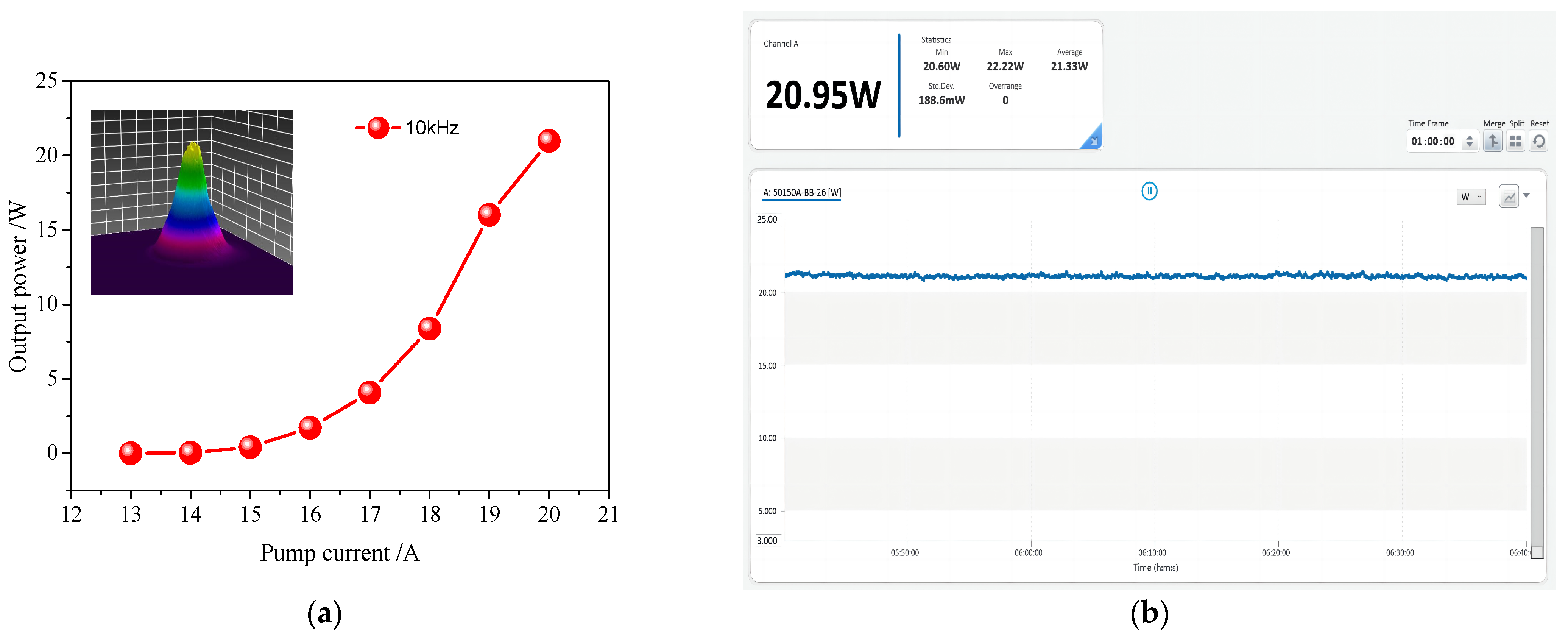
According to the design, the total physical length of the resonant cavity is 1032 mm. In addition, 21.33 W of average power and 0.88% (RMS) of unstable value is obtained at a working frequency of 10 kHz within 400 min. Changing the pulse frequency to 5–20 kHz the resonator can still maintain stable operation with a maximum output power of 25.7 W and a maximum single pulse energy of 2.7 mJ.
- (3)
After experimental verification, the laser designed in this paper is perfectly coupled with a water jet of 100 microns diameter, achieving lossless transmission over 60 mm for a water jet-guided laser. In precision machining applications, this technology exhibits processing advantages of low thermal damage (~2 μm) and large processing depth (>10 mm) for 7075 aluminum alloy.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}